
Trans. Nonferrous Met. Soc. China 24(2014) 2214-2219
Microstructure and mechanical properties of A356 aluminum alloy wheels prepared by thixo-forging combined with a low superheat casting process
Shun-cheng WANG, Nan ZHOU, Wen-jun QI, Kai-hong ZHENG
Institute of Metal Processing and Forming Technology, Guangdong General Research Institute of Industrial Technology (Guangzhou Research Institute of Nonferrous Metals), Guangzhou 510650, China
Received 17 October 2013; accepted 23 April 2014
Abstract:
The A356 aluminum alloy wheels were prepared by thixo-forging combined with a low superheat casting process. The as-cast microstructure, microstructure evolution during reheating and the mechanical properties of the thixo-forged A356 aluminum alloy wheels were investigated. The results show that the A356 aluminum alloy billet with fine, uniform and non-dendritic grains can be obtained when the melt is cast at 635 ��C. When the billet is reheated at 600 ��C for 60 min, the non-dendritic grains are changed into spherical ones and the billet can be easily thixo-forged into wheels. The tensile strength and elongation of thixo-forged wheels with T6 heat treatment are 327.6 MPa and 7.8%, respectively, which are higher than those of a cast wheel. It is suggested that the thixo-forging combined with the low superheat casting process is an effective technique to produce aluminum alloy wheels with high mechanical properties.
Key words:
aluminum alloy wheel; semi-solid metal; thixo-forging; low-superheat casting;
1 Introduction
Aluminum alloy wheels have many advantages such as their light weight, high buffering, and excellent appearance. They can lighten automobiles and save energy, thus reducing fume pollution. Cast aluminum alloy wheels have been widely used in cars, but they can not meet the performance requirements of trucks and buses. Forged aluminum alloy wheels have a better performance. However, the forged aluminum alloy wheels are very expensive due to the complex forging process, large scale forging equipment and a large number of mechanical processes [1,2]. Thixo-forging is one of the most promising techniques for producing aluminum alloy parts with excellent mechanical properties. During the thixo-forging, a semi-solid billet with non-dendritic microstructure is transferred into a preheated die cavity and forged into near-net-shaped parts. Compared with castings, thixo-forged parts have higher density and better mechanical properties. The thixo-forging needs a lower forging force and can produce parts with a complex shape in one procedure as compared with traditional forging. So far, thixo-forging has been successfully applied to manufacturing automotive components such as fuel rail, automatic transmission gear shift lever, engine bracket, upper control arm and diesel engine pump body [3].
Thixo-forging requires a non-dendritic microstructure to obtain the necessary thixotropic flow behavior. Several methods have been developed to obtain such a microstructure, such as mechanical or electromagnetic stirring [4], strain induced melt activated process [5,6], ultrasonic treatment [7,8]. It is regretful that most of these methods require complicated processing and/or sophisticated devices, which result in high cost in the products. The low-superheat casting is a promising technique for preparing semi-solid billet with reduced cost due to its simple process and no requirement for sophisticated devices. In recent years, the low-superheat casting process has been studied by many researchers and successfully applied to the rheo-casting [9].
In the present research, in order to explore an effective technique to produce aluminum alloy wheels with high mechanical properties and low production cost,the thixo-forging process combined with the low- superheat casting was developed to produce aluminum alloy wheels. The A356 aluminum alloy billets were prepared by the low-superheat casting, then reheated and thixo-forged into wheels. The as-cast microstructure, microstructure evolution during reheating and the mechanical properties of the thixo-forged A356 aluminum alloy wheels were investigated.
2 Experimental
The material used in this work was a commercial A356 aluminum alloy with a chemical composition of 7.15% Si, 0.45% Mg, 0.14% Fe, 0.01% Mn, 0.01% Cu, 0.05% Ni, 0.01% Zn and Al balanced by mass. This composition was determined on a SPECTROMAXx photoelectric direct reading spectrometer. The solidus and liquidus temperature of the alloy were 556.4 ��C and 617.3 ��C, respectively, which were determined by differential scanning calorimetry (DSC) using a NETZSCH STA449C thermoanalyzer.
