
DOI��10.19476/j.ysxb.1004.0609.2019.07.09
TC4�ѺϽ�˫������T�ν�ͷƣ�����ܼ����ѻ���
�� ��1, 2���վӼ�1���� ��1, 2���� ��1, 2���� ��1, 2���� �1
(1. �������պ����ѧ ���繤��ѧԺ������ 110136��
2. �������պ����ѧ �������칤�����ֻ������ص�ѧ��ʵ���ң����� 110136)
ժ Ҫ��
���ڷɻ������ڰ���T�ν�ͷ�ڷ��й����г�����ܿ���ѭ������������ƣ�Ͷ��ѵ����⣬�ֱ���ü���˫�������Ӽ����ͼ���㺸�Ӽ�����TC4�ѺϽ����T�ν�ͷ���ӣ��о����ֽ�ͷ������֯�������������ܡ�ƣ�����ܼ����ѻ���������������������ֲ�ͬ���⺸�ӷ������Ӻ��ۺ�����֯��Ϊ��״������������ɵ�������֯���뼤��˫��������ȣ�����㺸���ӽ�ͷ����״��֯�еĦ�������״��֯���������������״����������ߴ������������С����ĸ������������ȣ�����㺸�ӽ�ͷ����ǿ�������5.5%������˫�������ӽ�ͷ����ǿ�������5.8%������˫���������Լ���ֵƣ���������2.23������Ҫԭ������������֯�Ժ��ӽ�ͷ��������ǿ��Ч���������ӽ�ͷǿ�ȣ�������㺸�Լ������ƴ����������ĸ����չ�����Լ���������չ�������͡�
�ؼ��ʣ�
TC4�ѺϽ�������˫������������㺸��ƣ�����������ѻ�����
���±�ţ�1004-0609(2019)-07-1408-09���� ��ͼ����ţ�TG405���� ���ױ�־�룺A
�ѺϽ�����ܶȵ͡�ǿ�ȸ����нϺõ����ԡ�����ʴ�ԡ������Ե�һϵ��������ۺ������ѹ㷺Ӧ�����ִ����չ�ҵ[1-2]�������ҹ����պ�����ҵ�ķ�չ�ͶԷɻ�����Ҫ��IJ����������ɻ����ۻ���Խ��Խ����[3]���ѺϽ��������ڰ���Ϊ�ɻ���Ҫ��ɹ������ڴ���T�νṹ�����й����г��ܶ��ֽ����غ����ã����Ҫ��T�νṹ���иߵ�ǿ�ȡ����õĸնȣ��Լ������ƣ�����ܡ�Ŀǰ��������ڰ�ṹ����Ƥ���ǿ�����Ҫͨ������㺸��í����ʵ�����ӣ�������Ҫ��ǿ��ߺ�í��ʵ�����ӴӶ�ʹ�����������ӡ�Ϊ��ʵ�ַɻ��������Լ������Ƥ���ǿ�����ӵ���ѧ���ܣ�ͬʱ��һ����߲��������ʡ���������ɱ������ü���˫�������ӷɻ������ڰ��е�T�νṹ���ü�����Ҫ��ͨ������ƽ�в��õļ�����ͬ��ʩ���ڼ�ǿ������࣬����˼�ǿ�����Ƥ֮��ĺ��ӱ��μ���ǿ��ߵ��»��������������⣬ͬʱ˫�ؼ����������²����ϴ���۳غͳף�����˺����ȶ��ԣ����ٺ��ӹ�����ɵIJ������Σ���Ч��������Ƥ������״���[4-5]����ˡ�����˫�������Ӽ����ܵ��˺�������ҵ�����������������ѧ���Ⱥ�Լ���˫�������������о���HAROONI��[6]ͨ��CCD����AZ31Bþ�Ͻ���ü���˫�������Ӻͼ��ⵥ��������ʱ����������̬���Աȷ��ּ���˫�������ӵ������������ȶ�����������[7]ָ��˫�������ӱȵ����������γɵ��۳سߴ�����ӹ����г��ȶ��Ը��á���������[8]�о��˼���˫�������Ӷ����Ͻӿ�϶�ʵ�Ӱ�죬�뵥�������⺸����ȣ����ּ���˫�������ӿ�����Ч���������IJ������Ҳ����Ų�ʱӰ��Ч�����ڴ����Ų���XIE[9]ָ��ʹ�ü���˫�������Ӽ�����ֺ����Ͻ�ĺ�����������õ����Ÿ��ƣ�����Ӳ�Ⱥ����������������Խ��͡�Ȼ������Щ�о������Ժ�����μ����쾲ǿ���о�[10-12]����������ѺϽ�˫��������T�ν�ͷ��ƣ�����ܵ���ر�����
���IJ��ü���˫�������Ӽ����ͼ���㺸�����Էɻ������ڰ峣�ýṹ����TC4�ѺϽ����T�ν�ͷ���ӣ����ù�ѧ���������ֺ��ӽ�ͷ������֯���й۲죬�����˺��ӽ�ͷƣ�Ͷ�����Ϊ������ɨ�����������ƣ�ͶϿڽ��з�����Ϊ�ɻ������ڰ��ƣ��ǿ�������ɻ���ȫ���������ṩ���ݡ�
1 ʵ��
���ݺ������Ѽ��ѺϽ�塢���Ĺ淶(GJB 2505-1995)�����о�ѡ�õ���Ƥ���ǿ����Ϸֱ�Ϊ2 mm��1.5 mm���˻�̬����TC4�ѺϽ�壬��亸˿Ϊ�뾶0.5 mm��TC4ͬ�ʺ�˿���仯ѧ�ɷּ���1������˫�������Ӽ����伤���Ϊ2.1~2.9 kW�������ٶ�Ϊ4~13 m/min����˿�ٶ�Ϊ3~9 m/min������������Ϊ25 L/min������������˿�н�Ϊ45�㣬��������Ϊ�����ͼ����ʾΪ���ͽ�ͷ����˫��������ʵ�鲼��ʾ��ͼ����������ʾ��ͼ��ƣ�������ߴ���ͼ2��ʾ������㺸���ղ���Ϊij���ۻ��̶����칤�գ���������ʾ��ͼ��ƣ�������ߴ���ͼ3��ʾ������T�ͽ�ͷ����ķǶԳ��ԣ������Լ�����ʱ��������ƫ�ij�����ϱ��Σ������Լ��гֶ�ͨ������̶��Ƴ�˫�����������֤�����Գƣ����촹ֱ�����Ʒ���λ���������ġ����������Ϊ˫������������ƣ��ʵ�����Լ�������ѵ�ʱ��Ӧ������Ϊԭ����һ��������顣
���ս������������������鷽��(HB 5143-1996)����INSTRON�������������������¾����������飬������������в��ú����ʼ��ؿ��ƣ���������2 mm/min��ʵ�⾲���������ܽ������2�����ս��������������ƣ�����鷽��(HB 5287-1996)���ʽ�100��ƣ������������ƣ�����飬�������Ƶ��10 Hz������������-������, Ӧ����Ϊ0.06�����ز���Ϊ���Ҳ������о�ȡ40%���쿹��ǿ��400 MPa��Ϊƣ�ͼ��ص����Ӧ�������ý���������������֯���й۲죬����ɨ����������Ե���ƣ�ͶϿڽ��з�����
��1 TC4�ѺϽ�ѧ�ɷ�
Table 1 Chemical compositions of TC4 alloy (mass fraction, %)

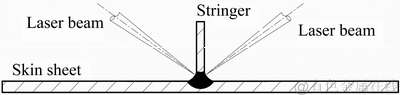
ͼ1 ˫�������⺸�����鲼��ʾ��ͼ
Fig. 1 Schematic diagram of experimental setup for dual- beam welding
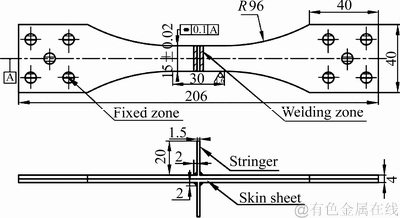
ͼ2 ����˫�������Լ���״�ͳߴ�
Fig. 2 Shape and dimension of laser double beam welding sample (Unit: mm)
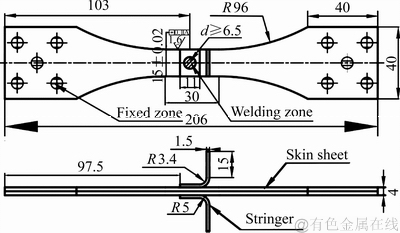
ͼ3 ����㺸�Լ���״�ͳߴ�
Fig. 3 Shape and dimension of laser spot welding sample (Unit: mm)
2 ���������
2.1 ��ͷ����֯����
�ѺϽ���п���ת�����ԣ����¶ȳ���һ��ˮƽʱ������ṹ�Ӧ����������ṹ��Ϊ�����������ṹ��TC4�Ͻ�ת���¶���980~1010 ��֮�䣬ת����ͼ��ͼ4��ʾ���Լ��������ּ��⺸�Ӻ���ڼ�����֯���Բ�ͬ������ĸ��������Ӱ�������ۺ�����ĸ����ΪTC4�Ͻ��˻�̬������ԭʼ������֯����ͼ4(c)��ʾ���Ͻ��ɦ�+��������ɣ����а�ɫΪ������࣬��ɫΪ������ࡣ�Լ�������˫�������Ӻ��ۺ�����֯��ͼ4(a)��(b)��(c)��ʾ���ۺ���Ϊ��״��������������ɵġ�����״����֯�������Ǻ��ӹ�����ֱ�Ӽ������������¶�Զ��������(980 ��)�ﵽ�µ�����������Ѹ�������ת�䣬�Ҧ���״�����������������������γɴִ����״��(��ͼ5(a))��ͼ5(b)��ͼ5(a)�ֲ��Ŵ������֯��ò���������ֺϽ��зֲ�������״һ�Φ����������������״��ͬʱ��״��������ϸС����״���Φ����ࡣ������ɺ��ۺ����Ͻ���ȴ���ʸ����ٽ���ȴ����(410 ��/s)ʱ���Ͻ�Ԫ����������ɢ�������Է���ɢ��ʽת���γ�һ�Φ����������塣��ȴ������һ�Φ������������ڦ���״�������κ˳���״�ƽ�зֲ���һ�Φ����������峤�ᴩ���������γ�������֯��������֯�нϸߵ���俹�����־�ǿ�ȺͶ�������[13]���Լ�������㺸���Ӻ���֯��ͼ5(d)��(e)��(f)��ʾ������ͬ��Ϊ��״�����������塰����״����֯��ͼ5(e)��ʾΪͼ5(d)�ֲ��Ŵ������֯��ò���뼤��˫����������֯�Ƚϣ�����㺸��������״��֯�������������ͼ5(c)��(f)��ʾΪ���ּ��⺸�Ӽ����к����������״��������������д��ò���뼤��㺸��ȣ�����˫�������е���״����������ߴ������������С�����ֺ��Ӽ����ĺ�����������Ŧ¾����������Ħ���������
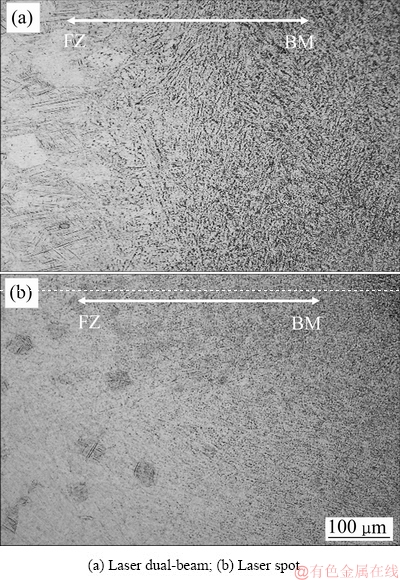
���ۺ�����֯��ȣ���Ӱ������֯���Ӹ��ӡ�Խ�������죬������֯���Խ����������ʱ����ȫ���������֯�����ۺ�����������֯��ȣ���Ӱ������������֯�ߴ����Խ�С�������巽����������ҷֲ�����ͼ6(a)��ʾΪ����˫�������ӽ�ͷ��Ӱ��������֯��ò������˫����������Ӱ�����ɦ����ϸС����״������������ɡ��ڿ����ۺ��ߵ���Ӱ���������ӹ������¶ȴﵽ��������ʱ�����������ת�䣬������ɺ������ȴ�����£�����һ����״���������壬��Զ���ۺ��ߵ���Ӱ���������ں��ӹ�����δ�ﵽ���㣬����¶ȴﵽ��+��˫��������ȴ�����¹����Ц���ת����ࡣͼ6(b)��ʾΪ����㺸�ӽ�ͷ��Ӱ��������֯��ò������㺸��Ӱ�������ɦ����ϸС�Ħ�������״��֯��ɡ��뼤��˫����������Ƚϣ�����㺸��Ӱ�����Ħ����Ѿ��������ֳ�����ľ�������Ϊ�������ڻ���Ĵ��ڣ�����������״��֯��ø���ϸСͬʱ�ֲ�������ɢ��ͬʱ����һЩ��Ϊģ������ɫ���������������״�����࣬˵����״������ת��Ϊ����[14]��
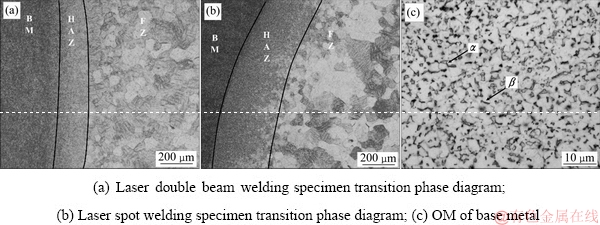
ͼ4 ���ӽ�ͷ��֯ת����ͼ��ĸ��OM��Ƭ
Fig. 4 Weld joint microstructure transformation phase diagram and OM photos of base metal
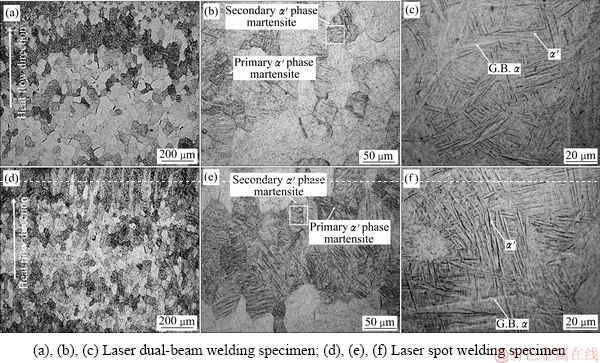
ͼ5 ���ӽ�ͷ�ۺ���OM��Ƭ
Fig. 5 OM photos of fusion zone weld
ͼ6 ���ӽ�ͷ��Ӱ����OM��Ƭ
Fig. 6 OM photos of heat affected area of welding specimen
2.2 ��������
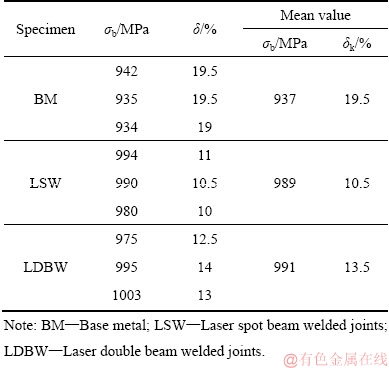
TC4�ѺϽ�ĸ�ġ�����˫�������ӽ�ͷ�ͼ���㺸�ӽ�ͷ�������������2�����С����������TC4�ѺϽ�ͨ�����ּ��⺸�Ӻ���ĸ������������ȣ�����㺸�ӽ�ͷ����ǿ�������5.5%������˫�������ӽ�ͷ����ǿ�����5.8%�����ߵĿ���ǿ�Ȼ������죻�쳤�ʾ��������ͣ�����㺸���Լ����쳤���½���Լ9%������˫���������Լ����쳤���½���Լ6%������˫�������Լ����쳤�����ڼ���㺸�Լ������ֺ��ӽ�ͷ��Ҫ�����α���������ĸ�ļ�����ĸ�ĵ���Ӱ���������Ѿ���������Ӱ�����������������ۺ������ڴ����ҷֲ��ܼ�����״������������(������֯)��������֯���Ժ����������ǿ��Ч�����Ӷ������˺���ǿ�ȣ���˺��ӽ�ͷ�Ŀ���ǿ���������ӡ��ڶ���������Ъ���������غɹ����У����ں��ӽ�ͷǿӲ�����ӣ����켰�ۺ����������α䣬������ĸ�ļ���ĸ�ĵ���Ӱ�������������α䣬ֱ�����־����������α�ķ�����ĸ�ļ���ĸ�ĵ���Ӱ��������ʵӦ���������ӣ�ֱ������δ�����α���ۺ�����ͬʱ�������ô�Բ����������Ӱ����������С��ĸ�ģ���ʵӦ���ϴ�������������Ӱ������
��2 ��ͬ��������������
Table 2 Tensile test results of different speciments
2.3 ƣ������ͳ�Ʒ���
����˫�������ӽ�ͷ������㺸��ͷ�ĵ���ƣ������ʵ��������3���ֱ�ó�������������ƽ��ֵ ������s���������ϵ��Cv����ֵƣ������N50�������ŶȦ�=95%���ٹ۲������(P=50%���������=��5%)��֪������˫�������Լ��������ϵ��Cv=0.025766��С��0.0314��������Ҫ4���۲�ֵ������㺸�Լ�Cv=0.013485��С��0.0314��������Ҫ4���۲�ֵ������˫�������Լ�������㺸�Լ����Ի��6�����ݣ������۲�ֵ������������Ҫ��
������s���������ϵ��Cv����ֵƣ������N50�������ŶȦ�=95%���ٹ۲������(P=50%���������=��5%)��֪������˫�������Լ��������ϵ��Cv=0.025766��С��0.0314��������Ҫ4���۲�ֵ������㺸�Լ�Cv=0.013485��С��0.0314��������Ҫ4���۲�ֵ������˫�������Լ�������㺸�Լ����Ի��6�����ݣ������۲�ֵ������������Ҫ��
��3 ����˫�������ӽ�ͷ�ͼ��⺸�ӽ�ͷ�ĵ���ƣ������ͳ�ƽ��
Table 3 Low cycle fatigue life statistics of laser double beam welded joints and laser welded joints

ͨ���ѺϽ����ƣ�����ܹ۲�ֵ�ֲ����ɷ�����̬�ֲ����ɻ��������ֲ����ɣ���һ�������۲����ݼ���������ľ�ֵ�ͱ�s���������Ƿֱ���Ϊĸ���ֵ�̺ͱ���ң��������������������ͳ��ѧ������ƣ���������ݽ���ͳ�Ʒ���������˫���������ӽ�ͷ������㺸���ӽ�ͷ��ƣ�������ֲ������ܶȺ�����ͼ7��ʾ�����Կ���������˫�������Լ���ƣ�������ֲ������ܶȺ��������ڼ���㺸�Լ����ұߣ�˵������˫�������Լ���ƣ���������Ը��ڼ���㺸�Լ��ġ�������̬�ֲ��ĸ����ܶ�����Խ�����ߡ���������������ķ�ɢ��ԽС����˼���㺸�Լ���ȼ���˫�������Լ���ƣ��������ɢС����400 MPaӦ��ˮƽ�£�����˫���������Լ���ֵƣ�������Ǽ���㺸�Լ���2.23����
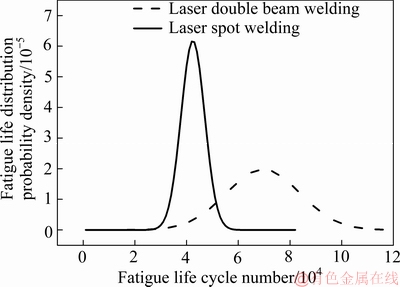
ͼ7 ���⺸�Լ�ƣ�������ֲ������ܶ�ͼ
Fig. 7 Life probability density function distribution of laser welding specimens
2.4 ����ƣ�ͶϿڷ���
ͼ8��ʾΪ����˫�������ͼ���㺸�������ƣ�ͶϿڣ�����㺸�Լ�ƣ�ͶϿ���ò��Լ���˫�������Լ�����ϴ���˫���������Լ�����Դ����Ӱ�����γɡ��ں�������չֱ�����ѣ������ڼ���㺸�Լ�����������Ӱ�����γɺ����������������ĸ������չֱ�������ѡ�
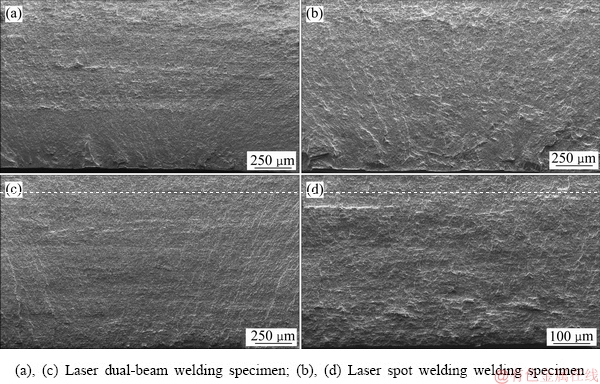
