
ѡ���Լ����ս�̼���輰���Ͻ���������
������, ʷ����, ������, ������, �� ��, �� ��
(���пƼ���ѧ ���Գ���ģ�⼰ģ���������ص�ʵ����, �人 430074)
ժ Ҫ��
����ѡ���Լ����ս�ͽ���ֱ�����������ϵļ���, �Ʊ�SiC-Al2O3-Al�մɻ����ϲ�������� �о�ѡ���Լ����ս����̼�����������Ĺ��պ���֬Ԥ�������ն������϶�ʵ�Ӱ�����, �Լ�������������Ӱ������; ����ɨ��羵�� X���������Ƿֱ�Գ��κõĸ��ϲ��Ͻ�������ò����������� �������: ��ѡ���Լ����ս�ͽ���ֱ�������������ϵĹ��տ���ֱ��������άͼ��, ���ٳ��γ�������״��SiC-Al2O3-Al���ϲ������; ���մ���ͽ��������ά����״�ֲ�, SiC�� Al2O3�ͽ��������������ֱ�Ϊ45.1%�� 32.7%��18.0%, ��϶��Ϊ4.2%, ����ǿ��Ϊ361.2MPa��
�ؼ���: ѡ���Լ����ս�; ����ֱ������; SiC-Al2O3-Al; �մɻ����ϲ��� ��ͼ�����: TB333
���ױ�ʶ��: A
Selective laser sintering of SiC and oxidative infiltration of Al-alloys
XU Wen-wu, SHI Yu-sheng, HUANG Shu-huai, LIU Jin-hui, CHENG Di, GUO Ting
(State Key Laboratory of Plastic Forming Simulation and Die and Mould Technology,Huazhong University of Science and Technology, Wuhan 430074, China)
Abstract: SiC-Al2O3-Al ceramic matrix composite parts with complex shape can be produced by combination of selective laser sintering(SLS) and directed oxidation of metals (DIMOX). The factors affecting SLS process such as debinding and post-processing of high temperature sintering on open porosity of SiC preform were discussed, the affecting factors of DIMOX process were also studied. The microstructures of the composites were investigated using X-ray diffraction and scanning electron microcopy. The result indicates that three-dimensional objects of SiC-Al2O3-Al ceramic matrix composites can be produced successfully from their CAD models directly by combination of SLS and DIMOX. The ceramic and metals form three dimensional networks. There are 45.1% SiC, 32.7% Al2O3, 18.0% Al and 4.2% porosity in the material, and its bending strength is 361.2MPa.
Key words: selective laser sintering; directed oxidation of metal; SiC-Al2O3-Al; ceramic matrix composite