The A356 aluminum alloy was remelted in a 7.5 kW resistance furnace with a graphite crucible and superheated to 720 ��C, then modified by adding Al-10Sr master alloy with 0.15% of the mass of all raw materials. After degassing, holding and deslagging, the melt was poured into a water-cooled iron mould at four pouring temperatures of 675, 655, 635 and 617 ��C, respectively, and cast into the A356 alloy round billets with 100 mm in diameter and 250 mm in length. The as-cast microstructure of these billets was observed using a LEICA-DMI3000M metallographic microscope.
To examine the microstructure evolution of the billets during reheating, the billets were isothermally reheated at 600 ��C for 20, 40, 60 and 80 min, respectively. The reheating equipment was a 15 kW resistance furnace and a stainless steel cup with 100 mm in diameter and 120 mm in height. When reaching the preset time, the billets were taken out and quenched in water. The microstructures of the quenched billets were observed.
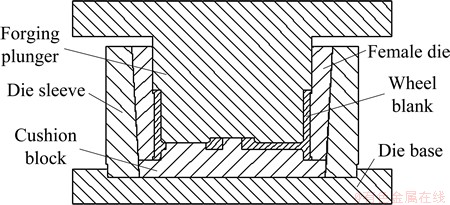
Fig. 1 Schematic diagram of thixo-forging die
To investigate the formability of the billets in its semi-solid state, the billets, with 100 mm in diameter and 95 mm in length, were machined and isothermally reheated in the 15 kW resistance furnace at 585-610 ��C for different times. They were then transferred to a die and thixo-forged into wheel blanks under a 2000 kN vertical oil press. The schematic diagram of the thixo-forging die is shown in Fig. 1. The dimensions of the wheel blank were 165 mm in outside diameter and 80 mm in height. During the thixo-forging, the die was preheated between 200 and 400 ��C. The forging force was between 500 and 1000 kN and the pressure holding time was 3-5 s. The microstructure of the thixo-forged wheels was investigated. The tensile mechanical properties of both wheel arm and rim with T6 heat treatment (solution annealed at 535 ��C for 6 h and aged at 180 ��C for 6 h) were measured using a DNS200 electronic tensile testing machine.
3 Results and discussion
3.1 Effect of casting temperature on microstructure of billets
The casting temperature, which has great influence on the as-cast microstructures, is the key factor of the low superheat casting. The microstructures of A356 aluminum alloy billets cast at different temperatures are shown in Fig. 2. The microstructure of billets cast at 675 ��C has coarse dendrites, as shown in Fig. 2(a). When the casting temperature is decreased to 655 ��C, the microstructure is changed into rosette grains, as shown in Fig. 2(b). When the casting temperature is decreased to 635 ��C, the microstructure is changed into fine, uniform and non-dendritic grains, as shown in Fig. 2(c). When the casting temperature is 617 ��C, which is near to its liquidus temperature, the grains are much smaller and more spherical compared with those cast at 635 ��C, as shown in Fig. 2(d). In general, lowering the casting temperature changes the shape of grains from dentritic to non-dendritic ones and refines the grains size. However, it is found that when the casting temperature is 617 ��C, the melt fluidity is very poor with an extremely high solidification rate, which results in entrapping of gas and inclusions within the billets and leaves a larger number of cold shuts on the surface of billets, making them not suitable for thixo-foring. Therefore, the optimal casting temperature of A356 aluminum alloy billets is 635 ��C.
