
CVI-RMI���Ʊ�C/SiC���ϲ��ϵ��۽ṹ����������
Ф������л��ΰ���ܡ��裬��־��
(���ϴ�ѧ ��ĩұ������ص�ʵ���ң����� ��ɳ��410083)
ժ��Ҫ����T700̿��ά��ά��֯�������ձΪԤ���壬��̿��ά����CVIԤ�����Ƚ�̿Ϳ�㣬���û�ѧ������-��Ӧ���������(CVI-RMI)�Ʊ�C/SiC���ϲ��ϣ��۲���ϵ�����ò����̽�ֽ�����������ܵ�Ӱ�졣�о��������������CVI-RMI���Ϲ����Ʊ���C/SiC���ϲ������ܶȸߣ������ʽ�С(10%)������ֲ����ȣ���������ǿ�ȴ�133 MPa��������ƻ����ƣ����ֳ����õļ����ԣ��Ƚ�̿Ϳ����CVI-SiC���������RMI���չ��̶�̿��ά�����ˣ����Ƚ�̿Ϳ�������̿��ά�����֮��Ľ�����״������������ά�İγ���
�ؼ��ʣ�
C/SiC���ϲ������۽ṹ����ѧ������������Ӧ���������������������
��ͼ����ţ�TB332 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2007)03-0381-05
Microstructure and flexural properties of
C/SiC composites by CVI-RMI method
XIAO Peng, XIE Jian-wei, XIONG Xiang, YAN Zhi-qiao
(State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
Abstract: Pyrolytic carbon coating and successive SiC matrix were respectively prepared by chemical vapor infiltration (CVI) in T700 kind integer felt. The subsequent reactive melt infiltration (RMI) method was adopted to densify it further and C/SiC composites were successively prepared. The microstructure and effect of interface on flexural properties were thoroughly investigated. The results show that C/SiC composites fabricated by CVI-RMI methods have high density and low porosity(10%), in which CVI-SiC and RMI-SiC distribute uniformly. The flexural strength of the composites is 133 MPa. The composites are damaged layer by layer with good pseudo-plasticity. C fibers are damaged lightly because of pyrolytic carbon coating and CVI-SiC. Pyrolytic carbon coating moderates the interface strength between C fibers and SiC, which is beneficial to the pulling out of C fibers.
Key words: C/SiC composite materials; microstructure; chemical vapor infiltration; reactive melt infiltration; flexural properties
