
Ni-���ʯ���϶Ʋ���Ʊ�
�����꣬���ճ�������Ⱥ�����ޣ��Ŵ��������
(���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ������ ��ɳ��410083)
ժ Ҫ��
�����ڶ���Һ�м�������Ϊ40 ��m�Ľ��ʯ�����Ʊ�Ni-���ʯ���϶Ʋ㡣������������λ����������ɨ��羵����Ӳ�ȼ�̽�ֶ�Һ�¶ȡ�pH��������Ũ�ȡ������ܶȺͽ��ʯ��������Ũ�ȶԶƲ�������Ӱ�죬�Ż�Ni-���ʯ���϶ƵĹ��ղ���������X����������DZ����Ż��϶Ʋ�Ľṹ���о�����������Ż��Ķ�Һ��ɺ��ղ���Ϊ��NiSO4��6H2O 132 g/L��NiCl2 15 g/L��H3BO3 30 g/L����Һ�¶�(50��1) �棬pH 3~4�����������ܶ�4 A/dm2�����ʯ��������Ũ��30 g/L���Ż���ĸ��϶Ʋ����ƽ��������ϸС���ȣ��ҽ��ʯ�������������Ϊ62.7%���봿Ni�Ʋ�ľ�����ȣ�Ni-���ʯ���϶Ʋ�ľ�������ϸ����
�ؼ��ʣ�
���ϵ�������¶���pH��������Ũ�������������ܶ������ʯ�������Ʋ������ò��
��ͼ����ţ�TQ153 ���ױ�־�룺A ���±�ţ�1672-7207(2013)07-2688-08
Preparation of Ni-diamond composite coating by composite electroplating
Wang Meijuan, Wang Richu, Peng Chaoqun, Feng Yan, Zhang Chun, DENG Lijie
(School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: The Ni-diamond composite electrodeposition was prepared by composite electroplating when diamond particles with a diameter of 40 ��m were put into the solution of Ni electroplating. The effects of temperature, pH value of solution, concentration of Ni2+, cathode current density and concentration of diamond particles on the quality of Ni-diamond composite coatings were investigated by the cathodic potentiodynamic polarization, SEM and microhardness tester. The optimized technological conditions of Ni-diamond composite electrodeposition were obtained. The structure of optimized Ni-diamond composite coating was tested by XRD. The experimental results show that the optimized technological conditions are: NiSO4��6H2O, 132 g/L; NiCl2, 15 g/L; H3BO3, 30 g/L; temperature, (50��1) ��; pH, 3-4; cathode current density, 4 A/dm2; concentration of diamond particles, 30 g/L. The results of SEM indicate that the surface of the Ni-diamond composite coating containing 62.7% diamond particles is neat, and small homogeneous grains are obtained. In comparison with pure Ni coating, the grains of the Ni-diamond composite coating are obviously refined.