3.2 Microstructure evolution of billets during reheating
The reheating of billets is a critical procedure in the thixo-forging process. Its purpose is to obtain the desired liquid fraction and ensure a transformation of the primary solid grains to a spherical morphology [10]. The driving force for the microstructure evolution during reheating is the reduction of the interfacial energy between the solid and the liquid phases. The small grains and the dendrites with more interface and higher energy are unstable. In order to reduce the system energy, the grains will spontaneously grow up and spheroidize during the reheating process. One mechanism for the grains growth is the coalescence of the adjacent grains by grains boundary movement. Another mechanism is the Ostwald ripening, in which the large grains grow up continuously and the small ones remelt gradually. Meanwhile, the grains start to spheroidize due to the Ostwald ripening [11,12].
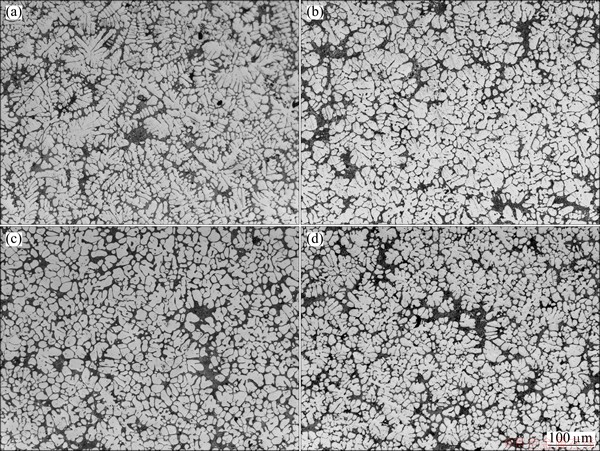
Fig. 2 Optical microstructure of A356 aluminum alloy billets cast at 675 ��C (a), 655 ��C (b), 635 ��C (c) and 617 ��C (d)
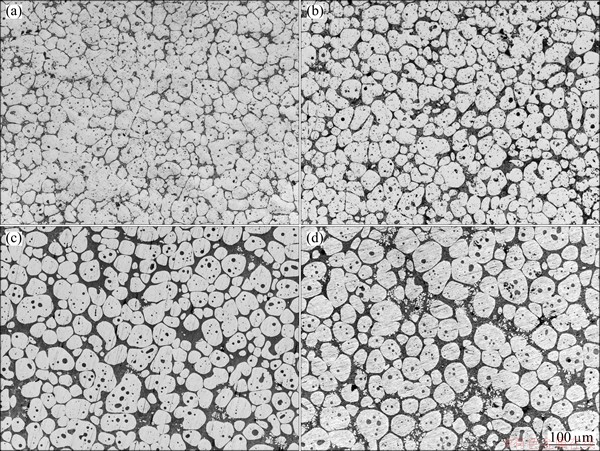
Fig. 3 Optical microstructure of A356 aluminum alloy billets reheated at 600 ��C for 20 min (a), 40 min (b), 60 min (c) and 80 min (d)
Figure 3 shows the microstructures of the billets reheated at 600 ��C for 20, 40, 60 and 80 min. Almost no liquid phase is visible in Fig. 3(a) due to the short holding time of 20 min. When reheated for 40 min, a small amount of liquid phase appears due to the remelting of the eutectic structure. The grains grow up and turn into net-globular ones, reducing the surface energy, as shown in Fig. 3(b). When the billets are reheated for 60 min, the liquid phase fraction further rises to approximately 50%. The grains suspend within the liquid phase and are spherical with smooth surface, as shown in Fig. 3(c), which are suitable for thixo-forging. When the billets are further reheated for 80 min, the grains growth continues. The coarser grains are detrimental to the mechanical properties of thixo-forged wheels. Therefore, the optimal reheating process for A356 aluminum alloy billets is 600 ��C for 60 min.