ƣ���ƻ����¿ɷ�Ϊ3���Σ�ƣ������������ƣ��������չ��˲ʱ���ѣ�3���ηֱ��Ӧ����ƣ�ͶϿڵ�3�����ֱ�Ϊƣ������Դ����ƣ�������ȶ���չ����˲������ͼ9(a)��(b)��ʾΪ����˫�������ͼ���㺸ƣ��Դ���Ͽ���ò��ͼ9(c)��(d)��ʾΪƣ��Դ�ֲ��Ŵ���ò��ͼ�з���״���ƻ㼯��ȷ������ƣ�;���������Ӱ������������Ȼ�����Լ��ڲ���չ������������ƣ���غ������£��Լ����ɱ��淢��λ���˶�������λ���ı��淢��������������Ӧ�����У�����ɻ��ƴ�������γ����빵���������յ������ƵIJ�������ͬλ�ô��ij�ʼ���ƣ����������������ϲ��ɷ������ơ�
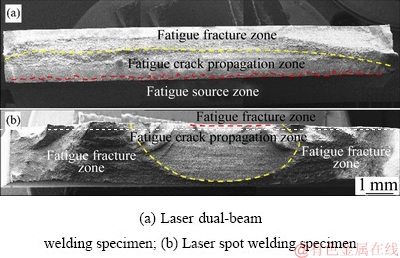
ͼ8 ��۶Ͽ���ò
Fig. 8 Macroscopic fracture appearance
ƣ������������ƣ���ƻ�����������չ�Σ�������չ�������Σ���һ��������չ��Ҫ������Ӧ�����ã��ڶ�����Ҫ������Ӧ�����á���չ����������ò������ƣ�����ƣ�ͼ10(a)��(b)��ʾ�ֱ�Ϊ����˫�����ͼ���㺸�Լ�ƣ��������չǰ�ڶϿ���ò��ƣ�����ƾ��ں���������չ���Լ���ѭ���غ������£�ƣ�������������Ż��ƴ��������������ڲ���չ��ƣ��������������нǴ�ԼΪ45�㣻��������չǰ�ڣ����ƴ��³ɡ�Z����������չ��˵����������չ�Ľ��������裬��Ȼǰ��������չ·���϶̣�����ƣ���������ܴ�[15]��ǰ��ƣ����������С��������չ���ʽ���������������չǰ�����裬��չ�ķ������ı��������Ŵ�ֱ����Ӧ������ת������չ�����Ƴ����Σ��кܶ�ߴ���졢����ƽ��С�Ͽ��Ұ��ж������Ʋ����������˴����������ƵĴ���������������������չ���ʣ���һ���̶���������ƣ��������С�Ͽ��Ͼ��д�ֱ��������չ���������ཻ�һ���ƽ�гʲ�����ƣ�����ƣ���ÿ��С�Ͽ��ϵ�ƣ�����Ʋ������ҷ���һ��[16]��ÿһƣ�����ƴ���һ���غ�ѭ��������ʾӦ��ѭ��һ��������չ�ľ��룬Ҳ������Ӧ��ѭ��һ��ʱ�ͷ������Ķ��٣���������ͬ�����������£����Ƽ��Ĵ�С�ʹ�����������չ���ʵĿ��������ֺ����Լ���ƣ����������ǰ�ھ�����������չ���ʼӿ�(��ͼ10(c)��(d)��ʾ)����ͬ���Ǽ���㺸�Լ�ƣ�����Ƽ��ϼ���˫�����Լ�������������չ���ʼӿ�ø������ԡ�������Ϊ�ۺ������ڴ������ܼ�����״�����������壬����״��������иߵ�λ���ܶȺ��Ͼ�����״��֯�ij����γ��˴�������磬ʹ����ǿ�����[17]��������㺸���˳���Բ�Σ����˲�δ��ȫ��������Σ�ս��棬������չ�������ƴ���������ĸ�ĺͿ���ĸ�ĵ���Ӱ�������С�������û�з�������֯�仯��ֻ�γ���������״�����壬���Լ�ǿ�ȼ���û��Ӱ�죬���¼���㺸�Լ�������չ���ڿ����ȼ���˫�����Լ�С����һ���̶�����㺸�Լ�������չ���ʣ������Լ��ĵ���ƣ��������
ͼ9 ƣ��Դ�Ͽ���ò
Fig. 9 Fatigue source fracture morphologies
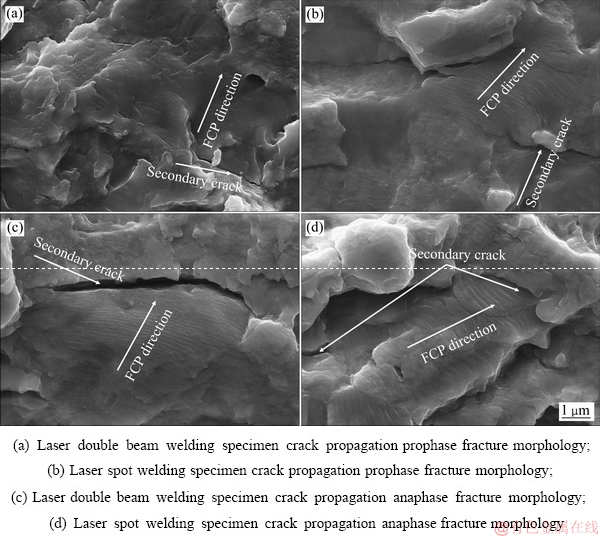
ͼ10 ƣ��������չ���Ͽ���ò
Fig. 10 Fatigue crack propagation zone fracture morphologies
˲ʱ������ָ������չ����������չ�ߴ�ӽ��ٽ�ֵ���Լ�ʣ�����������Գ����ⲿʩ�ӽ����غ�ʱ�����ּ��⺸����������˲ʱ���ѡ���������������ٴ�����Ӧ�����ɵ���Ӧ����ͼ11��ʾΪƣ��˲ʱ�Ͽ���ò����������չ�������Բ���,�������ѶϿ�������Ϊ���Զ��ѡ����ڼ���㺸�Լ����˲�δ��ȫ��������Σ�ս��棬˲ʱ���ѷ�����ĸ�ģ��뼤��˫���Լ��Ͽ���ȣ�������ȴ���Ŀ���ҷֲ��ܼ������ֳ��Ϻõ���������
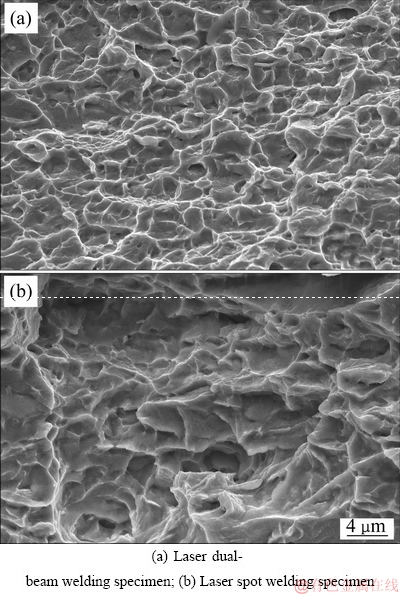
ͼ11 ˲�����Ͽ���ò
Fig. 11 Fractures of short interruption zones
3 ����
1) TC4�ѺϽ�ԭʼ������֯�ɦ��ͦ�������ɣ��Լ������ּ��⺸�Ӻ��ۺ���/������ҪΪ��״�������'���������֯����ͬ���Ǽ���㺸��������״��֯�������������
2) ��ĸ������������ȣ�����㺸�ӽ�ͷ���� ǿ�������5.5%������˫�������ӽ�ͷ����ǿ�����5.8%��
3) �ڦ�=400 MPaʱ�����ּ��⺸�ӽ�ͷ��ȣ�����㺸�Լ�ƣ��������ɢ��С������˫���������Լ���ֵƣ�������Ǽ���㺸�Լ���2.23����
4) ����㺸�Լ��ĺ�۶Ͽ���ò����ڼ���˫�������Լ��Ķ��ԣ���������ϴ����ּ��⺸��ͷ��������չ������չ���ʶ���С��������չ������չ���ʾ����Լӿ죬�Ҽ���㺸�Լ�������չ������ĸ�ĺͿ���ĸ�ĵ���Ӱ�������У�������չ�������ͣ�������չ���ʼӿ�ø������ԡ�
REFERENCES
[1] SQUILLACE A, PRISCO U, CILIBERTO S, ASTARITA A. Effect of welding parameters on morphology and mechanical properties of Ti-6Al-4V laser beam welded butt joints[J]. Journal of Materials Processing Technology, 2012, 212(2): 427-436.
[2] BALASUBRAMANIAN T S, BALAKRISHNAN M, BALASUBRAMANIAN V. Influence of welding processes on microstructure, tensile and impact properties of Ti-6Al-4V alloy joints[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(6):1253-1262.
[3] ���غ�, �� ��, �� ��, ³�۸�, ������. �ѺϽ��ڷɻ��ϵ�Ӧ��[J]. ϡ�н���, 2009, 33(1): 84-91.
LI Chong-he, ZHU Ming, WANG Ning, LU Xiong-gang, CHENG Shen-tao. Application of titanium alloy on aircraft[J]. Chinese Journal of Rare Metals, 2009, 33(1): 84-91.
[4] �� ��, �̶���, �Ƽ̻�, �� ��, ���˿�, ����ƽ. TC4�ѺϽ⺸�ӽ���֯������[J]. ϡ�н��������빤��, 2009, 38(2): 259-262.
YANG Jing, CHENG Dong-hai, HUANG Ji-hua, ZHANG Hua, ZHAO Xing-ke, GUO He-ping. Microstructure and properties of TC4 titanium alloy laser welded joint[J]. Rare Metal Materials and Engineering, 2009, 38(2): 259-262.
[5] ��־��, �� ��, ������, ֣˧��, ���Ǿ�. �ѺϽ�����ڰ�T�ͽ�ͷ˫���ü��⺸��ϵͳ���[J]. ��ϻ������Զ����ӹ�����, 2016(5): 100-102.
XU Zhi-gang, YUE Chao, HOU Wen-zhong, ZHENG Shuai-chao, WANG YA-jun. Design of double-acting laser welding system for T-joint of titanium alloy integral wall[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2016(5): 100-102.