Key words: composite electroplating; temperature; pH; concentration of Ni2+; cathode current density; diamond powder; coating surface morphology
���ϵ������ָ����ͨ��Һ�м��벻���Թ������������Һ��������������ԭʱ��������������Ʋ��һ����Ҫ������Է���[1]��ͨ���÷����Ƶõĸ��϶Ʋ���и�Ӳ�Ⱥ���ĥ��ʴ���������ܣ���ҪӦ���ڸ�����ҵ(����Ԫ�����������)����ͳ��ҵ��������ҵ������ֽ����֯��ʳƷ�ȡ����ȷ�ɢ�ĵڶ���Ӳ�����ӿ�����߸��϶Ʋ����ѧ���ܡ���ʴ�Ժ��������Եȣ����ʯ����Ӳ�ʲ��ϣ��ɽ��ʯ�ϳɵ��������϶Ʋ���и���ĥ�ԣ���һ��������ĥ�����и�ߡ������������ڸ��ϵ�������о��д�������[2-3]�����϶Ʋ��������Ҫȡ���ڻ��ʽ����빲�������ӵķֲ��������������������ӵķֲ��������ܹ��ղ�����Ӱ�죬�����ӵ�����(������״���ߴ硢Ũ�Ⱥͱ�����)����Һ���(��ҺŨ�ȡ����Ӽ������Լ������Ũ��)�͵���(��������͵����ܶ�)��[4]��������С�Ķ������Ӿ��нϸߵı��������ܣ��ڶ�Һ�������žۣ��Ҷ�Һ�иߵ�����Ũ�ȺͶ�������Ũ�ȼӾ�������ӵ��ž�[5]��ͬʱ��������������ԽС���临����ҲԽ��[6]���Ӷ�Ӱ�츴�϶Ʋ�����ܡ�Wang��[7]����������ϸ��SiC���ӱȴִ��SiC���Ӹ��ѳ�����������ٶ���Ҫ�����Ӵ�������ת��Ϊǿ������һ���̿��ơ��ɼ������϶Ʋ�Ĺ��ղ���������Ҫ��Ŀǰ��Ni-���ʯ���϶ƹ����о����õĽ��ʯ������ҪΪ����[8]���ҹ��ڶ�Һ������Ũ�ȵ��о����б�������ƽ��ʯ�߾���õĽ��ʯ������ҪΪ�ۣ���Ni-���ʯ���϶ƹ�������ؼ��IJ���[9]����ˣ���ʵ�����õĽ��ʯ����Ϊ�ۣ�ͨ����������λ���������о��¶Ⱥ�pH�Զ�Һ���ܵ�Ӱ�죬����ɨ��羵����Ӳ�ȼƷֱ�۲�Ͳ��Բ�ͬ������Ũ�ȡ������ܶȺͽ��ʯŨ���µĸ��϶Ʋ������ò����Ӳ�ȣ��Ż�Ni-���ʯ���϶ƵĹ��ղ�����������X����������DZ����Ż��϶Ʋ�Ľṹ���Ա�Ϊ��ƽ��ʯ�߾������ṩ���۲�����
1 ʵ��
1.1 Ni-���ʯ���϶Ʋ���Ʊ�����
��Һ���û������ض�Һ����Һ���Ϊ��NiSO4��6H2O 57.6~428.4 g/L��NiCl2 15 g/L��H3BO3 30 g/L����Ϊ����������Һ��pHΪ1.5~5����Һ�¶�Ϊ20~60 �档ʵ�������ù�����ֱ��Ϊ10 mm�IJ���֣����ಿ���û�����֬�̷⡣���о��缫�Ĺ��������ξ�400�š�600�š�800�š�1000�ź�1200�ŵ�ɰֽ��ĥ����������10% NaOH��Һ�������ͣ���������ˮ�г���ȥ�ᣬ�ٷ���10% H2SO4��Һ�г���ȥ������Ƥ����ʴ����������棬����ڶ�������ˮ�г���������ʱ���Ϊ2 min����ɴ��á�ʩ��ǰ�����ʯ����(����40 ��m)�����ǰ������������ҪΪ����10% NaOH��Һ�����10 min���ͺ���ȥ����ˮƯϴ�����ԣ�����10% HNO3�����10 min�������棬����ȥ����ˮƯϴ�����ԣ�����ɴ��á�ʩ��ʱ�����ʯ���������Ϊ10~80 g/L����200 mL���ձ�Ϊ�Ʋۣ����ý�����ӣ��Ʋ۷���CJJ-6��������������ϣ��̶������ٶȺ��Բ����Ϊ����������������Ϊ������ѡ���ʵ��ĵ����ܶȣ����ֺ㶨�Ķ�Һ�¶ȣ�����ֱͨ����ѹ��Դ��ʩ�ơ�ʩ�ƺ��Ʋ㳬��5 min��
1.2 Ni-���ʯ���϶Ʋ������ͽṹ�ļ��
��232�ͱ��ʹ��缫Ϊ�αȵ缫��4 cm2�Ĺ�����ƬΪ�����缫������CHI660D�绯ѧ����վ����������λ�������ߣ�����ʱ��Һ�¶ȱ��ֺ㶨������Quanta-200ɨ��羵�۲�Ʋ������ò������HVS-1000���Զ���Ӳ�ȼƲ��Ե��21 min�϶Ʋ����Ӳ�ȣ��غ�Ϊ2.94 N��ÿ����Ʒ����6���㣬ȡֵ�����3������ƽ��ֵ��ͨ�� D/MAX-RBX��������DZ��������Ʋ��Ni-���ʯ���϶Ʋ�Ľṹ�����㾧���ߴ�ͽ��ʯ���������������
2 ���������
2.1 �¶ȶ�Ni-���ʯ���϶Ʋ�������Ӱ��
ͼ1��ʾΪ��ͬ�¶��µ������������ߡ���ͼ1���Կ������ڵ�ѹΪ-0.5~-1.0 V�����ڣ���ͬ�¶��µ���������������С�����¶�Խ�ͣ���������ԽС������ѹ����-1.0 Vʱ�������¶����ߣ����ij�����������������ڵ���λ�£���Һ��Ҫ��Ũ������ƣ����¶�Խ�ͣ�Ũ���Խ���ڸ߹���λ�£�����¶ȿ��Խ��Ͷ�Һ�ȣ��Ӿ��Һ�����ӵ����˶��������������������������ͣ��ӿ����ij����ٶȡ�Ȼ�����������¶���50 ��ʱ���Ʋ����չ����ߣ��Ʋ����Ӧ�����ͣ����¶ȳ���50 ��ʱ����Ӧ����������[10]�������ž��������ԣ��������½�[11]���Ҷ�Һ�����ٶȽϿ죬��Һ�ɷֺ�Ũ�Ȳ��ȶ�����ˣ�ѡ��(50��1) ��Ϊ��ʵ��ĵ���¶ȡ�
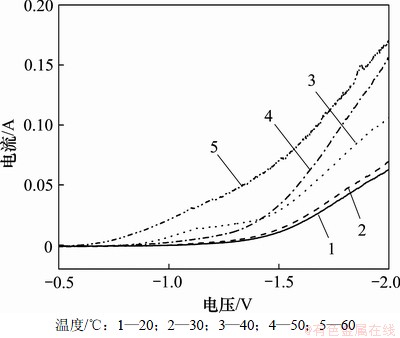
ͼ1 ��ͬ�¶��µ�������������
Fig.1 Cathodic polarization curves at different temperatures
2.2 pH��Ni-���ʯ���϶Ʋ�������Ӱ��
ͼ2��ʾΪ��ͬpH�µ������������ߡ���ͼ2���Կ�������pHΪ1.5��5.0ʱ�����ij��������ϴ������߾����ȶ����������pH����ʱ����Һ����λ��С�������ܶȽϴ��������������������������Ϸ�����ԭ��ʹ���������������ײ�����ף�������Ӧ���Ӿ磬��������ͶƲ�֮��Ľ�������Ӷ�Ӱ��Ʋ���������pH����ʱ����������ֲ�����γ���������[12]��ʹ��Һ���ǣ������ڹ���������ͼ2�����Կ�������pHΪ3.0��4.0ʱ�������������߱Ƚ��ȶ�����ѹԽ�������������ߵ�����������Խ�ӽ�������ԭʼ��Һ����pH��3.0~4.0�����ڣ�ѡ��3.0~4.0Ϊ��ʵ���Һ��pH��
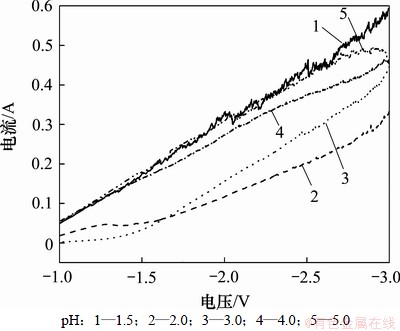
ͼ2 ��ͬpH�µ�������������
Fig.2 Cathodic polarization curves at different pH values
2.3 ������Ũ�ȶ�Ni-���ʯ���϶Ʋ�������Ӱ��
ͼ3��ʾΪ��ͬ������Ũ���µ������������ߡ���ͼ3���Կ���������Һ������Ũ��Խ��ʱ���ڵ͵Ĺ���λ�£�Ũ�������Խ�����ԣ��ڸߵĹ���λ�£�����������Խ���������ٶ�Խ�죬��������Ũ��Ϊ1.692 mol/Lʱ�������������ߴ�268 mA��Ȼ������������Ũ�ȹ���ʱ����Һ����������ͷ�ɢ���������͡���ˣ��ڱ�ʵ���ж�Һ����ѡ�ù��ߵ�������Ũ�ȡ�
ͼ4��ʾΪ������Ũ�ȶ�Ni-���ʯ���϶Ʋ������ò��Ӱ�졣��ͼ4���Կ�������������Ũ��С��1.128 mol/Lʱ������������Ũ�����Ʋ�����ø���ƽ��ϸ�ܣ���������Ũ�ȴ���0.564 mol/Lʱ������������Ũ�����Ʋ�����ø��ֲڣ��Ҵ���С���ƣ��ر��ǵ�������Ũ��Ϊ1.692 mol/Lʱ�������ʴִ���״���Ʋ��������������ƣ���Һ�۷�ɢ�����ϲ���������������������ڶ�Һ�Ľ��ʯ������棬������������������Ƕ��Ʋ��һ����Ҫ����[13]����������Ũ�Ƚϵ�ʱ�������ڽ��ʯ�������������������Һ��������Ũ�����߶������ʯ���������������ɸ��࣬��ٽ��˽��ʯ��������������Ǩ�ƣ����������������������ԭ����Ƕ��Ʋ��У����ʯ������������֮ǰ�о��������ֽ��ʯ����Ϊ����ᾧ�ṩ�κ˻��Ե㣬�ٽ�����ᾧ�κˣ���ˣ��Ʋ�������Ŷ�Һ������Ũ�����������ƽ�������ܡ���������Ũ�Ƚϸ�ʱ��һ���棬��������ٶȼӿ죬�����ʯ�������������ޣ�����������������������Ũ����������������Ա仯������Խ����˽��ʯ����Ƕ��Ʋ������ʹ�Ʋ��н��ʯ��������Խ��ͣ�����ᾧ�κ˻�������һ���棬����ԭ�ӷֲ���ԭ���Ʊ���ʱ��Ϊ��С�����ܣ�ԭ����ۼ�����ԭ�Ӿۼ���Ҫ���Ľ϶��������Ϊ��ʡ��������ԭ��֮��ֻ��������ľ�����ۼ����ڶ�Һ�и�Ũ�������������£���ԭ�Ӻ���ԭ��֮��ľ���Ͻ����ڵ�λ���������������ԭ�������ȶ�Һ�е�Ũ���������µ������࣬ʹ��ԭ��֮��ۼ������϶࣬�Ӷ������ִ�ľ��ˣ�����ϴֲڣ���֮���ڵ�Ũ���������µĶƲ��н϶�ϸС�ľ��ˣ������Ϊƽ����ϸ��[14]��
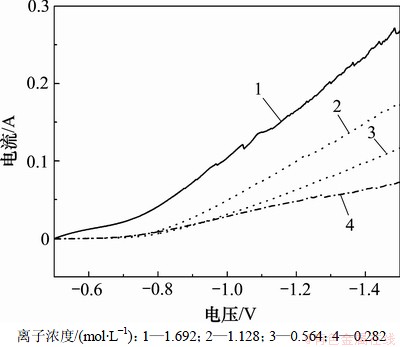
ͼ3 ��ͬ������Ũ���µ�������������
Fig.3 Cathodic polarization curves at different Ni2+ concentrations
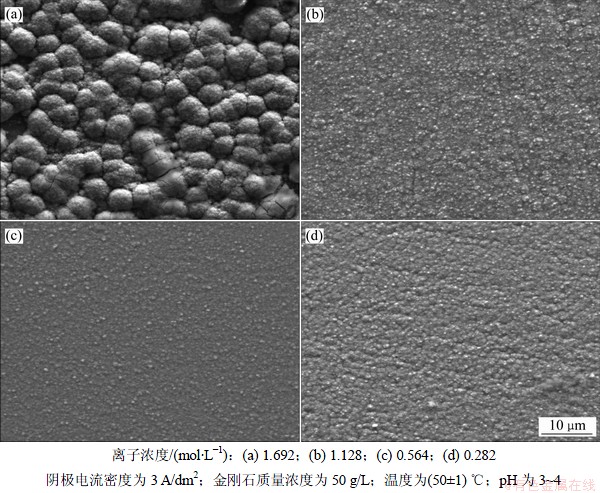
ͼ4 ������Ũ�ȶ�Ni-���ʯ���϶Ʋ������ò��Ӱ��
Fig.4 Surface morphologies of Ni-diamond composite coatings at different Ni2+ concentrations
��������Ũ��Ϊ1.692 mol/Lʱ�����21 min��Ʋ�������Ե����ơ��������ڵ�������Ũ�ȹ���ʱ����Һ��ɢ�����ϲ�Ʋ��Ⱥܲ����ȣ����¶Ʋ���Ӧ����������ֶƲ�ֲ���������������Ũ��Ϊ1.128��0.564��0.282 mol/Lʱ�����21 min��Ʋ�����Ӧ����ά��Ӳ�ȷֱ�Ϊ261.7��303.0��281.0�����ͼ4��֪���������ϸ��ǿ���йأ�����ϸ����������߶Ʋ����Ӳ��[13]����ˣ�ѡ��0.564 mol/LΪ��ʵ��������Ũ�ȣ���NiSO4��6H2O����Ũ��Ϊ132 g/L��
2.4 �����ܶȶ�Ni-���ʯ���϶Ʋ�������Ӱ��
ͼ5��ʾΪ�����ܶȶ�Ni-���ʯ���϶Ʋ������ò��Ӱ�졣��ͼ5���Կ����������������ܶ�Ϊ4 A/dm2ʱ���Ʋ���ƽ�������ܣ��Ҿ�����С���ȣ����ŵ����ܶ����Ʋ��ø��ֲڣ��Ҿ������ִ����������ܶ�Ϊ3 A/dm2ʱ���Ʋ㾧�����С�����ܲ����ȡ�ͬʱ���ڵͱ�ɨ��羵�¹۲츴�϶Ʋ������òʱ���������ŵ����ܶ����Ʋ����Ƕ��Ľ��ʯ����Ӧ���Ʋ������Walter��[15]�������������������֪������������Ҫͨ��ǰ�������������ͺ�����ѧ����Ƕ�븴�϶Ʋ��У��˹��̷ǵ绯ѧ��Ӧ�������������ܶ�Ӱ���С[16]���ڱ�ʵ���У������������ܶ�С��5 A/dm2ʱ�������ܶ�Խ���������Խ�죬�ڵ�λʱ���ڽ��ʯ����Ƕ����Խ�࣬�ٽ�����ᾧ�κˣ�ϸ���Ʋ㾧���������������ܶȴ���4 A/dm2ʱ�����ʯ�����ܵ����ܶ�Ӱ���С����Ƕ��Ʋ��ٶ�ԶԶС����������ٶȣ��ҽ��ʯ�����������������棬��С����ʵ�������������ʵ���������ܶȣ���߹���λ������H2�������������ڽ��ʯ�����������Ӷ���һ�����ͶƲ���ʯ���帴������ʹ�Ʋ㾧���ִ��治ƽ����
ͼ6��ʾΪ���������ܶȶ�Ni-���ʯ���϶Ʋ���Ӳ�ȵ�Ӱ�졣��ͼ6���Կ��������϶Ʋ����Ӳ�������������ܶ����������Ӻ���С�����϶Ʋ����Ӳ�����ֵ����Сֵ��Ӧ�����������ܶ�ֵ�ֱ�Ϊ4 A/dm2��6 A/dm2����ʵ�ϣ����϶Ʋ����Ӳ����Ҫȡ����2�����أ��ֱ�ΪǶ��Ʋ����ĸ������ͳ����������ʵ���Ӳ��[17]���ɼ���Ƕ��Ʋ����������Խ�ߣ������������ʱ���Խƽ�������϶Ʋ����Ӳ�Ƚϸߡ����ͼ5��֪�������������ܶ�Ϊ4 A/dm2ʱ���Ʋ�����ƽ�������ʯ�������ϸߣ�ʹ�Ʋ���Ӳ����ߡ����������ܶ�Խ�Ʋ����Խ�ֲڣ����ʯ������Խ�ͣ�ʹ�Ʋ���Ӳ�����ͣ���ˣ�ѡ��4 A/dm2Ϊ��ʵ������������ܶȡ�
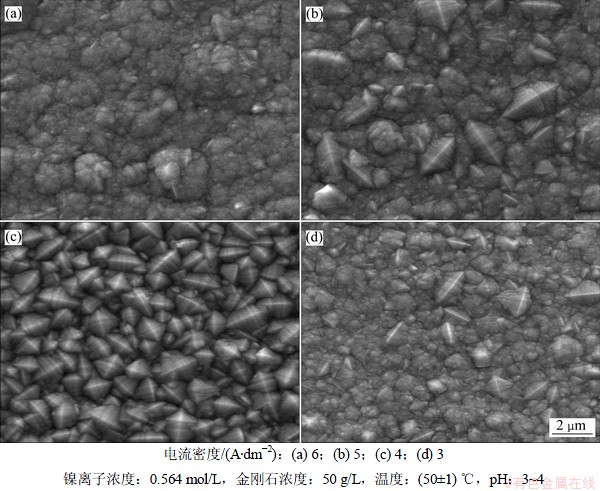
ͼ5 ���������ܶȶ�Ni-���ʯ���϶Ʋ������ò��Ӱ��
Fig.5 Surface morphologies of Ni-diamond composite coatings at different cathodic current densities
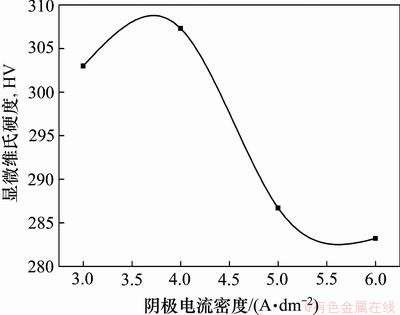
ͼ6 ���������ܶȶ�Ni-���ʯ���϶Ʋ���Ӳ�ȵ�Ӱ��
Fig.6 Micro-hardness of Ni-diamond composite coatings at different cathodic current densities
2.5 ���ʯ����Ũ�ȶ�Ni-���ʯ���϶Ʋ�������Ӱ��
ͼ7��ʾΪ��ͬ���ʯ����Ũ���µ������������ߡ���ͼ7���Կ����������ʯ��������Ũ�ȵ���50 g/Lʱ�����ŷ���Ũ�����ߣ�������ԭ��λ��������ԭ�����ϸߣ�������С�������ʯ��������Ũ�ȸ���30 g/Lʱ��������ԭ��λ������������ԭ������С����Һ�еIJ�������������ѧ�����ڷ�����棬ʹ������洦�ڴ���״̬[18]��ͬ����������������Ҳ�����ڽ��ʯ������棬���Ž��ʯ�����������������������ԭ�����ʯ��������Ũ��Խ�ߣ�������������Խ�࣬������Խ�죬ʹ��ԭ�������ߣ������ʯ��������Ũ�ȹ���ʱ����Һ�еĶ�������Ϊ���ͱ��������ܶ������žۣ��Ҹ�Ũ���µĶ������Ӻ��Ѿ��Ȼ�ϲ���������״̬[5]��������������Ľ��ʯ���������ͣ����������������������������С��������������ʹ��ԭ�������͡�
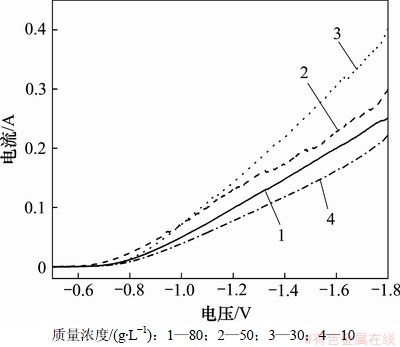
ͼ7 ��ͬ���ʯ����Ũ�ȵ�������������
Fig.7 Cathodic polarization curves at different diamond concentrations
ͼ8��ʾΪ���ʯ����Ũ�ȶ�Ni-���ʯ���϶Ʋ������ò��Ӱ�졣��ͼ8���Կ����������ʯ��������Ũ�ȵ���50 g/Lʱ���Ʋ����ƽ��������ϸС���ȣ������ʯ��������Ũ�ȸ���30 g/Lʱ�����Ž��ʯ��������Ũ�����Ʋ�ϴ��ҳ�״���ڵͱ�ɨ��羵�¹۲츴�϶Ʋ����ʱ�����ֽ��ʯ���帴�������Һ���ʯ��������Ũ�����߶���������ֱ������������Ũ��Ϊ50 g/Lʱ���临����û�����������ҷֲ������ȣ�����������Ũ��Ϊ80 g/Lʱ�����ʯ���帴�����������͡������Guglielmi�������������ۣ��ڶ�Һ�У���������Ũ��Խ�ߣ����������������沢��Ƕ��Ʋ�ķ���Խ�࣬ʹ���϶Ʋ��з��帴����������������Ũ���µķ��������ž����÷������ͷ��帴����[19]���ڱ�ʵ���У������ʯ��������Ũ�ȴ���50 g/Lʱ�����ž������帴�������ͣ����������κ˻��Ե���٣�����ᾧ�κ˻�����ʹ�Ʋ㾧���ֻ���
ͼ9��ʾΪ���ʯ����Ũ�ȶ�Ni-���ʯ���϶Ʋ���Ӳ�ȵ�Ӱ�졣��ͼ9���Կ��������϶Ʋ����Ӳ������ʯ����Ũ�����������Ӻ���С�����϶Ʋ����Ӳ�����ֵ����Сֵ��Ӧ�Ľ��ʯ��������Ũ�ȷֱ�Ϊ30 g/L��10 g/L���ɼ��������ʯ��������Ũ�ȹ������ʱ�����ʯ����������С�����϶Ʋ����Ӳ�Ƚϵ͡���ˣ�ѡ��30 g/LΪ��ʵ��Ľ��ʯ��������Ũ�ȡ�
2.6 �Ʋ�ṹ����
ͼ10��ʾΪ��Ni�Ʋ��Ni-���ʯ���϶Ʋ��XRDͼ�ס���������Ϊ������¶�(50��1) ��, ��ҺpH 3~4, ������Ũ��0.564 mol/L�������ܶ�4 A/dm2�����ʯ��������Ũ��30 g/L����ͼ10���Կ�������Ni�Ʋ��н��������������ʣ�����(111)��(200)��������ǿ�ҵ�����壻��Ni-���ʯ���϶Ʋ��У����ʯ������Ҫ������(111)�����ϣ�����(200)�����������ǿ�������½���(111)��(200)�����ϵ������ǿ�����Դ��ڴ�Ni�Ʋ������������ϵ������ǿ�ȣ��������ʯ����ı�����������������Ҫ��(111)��������������������Scherrer��ʽ[20]��
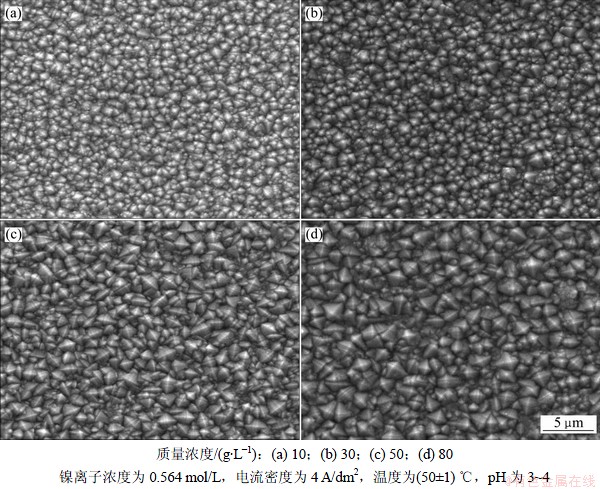
ͼ8 ���ʯ����Ũ�ȶ�Ni-���ʯ���϶Ʋ������ò��Ӱ��
Fig.8 Surface morphologies of Ni-diamond composite coatings at different diamond concentrations
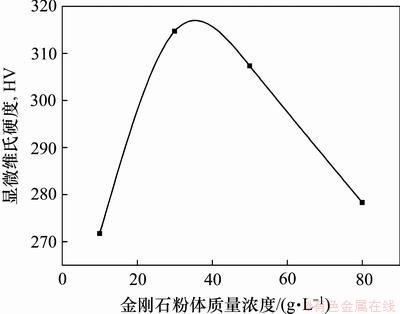
ͼ9 ���ʯ����Ũ�ȶ�Ni-���ʯ���϶Ʋ���Ӳ�ȵ�Ӱ��
Fig.9 Micro-hardness of Ni-diamond composite coatings at different diamond concentrations
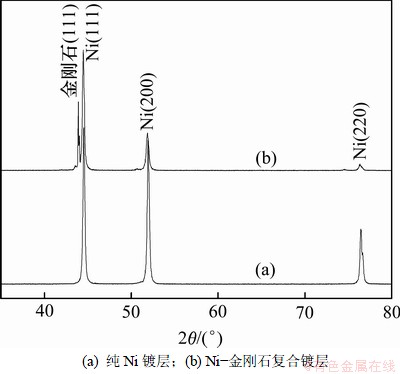
ͼ10 ��Ni�Ʋ��Ni-���ʯ���϶Ʋ��XRD��
Fig.10 XRD patterns of pure Ni coating and Ni-diamond composite coating