3.3 Microstructure and tensile properties of thixo- forged wheel
In the thixo-forging process, the processing conditions such as the preheating temperature of the die and the reheating temperature of the billet have significant influence on the billet fluidity to fill the die cavity. At a low temperature, the die cavity could not be filled completely. While at a very high temperature, a thixo-forged wheel with a uniform microstructure and excellent mechanical properties cannot be obtained. Based on a large number of experiments, it was found that the billets could be easily thixo-forged into wheels with a 750 kN forging force when the billets were reheated at 600 ��C for 60 min and the die was preheated between 300 and 350 ��C. Some of the thixo-forged A356 aluminum alloy wheels with machined surface are shown in Fig. 4. It can be seen that the thixo-forged wheels are bright and completed. No defects such as shrinkage crack and gas porosity are visible in the thixo-forged wheels, which can be attributed to the characteristics of semi-solid alloy billet, such as lower temperature and higher viscosity than liquid alloy, lower flow stress and solid grains presented during thixo-forging. These characteristics contribute to improving the soundness and surface dimensional accuracy of thixo-forged wheels.

Fig. 4 Thixo-forged A356 aluminum alloy wheels
Figure 5 shows the microstructure of the thixo-forged wheel. The deformation mechanism of semi-solid billet during the thixo-forging is the flow deformation of liquid phase entrapping solid grains [13]. It can be seen that the microstructure of the thixo-forged wheel consists of globular grains and eutectic structure. Due to the difference in flow velocity between the liquid phase and solid grains during the thixo-forging [14], the fraction of eutectic phase in the wheel rim (as shown in Fig. 5(c)) is slightly higher than that in the wheel arm (as shown in Fig. 5(a)).

Fig. 5 Optical microstructure of thixo-forged A356 aluminum alloy wheels
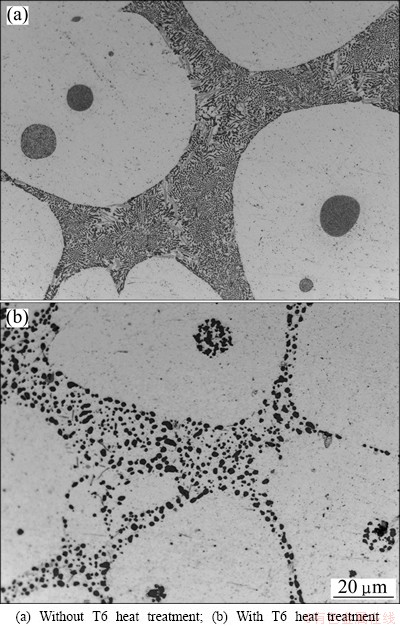
Fig. 6 Microstructure of thixo-forged A356 aluminum alloy wheels
Figure 6 shows the eutectic structure of thixo-forged wheels without and with T6 heat treatment. Without T6 heat treatment, the eutectic Si phase is fine and fibrous due to the modification by adding the Al-10Sr master alloy, as shown in Fig. 6(a). With T6 heat treatment, solutes are firstly dissolved into the Al matrix during solid solution treatment and then Mg2Si precipitates form during artificial aging [15,16]. The remaining eutectic Si phases in the thixo-forged wheel change into globular Si particles, as shown in Fig. 6(b), which is beneficial for improving the tensile mechanical properties of the thixo-forged wheel.
Table 1 Tensile mechanical properties of A356 aluminum alloy wheels with T6 heat treatment
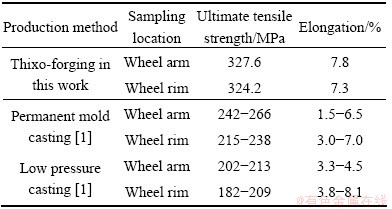
Table 1 shows the tensile mechanical properties of the thixo-forged wheels with T6 heat treatment. As a comparison, the tensile properties of the wheels made by permanent mold casting and low pressure casting are also listed. As can be seen from Table 1, the ultimate tensile strength and elongation of wheel arm are slightly higher than that of wheel rim due to the larger deformation in the wheel arm during thixo-forging. It should be noted that the tensile mechanical properties of both thixo-forged wheel arm and wheel rim are higher than those of permanent mold casting and low-pressure casting [1]. This is attributed to the non-dendritic structure and higher soundness in the thixo-forged wheels. Therefore, the thixo-forging combined with the low-superheat casting is an effective technique to produce aluminum alloy wheels with good mechanical properties.