������ά��ǿ�մɻ����ϲ���(CMCs)�����ܶ�С����ǿ�ȸߡ���ģ���ߡ������Ƚṹ���ܺͿ��ȳ�����ܺõ��ص㣬��δ������Ƽ���չ�Ĺؼ�֧�Ų���֮һ[1-5]�����бȽ�ͻ������̿��ά��ǿ̼��������ϲ��ϣ���Ϊ�����¸��ϲ����ں��պ����ȷ���ϵͳ�Ͼ���ʮ�ֹ�����Ӧ��ǰ�����ҹ�������ҵ��ѧ�Ʊ���Һ����������ȫ�ߴ�C/SiC�����ͨ���߿�̨���Գ�������SEP��˾���û�ѧ���������Ʊ���C/SiC���ϲ��ϣ�����Ӧ����Һ����������[6-8]����ѧ��������(CVI)��Ŀǰ����Ʊ�CMCs������Ωһ�ɹ�ʵ����ҵ���Ĺ��գ�����Ϊ�����DZ�����մɻ����ϲ����Ʊ�����֮һ������Ҫ�ŵ�[9]���£�a. ���ڵ�ѹ�����½���������壬�����ڲ�����Ӧ��С����ά�����������ˣ�b. ��ʵ���۳߶��ϵijɷ���ƣ�c. ���Ʊ���״���ӡ������ߴ����ά��������ߵIJ��������ǣ�����CVI���Ʊ����ڳ������ϵ����ܶȵͣ��������ܶ��ݶȵ�ȱ�㡣���÷�Ӧ���������(RMI)�Ʊ�C/SiC���ϲ��Ͼ��й��ռ����ڶ̡��ɱ��͡����ղ�Ʒ���ܶȸߵ��ŵ�[10]����RMI����������Si������̿��ά�����²���ǿ�Ƚ��͡�
��ѧ������-��Ӧ�������(CVI-RMI)���Ϲ����ܼ��2�ֹ��յ��ŵ㣬���в����ڲ�����Ӧ��С��������ά�١����ܶȸߡ����ڶ̡��ɱ��͵��ص㣬����Ч�˷�CVI���Ʊ����ڳ������ܶȵ͵�ȱ�ݣ������Ʊ�C/SiC���ϲ���[11-12]���ڴˣ��������߲���CVI-RMI���Ϲ����Ʊ�C/SiC���ϲ��ϣ�����������ò����ѧ���ܲ��Է�������̽���ò��ϵ�ʧЧ�ƻ����ơ�
1 ʵ����
1.1 ԭ�ϼ����ղ���
��ʵ�������õ���άΪ�ձ�����(Toray)��˾������PAN��T700̿��ά��������γ����̥���㣬������̷�������̥�е���ά��ֱ������γ������ά�ṹ(Ҳ��2.5ά)��άԤ���壬����ά�������ԼΪ32%��
CVI�����Ƚ�̿(PyC)���ñ�ϩΪ��Ӧ���壬N2Ϊϡ�����壬�����¶�Ϊ850 �棬ѹ��С��3 kPa��CVI����SiC��������������ȼ�����(MTS)Ϊ�����壬H2Ϊ������ͨ�����ݵķ�ʽ��MTS���뷴Ӧ���У���Ar��ϡ�����壬�����¶�Ϊ1 100 �棬ѹ��С��1 kPa��������֬���þ��нϸ߲�̿��(63%)�����֬(Furan Resin��FR)��Һ̬ճ��Ϊ(40~150)��10-3 Pa?s(25 ��)����ˮ�ʣ�1%���ҷ֣�3%�����չ̻�̿��������1.5 MPa��160 ����չ̻���950 ��̿����RMI���������õĹ�۴���Ϊ99.3%������Ϊ40~50 ?m�������¶�Ϊ1 700 �� ��
1.2 ���չ���
���ȣ�����CVI����̿��ά�����Ʊ����Լ����0.3 ?m���Ƚ�̿Ϳ�㣻Ȼ����SiCʹ����������1.3 g/cm3��������Ԥ�����ڽ������֬�����̻�̿������Ԥ������������֬C���������RMI��ͨ������Si����֬C������Ӧ������SiC���壬���յõ�C/SiC���ϲ��ϡ�C/SiC���ϲ��ϵ��Ʊ����������硡ͼ1��ʾ��

ͼ1 CVI-RMI �Ʊ�C/SiC���ϲ��Ϲ�������ͼ
Fig.1 Process flow of C/SiC composites by CVI-RMI
1.3 �ṹ�����ܱ���
������ˮ�����Բ��ϵ��ܶȺͿ����ʡ�����Jeol-6360LV��ɨ���������(SEM)������֯�ṹ�ͶϿڹ۲졣��ƽ����γ�������ȡ������������������������C/SiC���ϲ��ϵ�����ǿ�ȣ������ߴ�Ϊ40 mm��5 mm��3 mm�����Ϊ30 mm����������Ϊ0.5 mm/min��ͬʱ��¼���أ�λ�����ߡ��������ܲ����豸Ϊ��е��ҵ������������о���������CSS-44100���������������
2 ���������
2.1 C/SiC���ϲ��ϵ��۽ṹ
����϶�ߴ�ɽ�̿��άԤ�����ڵĿ�϶��Ϊ�� ��[13]��һ������ά������ά֮��ߴ��С��С��϶��(��10 ?m)����һ������ά��֮��ijߴ�ϴ�Ĵ��϶(��ʮ��������)����CVI�����У���Ӧ�����ڳߴ��С��С��϶��Ҫ����Kundsen��ɢ���ʣ�������CVI���̵Ľ��У���϶�ijߴ粻�ϼ��٣�����������ɢ���������������������������ں��ѽ������϶��ȫ��䡣������ά��֮��Ĵ��϶�����Ѳ���CVI����ȫ���������ϴ�IJ�����϶��
��ʵ����̿��ά����Ԥ����һ��Լ0.3 ?m����Ƚ�̿Ϳ�������CVI������SiC��Ԥ����������1.3 g/cm3����ͼ2��֪��CVI-SiC�������ȳ�������ά���ڲ���ά���棬�������ά������ά֮���С��϶��ͼ2(a)��ʾ�Ļ������ܣ�����������С��϶���ڣ�ͬʱ����ά�������SiC�٣��Դ��ڽϴ�Ŀ�϶(��ͼ2(b))����̿��άԤ�����ڽ������֬�����̻�̿�����������RMI���Ʊ�SiC��һ�����ܣ��Ƶ�C/SiC���ϲ��ϡ���RMI�����У���ëϸ�����������£���������Si����������������ά������ά֮��ߴ��С��С��϶(��ͼ2(c))���Լ���ά��֮��ߴ�ϴ�Ĵ��϶(��ͼ2(d))����ͼ2(c)��2(d)���Կ�����CVI���̺����µ���ά������ά֮�����С��϶����ά��֮��IJ������϶��RMI-SiC��������䣬��ˣ����ϲ��ϵ����ܻ��ٶȺ�Ч��������ߡ�
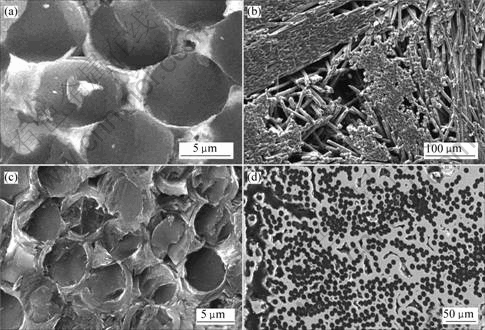
(a) ����CVI��������SiC����ά������ò��(b) ����CVI��������SiC����ά������ò��
(c) ����CVI-RMI��������ά������ò��(d) ����CVI-RMI��������ά������ò
ͼ2 ����CVI-RMI����RMI���Ʊ���C/SiC���ϲ��ϵ�����ò
Fig.2 SEM micrographs of C/SiC composites by CVI��RMI and RMI
��ά����Ĵ��϶���ѱ�CVI����ȫ���������ϴ�IJ�����϶�����ϲ��ϵ����ܶȵ͡�RMI�������ڶ̣��ܳ�������άԤ�����ڲ�����϶���������ܶȸߣ������ʽ�С(10%)��
2.2 C/SiC���ϲ����������ܼ����ѻ���
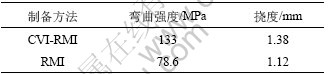
��1����Ϊ����2�ַ����Ʊ���C/SiC���ϲ��ϵ��������ܣ�RMI�����Ʊ�C/SiC���ϲ��ϵĹ������£����ȣ�����CVI�������Ƚ�̿��Ԥ������������1.1 g/cm3��Ȼ����RMI-SiC�����ܣ�ʹ���ϲ��ϵ������ܶȺ�CVI-RMI�����Ʊ�����ͬ���ӱ�1���Կ�����ͨ��CVI-RMI�����Ʊ��IJ�������ǿ�Ƚϸߣ�ƽ��ֵ�ﵽ133 MPa��������RMI���Ʊ���C/SiC���ϲ��ϵ�����ǿ�Ƚ�Ϊ78.6 MPa��CVI-RMI�����Ʊ��IJ�������ǿ�Ƚӽ�RMI���Ʊ��IJ�������ǿ�ȵ�2����
��1 C/SiC���ϲ��ϵ���������
Table 1 Flexural properties of C/SiC composites
C/SiC���ϲ��ϵĶ���������Ҫȡ����̿��ά���Ƚ�̿�Ľ���ĺ�ȡ����״̬�����ϵ��ܶ��Լ����ϵ��ڲ�ȱ�ݵ�[14]������Ԥ������õ�����ά��֯�ṹ�����������������γ����ֱ���㣬�м�в���������̥�㣬z�����̷ֲ�������ֻ��̶����ã�������һ�ֲ�״���ϲ���(��ͼ3)��
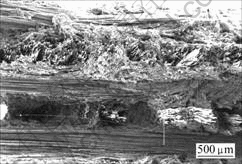
ͼ3 C/SiC���ϲ��ϲ�״��ò
Fig.3 SEM photograph of C/SiC composites
ͼ4��ʾΪC/SiC���ϲ��ϵ������غ����ӶȵĹ�ϵ���ߣ��ɽ����߷�Ϊ6���Σ�A��Ϊ���ԽΣ�B�������ڽ������ϵ������Σ����ƴ������������㿪ʼ��չ�������������Ƚ�̿Ϳ�㷢��ƫת���Ƚ�̿����ά��ճ�������˴�����������C��Ӧ������ά�ܱ��У������Ӷȵ����ӣ���1����γ����������ѣ��غ��½�����D�β���ǿ�Ȼ����½����������ƽ����2����γ���㣬�������ƵĽ�һ����չ����ά��ճ�γ����غɣ��Ӷ����߳���һ��ƽ̨��E��Ϊ��γ������ѣ������غɼ����½���F���������ڵ�3����γ�����Ƚ�̿Ϳ�㷢��ƫת������ʵ��Ľ��У���ά������ճ�γ�������һ��ƽ̨�����ѭ����ȥ��ֱ�����һ����γ���������Ѻ��������ϲŷ����������(��ͼ5)�����������Ƚ�̿Ϳ�����ճ����ά��ճ�Ͱγ����������ϳ��������ƻ�ģʽ���ұ��ֳ��ܸߵĿ��ƻ����������õļ����ԡ�
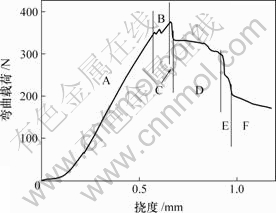
ͼ4 C/SiC���ϲ��ϵ������غ�-�Ӷ�����
Fig.4 Load-displacement curves for C/SiC composites

ͼ5 �������Ѻ����ò
Fig.5 Fracture macrograph of sample
�Ƚ�̿Ϳ����̿��ά�Ľ��ǿ�ȶԸ��ϲ��ϵ���ѧ�����м����Ӱ��[15]��������ǿ�ȸߣ����ܲ���������ճ������Ϊ���ԵĴ��Զ��ѣ����������Զ��ѡ�����RMI��ʱ��1 700 ����У�Ҳ�൱�ڶԸ��ϲ��Ͻ������ȴ����������Ƚ�̿Ϳ�㡢̼���������̿��ά����������ϵ���IJ��죬�����ȴ�����������ά/����֮��Ľ����ϣ���������ά�İγ������ϲ��ϵ������������߳������Եļ�����(��ͼ4)��ͼ6��ʾΪC/SiC���ϲ��ϵĶϿ���ò�����Կ�����ά���������γ�����ά���ڲ���ά���γ���

(a) C/SiC���ϲ�����ά�����γ���
(b) C/SiC���ϲ�����ά���γ�
ͼ6 ���ϲ��ϵĶϿ���ò
Fig.6 SEM photographs of fracture surfaces of C/SiC composites
2.3 ������������ܵ�Ӱ��
C/SiC���ϲ��϶��Ѻ�Ľ�������ͼ7��ʾ��C/SiC���ϲ�����̿��ά�ʵ������Ƚ�̿Ϳ��������ܰ�������Χ��CVI-SiC����ϸ����ȱ�ݣ�RMI-SiC����ֲ�������㡣���ϰ���3����棺̿��ά���Ƚ�̿Ϳ��֮��Ľ��棬�Ƚ�̿Ϳ����CVI-SiC����֮��Ľ��棬CVI-SiC������RMI-SiC����֮��Ľ��档�Ƚ�̿Ϳ��Ĵ��ڽ�����CVI-SiC����̿��ά֮��Ľ��ǿ�ȡ��ڲ����ƻ������У��������Ƚ�̿Ϳ�㷢��ƫת�������̿��ά��CVI-SiC����֮���Ӧ�����У��Ƚ�̿����̿��ά������ճ�������غɵ����ӣ���ά���γ���
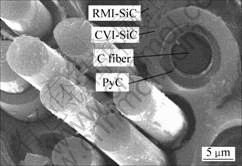
ͼ7 C/SiC���ϲ��϶��Ѻ�Ľ�����
Fig.7 Interface bonding of C/SiC composites after fracture
��ͼ7���Կ��������϶��Ѻ�̿��ά�����γ����γ�����ά����ȽϹ⻬����ά��������˵���Ƚ�̿Ϳ���CVI-SiC�ܼ���ر�����ά����RMI���յ����ˡ�
3 �� ��
a. ����CVI-RMI�����ɹ��Ʊ������ܶȸߣ�������Ϊ10%��C/SiC���ϲ��ϣ����ø÷������Կ�����Ч���Ʊ�C/SiC���ϲ��ϡ�
b. ����CVI-RMI�����Ʊ��IJ�������ǿ��Ϊ133 MPa���ӽ�RMI�����Ʊ���ͬ�ิ�ϲ���ǿ�ȵ�2�������ϳ��������ƻ����ƣ����ֳ����õļ����ԡ�
c. �Ƚ�̿Ϳ���������ά�����֮��Ľ�����״������������ά�İγ�������RMI���չ����У��Ƚ�̿Ϳ����CVI-SiC��������˶���ά�����ˡ�
�ο����ף�
[1] ���پ������¹��ų��𣬵�. CVD���Ʊ�SiC�Ƚ��մɲ����о���չ[J]. ���Ϲ���, 2002(7): 46-49.
LIU Rong-jun, ZHOU Xin-gui, ZHANG Chang-rui. Development of SiC advanced ceramics by CVD[J]. Materials Engineering, 2002(7): 46-49.
[2] Grathwohl G, Hahnel A, Meier B, et al. Fiber-reinforced SiC-matrix composites: Microstructure, interfaces and mechanical properties[J]. Journal of the European Ceramic, 1992, 10(1): 1-12.
[3] Naslain R. Design, preparation and properties of non-oxide CMCs for application in engines and nuclear reactors: an overview[J]. Composites Science and Technology, 2004, 64(2): 155-170.
[4] Delhaes P. Chemical vapor deposition and infiltration processes of carbon materials[J]. Carbon, 2002, 40(5): 641-657.
[5] Qian J, Wang J, Hou G, et al. Preparation and characterization of biomorphic SiC hollow fibers from wood by chemical vapor infiltration[J]. Scripta Materialia, 2005, 53(12): 1363-1368.
[6] �� ��, �ſ���, ����ͬ. �մɻ����ϲ����ڻ���������ϵ�Ӧ��[J]. ����������, 2000, 23(2): 60-64.
ZOU Wu, ZHANG Kang-zhu, ZHANG Li-tong. Application of ceramic matrix composite to rocket motor[J]. Journal of Solid Rocked Technology, 2000, 23(2): 60-64.
[7] ����ͬ, ������, ������. ����̼�����մɻ����ϲ��ϵ��о���չ[J]. �������켼��, 2003(1): 23-32.
ZHANG Li-tong, CHENG Lai-fei, XU Yong-dong. Progress in research work of new CMC-SiC[J]. Aeronautical Manufacturing Technology, 2003(1): 23-32.
[8] Reuge N, Vignoles G L. Modeling of isobaric-isothermal chemical vapor infiltration: effects of reactor control parameters on a densification[J]. Journal of Materials Processing Technology, 2005, 166(1): 15-29.
[9] Ф ��, ������, ����ͬ. �����մɻ����ϲ����Ʊ����յ��о�[J]. ���Ϲ���, 2000(2): 41-44.
XIAO Peng, XU Yong-dong, ZHANG Li-tong. Study of processing of high temperature ceramic matrix composite[J]. Materials Engineering, 2000(2): 41-44.
[10] �����, ������, ���ĸ�, ��. ��Ӧ����������Ʊ�C/SiC���ϲ��ϵĽṹ����ѧ����[J]. ������/���ϲ���, 2005(5): 20-24.
WANG Yu-hui, XU Yong-dong, PAN Wen-ge, et al. Structure and mechanical properties of C/SiC composites by reactive melt infiltration[J]. Fiber Reinforced Plastics Composites, 2005(5): 20-24.
[11] Xu Y, Cheng L, Zhang L. Carbon/silicon carbide composites prepared by chemical vapor infiltration combined with silicon melt infiltration[J]. Carbon, 1999, 37(8): 1179-1187.
[12] �����, ������, ������, ��. �������̼��ά����̼���踴�ϲ������ܵ�Ӱ��[J]. ������ѧ��, 2000, 28(1): 1-5.
YIN Hong-feng, XU Yong-dong, CHENG Lai-fei, et al. Effect of interphases on the properties of 3-D Cf/SiCm composites[J]. Journal of the Chinese Ceramic Society, 2000, 28(1): 1-5.
[13] Xu Y, Zhang L, Cheng L, et al. Microstructure and mechanical properties of three-dimensional carbon/silicon carbide composites fabricated by chemical vapor infiltration[J]. Carbon, 1998, 36(7/8): 1051-1056.
[14] ������, ����ͬ, ������, ��. CVI���Ʊ���ά̼��ά����̼���踴�ϲ���[J]. ������ѧ��, 1996, 24(5): 485-490.
XU Yong-dong, ZHANG Li-tong, CHENG Lai-fei, et al. Three dimensional carbon fiber reinforced silicon carbide composites prepared by chemical vapor infiltration[J]. Journal of the Chinese Ceramic Society, 1996, 24(5): 485-490.
[15] �����, ������, ������, ��. ����̼��ά����SiC���ϲ��ϵ��Ʊ��������о�[J]. ������ѧ��, 2000, 28(5): 437-440.
YIN Hong-feng, XU Yong-dong, CHENG Lai-fei, et al. Study on preparation and properties of continuous carbon fiber-reinforced silicon carbide composites[J]. Journal of the Chinese Ceramic Society, 2000, 28(5): 437-440.
�ո����ڣ�2006-09-28
������Ŀ������ʡ�ܳ������ѧ����������Ŀ(06JJ10007); ���Ҹ����о���չ�ƻ�������Ŀ(2006AA03Z560)
����飺Ф����(1971-)���У�������Դ�ˣ���ʿ�����¸������մɻ����ϲ����Ʊ���Ӧ���о�
ͨѶ���ߣ�Ф �������ڣ��绰��0731-8830131��E-mail��xiaopeng@mail.csu.edu.cn
[1] ���پ������¹��ų��𣬵�. CVD���Ʊ�SiC�Ƚ��մɲ����о���չ[J]. ���Ϲ���, 2002(7): 46-49.
[6] �� ��, �ſ���, ����ͬ. �մɻ����ϲ����ڻ���������ϵ�Ӧ��[J]. ����������, 2000, 23(2): 60-64.
[7] ����ͬ, ������, ������. ����̼�����մɻ����ϲ��ϵ��о���չ[J]. �������켼��, 2003(1): 23-32.
[9] Ф ��, ������, ����ͬ. �����մɻ����ϲ����Ʊ����յ��о�[J]. ���Ϲ���, 2000(2): 41-44.
[12] �����, ������, ������, ��. �������̼��ά����̼���踴�ϲ������ܵ�Ӱ��[J]. ������ѧ��, 2000, 28(1): 1-5.
[14] ������, ����ͬ, ������, ��. CVI���Ʊ���ά̼��ά����̼���踴�ϲ���[J]. ������ѧ��, 1996, 24(5): 485-490.
