
Q345c����������װ�����б������Ƴ������
������1, 2���Ը�1����˼ǰ1
(1. �人�Ƽ���ѧ ������ұ��ѧԺ������ �人��430081��
2. ���Ϲ�ҵ��ѧ ұ��ѧԺ������ ���ޣ�412007)
ժ Ҫ��
(ABAQUS) ��Q345c��������������ȴ�����¶ȳ���Ӧ��������ģ�⣬ͨ��Gleeble 2000��ģ��������о�Q345c���������ĸ��������ԣ���ò��ϵĸ������������ߺ��¿����������ߡ��о�������������ϵĴ�������600~850 ��֮�䣬���¶���ǿ�����¶����߶����ͣ������160 MPa������������ȴ��850~750 ��֮�䣬�����ڲ��ϵĴ�������ģ�������������Ӧ�������ﵽ164 MPa���������ϵĸ��¿���ǿ�ȣ�Ϊ������ߵı�����Ӧ������������ȱ�ݣ����������л�����������¯֮�䣬��Ӧ��װ���¼���װ���⣬�������̰���������ʱ�䣬��Ҫʱ�Ѷ�䡣
�ؼ��ʣ�
���������¶ȳ���Ӧ������������ϵ����������������������
��ͼ����ţ�TG335.11 ���ױ�־�룺A ���±�ţ�1672-7207(2013)09-3634-06
Surface cracks analysis on continuous casting slab Q345c during hot delivery and hot charging
WANG Shengzhao1, 2, ZHAO Gang1, BAO Siqian1
(1. College of Material and Metallurgical Engineering, Wuhan University of Science and Technology, Wuhan 430081, China;
2. College of Metallurgical Engineering, Hunan University of Technology, Zhuzhou 412007, China)
Abstract: The temperature field and stress field were simulated using the finite element software (ABAQUS) for Q345c continuous casting slab during cooling process. The hot ductility of continuous casting Q345c slabs was tested by Gleeble 2000 thermal/strain simulation machine. The hot ductility curve and high temperature tensile strength curve were obtained according to thermal simulation experiments. The results show that the temperature of brittleness zone is in 600-850 ��, high temperature tensile strength decreases with increasing temperature and the maximum does not exceed 160 MPa. The simulation value of surface stress is up to 164 MPa and larger than the high temperature tensile strength in the cooling process of the single slab. At the same time temperature between 750-850 �� is in the brittle zone of the material. In order to avoid hot crack defects caused by excessive thermal stress on the surface in the process of hot slab delivery, the insulation heating device should be installed between the flame cutting machine and the heating furnace, and the delivery time of slab should be shorter. Furthermore, if necessary, slabs need to be stacked up to slow down the cooling speed.
Key words: continuous casting slab; temperature fields; stress analysis; thermal conductivity; cracks; hot ductility
��������װ�������ǽ��и�������������ͨ����·���������������¯����������װ�����������⡢�����֣��Խϸ��¶�������װ�����¯�Ĺ��շ���������������װ���ͼ����ڹ�����Ѹ�ٷ�չ�������о������������ҵ�Դ˽��������о�����װ���ͼ��������Ÿ�����ҵ������ˮƽ���������˸���������ҵȫ��ļ������������������Ŀ�Խʽ��չ����������ҵ�����˾�ľ���Ч��[1]����������װ���ͼ�����ֱ��������Ӧ�ó̶��ѳ�Ϊ����������������ˮƽ����ָ�꣬������������װ������������ʡ������ܺĺͼ�������������������ã����տ��ƶԳ�Ʒ����������ҪӰ��[2]���������������ܵ���Ӧ����ܶ�������ֵĻ�ѧ�ɷ֡���ˮ�Ľ�ע�¶����ٶȣ���Һ����ȴ�������Լ���װ�����յ��йء�����������������ȴ�����ڼ��ȹ����У��������¶ȡ���䡢��Ӧ��������ϵĹ�ϵ������֮���Ӱ�졢�����[3-4]��һ����˵������������װ�������У��ܵ���Ӧ����Ҫ����Ӧ������֯Ӧ��2��������ɡ�ǰ������������ȴ����ȹ����У��������¶ȷֲ��������������IJ�֮������²�������ͱ��λ��������β�һ�£��Լ����������Ӧ���������ǰ����ڴ������ϻ��³�����ȴ�����е������㣬�������������������������ת�䣬�˹��̻������֯Ӧ���������������ij��������Nb�Ͻ��Q345c������������װ�������в�������������ȱ�ݵ������ģ���������ӻ����и������¯������̵��¶ȳ���Ӧ�����������ݲ���������¶�����ĸ��������Ժ��¶���ǿ�ȣ�̽���������������Ʋ����Ļ������Ա�Ϊʵ������ֱ�����ƹ����ṩ�������ݡ�
1 ������ϼ�ģ����ѧģ��
1.1 �������
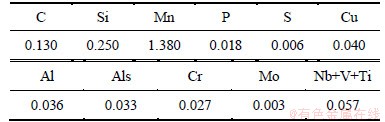
ȡ����������Q345c�����������в��и�������λ�ÿ��������ϱ��棬��1/4��3/4�������ȴ���ȡ��������������ֱ��������Ϊ10 mm��120 mm������������ͼ1��ʾ����ѧ�ɷ����1��ʾ��
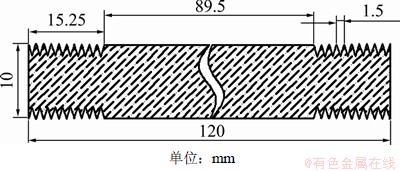
ͼ1 ��������
Fig.1 Parameters of sample
��1 �����øֵĻ�ѧ�ɷ�(��������)
Table 1 Chemical composition of experimental steel %
������Ԫ�����в��õİ���ģ���ȡ����ȡ�����Ϊ250 mm��1 500 mm��10 000 mm�������ij���Զ���ں�ȺͿ��ȣ����������ȷ�����¶ȱ仯����������2�������2��(������Ϊ�Գ���ȴ)��ȴ������ͬ���������潨������������ȴ���̶�ά˲̬���ȹ�����ѧģ�͡�
1.2 ����������Բ���
������Ԫ������Ӧ��ABAQUS�����¶ȳ�ģ�⣬��Ҫ�漰�������������в����ܶȡ����ݡ�����ϵ��������ģ�������ɱȡ���������ϵ�������任��ϵ����������ϵ���ȡ���Щ���������¶���أ�Ϊ�¶ȵĺ���[5-7]���������¶ȵĹ�ϵ������ͼ2��ʾ����˳����ϵķ����ȼ�����������¶ȳ��������õ�Ӧ������
1.3 ��ѧģ��
1.3.1 ����������ѧģ��
��Fourier���ȶ��ɺ������غ㶨�ɣ�����������̽����ȷ���ʱ���������о���Ԫ�壬�䳤�ȷֱ�Ϊdx��dy��dz����ʱ����dt�ڣ��ɸ�Ԫ���ڵ�����ƽ��ɵõ�����ͬ�����ȴ���˲̬�¶ȳ� T(x��y��z��t)�������·��̣�
 (1)
(1)
���У� Ϊ�¶ȣ��棻tΪʱ�䣬s��xΪ������������ֵ��m��yΪ����������꣬m��
Ϊ�¶ȣ��棻tΪʱ�䣬s��xΪ������������ֵ��m��yΪ����������꣬m�� Ϊ���ϵ���ϵ������Ϊ�����ܶȣ�kg��m-3��cΪ���ϱ����ݣ�J/(kg��K)��kΪ�����ȵ��ʣ�W/(m��K)��qΪ���̷�������ͷŵ�DZ��[8-10]��
Ϊ���ϵ���ϵ������Ϊ�����ܶȣ�kg��m-3��cΪ���ϱ����ݣ�J/(kg��K)��kΪ�����ȵ��ʣ�W/(m��K)��qΪ���̷�������ͷŵ�DZ��[8-10]��
1.3.2 Ӧ����ģ��
�����ڹ����������в��������غɣ�������Ӧ�����ȱ��ε�ԭ�����¶ȷֲ������������������IJ�ͬ����ˣ���������ȴ���̵�Ӧ��/Ӧ�������ȵ��Ի��ȵ��������⡣�����ϵĵ���ģ��E�����ɱȦ̺�������ϵ���������¶��ĺ�����������������ȫӦ�������ɵ���Ӧ������������Ӧ���������¶�Ӧ��������ɣ���
 (2)
(2)
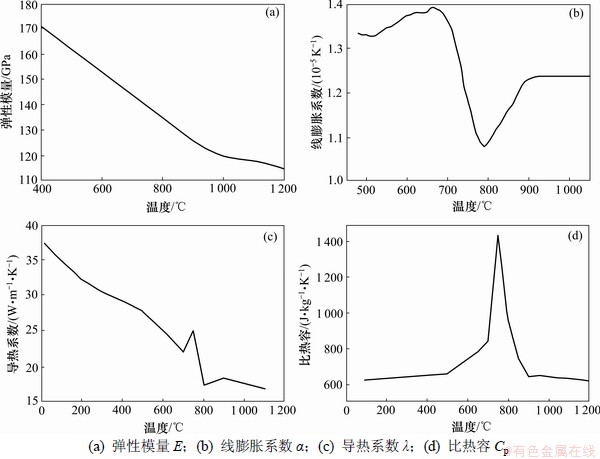
ͼ2 ���ֲ������¶ȱ仯������
Fig.2 Curves of E, ��, �� and Cp variation with temperature
�����¶ȳ���ģ���������Ӧ�����������������[5-7]�����Ӧ��������Ԫģ�������ò���ʱ��������������ϵ�������������ʵ�Ӱ��[11]��
1.4 ��ʼ�ͱ߽�����
����״̬�°�����ȴ��Ҫ���ȷ�����ȶ���2�ִ��ȷ�ʽ����ʼ����Ϊ�����и�����ڵ��¶�Ϊ1 000 �棻�߽�����Ϊ�����Ϳ����Ķ������ȷ��̺ͶԻ������ȷ��䷽�̡���ʼ�߽�������t=0ʱ�������º�������������
(x��y��z��0)�� (3)
(3)
���ǵ�����Ͷ������ۺ�Ӱ�죬�����ڿ����е��ۺ�ɢ��ϵ���ɱ�ʾ��[12-13]��
 (4)
(4)
���У� Ϊ�����ۺϻ���ϵ����W/(m2��K)��qrΪ���任��ϵ����W/(m2��K)��qcΪ��������ϵ����W/(m2��K)����ΪStefan-Boltzmann��������=5.768��10-8��W/(m2��K4)����Ϊ���ϱ���ķ����ʣ�������ⶨ��Tw��Ta�ֱ�Ϊ���������¶Ⱥͻ����¶ȣ�K��
Ϊ�����ۺϻ���ϵ����W/(m2��K)��qrΪ���任��ϵ����W/(m2��K)��qcΪ��������ϵ����W/(m2��K)����ΪStefan-Boltzmann��������=5.768��10-8��W/(m2��K4)����Ϊ���ϱ���ķ����ʣ�������ⶨ��Tw��Ta�ֱ�Ϊ���������¶Ⱥͻ����¶ȣ�K��
���������Բ������¶ȵı仯���ۺϻ���ϵ����ȷ���辭������������
2 �������
2.1 ��������������
�����豸����Gleeble-2000���������ģ������������������ɡ����鹤�����߰�ͼ3��ʾ����10 ��/s���µ���1 320 �����5 min��Ȼ����3 ��/s�����ʷֱ��µ�1 300~600 �棬ÿ�� 50 ��ȡ1��Ԥ���ı����¶ȣ����� 2 min ���ڸ��¶�����1��10-3/s��Ӧ�����ʽ����������顣�������Ϻ������Զ��Ѳ�λ������ˮ��ȴ����ȴ��������Ѳ�λ����������������������RA�����ⶨ���¶���ǿ�ȡ�
2.2 ��ֵģ��
Ӧ��ABAQUS/standard����ģ�飬����˳����Ͻ�����Ӧ��������
(1) �Ƚ����ȷ�����ģ������ѡ��quad- structured��DC2D4��Ԫ�������÷�����ʱ�����á�heat transfer�����������ϵ��¶ȳ���
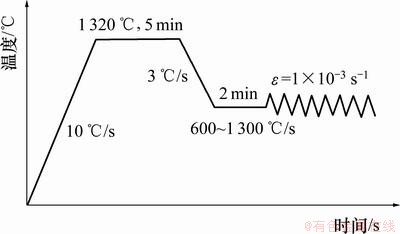
ͼ3 ���鹤������
Fig.3 Experimental process curve
(2) ��ͬһ������ģ���ڽ���Ӧ����������������ʱ��3D Stress�����÷�����ʱ��Static��Geneal������ǰ���ȷ����¶ȳ��Ľ��������Ӧ��������
3 ������������
3.1 Q345c������������������
ͨ����Gleeble-1500������ģ��ʵ�飬�ó�Q345c�����ı����¶������������(RA)�Ĺ�ϵ��ͼ4��ʾ���������Q345c�ֵĸ������������ɷ�Ϊ���ڢ��������1 300~1 200 ���¶����䣬������RA����60%���ڢ��������������1 200~875 �棬����������Զ����60%����1 050 ���������RA�ɴ�85.8%���ڢ��������600~875 ���¶����䣬RA�ֲ���40%���£��������ֳ��ϵ͵����ԡ�
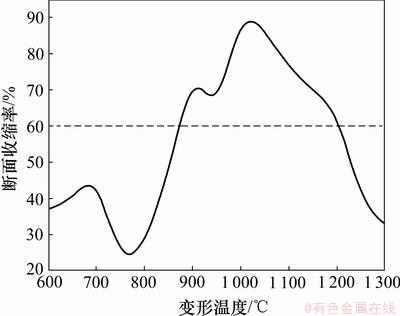
ͼ4 Q345c�ֶ���������RA������¶�����
Fig.4 RA-deformation temperature curve of Q345c
3.2 �¶ȳ�����������
������������ؿ��ȸ�����240��600��960��1 200 sʱ�¶���ͼ5��ʾ����ͼ5�ɼ������������200 mm�½��Ͽ죬��ȥ�߲����ȱ�������¶����е��¶Ȼ���һ�¡����������ؿ����е��¶ȡ������������¶���ͼ6��ʾ���¶Ȳ���ʱ��仯������ͼ7��ʾ��
��ͼ7�ɼ��������ڿ�ʼ��1 000 s���¶Ƚ��ͺܿ죬��������ǰ�����������¶Ⱥܸߣ�����ɢʧ�������ϴ��ڵ�������������£�������������űȽϴ���¶Ȳ��1 200 s�ڣ�����������¶��½���Լ230 ��(��1 200 sʱ�������¶�Ϊ769 ��)�����������ԼΪ0.23 ��/s����ǰһ�ε��½����ʽϿ죬�ں�һ�ε��½����ʽ���������Ҫ���ܷ��任��ϵ����С��Ӱ�졣1 200 s�Ժ��¶Ȳ�����ƽ�ȣ��������ϱ���������������ĵ��²����120 �����ҡ�
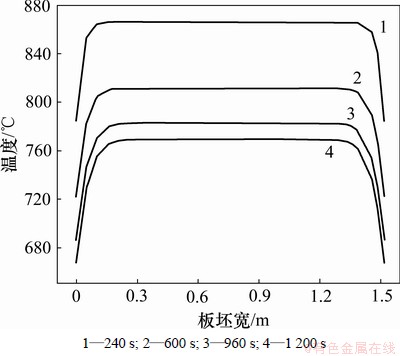
ͼ5 ���������ؿ�����ʱ���¶ȷֲ�
Fig.5 Slab surface temperature along width at different cooling time
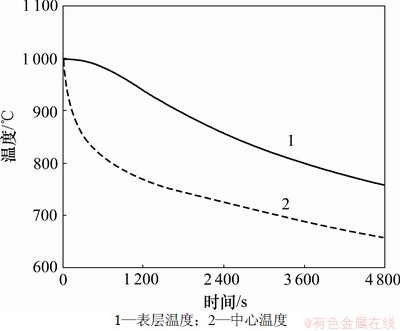
ͼ6 ���������ؿ����е㡢���������¶�
Fig.6 Temperature at middle point of slab surface and central section of slab
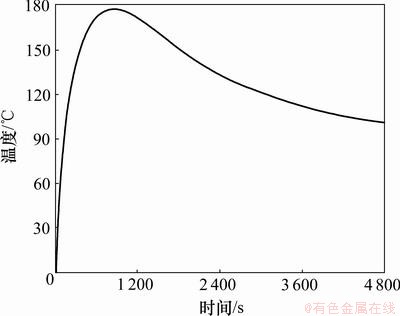
ͼ7 ���������������¶Ȳ���ʱ��仯��ϵ
Fig.7 Temperature difference between slab surface and center over time
��2 �ϱ������ĵ��¶�ģ��ֵ��ʵ��ֵ�ĶԱ�
Table 2 Contrast of simulated and measured temperatures of center on surface ��
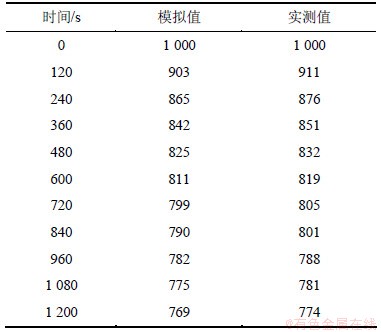
��2��ʾΪ������ģ��ֵ���������ֳ��ú����Ӧ�����Dz�õ��¶ȣ��²������������15 ���ڡ����Ϊ250 mm����������ȴ600��960 s�����¶ȳ�����ͼ8��ʾ��
3.3 Ӧ������������
��������ȴ�����б����¶ȵͶ�����Ӧ�����IJ��¶ȸ�����ѹӦ�����������IJ����¶��ݶ����������Ӧ�����IJ���ѹӦ��Ҳ��֮���ӣ�����²��С��������IJ���Ӧ����Ӧ��С��ͨ����ģ��������Q345c�Ķ���Ӧ����ģ����İ������㡢�Dz���Ӧ�����¶ȱ仯��ϵ��ͼ9��ʾ����ͼ9�ɼ��������Dz���ȴ�ٶ�����¶��ݶ�С����Ӧ��������35 MPa�����������Ӧ��768 ��ﵽ���ֵ164 MPa��������ȴ��Ar3-Ar1֮�俪ʼ�������Ӧ��(ѹӦ��)���Լ��¶��ݶȱ�С�����ԣ���ЧӦ�����͡�
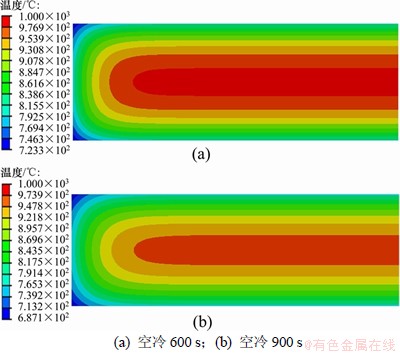
ͼ8 ���Ϊ250 mm��������ȴ600��960 s�����¶ȳ�
Fig.8 Temperature field of cross section of 250 mm thick slab after cooled for 600 and 960 s
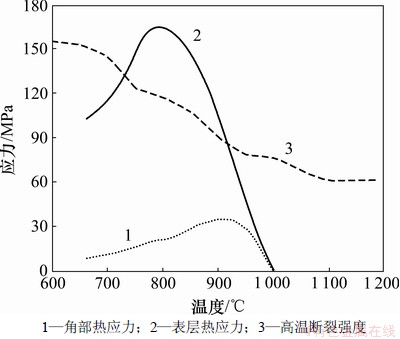
ͼ9 ����������Ӧ������ǿ�����¶ȱ仯����
Fig.9 Curves of thermal stress in slab surface and high temperature tensile strength with temperature
�Ƚ������ĸ��¿���ǿ���������������е�Ӧ��ֵ�����������ĸ��������ԣ��ɺ����������������ƵĿ����ԡ�����Q345c������������1 300~1 200 ��������875~600 �������Ǵ����������ϲ����������Ա��Σ�������Ӧ����������С��������������������Ӧ����������ǿ�ȣ�����Ҳ��ͨ�����Ա�����������Ӧ��������������װ��������[14-16]��
������������ʱ����875~720 ����ȴʱ���ڣ�����ĵ�ЧӦ��(��Ӧ��)�Ѿ��������ϵĸ���ǿ�ȣ��Ҳ��������ڵ��������������Dz����������Ƶ�ԭ��ģ��֤������ȴ�ٶȼ������ӣ�����Ӧ��ֵ�������ԣ������ӻ����и����������¯��װ��Ӧ�ò��ö���ķ�ʽ���¹������ͣ��������٣���С�����������²�Ӷ�������Ӧ����ʹ��Ӧ����ֵ�ڸ���ǿ�����£����ٱ���������ƵĿ����ԡ�
4 ����
(1) �����˵���������Ȼ����ʱ�¶ȳ���Ӧ�����ķ���ģ�͡�����Ԫģ��ֵ���нϸߵľ��ȡ�Խ���������в���������ͬ���½����ʡ�
(2) �����ڵ�����������У��ڿ��Ⱥͺ�ȷ����¶ȷֲ��������������Ӧ�������Ӧ���ֲ��������Dz���ȴ���������Ӧ���������ڵ�Ӧ��������, Q345c�ֵڢ������������600~875 �档
(3) ������ģ��ʵ���õ����������ߺͲ��ϵĿ�������ֵ�����Լ�ģ����ı���Ӧ��������������ȴʱ����875~720 �棬�����Ӧ�������˸��¿���ǿ�ȡ�
�ο����ף�
[1] ����, ����, ������, ��. �к����������-Ӧ��-��֯ź��ģ�����[J]. �й�ұ��, 2008, 18(4): 28.
ZHOU Na, YU Ming, WANG Bingxing, et al. Coupling of thermo, mechanical and microstructure FEM simulation and analysis of plate control cooling[J]. China Metallurgy, 2008, 18(4): 28.
[2] ����, ������, ���, ��. ������������ȴ���¶���������Ͻ���[J]. ���Թ���ѧ��, 2000, 7(2): 16-19.
CAI Zheng, WANG Guodong, LIU Xianghua, et al. Acoupling analysis of temperature and phase transformation during cooling of hot-rolled strip[J]. Journal of Plasticity Engineering, 2000, 7(2): 16-19.
[3] ���, ������, ���, ��. ���������������¶ȳ�����Ԫ����[J]. ������ѧѧ��: ��Ȼ��ѧ��, 2000, 21(4): 427-428.
LI Changsheng, HE Xiaoming, LIU Xianghua, et al. Finite element analysis for temperature field of the solid slab during air-cooling[J]. Journal of Northeastern University: Natural Science, 2000, 21(4): 427-428.
[4] ����, ����ƽ. �����ְ��ڼ�����ȴʱ���¶�ģ��[J]. �����Ƽ���ѧѧ��, 2005, 27(5): 567-570.
YU Wanhua, ZHANG Zhongping. Temperature model of hot rolled strips in accelerate cooling process[J]. Journal of University of Science and Technology Beijing, 2005, 27(5): 567-570.
[5] Hamouda A M, Sulaiman S, Lau C K. Finite element analysis on the effect of workpiece geometry on the quenching of ST50 steel[J]. Journal of Materials Processing Technology, 2001, 119(1): 354.
[6] ������, ���, ������. ������ȴ�������¶ȳ���ֵģ��[J]. ������ѧѧ��: ��Ȼ��ѧ��, 2004, 25(4): 360-362.
PENG Lianggui, LIU Xianghua, WANG Guodong. Simulation on temperature field ultra fast cooling[J]. Journal of Northeastern University: Natural Science, 2004, 25(4): 360-362.
[7] ������, ��ϼ, ��ӱ��, ��. ���ߴ�ˮ��ȴ�����¶ȳ�����ֵģ��[J]. ��ɽ��ѧѧ��, 2004, 29(6): 476-479.
WANG Hairu, WAN Aixia, WANG Yingwang, et al. Numerical simulation on temperature field of water cooling process of high speed wire[J]. Journal of Yanshan University, 2004, 29(6): 476-479.
[8] �����. �ȴ���������ֵ����[M]. ����: �й���ҵ������, 1981: 51-58.
YU Changming. Heat conduction and numerical analysis[M]. Beijing: Chinese Industry Publishing Company, 1981: 51-58.
[9] ����ͬ, ������, �ְ���, ��. �к����������ά�¶ȳ�����ֵģ��[J]. ұ���豸, 2005(6): 14-17.
WANG Baotong, WANG Bangwen, JIA Aihong, et al. Numerical simulation to the three-dimension temperature field of medium steel plate during control-cooling with water[J]. Metallurgical Equipment, 2005(6): 14-17.
[10] Lin H T, Huang S F. Flow and heat transfer of plane surface moving in parallel and reversely to the free stream[J]. Int J Heat Mass Transfer, 1994, 37(2): 333-336.
[11] ������. ���������̹��̴���ģ������Ӧ����ģ�͵��о���Ӧ��[D]. ����: ������ѧ��Ϣ��ѧ�빤��ѧԺ, 2009: 13-23.
MA Jiaocheng. Research and application of heat transfer model and thermal stress model in solidification process of billet continuous casting[D]. Shenyang: Northeastern University. College of Information Science and Engineering, 2009: 13-23.
[12] Kemp I P. Model of deformatoin and heat transfer in hot rolling of bars and sections[J]. Iron and Steel Making, 1990, 17(2): 139.
[13] Thomas B G, Samarasekera I V, Brimacombe I K. Investigation of panel crack formation steel ingot: Part�� off Corner panel crack[J]. Metallurgical Transactions B, 1988, 19B(4): 289.
[14] YU Hailiang, LIU Xianghua, LI Changsheng. Behavior of transversal crack on slab corner during VH rolling processes[J]. Journal of Iron and Steel Research International, 2006, 13(6): 31.
[15] Yu C H, Suzuki M, Shibata H, et al. Simulation of crack formation on solidifying steel shell in continuous casting mold[J]. ISIJ International, 1996, 36(Suppl): S159-170.
[16] Toru K A T O, Yoshiki I T O. Prevention of slab surface transverse cracking by microstructure control[J]. ISIJ International, 2003, 43(11): 1742-1750.
(�༭ ������)
�ո����ڣ�2012-06-06�������ڣ�2012-09-04
������Ŀ������ʡ��ѧ�������Ƽ��ƻ���Ŀ(2011GK3147)
ͨ�����ߣ�������(1970-)���У����������ˣ���ʿ�о����������ڣ����²��ϼӹ����о����绰��0731-22183831��E-mail: super_wsz @163.com
ժҪ��Ӧ������Ԫ����(ABAQUS) ��Q345c��������������ȴ�����¶ȳ���Ӧ��������ģ�⣬ͨ��Gleeble 2000��ģ��������о�Q345c���������ĸ��������ԣ���ò��ϵĸ������������ߺ��¿����������ߡ��о�������������ϵĴ�������600~850 ��֮�䣬���¶���ǿ�����¶����߶����ͣ������160 MPa������������ȴ��850~750 ��֮�䣬�����ڲ��ϵĴ�������ģ�������������Ӧ�������ﵽ164 MPa���������ϵĸ��¿���ǿ�ȣ�Ϊ������ߵı�����Ӧ������������ȱ�ݣ����������л�����������¯֮�䣬��Ӧ��װ���¼���װ���⣬�������̰���������ʱ�䣬��Ҫʱ�Ѷ�䡣
[1] ����, ����, ������, ��. �к����������-Ӧ��-��֯ź��ģ�����[J]. �й�ұ��, 2008, 18(4): 28.
[2] ����, ������, ���, ��. ������������ȴ���¶���������Ͻ���[J]. ���Թ���ѧ��, 2000, 7(2): 16-19.
[4] ����, ����ƽ. �����ְ��ڼ�����ȴʱ���¶�ģ��[J]. �����Ƽ���ѧѧ��, 2005, 27(5): 567-570.
[6] ������, ���, ������. ������ȴ�������¶ȳ���ֵģ��[J]. ������ѧѧ��: ��Ȼ��ѧ��, 2004, 25(4): 360-362.
[7] ������, ��ϼ, ��ӱ��, ��. ���ߴ�ˮ��ȴ�����¶ȳ�����ֵģ��[J]. ��ɽ��ѧѧ��, 2004, 29(6): 476-479.
[8] �����. �ȴ���������ֵ����[M]. ����: �й���ҵ������, 1981: 51-58.
[9] ����ͬ, ������, �ְ���, ��. �к����������ά�¶ȳ�����ֵģ��[J]. ұ���豸, 2005(6): 14-17.
[11] ������. ���������̹��̴���ģ������Ӧ����ģ�͵��о���Ӧ��[D]. ����: ������ѧ��Ϣ��ѧ�빤��ѧԺ, 2009: 13-23.