4 Conclusions
1) Lowering the casting temperature can change the shape of grains from dendritic to non-dendritic ones and refines the grains size. The A356 aluminum alloy billets with fine, uniform and non-dendritic grains and good surface quality can be obtained when the casting temperature is 635 ��C.
2) During reheating, the grains in the billet prepared by the low superheat casting can be changed into globular ones, which are beneficial to thixo-forging. The optimal process is reheating at 600 ��C for 60 min.
3) An A356 aluminum alloy wheel can be easily thixo-forged with a 750 kN forging force. The tensile mechanical properties of the thixo-forged wheel with T6 heat treatment are better than those of a cast wheel.
References
[1] LI Ping, CHENG Dan-jian, WANG Zhu-tang. Production and performance of aluminum alloy wheel [J]. Light Alloy Fabrication Technology, 2011, 39(11): 1-20. (in Chinese)
[2] MENG Mo, ZHANG Zhi-min, LI Da-xu, LI Hui-juan. The manufacturing technology of high-performance aluminum alloy wheel [J]. Sci-Tech Innovation & Productivity, 2011(12): 90-92. (in Chinese)
[3] ZHU Q, MIDSON S P. Semi-solid moulding: competition to cast and machine from forging in making automotive complex components [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(S3): s1042-s1047.
[4] ZHANG Xiao-li, LING Xiang-jun, LI Ting-ju, XIE Shui-sheng, JIN Yun-xue. Agglomerating behavior of primary solid particles in magnesium alloy semisolid slurry during electromagnetic stirring [J]. The Chinese Journal of Nonferrous Metals, 2012, 22(9): 2448-2453. (in Chinese)
[5] HASSAS-IRANI S B, ZAREI-HANZAKI A, BAZAZ B, ROOSTAEI A A. Microstructure evolution and semi-solid deformation behavior of an A356 aluminum alloy processed by strain induced melt activated method [J]. Materials & Design, 2013, 46(4): 579-587.
[6] YAN Guan-hai, ZHAO Sheng-dun, MA Sheng-qiang, SHOU Hong-tao. Microstructural evolution of A356.2 alloy prepared by the SIMA process [J]. Materials Characterization, 2012, 69: 45-51.
[7] LU Shu-lin, WU Shu-sen, DAI Wei, LIN Chong, AN Ping. The indirect ultrasonic vibration process for rheo-squeeze casting of A356 aluminum alloy [J]. Journal of Materials Processing Technology, 2012, 212(6): 1281-1287.
[8] ZHANG Liang, WU Guo-hua, WANG Shao-hua, DING Wen-jiang. Effect of cooling condition on microstructure of semi-solid AZ91 slurry produced via ultrasonic vibration process [J]. Transactions of Nonferrous Metals Society of China, 2012, 22(10): 2357-2363.
[9] MAO Wei-min. Research progress of advanced preparation technology for semi-solid metal slurry [J]. Foundry, 2012(8): 839-855. (in Chinese)
[10] FAN Z. Semisolid metal processing [J]. International Materials Reviews, 2002, 47(2): 49-85.
[11] JIANG Ju-fu, LIN Xin, WANG Ying, QU Jian-jun, LUO Shou-jing. Microstructural evolution of AZ61 magnesium alloy predeformed by ECAE during semisolid isothermal treatment [J]. Transactions of Nonferrous Metals Society of China, 2012, 22(3): 555-563.
[12] CHEN Yong-nan, WEI Jian-feng, ZHAO Yong-qing, ZHENG Jing. Microstructure evolution and grain growth behavior of Ti14 alloy during semi-solid isothermal process [J]. Transactions of Nonferrous Metals Society of China, 2011, 21(5): 1018-1022.