 (1)
(1)
ʽ�У�DΪ�����ߴ磬nm��KΪScherrer��������ֵΪ0.9��lΪX��(Cu K��1)��������ֵΪ0.154 18 nm��bΪ�����İ��߿���rad��qΪ����������ǣ�(��)������õ���Ni�Ʋ��Ni-���ʯ���϶Ʋ�ľ����ߴ�ֱ�Ϊ30.606 nm��24.502 nm���������ʯ����Ϊ���ĵ�����ṩ�˸�����κ˵㣬�谭����������ʹNi-���ʯ���϶Ʋ�ľ�������ϸ����ͬʱ��Ni-���ʯ���϶Ʋ��н��ʯ�������������Ϊ62.7%��
3 ����
(1) ��Ni-diamond���϶Ƶĸ�Ӱ�����ؽ����о�������˱���ƽ��������ϸС�����ҽ��ʯ������������Ϊ62.7%��Ni-diamond���϶Ʋ㣬�Ż��Ĺ����������£�NiSO4��6H2O 132 g/L��NiCl2 15 g/L��H3BO3 30 g/L����Һ�¶�(50��1) �棬pH 3~4�����������ܶ�4 A/dm2�����ʯ��������Ũ��30 g/L��
(2) ���ʯ����Ϊ���ĵ�����ṩ�˸�����κ˵㣬�谭�����������ı�������ᾧ���������봿Ni�Ʋ���ȣ�Ni-���ʯ���϶Ʋ�ľ�������ϸ������������Ϊ24.502 nm��
�ο����ף�
[1] ����ͩ, ����Ԫ. ���ϵ�Ƽ���[M]. ����: ��ѧ��ҵ������, 2007: 94-119.
GUO Hetong, ZHANG Sanyuan. Composite plating technology[M]. Beijing: Chemical Industry Press, 2007: 94-119.
[2] Kang M, Kim J M, Kim J W, et al. Simple and fast micro wave-enhanced wet etching of SiC particles for electroless Ni-P plating[J]. Surface and Coatings Technology, 2002, 161(1): 79-85.
[3] Zhao Q, Liu Y, Muller-Steinhagen H, et al. Graded Ni-P-PTFE coatings and their potential applications[J]. Surface and Coatings Technology, 2002, 155(2/3): 279-284.
[4] Low C T J, Wills R G A, Walsh F C. Electrodeposition of composite coatings containing nanoparticles in a metal deposit[J]. Surface & Coatings Technology, 2006, 201(1/2): 371-383.
[5] Ger M D. Electrochemical deposition of nickel/SiC composites in the presence of surfactants[J]. Materials Chemistry and Physics, 2004, 87(1): 67-74.
[6] Garcia I, Fransaer J, Celis J P. Electrodeposition and sliding wear resistance of nickel composite coatings containing micron and submicron SiC particles[J]. Surface and Coatings Technology, 2001, 148(2/3): 171-178.
[7] Wang S C, Wei W C J. Kinetics of electroplating process of nano-sized ceramic particle/Ni composite[J]. Materials Chemistry and Physics, 2003, 78(3): 574-580.
