

Silver-palladium alloy deposited by DC magnetron sputtering method as lubricant for high temperature application
Jung-Dae KWON1, Sung-Hun LEE1, Koo-Hyun LEE1, Jong-Joo RHA1, Kee-Seok NAM1,
Sang-Hoon CHOI2, Dong-Min LEE2, Dong-Il KIM2
1. Materials Processing Division, Korea Institute of Materials Science, Changwon, Gyeongnam,
641-831, Korea;
2. Technology Research & Development Institute, Korea Plant Service and Engineering, Seongnam,
Gyeonggi, 463-726, Korea
Received 18 June 2008; accepted 10 March 2009
Abstract:
The silver-palladium(Ag-Pd) alloy coating as a solid lubricant was investigated for its application to the high temperature stud bolts used in nuclear power plants. A hex bolt sample was prepared in the following steps: 1) bolt surface treatment using alumina grit blasting for cleaning and increasing the surface area; 2) nickel(Ni) film coating as a glue layer on the surface of the bolt; and 3) Ag-Pd alloy coating on the Ni film. The films were deposited by using a direct current(DC) magnetron sputtering system. The thickness and composition of the Ag-Pd alloy film have effect on the friction coefficient, which was determined using axial force measurement. A 500 nm-thick Ag-Pd (80?20, molar ratio) alloy film has the lowest friction coefficient of 0.109. A cyclic test was conducted to evaluate the durability of bolts coated with either the Ag-Pd (80?20) alloy film or N-5000 oil. In a cycle, the bolts were inserted into a block using a torque wrench, which was followed by heating and disassembling. After only one cycle, it was not possible to remove the bolts coated with the N-5000 oil from the block. However, the bolts coated with the Ag-Pd (80?20) alloy could be easily removed up until 15 cycles.
Key words:
lubricant; silver-palladium alloy; DC magnetron sputtering;
1 Introduction
Stud bolts are used for assembling the chamber of a nuclear power plant that holds the nuclear fuel rods. These stud bolts easily stick to the reactor body because of the high temperature and pressure in the chamber. A stud bolt should be coated with a lubricant to prevent it from sticking. N-5000, a type of liquid lubricant, is widely used in the field. However, it is necessary to clean the stud bolts and recoat them after disassembling, to prepare them for reassembling. If this cleaning is not accomplished neatly, the stud bolts could stick due to the remaining deteriorated lubricant.
Solid lubricants have many advantages over liquid lubricants. They have lower vapor pressures, better boundary lubrication properties, relative insensitivity to radiation effects, and operation in wider temperature ranges[1-6]. Silver(Ag) film is known as a solid lubricant with low shear strength, and as one that produces few wear particles[7-8].
Palladium(Pd) and its alloys are recognized to be thermally stable[9]. Therefore, a Ag-Pd alloy was selected as a solid lubricant to simultaneously obtain superior lubrication and durability properties.
In this study, the optimum thickness and composition for a Ag-Pd alloy film were investigation to achieve the lowest friction coefficient. And the durability of the Ag-Pd (80?20, molar ratio) alloy film was investigated to verify that it was applicable to a nuclear power plant.
2 Experimental
A miniature hex head bolt was used for the research. The bolt size was M20 mm��100 mm and the material was based on ASTM A540. Before applying the coating films, the surface of the bolts was treated with alumina grit blasting to clean them and improve the film adhesion. The conditions for this grit blasting were as follows. The alumina media size was about 65 ��m. The spray distance was 10 cm. The spray pressure was 490 kPa. The spray exposure time was 30 s, and the spray angle was 90?. A schematic diagram of the system used for depositing the nickel and silver-palladium alloy films on the bolts is shown in Fig.1.
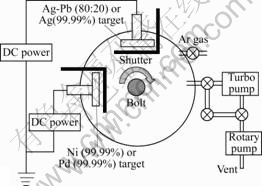
Fig.1 Schematic diagram of DC magnetron sputtering system for depositing Ni, Ag-Pd alloy film on hex bolt
The Pd and Ag targets (purity 99.99%) were located on the left and top side of a chamber and were used to deposit films with various compositions of Ag and Pd. The composition of film could be changed by regulating the power applied to each target. After confirming the optimum composition of the Ag-Pd alloy film, giving the best lubrication property, the Ni and Ag-Pd alloy targets (80?20, molar fraction, %) were installed on the left and top side of the chamber. During the deposition process, the hex bolts were rotated at 20 r/min. The purity degree of each target was 99.99%. The degree of vacuum was ultimately 1.33��10-4 Pa, produced by a turbo pump and a rotary pump. Pure argon (99.99%) gas was supplied to the reaction chamber at a flow rate of 100 cm3/min. The deposition pressure was maintained at 0.4 Pa. The Ag-Pd (80?20) alloy film was deposited after a Ni film coating was applied, without breaking the vacuum.
A cyclic heat treatment test was performed to confirm the durability of a hex bolt coated with the Ag-Pd (80?20) alloy. A 110 mm(H)��190 mm (W)��90 mm (D) block was used to simulate a real nuclear reactor. The material of the block was based on ASTM A508. Two kinds of bolts were prepared for the test: the uncoated bolts (N-5000 bolts) just painted with the N-5000 oil and the bolts coated with a 500 nm-thick Ag-Pd (80?20) alloy film (Ag-Pd bolts), with no oil applied. Each hex bolt was fastened to the block with a load that was 65% (582 MPa) of the yield strength of an A540 bolt, using a torque wrench. The measurable torque range was 100-850 N?m. The cyclic heat treatment test was conducted using a cycle that consisted of three steps: 1) fastening the hex bolts to the block, 2) heat treatment at 393 �� for 24 h, 3) disassembling the bolts from the block using the torque wrench.
The friction coefficients and loads in the axial direction of bolts coated with various thicknesses and compositions of the Ag-Pd alloy were determined using axial force measurement (KAWATETSU KEIRYOKI Ltd.). The film thickness was measured by ��-step (TENCOR P-11) and field emission scanning electron microscope (FESEM). The film composition was determined from energy dispersive X-ray spectroscopy (EDS).
3 Result and discussion
In order to enhance the adhesion of the lubricant film to the bolt, a 50 nm-thick Ni film was deposited before coating the Ag-Pd alloy film. Before the Ni deposition, the specimen surface was treated by alumina grit blasting, to increase the surface roughness(Rz) from 0.5 ��m to 3 ��m. The adhesion forces of the Ni coated samples were tested according to the ASTM C633 method. The test results revealed an adhesive strength of 50 MPa.
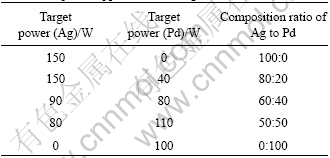
Fig.2 shows the growth rate of pure Ag and Pd films as a function of the power. The growth rate of the Ag film was higher than that of the Pd film. Sputtering is the removal process of near-surface atoms from a target. The atoms of a target are able to be sputtered when they accelerate to energy beyond the surface binding energy of the target. Ag (11 kJ/mol) has a lower enthalpy of fusion than Pd (17 kJ/mol)[10]. Thus, the low surface binding energy of the Ag led to a higher growth rate than that for Pd. The different growth rates of the Ag and Pd could produce various Ag-Pd alloy film composites using co-sputtering. Table 1 shows the various composition ratios of the Ag-Pd alloy films deposited as a function of the power applied to the Ag and Pd targets.
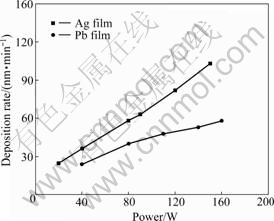
Fig.2 Deposition rate of Ag and Pd film as function of power applied to each target
Table 1 Composition ratio of Ag-Pd alloy films deposited as function of power applied to each target
The lubrication properties of the various Ag-Pd alloy films were investigated using axial force measurements, as shown in Fig.3.
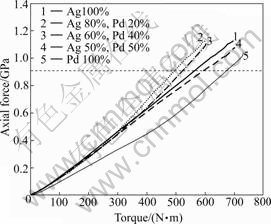
Fig.3 Dependence of axial force of bolt coated with various compositions of Ag-Pd alloy films on torque
The surface of the hex bolts was treated by grit blasting, and then a 50 nm-thick Ni film, as an adhesion layer, was deposited by DC magnetron sputtering. After breaking the vacuum, 500 nm-thick Ag-Pd alloy films with different composition ratios (Ag to Pd), 100?0, 80?20, 60?40, 50?50, 0?100, were respectively deposited on bolts with the Ni film, using co-sputtering. To strain a bolt to the yield strength (895 MPa) for an A540 bolt, the highest torque (670 N?m) was needed for the pure Pd film without a Ag component. The lowest torque value (490 N?m) was required for the hex bolt coated with the Ag-Pd (80?20) alloy film. In other words, the hex bolt coated with the Ag-Pd (80?20) alloy film had the lowest friction coefficient (0.109). This means that the Ag-Pd (80?20) alloy film had the best lubrication property among the various composites.
Fig.4 shows the axial force needed for hex bolts coated with various thicknesses (250, 500, 750, 1 000 nm) of Ag-Pd (80?20) alloy film as the torque value was increased from 0 to about 600 N?m. The bolts coated with a 500 nm-thick Ag-Pd (80?20) film had the lowest friction coefficient and torque value. As the thickness of the lubricant film increased, the contact area increased due to the deformation of the lubricant film. This increase in contact area caused plowing in the lubricant film and wear to the basic material of the bolt[11].
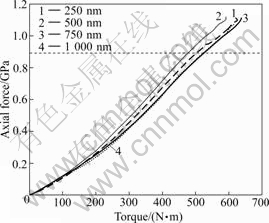
Fig.4 Dependence of axial force of bolt coated with various thickness (250, 500, 750 and 1 000 nm) Ag-Pd alloy films on torque
The uniformity of Ni and Ag-Pd (80?20) alloy films deposited on the top, side, and bottom of the screw thread was confirmed by FE-SEM, as shown in Fig.5. The Ni and Ag-Pd (80?20) alloy films are visible at the top, side, and bottom of the screw thread. Moreover, the Ni, Ag, and Pd components were detected by EDS. These results can be readily explained by conformal deposition of the films along the screw thread.
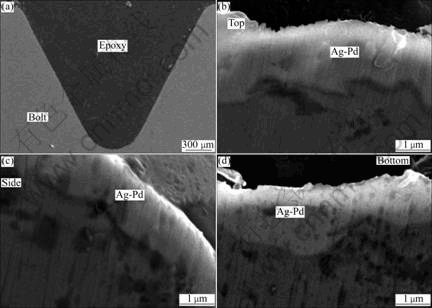
Fig.5 SEM images of top, side and bottom on screw thread of bolt coated with Ni and Ag-Pd (80?20) alloy film
The lubricant and durability properties of bolts coated with the 500 nm-thick Ag-Pd (80?20) alloy film (Ag-Pd bolt) and bolts coated with the N-5000 oil (N-5000 bolt) were investigated by using axial force measurement and a cyclic heat treatment test. The Ag-Pd bolts had a friction coefficient of 0.109. However, the N-5000 bolts had a high friction coefficient of 0.21. This means the 500 nm-thick Ag-Pd (80?20) alloy film had a better lubrication property than the N-5000 oil, which consists of nickel and graphite flakes.
A cyclic heat treatment test was performed after assembling the Ag-Pd and N-5000 oil bolts with the block at the same axial force using a torque wrench. Each bolt was fastened to the block with a load of 65% (582 MPa) of the yield strength of an A540 bolt. Once the N-5000 bolts were heated at 393 �� for 24 h, it was not possible to remove them from the block, despite torquing the bolts to the maximum value, 850 N?m. On the other hand, when the Ag-Pd bolts with the lowest friction coefficient were used, a torque value less than 400 N?m was enough to disassemble the bolts. In addition, the cyclic test could be passed up until the 15th repetition. It seemed that the Ag-Pd (80?20) alloy film had better durability than the N-5000 oil.
4 Conclusions
A Ag-Pd alloy film, as a solid lubricant, was successfully deposited by a DC magnetron sputtering method as a substitute for N-5000 oil. The friction coefficient of this Ag-Pd alloy film was dependent on the proportions of the Ag and Pd, and on the film��s thickness. The 500 nm-thick Ag-Pd (80:20) alloy film had the lowest friction coefficient of 0.109. The Ag-Pd alloy (80:20) film had a lower friction coefficient and better lubrication property than the N-5000 oil. In addition, bolts coated with the Ag-Pd (80:20) alloy film had better durability than bolts coated with the N-5000 oil, at a temperature as high as 393 ��. The Ag-Pd (80:20) alloy film was uniformly deposited at the top, side, and bottom of the screw thread. Therefore, the Ag-Pd alloy film should have wide application, not only in nuclear power plants, but also in the general lubrication market.
References
[1] ROBERTS E W. Thin solid lubricant films in space [J]. Tribology International, 1990, 23(2): 95-104.
[2] FUSARO R L. Self-lubricating polymer composites and polymer transfer film lubrication for space applications [J]. Tribology International, 1990, 23(2): 105-122.
[3] SHERBINEY M A, HALLING J. Friction and wear of ion-plated soft metallic films [J]. Wear, 1977, 45(2): 211-220.
[4] SLINEY H E. The use of silver in self-lubricating coatings for extreme temperatures [J]. Tribology Transactions, 1986, 29(3): 370-376.
[5] DELLA CORTE C, SLINEY H E, DEADMORE D L. Sputtered silver films to improve chromium carbide based solid lubricant coatings for use to 900 �� [J]. Tribology Transactions, 1988, 31(3): 329-334.
[6] ERDEMIR A, FENSKE G R, ERCK F A. Solid lubrication of ceramic surfaces by IAD-silver coatings for heat engine applications [J]. Tribology Transactions, 1990, 33(4): 511-518.
[7] El-SHERBINY M, SALEM F. Tribological properties of PVD silver films [J]. ASLE transactions, 1986, 29(2): 223-228.
[8] ROY R, SEN S K. The study of diffusion of copper in thin films of silver and Ag-Al alloys as a function of increasing aluminum concentration [J]. Thin Solid Films, 1993, 223(1): 189-195.
[9] ANTLER M. Development and application of palladium contact materials [J]. Platinum Metals Review, 1987, 31(1): 13-19.
[10] LIDE D R. CRC hand book of chemistry and physics [M]. 73rd ed. 5-92.
[11] El-SHERBINERY M G D, HALLING J. The Hertzian contact of surfaces covered with metallic films [J]. Wear, 1976, 40(3): 325-337.
Foundation item: Project supported by Power Research and Development Program funded by Ministry of Knowledge Economy and Korea Institute of Materials Science, a subsidiary branch of Korea Institute of Machinery and Materials
Corresponding author: Jung-Dae KWON; Tel: +82-55-280-3556; Fax: +82-55-280-3570; E-mail: jdkwon@kims.re.kr
DOI: 10.1016/S1003-6326(08)60395-7