[13] GIRAUD E,  M, CORET M. High temperature compression behavior of the solid phase resulting from drained compression of a semi-solid 6061 alloy [J]. Materials Science and Engineering A, 2012, 532: 37-43.
M, CORET M. High temperature compression behavior of the solid phase resulting from drained compression of a semi-solid 6061 alloy [J]. Materials Science and Engineering A, 2012, 532: 37-43.
[14] JIA Qi-jin, LIU Jun-you, LI Yan-xia, WANG Wen-shao. Microstructure and properties of electronic packaging box with high silicon aluminum-base alloy by semi-solid thixoforming [J]. Transactions of Nonferrous Metals Society of China, 2013, 23(1): 80-85.
[15] PENG Ji-hua, TANG Xiao-long, HE Jian-ting, XU De-ying. Effect of heat treatment on microstructure and tensile properties of A356 alloys [J]. Transactions of Nonferrous Metals Society of China, 2011, 21(9): 1950-1956.
[16] WISUTMETHANGOON S, THONGJAN S, MAHATHANINWONG N, PLOOKPHOL T, WANNASIN J. Precipitation hardening of A356 Al alloy produced by gas induced semi-solid process [J]. Materials Science and Engineering A, 2012, 532: 610-615.
���ȶ�����ʹ���������Ʊ�A356���Ͻ��ֵ���֯����ѧ����
��˳�ɣ��� 骣����ľ���֣����
�㶫ʡ��ҵ�����о�Ժ(������ɫ�����о�Ժ) �����ӹ�����ͼ����о��������� 510650
ժ Ҫ�����õ��ȶ�����ʹ���������ϵķ����Ʊ�A356���Ͻ��֣��о����ȶ�����A356���Ͻ����ϵ���֯�����϶��μ�����֯�ݱ���ɺʹ�����쳵�ֵ���֯����ѧ���ܡ����������������635 ��C��ע���ɻ�þ���ϸС�����ȵķ�֦��������A356���Ͻ����ϡ�������600 ��C���¼���60 min��֦��������ת������ξ�������750 kN��ѹ���°��̬���Ͽɴ����������Ͻ��֡���T6�ȴ�����A356���Ͻ��ֵĿ���ǿ�Ⱥ��쳤�ʷֱ�Ϊ327.6 MPa��7.8���������������Ͻ��ֵ�������ѧ���ܡ������ȶ������봥����칤�����ϣ������Ʊ����нϸ���ѧ���ܵ����Ͻ��֡�
�ؼ��ʣ����Ͻ��֣����̬������������죻���ȶ�����
(Edited by Yun-bin HE)
Foundation item: Project (2012B090600051) supported by the Guangdong Provincial Department of Science and Technology, China; Project (2013EG115006) supported by the Special Program for Technology Development from the Ministry of Science and Technology of China
Corresponding author: Shun-cheng WANG; Tel: +86-20-61086182; E-mail: wangsunceng@163.com
DOI: 10.1016/S1003-6326(14)63335-5
Abstract: The A356 aluminum alloy wheels were prepared by thixo-forging combined with a low superheat casting process. The as-cast microstructure, microstructure evolution during reheating and the mechanical properties of the thixo-forged A356 aluminum alloy wheels were investigated. The results show that the A356 aluminum alloy billet with fine, uniform and non-dendritic grains can be obtained when the melt is cast at 635 ��C. When the billet is reheated at 600 ��C for 60 min, the non-dendritic grains are changed into spherical ones and the billet can be easily thixo-forged into wheels. The tensile strength and elongation of thixo-forged wheels with T6 heat treatment are 327.6 MPa and 7.8%, respectively, which are higher than those of a cast wheel. It is suggested that the thixo-forging combined with the low superheat casting process is an effective technique to produce aluminum alloy wheels with high mechanical properties.