[6] HAROONI M, CARLSON B, KOVACEVIC R. Dual-beam laser welding of AZ31B magnesium alloy in zero-gap lap joint configuration[J]. Optics & Laser Technology, 2014, 56(5): 247-255.
[7] ������, ����Ⱥ, �����. ��/˫�������⺸���۳���Ϊ������������ԱȽ�[J]. �й�����, 2017, 44(2): 225-233.
MA Guo-long, LI Li-qun, CHEN Yan-bin. Single/double beam laser welding molten pool behavior and weld forming characteristics comparison[J]. Chinese Journal of Lasers, 2017, 44(2): 225-233.
[8] ������, �� ӱ, �����, ������, ������. ˫����������˿�����ն����Ͻ������ʵ�Ӱ��[J]. ����ѧ��, 2013, 34(2): 40-44.
LEI Zheng-long, LI Ying, CHEN Yan-bin, SUN Zhong-shao, ZHANG Yi-kun. Effect of double beam laser filling welding process on porosity of aluminum alloy welding[J]. Transactions of the China Welding Institution, 2013, 34(2): 40-44.
[9] XIE J. Dual beam laser welding[J]. Welding Journal, 2002(10): 223-236.
[10] ����Ⱥ, �����, �� ��. ���Ͻ�˫�������������о�[J]. �й�����, 2008, 35(11): 1783-1788.
LI Li-qun, CHEN Yan-bin, TAO Wang. Study on welding characteristics of aluminum alloy double beam[J]. Chinese Journal of Lasers, 2008, 35(11): 1783-1788.
[11] ������, ������, Ф��ʫ. 2060-T8/2099-T83��﮺Ͻ�T�ͽ�ͷ˫�������⺸�ӹ���[J]. �й�����, 2013, 40(7): 83-87.
YANG Wu-xiong, ZHANG Xin-yi, XIAO Rong-shi. 2060-T8/2099-T83 aluminum-lithium alloy T-joint double beam laser welding process[J]. Chinese Journal of Lasers, 2013, 40(7): 83-87.
[12] �� ��, �� ��, �� ��, ����. ˫�������⺸�ӵ������о�[J]. ������־, 2007, 28(5): 66-67.
HUANG Rui, CHEN Kai, ZHANG Song, ZHAO Xu-dong. Experimental study on double beam laser welding[J]. Laser Journal, 2007, 28(5): 66-67.
[13] �̶���, �Ƽ̻�, �ֺ���, �� ��. TC4�ѺϽ�ƴ����ͷ����֯����ѧ���ܷ���[J]. ����ѧ��, 2009, 30(2): 103-106.
CHENG Dong-hai, HUANG Ji-hua, LIN Hai-fan, ZHANG Hua. Microstructure and mechanical properties of TC4 titanium alloy laser welded joints[J]. Transactions of the China Welding Institution, 2009, 30(2): 103-106.
[14] �� ��, �� ��, �� ��, �����, �� ��. TC4�ѺϽ�ͬ���ӹ�������֯���ܶԱ�[J]. �ȼӹ�����, 2016(3): 19-22.
QIAO Liang, SU Xuan, TAO Wang, CHEN Yan-bin, XIONG Jun. Comparison of microstructure and properties of TC4 titanium alloy under different welding processes[J]. Hot Working Technology, 2016(3): 19-22.
[15] ������, ������, ������, ������, �ֽ���, ���ΰ. TC4�ѺϽ𱡰弤�⺸�ӽ�ͷ��ƣ���������Ͽڷ���[J]. ����ѧ��, 2012, 33(3): 105-108.
YANG Wu-lin, YANG Xiao-hua, LI Xiao-yan, DUI Wei-zhen, LIN Jian-hang, LI Jing-wei. Fatigue life and fracture analysis of laser welded joint of TC4 titanium alloy sheet[J]. Transactions of the China Welding Institution, 2012, 33(3): 105-108.
[16] ������, ������, �� ��. TC4�ѺϽ𱡰弤�⺸��ͷƣ�������о�[J]. ���Ϲ���, 2006, 28(4): 48-51.
LIANG Chun-lei, LI Xiao-yan, CHEN Li. Research on fatigue performance of laser welded joint of TC4 titanium alloy sheet[J]. Journal of Materials Engineering, 2006, 28(4): 48-51.
[17] ������, �� ��, �Ž�ѫ. TC4�ѺϽ⺸�ӽ�ͷ��ѧ��Ϊ��ԭλ�о�[J]. �й���ɫ����ѧ��, 2012, 22(2): 388-393.
ZHAO Xi-long, SONG Xu, ZHAO Jian-xun. In-situ study on mechanical behavior of TC4 titanium alloy laser welded joint[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(2): 388-393.