[8] Burkat G K , Fujimura T , Dolmatov V Y , et al. Preparation of composite electrochemical nickel-diamond and iron-diamond coatings in the presence of detonation synthesis nanodiamonds [J]. Diamond & Related Materials, 2005, 14(11/12): 1761-1764.
[9] ��, ��Ծ��, л־��, ��. ��ƽ��ʯ�߾���о���״[J]. ���ϵ���, 2007, 21(8): 25-29.
XIANG Bo, HE Yuehui, XIE Zhigang, et al. Research progress in electroplated diamond wire saw[J]. Materials Reviews, 2007, 21(8): 25-29.
[10] WANG Ping, CHENG Yingliang, ZHANG Zhao. A study on the electrocodeposition processes and properties of Ni-SiC nanocomposite coatings[J]. Journal of Coatings Technology, 2011, 8(3): 409-417.
[11] Surrender M, Balasubramania R, Basu B. Electrochemical behavior of electrodeposited Ni-WC composite coatings[J]. Surface & Coatings Technology, 2004, 187(1): 93-97.
[12] ����, ������. ����Ni-Cu���϶Ʋ���Ʊ�[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2007, 38(3): 474-479.
CHU Guang, LIU Shengzhang. Preparation of Ni-Cu composite coating by composite electroplating[J]. Journal of Central South University: Science and Technology, 2007, 38(3): 474-479.
[13] Rudnik E, Burzynska L, Gut M. The effect of Cs+ ions on codeposition of SiC particles with nickel[J]. Materials Chemistry and Physics, 2011, 126(3): 573-579.
[14] Grujicic D, Pesic B. Electrodeposition of copper: The nucleation mechanisms[J]. Electrochimica Acta, 2002, 47(18): 2901-2912.
[15] Walter E C, Zach M P, Favier F, et al. Metal nanowire arrays by electrodeposition[J]. Chem Phys Chem, 2003, 4(2): 131-138.
[16] NIU Zhaoxia, CAO Fahe, WANG Wei, et al. Electrodeposition of Ni-SiC nanocomposite film[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(1): 9-15.
[17] Chen Li, Wang Liping, Zeng Zhixiang, et al. Effect of surfactant on the electrodeposition and wear resistance of Ni-Al2O3 composite coatings[J]. Materials Science and Engineering, 2006, 434(1/2): 319-325.
[18] Lee H K, Lee H Y, Jeon J M. Codeposition of micro- and nano-sized SiC particles in the nickel matrix composite coatings obtained by electroplating[J]. Surface & Coatings Technology, 2007, 201(8): 4711-4717.
[19] Vaezi M R, Sadrnezhaad S K, Nikzad L. Electrodeposition of Ni-SiC nano-composite coatings and evaluation wear and corrosion resistance and electroplating characteristics[J]. Colloids and Surfaces A: Physicochemical and Engineering Aspects, 2008, 315(1/2/3): 176-182.
[20] ����. X���߽���ѧ[M]. ����: ��е��ҵ������, 1989: 103.
FAN Xiong. X-ray diffraction of metals[M]. Beijing: Press of Mechanical Industry, 1989: 103.
(�༭ ���˱�)
�ո����ڣ�2012-06-04�������ڣ�2012-09-14
������Ŀ�����Ҿ�Ʒ������Ŀ(JPPT-125-GH-039)
ͨ�����ߣ����ճ�(1965-)���У��㶫��Դ�ˣ���ʿ�����ڣ����º�ˮ��غ��϶Ʋ��ϵ��о����绰��0731-88836638��E-mail: wrc910103@163.com
ժҪ��ͨ�����ϵ�Ʒ������ڶ���Һ�м�������Ϊ40 ��m�Ľ��ʯ�����Ʊ�Ni-���ʯ���϶Ʋ㡣������������λ����������ɨ��羵����Ӳ�ȼ�̽�ֶ�Һ�¶ȡ�pH��������Ũ�ȡ������ܶȺͽ��ʯ��������Ũ�ȶԶƲ�������Ӱ�죬�Ż�Ni-���ʯ���϶ƵĹ��ղ���������X����������DZ����Ż��϶Ʋ�Ľṹ���о�����������Ż��Ķ�Һ��ɺ��ղ���Ϊ��NiSO4��6H2O 132 g/L��NiCl2 15 g/L��H3BO3 30 g/L����Һ�¶�(50��1) �棬pH 3~4�����������ܶ�4 A/dm2�����ʯ��������Ũ��30 g/L���Ż���ĸ��϶Ʋ����ƽ��������ϸС���ȣ��ҽ��ʯ�������������Ϊ62.7%���봿Ni�Ʋ�ľ�����ȣ�Ni-���ʯ���϶Ʋ�ľ�������ϸ����
