

Microstructure and mechanical properties of AZ31B magnesium alloy
prepared by solid-state recycling process from chips
WU Shu-yan(������)1, 2, JI Ze-sheng(������)1, RONG Shou-fan(���ط�)2, HU Mao-liang(��ï��)1
1. School of Materials Science and Engineering, Harbin University of Science and Technology, Harbin 150040, China;
2. School of Materials Science and Engineering, Jiamusi University, Jiamusi 154007, China
Received 1 September 2009; accepted 15 December 2009
Abstract:
AZ31B magnesium alloy chips were recycled by three solid-state recycling processes including cold-pressing, hot-pressing followed by hot extrusion and double extrusion. Microstructure and mechanical properties of the recycled specimens and reference specimens were compared. For the recycled specimen by cold-pressing, the grains are refined to a large extent during hot extrusion due to the presence of twins and high density dislocation. The recycled specimens by hot-pressing and double extrusion do not exhibit finer grain than that the recycled specimen by cold-pressing. Consequently, higher ultimate tensile strength of the recycled specimen by hot-pressing and double extrusion is not achieved. For hot pressing process, more compact billet lowers the porosity in recycled material, so elongation to failure of the recycled specimen increases. The recycled specimen fabricated by double extrusion process shows slightly higher elongation than the reference specimen. The second extrusion makes the oxides further crush and distribute more dispersedly, and minimizes porosity, which is responsible for the improved ductility.
Key words:
AZ31B magnesium alloy; solid-state recycling; cold-pressing; hot-pressing; double extrusion;
1 Introduction
Magnesium alloys are the lightest alloys currently used as structural metals and honored as the 21st century green structural material. Owing to many advantages such as excellent mechanical properties, good machinability, good electromagnetic shielding characteristic and high dimensional stability, magnesium alloys have great application potential in aerospace, automobile and electronic device fields[1-4]. A large amount of magnesium alloy chips are produced in the process of machining since magnesium alloy shows excellent machinability[5]. Recycling of chips draws more and more attentions with the increase of application for magnesium alloys in order to ensure the sustainable development of magnesium alloys[6].
A solid-state recycling was proposed as a new method for recycling magnesium alloy chips and scraps in Japan[7-8] and Korea[9] early in 1995. In solid-state recycling, magnesium alloy chips are directly recycled by hot extrusion without re-melting[10]. Compared with the re-melting process, solid-state recycling turns to be an efficient method because it can avoid oxidation loss in the re-melting process and save energy, without the needs of special environmental protection. Experimental evidence showed that magnesium alloys such as AZ80[11], ZK60[12] and AZ91[13] fabricated by solid-state recycling process exhibited excellent mechanical properties of high strength and moderate ductility. The recycled Mg-Al-Ca alloy exhibited superplastic behavior that the as-received specimens did not show[14]. Recycled AZ31 magnesium alloy also exhibited superior corrosion resistance due to the oxides layers which cover the Mg matrix and effectively serve as a corrosion barrier[15]. These researches accessed the feasibility of recycling solid-state magnesium alloy.
Out of the wrought magnesium alloys, AZ31 alloy was considered to be the work-horse, considerable emphasis was given to develop processing- microstructure-mechanical property correlations for this alloy[16]. Moreover, AZ31 alloy owns best hot workability compared to other magnesium alloys because of the low content of alloying elements, which makes AZ31 alloy the most suitable for applying solid-state recycling process. In the previous research, the recycled materials exhibited excellent mechanical properties. However, there is still potential to improve the mechanical properties of recycled materials fabricated by solid-state process. Three different solid-state recycling processes are conducted in this work, and the influence of recycling process on microstructure and mechanical property of the recycled material is investigated.
2 Experimental
The material used in this work was a deformable AZ31B magnesium alloy Mg-2.9Al-1.0Zn-0.35Mn (mass fraction, %). Chips were prepared by machining an as-received ingot in a lathe. The chips were 6-10 mm in length, 2 mm in width and 0.4 mm in thickness, as shown in Fig.1. Three different solid-state recycling processes were conducted respectively, which included cold-pressing followed by hot extrusion, hot-pressing followed by hot extrusion, and double extrusion. The machined chips were filled into a cylindrical container with a diameter of 74 mm and were pressed into billet at room temperature. The pressure and the holding time were 350 MPa and 60 s, respectively. The mold with the formed billet was heated to 673 K and held for 20 min, then hot extrusion was carried out in air at an extrusion rate of 0.2 mm/s and an extrusion ratio of 32?1. The recycled material prepared by cold-pressing and hot extrusion is called the recycled specimen 1. The hot-pressing process was to heat the cold-pressing formed billet at 573 K for 20 min, then to press the billet with a pressure of 300 MPa. The subsequent extrusion process was completely the same as that of the recycled specimen 1, and the recycled material was called the recycled specimen 2. For double extrusion, the recycled specimen 1 was first cut into about 20 mm long rods and cleaned using ultrasonic in acetone, then the rods were loaded into the mold and heated, extrusion was performed again under the same condition as described above. The recycled material was called the recycled specimen 3. For comparison, the as-received AZ31B magnesium alloy ingot was extruded under the same
Fig.1 Photograph of recycled chips
conditions as used for chips, and the extruded material was called reference specimen.
Tensile specimens with gauge diameter of 5 mm and gauge length of 25 mm were machined from the extruded bar with the tensile axis parallel to the extrusion direction. Tensile tests were carried out at room temperature with an initial strain rate of 2.5��10 s-1 on WDW-10 electron universal strength testing machine. Microstructures of the specimens were observed with OLYMPUS-GX71-6230A optical microscope (OM). The observed surfaces were perpendicular to the extrusion direction. The specimens for microstructure observation were etched using a solution of picric acid and glacial acetic acid. The grain size was determined by a linear intercept method from a large number of nonoverlapping measurements. The fracture surfaces were inspected with FEI-SIRION scanning electron microscope (SEM).
3 Results and discussion
3.1 Microstructure of AZ31B magnesium alloy chip
The microstructure of machined AZ31B magnesium alloy chip is shown in Fig.2. The chip exhibits coarse microstructure and there are many large twins. Severe plastic deformation occurs at a higher strain rate in machined chips. Because prismatic plane and conical plane sliding are not easy to start at room temperature, twining becomes the other dominant deformation mechanism besides basal sliding.
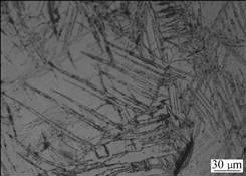
Fig.2 SEM image of AZ31B magnesium alloy chip
3.2 Formed billet
As described above, the machined chips were cold-pressed and hot-pressed to form billets. The densities of the billets after cold-pressing and hot-pressing are 1.681 g/cm3 and 1.813 g/cm3, respectively. Contrasted with the density of the fully condensed ingot 1.832 g/cm3, the relative densities are 91.76% and 98.94%, respectively. The cold-pressed billets can not be densified completely and there are cracks between individual chips. After hot pressing, more compact billets are obtained, and almost no crack can be seen, as shown in Fig.3.
Fig.4 shows the microstructure of hot-pressed billet. Due to the low stacking fault energy, limited easily-started slide system and high grain boundary diffusion rate, magnesium alloy is prone to dynamic recrystallize during hot deformation. But the grains are inhomogeneous and some grain boundaries assume dentate, implying that dynamic recrystallization is not complete. The boundaries between chips are distinguished. When the amount of strain is increased to a critical value, dynamic recrystallization occurs and elevating deformation temperature promotes dynamic recrystallization.

Fig.3 Fracture surfaces of formed billets for cold-pressing (a) and hot-pressing (b)
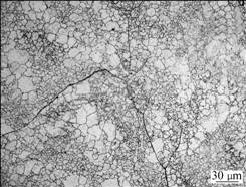
Fig.4 SEM images of hot-pressing billet
3.3 Microstructure of recycled specimens and reference specimen
The microstructures of the three recycled specimens and reference specimen are illustrated in Fig.5. All the recycled specimens and reference specimen show small equiaxed grains, large twins in original chips disappear and the boundaries between the chips are not observed, indicating that dynamic recrystallization occurs during hot extrusion and grains are refined. All the recycled specimens exhibit smaller grains than the reference specimen. The average grain size of the reference specimen and recycled specimens 1, 2, 3 is 8.3, 6.9, 6.4 and 6.7 ��m, respectively. It should be noted that the grains of the recycled specimen 2 and 3 are not smaller than that of the recycled specimen 1. It is generally understood that the original grain size before hot deformation has great effect on the size of grains after dynamic recrystallization. If the original grains are coarse, the new grains are larger too. BARNETT[17] pointed out that the dynamic recrystallization microstructure of magnesium alloys was more sensitive to original grain size compared with other metals. In this study, before the final hot extrusion, the microstructure of chips in cold-pressed billet is coarse, whereas the microstructure of hot-pressed billet and single extrusion are fine. So the recycled specimens 2 and 3 should exhibit finer grains than the recycled specimen 1. On the other hand, there are many twins in the machined chips, which leads to the variation in the mode of dynamic recrystallization. It provides additional sites at twin interfaces for nucleation of the recrystallized grains[18]. In addition, high dislocation density results from the machining process[19] and severe plastic strain in chips promotes recrystallization. So the grains of the recycled specimen 1 are not larger than that of the specimens 2 and 3. Coarse microstructure of the ingot is one of the reasons that the grains of reference specimen were larger than those of all the recycled specimens.
3.4 Mechanical property of recycled specimen and reference specimen
Fig.6 shows the ultimate tensile strength and elongation to failure at room temperature of the three recycled specimens and the reference specimen. The recycled specimen 1 shows a higher ultimate tensile strength of 296.9 MPa and a lower elongation to failure of 13.90% compared with those of the reference specimen whose ultimate tensile strength is 294.8 MPa and elongation to failure is 15.32%. The recycled specimen 2 and 3 do not exhibit higher tensile strength than the specimen 1, mainly because the grain sizes of the recycled specimens 2 and 3 are not smaller than that of the recycled specimen 1. But the strength of the specimen 2 and 3 is higher than that of the reference specimen. The improvement in elongation to failure for the recycled specimen 2 and 3 is obvious. The elongation to failure of the recycled specimen 2 is comparable to that of the reference specimen, and the recycled specimen 3 shows slightly higher elongation than the reference specimen.
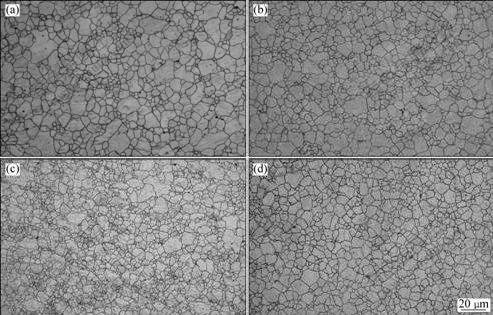
Fig.5 Microstructures of AZ31B magnesium alloys: (a) Reference specimen; (b) Recycled specimen 1; (c) Recycled specimen 2; (d) Recycled specimen 3
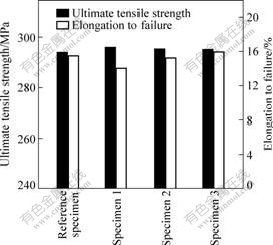
Fig.6 Tensile properties of recycled AZ31B magnesium alloys and reference specimens
Fractographs of the three kinds of recycled specimens and the reference specimen are shown in Fig. 7. There is no difference in fracture mechanism between the recycled materials and the reference material. In the process of tensile testing, all specimens present phenomenon of necking. The fracture surfaces of all specimens are composed of cleavage planes, cleavage steps and dimples. The cleavage planes are small, while the cleavage rivers are short and not obvious. The recycled materials and the reference material exhibit mixed fracture characters consisting of microvoid convening and quasi-cleavage fracture. This is the typical fracture mode for magnesium in room temperature tensile deformation.
Microcracks can be seen in the fracture surface of the recycled specimen 1, but the fracture surface of the reference specimen exhibits no microcracking. In the recycled magnesium alloy fabricated by solid-state process, there are some oxides that are introduced from machined chips surface due to the strong affinity of magnesium for oxygen. During tensile testing, inconsistent deformation of matrix and oxide causes stress concentration in the matrix adjacent to the oxide precipitates, and microcracks are prone to form in this area, which can coalesce into large crack and result in premature fracture. In addition, as seen from Fig.7(b), the fracture surface of the recycled specimen 1 consists of a few pores. This can be attributed to the fact that air derived from cold-pressed billet is not expelled completely during hot extrusion. It is believed that the presence of pores has a detrimental effect on the ductility of the recycled specimen 1. AGHION and ARNON[20] also reported that consolidated nano/sub- micron AZ31 Mg alloy revealed a relatively brittle fracture compared to the conventional extruded alloy. And the brittle fracture is believed to be related to the presence of inherent porosity which results from the powder extrusion process.
In the fracture surface of the recycled specimen 2,
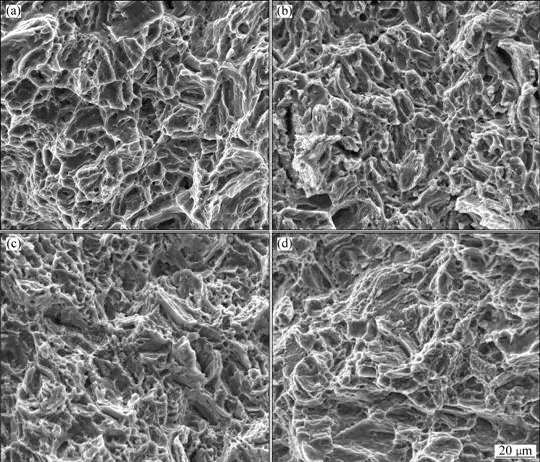
Fig.7 Fractographs of AZ31B magnesium alloy: (a) Reference specimen; (b) Recycled specimen 1; (c) Recycled specimen 2; (d) Recycled specimen 3
few pores can be seen. Hot-pressing process prepares more compact formed billet, which decreases porosity and contributes to enhancing the bonding of chips during hot extrusion. This can account for the improved plasticity for the recycled specimen 2 although the fracture surface also exhibits microcracking.
In the fracture surface of the recycled specimen 3, no microcrack can be seen and dimples are in increment. This is in accordance with the highest elongation to failure of the recycled specimen 3. For the recycled specimen 3, material undergoes shear deformation again during the second hot extrusion. Compressive stress and shear stress make the oxide introduced from chip surface further break up and distribute dispersedly. Simultaneously, some structural defects such as holes will be minimized and the interfaces between the original chips are enhanced. These factors result in a higher elongation for recycled material. It is worth to put forward that double extrusion will introduce new interface between extrusion rods, but the new interface is very small compared with the original interfaces between chips. So double extrusion improves the ductility of recycled magnesium alloy. The recycled specimen 3 shows a good combination of high ultimate tensile strength of 296.1 MPa and high elongation of 15.75%. The study also indicates that holes and the distribution of oxide have more obvious effect on the elongation to failure than on ultimate tensile strength in the recycled magnesium alloy.
4 Conclusions
1) Fine dynamic recrystallization microstructures are observed in three recycled AZ31B magnesium alloys prepared by cold-pressing followed by hot extrusion, hot-pressing followed by hot extrusion and double extrusion process. The recycled specimens by hot- pressing and double extrusion process do not exhibit finer grain than the recycled specimen by cold-pressing, although the difference in original microstructure is evident, because many large twins and high dislocation density in original chips promote the nucleation of dynamic recrystallization.
2) The recycled specimens by hot-pressing and double extrusion process do not show higher ultimate tensile strength, because finer microstructures are not achieved.
3) The recycled specimen by hot pressing shows improved ductility and its elongation to failure is comparable to that of reference specimen. Hot pressing decreases porosity in the recycled material, which is responsible for the improved ductility.
4) The ductility of the recycled specimen is greatly improved by applying double extrusion process. The elongation of the recycled specimen prepared by double extrusion is slightly higher than that of the reference specimen. Under compressive force and shear force during the second extrusion, oxides are broken up and distribute dispersedly and the structural defect is minimized.
References
[1] GARCES G, DOMINGUEZ F, PEREZ P, CARUANA G, ADEVA P. Effect of extrusion temperature the microstructure and plastic deformation of PM-AZ92 [J]. Journal of Alloys and Compounds, 2006, 422: 293-298.
[2] NAKANISHI M, MABUCHI M. Mechanical properties of magnesium alloys produced by hot extrusion of machined chip [J]. Int J Materials and Product Technology, 2001, special Issue, SPM1: 592-597.
[3] BAI Jing, SUN Yang-sha, XUN Shan, XUE Feng, ZHU Tian-bai. Microstructure and tensile creep behavior of Mg-4Al based magnesium alloys with alkaline-earth elements Sr and Ca addition [J]. Materials Science and Engineering A, 2006, 419(1/2): 181-188.
[4] KIM H K, KIM W J. Creep behavior of AZ31 magnesium alloy in low temperature range between 423 K and 473 K [J]. Journal of Materials Science, 2007, 42: 6171-6176.
[5] WATANABE H, MORIWAKI K, MUKAI T. Consolidation of machined magnesium alloy chips by hot extrusion utilizing superplastic flow [J]. Journal of Materials Science, 2001, 36: 5007-5011.
[6] MABUCHI M, KUBOTAL K. New recycling process by extrusion for machined chips of AZ91 magnesium and mechanical properties of extruded bars [J]. Materials Transactions, 1995, 36: 1249-1254.
[7] NAKANISHI M, MABUCHI M, KOHEI K. Relationship between extrusion ratio and mechanical properties of extruded machined-chips of AZ91 magnesium alloy [J]. J Jpn Soc Powder Metall, 1995, 42: 373-377. (in Japanese)
[8] UEMATSU Y, TKAJI K, KAMADURA M, UCHIDA K, SHIBATA H, BEKKU N. Effect of extrusion conditions on grain refinement and fatigue behaviour in magnesium alloys [J]. Materials Science and Engineering A, 2006, 434: 131-140.
[9] LEE D M, LEE J S, LEE C H. The microstructure and mechanical properties of extruded machined chips for AZ91D magnesium alloy [J]. J Jpn Inst Light Met, 1995, 45: 391-396. (in Japanese)
[10] YASUMASA C, FURUTA T, HAKAMADA M. Fatigue behavior of AZ31 magnesium alloy produced by solid-state recycling [J]. Journal of Materials Science, 2006, 41: 3229-3232.
[11] LIU Ying, LI Yuan-yuan, ZHANG Da-tong. Microstructure and properties of AZ80 magnesium alloy prepared by hot extrusion from recycled machined chips [J]. Transactions of Nonferrous Metals Society of China, 2002, 12: 882-885.
[12] NAKANISHI M, MABUCHI M, SAITO N M. Tensile properties of the ZK60 magnesium alloy produced by hot extrusion of machined chip [J]. Journal of Materials Science Letters, 1998, 17: 2003-2005.
[13] WANG Jian-yih, LIN Ying-nan, CHANG Tien-chan. Recycling the magnesium alloy AZ91D in solid state [J]. Journal of Materials Science, 2006, 47(4): 1047-1051.
[14] YASUMASA.C, JAE-SEOL L, NAKAURA Y, OHORI K, MABUCHI M. Mechanical properties of Mg-Al-Ca alloy recycled by solid-state recycling [J]. Journal of Materials Science, 2005, 46(12): 2592-2595.
[15] CHINO Y, HOSHIKA T, MABUCHI M. Mechanical and corrosion properties of AZ31 magnesium alloy repeatedly recycled by hot extrusion [J]. Journal of Materials Science, 2006, 47(4): 1040-1046.
[16] PRASAD Y V R, RAO K P. Hot deformation mechanisms and microstructural control in high-temperature extruded AZ31 magnesium alloy [J]. Advanced Engineering Materials, 2007, 9(7): 558-565.
[17] BARNETT M R. Recrystallization during and following hot working of magnesium alloy AZ31 [J]. Materials Science Forum, 2003, 419/422: 503-507.
[18] SHAHZAD M, WAGNER L. Influence of extrusion parameters on microstructure and texture developments, and their effects on mechanical properties of the magnesium alloy AZ80 [J]. Materials Science and Engineering A, 2009, 506: 141-147.
[19] JI Ze-sheng, HONG Yan, ZHAO Mi. Lathe process of AZ91D magnesium alloy in semi-solid state [J]. Transactions of Nonferrous Metals Society of China, 2005, 15: 236-240.
[20] AGHION E, ARNON A. The potential of consolidated nano/sub-micron AZ31 magnesium alloy to become a new structural material [J]. Journal of Materials Science, 2007, 42: 6371-6376.
(Edited by FANG Jing-hua)
Foundation item: Projects(50674038, 50974048) supported by the National Natural Science Foundation of China; Project(11541347) supported by the Educational Office of Heilongjiang Province, China
Corresponding author: JI Ze-sheng; Tel: +86-451-86392557; E-mail: qinghejin@yahoo.com.cn
DOI: 10.1016/S1003-6326(09)60214-4