Fatigue performance and fracture mechanism of dual-beam laser welded T-joints of TC4 titanium alloy
XU Liang1, 2, SU Ju-ji1, ZHOU Song1, 2, HUI Li1, 2, WANG Lei1, 2, ZHANG Lu1
(1. School of Mechatronics Engineering, Shenyang Aerospace University, Shenyang 110136, China;
2. Key Laboratory of Fundamental Science for National Defense of Aeronautical Digital Manufacturing Process, Shenyang Aerospace University, Shenyang 110136, China)
Abstract: Based to the problem that the T-joint in the aircraft fuselage wall was often subjected to fatigue resistance during flight due to air circulation resistance, the laser double beam welding technology and laser spot welding technology were used on T-joint welding of TC4 titanium alloy. And the microstructure, tensile properties, low cycle fatigue behavior and fracture mechanism of the two joints were investigated. The results show that after welding by two different laser welding methods, the fusion zone structure is a basket structure composed of needle-shaped ���� martensite. Compared with laser double-beam welding, the volume fraction of ��' basket-like structure in the laser spot welded joint mesh basket increases, the needle-shaped ���� martensite size increases and the phase spacing decreases. Compared with the tensile properties of the base metal, the tensile strength of the laser spot welded joint increases by 5.5%, and the tensile strength of the laser double beam welded joint increases by 5.8%.The median fatigue life of the laser double-beam welding specimen increases by 2.23 times. The main reason is that the mesh basket structure produces an interface strengthening effect on the welded joint and increases the joint strength, while the crack propagation of laser spot welding specimen penetrates the solder joint into the base material, causing the decrease of crack propagation resistance of the specimen.
Key words: TC4 titanium alloy; laser dual-beam welding; laser spot welding; fatigue life; fatigue fracture mechanism
Foundation item: Project(L2016033) supported by Liaoning Provincial Department of Education Higher School Scientific Research Project, China; Project(SHSYS2017006) supported by Shenyang Aerospace University Aviation Manufacturing Process Digital Defense Key Discipline Laboratory Open Fund, China; Project(18YB05) supported by the Shenyang Aerospace University Young Doctoral Research Fund, China
Received date: 2018-07-12; Accepted date: 2018-10-16
Corresponding author: ZHOU Song; Tel: +86-24-89728640; E-mail: zhousong23@163.com
(�༭ �� ��)
������Ŀ������ʡ�������ߵ�ѧУ��ѧ�о���Ŀ(L2016033)���������պ����ѧ�������칤�����ֻ������ص�ѧ��ʵ���ҿ��Ż���������Ŀ(SHSYS2017006)���������պ����ѧ���격ʿ������������������Ŀ(18YB05)
�ո����ڣ�2018-07-12�������ڣ�2018-10-16
ͨ�����ߣ��� �ɣ���ʦ����ʿ���绰��024-89728640��E-mail��zhousong23@163.com
ժ Ҫ�����ڷɻ������ڰ���T�ν�ͷ�ڷ��й����г�����ܿ���ѭ������������ƣ�Ͷ��ѵ����⣬�ֱ���ü���˫�������Ӽ����ͼ���㺸�Ӽ�����TC4�ѺϽ����T�ν�ͷ���ӣ��о����ֽ�ͷ������֯�������������ܡ�ƣ�����ܼ����ѻ���������������������ֲ�ͬ���⺸�ӷ������Ӻ��ۺ�����֯��Ϊ��״������������ɵ�������֯���뼤��˫��������ȣ�����㺸���ӽ�ͷ����״��֯�еĦ�������״��֯���������������״����������ߴ������������С����ĸ������������ȣ�����㺸�ӽ�ͷ����ǿ�������5.5%������˫�������ӽ�ͷ����ǿ�������5.8%������˫���������Լ���ֵƣ���������2.23������Ҫԭ������������֯�Ժ��ӽ�ͷ��������ǿ��Ч���������ӽ�ͷǿ�ȣ�������㺸�Լ������ƴ����������ĸ����չ�����Լ���������չ�������͡�
[3] ���غ�, �� ��, �� ��, ³�۸�, ������. �ѺϽ��ڷɻ��ϵ�Ӧ��[J]. ϡ�н���, 2009, 33(1): 84-91.
[7] ������, ����Ⱥ, �����. ��/˫�������⺸���۳���Ϊ������������ԱȽ�[J]. �й�����, 2017, 44(2): 225-233.
[9] XIE J. Dual beam laser welding[J]. Welding Journal, 2002(10): 223-236.
[10] ����Ⱥ, �����, �� ��. ���Ͻ�˫�������������о�[J]. �й�����, 2008, 35(11): 1783-1788.
[11] ������, ������, Ф��ʫ. 2060-T8/2099-T83��﮺Ͻ�T�ͽ�ͷ˫�������⺸�ӹ���[J]. �й�����, 2013, 40(7): 83-87.
[12] �� ��, �� ��, �� ��, ����. ˫�������⺸�ӵ������о�[J]. ������־, 2007, 28(5): 66-67.
[13] �̶���, �Ƽ̻�, �ֺ���, �� ��. TC4�ѺϽ�ƴ����ͷ����֯����ѧ���ܷ���[J]. ����ѧ��, 2009, 30(2): 103-106.
[14] �� ��, �� ��, �� ��, �����, �� ��. TC4�ѺϽ�ͬ���ӹ�������֯���ܶԱ�[J]. �ȼӹ�����, 2016(3): 19-22.
[16] ������, ������, �� ��. TC4�ѺϽ𱡰弤�⺸��ͷƣ�������о�[J]. ���Ϲ���, 2006, 28(4): 48-51.
[17] ������, �� ��, �Ž�ѫ. TC4�ѺϽ⺸�ӽ�ͷ��ѧ��Ϊ��ԭλ�о�[J]. �й���ɫ����ѧ��, 2012, 22(2): 388-393.