Ŀǰ, �մɻ����ϲ��Ͼ����۵�ߡ� ǿ�Ⱥá� Ӳ�ȸߡ� ���¡� ��ĥ�Լ��ܶ�С����������, �㷺Ӧ���ڹ��������� ���պ��졢 ҽ�ơ� ������ ���ӡ� ��ѧ�ͻ�е���������[1]�� ���մɻ����ϲ��ϵ��Ʊ�����(��: ��Ӧ�սᡢ ��ѹ�սᡢ �ཬ���ջ����� ��ѧ������������� ���������ӷ�Ӧ�� ����������ȷֽ��)����ͬ�̶ȵش��ڹ��ո��ӡ� �ɱ��ߡ� ����ֱ���Ʊ�������״�����ȱ��, �����մɻ����ϲ��ϼӹ�����, �������������ɱ��ܸ�, ���ڳ���
��ѡ���Լ����ս�(SLS)������һ�ֻ�����ɢ�ѻ�����˼��Ŀ��ٳ��μ���, ��ֱ�Ӹ���ʵ���CADģ��, �����ü�������Ƽ�������սᡢ ���ӳ��θ�����״��ԭ�ͻ����[2]�� ���������ڶ̡� �ɱ��͡� ���β��Ϲ㷺, ���ѹ㷺���ڻ�е�� ���ӡ� ���ա� ������ ����ҽѧ�� ������ ������ҽ�Ƶ�����[3-4]�� Ŀǰ, �����ѳ�����ѡ���Լ����ս����̼����������о�[5], �����ڻ�û����صı�����
����ֱ��������(DIMOX)������Lanxide��˾������һ��ȫ�µ��Ʊ����ϲ��ϵĹ���[6-7], Ҳ��Lanxide������ �����ԭ�������ڽ����Ͻ���������Ӧ, ԭλ���ɹ������Ǽ�Ϊ���岢���н�����ĸ��ϲ��ϡ� �ù��չ��̼�, ����Ҫ������豸, �ɱ��ϵ�, ���бȹ�̬���ʹ�ͳ��Һ̬��DZ�ڵľ�����, �Ҳ��ϵ����ܿɿ�, ��Ʒ�������õ�����ȶ���, ��������������γɵĸ��ϲ��ϵ����ܼ�����ṹ[8]�� ����, ���ý�������������, �Ͻ��Գ����ɿ����� ���뼰��ά���ɵ������ϻ�Ԥ������[9-10], ���Ʊ����͵��մɻ����ϲ���(CMC)�ͽ��������ϲ���(MMC), �ر��Ǿ��������մ���ǿ��ĸ��ϲ��ϡ� ���־��������մ���ǿ���ѳ�Ϊ���ϲ�����ǿ������о��ȵ�[11]��
����ѡ���Լ����ս��ֱ�ӿ��ٳ��θ�������ͽ���ֱ�����������Ʊ��������մɻ����ϲ��ϵ��ŵ�, �Լ��մɻ����ϲ������Լӹ����ص�, ������������ѡ���Լ����ս�ֱ�ӳ���̼�����������, ����Ͻ���ֱ���������Ʊ�������ά������ͨ�ṹ��SiC-Al2O3-Al���մɻ����ϲ���(CMC)�����
1 ʵ��
1.1 ���ϼ�����Ʊ�����
̼��������ڻ��пƼ���ѧ�������Ƶ�HRPS-����SLS����ϵͳ�ϳ���, �乤��ԭ����ͼ1��ʾ, ����50W��CO2������, ���ֱ��Ϊ0.3mm���ҡ� ��ĩΪС��52��m�ĺ�ɫ̼���������С��10��m��4�ֲ�ͬ�ͺŵĻ�����֬, ���л�����֬����ճ���, ռ��������3%�� ���κõ������������ͨ��ʽ¯����֬��, ������1200�����Ԥ��, ������3hʹ̼���������������SiO2������Ĥ��
���κõ�̼���������������ʽ¯��, ֱ��������1200��, ���ý������������ķ����������Ͻ�, ����ֱ������������ȫ�� ͼ2��ʾΪ�Ľ���Lanxide���ϲ��ϵĹ���ԭ��, ���������������ƽ������������ķ���, ʹ��ֻ��̼����ij���������, �����Ƴ��μ��ı�������[12]; �������۷�ֹ������������ı߽�, ͬʱΪ���������ṩ����ͨ����ά��̼�����������״��
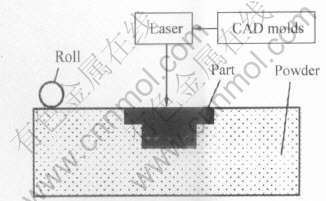
ͼ1 SLS���ι���ԭ��ͼ
Fig.1 Schematic illustration of SLS processing
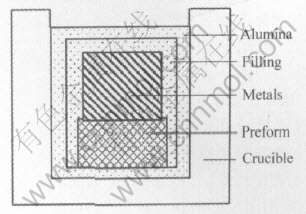
ͼ2 Lanxide���ϲ��ϵ���������
Fig.2 Schematic illustration of Lanxide processing
1.2 ����
������ˮ��������ײ��ϵı����ܶȺͿ�϶��, ���õ¹�Zwick/Roell��˾��Z010�͵���������ѧ��������Բ��ϵ����㿹��ǿ��, ����x��Pert PRO��X���������ǶԲ��Ͻ����������, ������Sirion200��ɨ��羵��������������֯��������ò, ����Image-pro plus�����Ը��ϲ��ϵ��ຬ���Ϳ�϶�ʽ��з�����
2 ���������
2.1 ճ�����ѡ��
ճ���������ͺ�����ѡ���Լ����ս�Ĺ���, �Լ�������������ܺ���֬�������źܴ��Ӱ�졣 ��1����Ϊ4�ֲ�ͬ�Ļ�����֬����ͬ�����ͼ�����β����µij�������ǿ��, ����ճ���D�Ŀ���ǿ�����, ����ѵ�ѡ��
ͨ���ʵ�����ճ����ĺ������Ըı��������Ŀ�϶�ʡ� ���ǵ�ճ�������������ʱ, ����
��1 ��ͬճ����ij�������Ŀ�������
Table 1 Bending strength of SLS samples with different binders

�մɿ�����ȫճ������, �ײ����ֲ�����, �����������ǿ��̫�Ͷ������к�������; ����������ʱ, ��ʹ�������մɵ����������С, ����֬ȥ��ճ����Ĺ��������ײ������ѡ� �����ʴ� ���ε�ȱ��, �����ѡ��������ճ�Ӽ���
2.2 ̼���������϶�ʵ�Ӱ������
Ӱ��̼���������϶�ʵ�������Ҫ�������档 һ�Ƿ�ĩ����������, ��: ��װ�ܶ�Խ��, ���κ�������ܶ�Խ�� ������ЧӦ, �������������ܶ�qԽ��, ��ĩ���յ�����Խ��, �ս��¶ȸ�, ʹ�ս����ܶ�Խ�ߡ� ��Ӱ�����������ܶȵĹ��ղ�����Ҫ�Ǽ����W�� ɨ������v�� ɨ����D, ����֮��Ĺ�ϵ��ͨ����ϵʽ: q=W/Dv[13]������, �����ʵ��������ղ���, �ɵõ���ͬ�����ܶȵ�̼�������塣 ����, ������֬Ԥ���¶Ⱥͱ���ʱ��ҲӰ����������ܶ�, Ԥ���¶�Խ��, ����ʱ��Խ��, ��������ܶ�Խ��, ���ڿ�϶��Խ��[14]�� ������ЧӦ, �̷۶Է�ĩ����ѹ��, �����������ܶ�; ����, �����ս��ĩʱ, ��������Է�ĩ�г��ЧӦ, ���������������ܶȡ�
ͨ�����ղ����Ż���, �ڼ����Ϊ15W, ɨ������Ϊ2000mm/s, ɨ����Ϊ0.1mm, ���Ϊ0.1mmʱ, ��ˮ�����̼��������ı����ܶ�Ϊ1.32g/cm3, ��϶��Ϊ58.7%; ��֬Ԥ�պ�ı����ܶ�Ϊ1.41g/cm3, ��϶��Ϊ54.9%, ���ڿ�϶��Ϊ98.6%, ����ǿ��Ϊ0.91MPa��
2.3 ����ֱ����������
2.3.1 ���������¶Ⱥͱ���ʱ��
ʵ�����, �������¶ȵ���900��ʱ, ̼��������û�з�����������; �������¶�Խ��, ����ʱ��Խ��, ���ϵ��������ֵԽ��, ���ϵ����ܶ�Ҳ��֮����[15]�� ����, ���¶ȹ���ʱ, �ᵼ�´���Al�Ͻ�ӷ����˷ѡ�
2.3.2 Ԥ��������SiO2Ĥ������������Ӱ��
������̼���跴Ӧ���ɲ��ȶ��Ļ�����Al4C3��Al4SiC4, �����ֻ�������������е�ˮ�ּ�������Ӧ���ɴ�������������ۻ�����[16]�� Ԥ�������ɵ�SiO2Ĥ������Al������Ӧ��ֹ������Al4C3��Al4SiC4������, �����������Ľ���, �������������ڶ̡� ����, SiO2������淴Ӧ����������Si, ������Si�ܹ�������ʪ��[17-18], ���淴Ӧ�������ų��ķ�Ӧ��ʹ��Һ�ֲ����¶ȼ�������, �ٽ�����ʪ�ǦȵĽ���, ��������ʪ�ԡ� ����, SiԪ�صĴ����������������������ͨ��, �Ͻ���Һ����ͨ����Щ��ͨ����ԴԴ���Ϲ�Ӧ�������; ��ͨ��Խ��, �Ͻ���Һ�Ĺ�ӦԽ����, ��ҲԽ���ڽ���[19]�� ����, SiO2Ĥ�ɱ�����ϵİ�״����, �ٽ����ϵĹ⻬����, �Ӷ����Ӳ��ϵ����ܶ�[20]��
2.3.3 þ������������Ӱ��
�Ͻ���Mg�ĺ�����ϵͳ����ʪ���������ŷdz���Ҫ��Ӱ��, Mg����Ҫ���ñ�������������: һ�ǿ��Խ��������Ͻ�ı�������; ����Mg������ѹ�ϸ�, ���ƻ���Һ�����γ����ܵ�Al2O3����Ĥ, ��������ʱMg�ᷢ�����з�Ӧ:
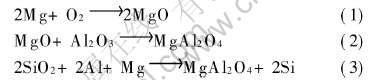
����������γ�MgO/MgAl2O4˫��ṹ�ı���Ĥ, Ȼ������MgAl2O4��Al�Ľ�ʴ�²��Ϸ�Ӧ�ܽ��γ����崫��ͨ��, ͨ��������������ǰ�ؽ���X�����������(ͼ3), ������������ǰ����Ҫ��MgAl2O4��SiC�������, ������������Al2O3�� Al��Si�������, ������������ǰ��MgAl2O4��Ĵ��ڡ� Nagelberg��[21]��ΪMgAl2O4������Կ���Mg���ӵ���ɢ, �������ڽ�����������, �γɷDZ����Բ��������ʹ��Ӧ��ֹ�� ����, ��Ӧ���ɵ�MgAl2O4�ܸ��ƻ�����մɿ����Ľ��ǿ��, �Ӷ����Ƹ��ϲ��ϵ���ѧ����; ������һ����Χ��, ����Mg���������Ӹ��ϲ��ϵ�������Ҳ��������[20]��
2.4 ����֯���Ͽ���ò
X������������������, ����������Ӧ���ϳɵ�SiC-Al2O3-Al���ϲ�����Ҫ��4����: SiC�� Al2O3�� Al��Si�ࡣ ɨ��羵�۲�����ͼ4��ʾ�� ���ɫ�ġ� ��Ƿ�����������ΪSiC, dz��ɫ��������Ϊ��Ӧ���ɵ�Al2O3, ��ɫ������Ϊ������, ��ɫ��Ϊ���� ����������Al2O3�մ��༰���������ά��ͨ����״�ṹ, ���⸴�ϲ����е�SiC������������ǰ��Ԥ�ճ���ά��ͨ����״�ṹ, �����γɶ�����ά��ͨ����״�ṹ�Բ��ϵ�������߷dz�����[11]�� ͨ��Image-pro plus������������ó�������������Ϊ: SiC 45.1%, Al2O3 32.7%, ������18.0%, ��϶��4.2%�� ֻ�������Ŀ�϶, �������������������ܶȸ�, ��϶������ԭ����Ҫ�����ڽ���������������������ǰ�����ıտס� ͨ����ˮ�����������ܶ�Ϊ3.1g/cm3��
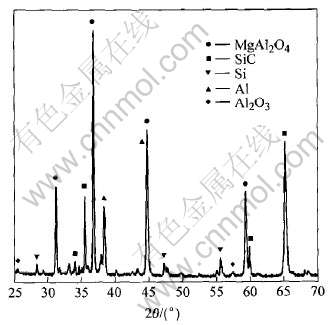
ͼ3 SiC-Al2O3-Al��������ǰ�ص�X����������
Fig.3 XRD pattern of SiC-Al2O3-Al composites on growth front
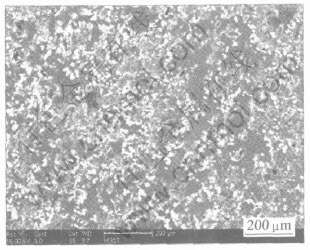
ͼ4 SiC-Al2O3-Al���ϲ��ϵ�SEM��
Fig.4 SEM image of SiC-Al2O3-Al composites
�Գߴ�Ϊ40mm��5mm��4mm�������������㿹��ʵ��, �俹��ǿ��Ϊ361.2MPa�� ͼ5��ʾΪ���ϲ��ϵĶϿ�ɨ���������Ƭ�� ��ͼ�ɼ�, SiC-Al2O3-Al���ϲ��ϵĶ��������봿�մɵĴ��Զ��Ѳ�ͬ, �Ͽ�������ڱȽ����Ե�����˺������, ����Ҫ��SiC-Al2O3-Al���ϲ����н��������������, ��˵��������Ը��ϲ��������������á� ����, ����Ľ������Ӱ�츴�ϲ��ϵĸ������ܡ� ͼ6��ʾΪ�Ƶõ��⾶Ϊ50.9mm, ��14.0mmС��Ҷ�������
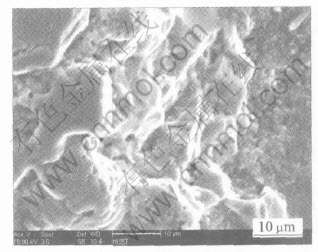
ͼ5 SiC-Al2O3-Al���ϲ��ϵĶϿ���òSEM��
Fig.5 SEM image of fracture surface of SiC-Al2O3-Al composites

ͼ6 SiC-Al2O3-Al���ϲ��ϵ������Ƭ
Fig.6 Photo of part made ofSiC-Al2O3-Al composites
3 ����
1) ��ѡ���Լ����սἼ���Ʊ�SiC�������ͽ���ֱ���������������ϵķ���, ����ֱ��������άͼ��, �ͳɱ��Ʊ������нϸ߳ߴ羫�ȵĸ�����״������� ���ڲ���Ҫģ��, �Ӷ���ʡ��ģ�������ĸ߳ɱ�; ����, �����˶��μӹ�, �˷���SiC-Al2O3-Al�մɻ����ϲ������Ի�е�ӹ���ȱ�㡣 ʵ�����Ʊ��ĸ��ϲ���, ���մ��ࡢ ���������ά����ṹ, SiC�� Al2O3�ͽ��������������ֱ�Ϊ45.1%�� 32.7%�� 18.0%, ��϶��Ϊ4.2%, ����ǿ��Ϊ361.2MPa��
2) ѡ���Լ����ս��Ԥ�������ղ���Ӱ��SiCԤ������ǿ�Ⱥ����ܶ�, ���ʵĹ��ղ������Ա�֤��������������ܶȺ���ĺ�����
3) ̼����Ԥ�������ɵ�SiO2Ĥ, �Լ��衢 þ�Ͻ�Ԫ���ܼӿ����Ͻ���̼����������������������, SiO2Ĥ�͵��ʹ��ܸ���SiC��Al2O3-Al�Ľ���, ��ֹ���ϲ��ϵķۻ���
REFERENCES
[1]Rosso M. Ceramic and metal matrix composites: Routes and properties[J]. Journal of Materials Processing Technology, 2006, 172(1): 364-375.
[2]Deckard C R. Method and Apparatus for Producing Parts by Selective Sintering[P]. US 4863538, 1989-09-05.
[3]Goodridge R D, Ohtsuki C, Kamitakahara M, et al. Fabrication of bioactive glass-ceramics by selective laser sintering[J]. Key Engineering Materials, 2006, 309-311: 289-292.
[4]Фǿΰ, �, ��־��. ѡ���Լ����սἼ���ķ�չ�ſ���չ��[J]. ��������ӹ�, 2005, 26(2): 8-12, 25.
XIAO Qiang-wei, YU Huan, XU Zhi-fen. Development overview and prospect of selective laser sintering[J]. Journal of International Metal Working, 2005, 26(2): 8-12, 25.
[5]Evans R S, Bourell D L, Beaman J J. Rapid manufacturing of silicon carbide composites[J]. Rapid Prototyping Journal, 2005, 11(1): 37-40.
[6]Newkirk M S. Novel Ceramic Materials and Methods of Making Same[P]. EP 0155831A2, 1985-03-15.
[7]Murthy V S R, Rao B S. Microstructural development in the directed melt oxidized (DIMOX) Al-Mg-Si alloys[J]. Journal of Materials Science, 1995, 30(12): 3091-3097.
[8]������, ��ձ�. Lanxide���ϼ����о���չ[J]. ������ҵ�ߵ�ר��ѧУѧ��, 2006, 16(1): 5-7.
ZHANG Ming-hai, YANG Gang-bin. Lanxide materials and its researching progression[J]. Journal of Luoyang Technology College, 2006, 16(1): 5-7.
[9]Guerazi M, Drew R A L. Microstructural evolution of silicon carbide/aluminum oxide composites processed by melt oxidation[J]. Journal of Materials Science, 1998, 33(2): 5081-5093.
[10]�Ծ���, ��־��. Lanxide�մɻ����ϲ��ϵ��о���չ[J]. ������ͨ��, 2002, 21(6): 46-52.
ZHAO Jing-zhong, JIN Zhi-hao. Progress in lanxide ceramic matrix composites[J]. Bulletin of the Chinese Ceramic Society, 2002, 21(6): 46-52.
[11]Sercombe T B, Schaffer G B. Rapid manufacturing of aluminum compoents[J]. Science, 2003, 301(29): 1225-1227.
[12]Michael K. Method of Making Metal Matrix Composite Bodies with Use of A Reactive Barrier[P]. US 005316069A, 1994-05-31.
[13]Nelson J, Vail K, Barlow W, et al. Selective laser sintering of polymer-coated silicon carbide powders[J]. Industrial and Engneering Chemistry Research, 1995, 34(5): 1641-1651.
[14]�����, Ҷ��, ��ѡ��. ������״SiCp/Al���ϲ���������Ʊ�������[J]. �й���ɫ����ѧ��, 2005, 15(11): 1722-1726.
REN Shu-bin, YE Bin, QU Xuan-hui. Preparation and properties of SiCp/Al composite parts with complex shape[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(11): 1722-1726.
[15]����, ��Ӫ, ���. ֱ�ӽ����������Ʊ�SiCp/Al2O3-Al���ϲ��ϵ����ṹ���������ص��о�[J]. �մ�ѧ��, 2004, 25(2): 93-97.
WANG Fen, LIN Ying, LUO Hong-jie. Study on the microstructure and process of SiCp/Al2O3-Al composites made by directed metal oxidation[J]. Journal of Ceramics. 2004, 25(2): 93-97.
[16]Sandeep K, Vikarm J. Degradation of Al2O3-SiC-Al composites prepared by the oxidative growth of Al-alloys into SiC particulate[J]. Journal of Materials Science, 1997, 32(17): 4719-4722.
[17]Pechcanul M I, Katz R N, Makhlouf M M. The role of silicon in wetting and pressureless infiltration of SiCp preforms by aluminum alloys[J]. Journal of Materials Science, 2000, 35(9): 2167-2173.
[18]Zulfia A, Hand R J. Role of Mg and Mg+Si as external dopants in production of pure Al-SiC metal matrix composites by pressureless infiltration[J]. Materials Science and Technology, 2000, 16(7-8): 867-872.
[19]Nagelberg A S. Observations on the role of Mg and Si in the directed oxidation of Al-Mg-Si alloys[J]. Journal of Materials Research, 1992, 7(2): 265-268.
[20]��Ӫ, ���, ����. SiO2��������DIMOX���Ʊ�SiCp/Al2O3-Al���ϲ����е����û���[J]. �����Ƽ���ѧѧ��, 2005, 23(4): 21-24, 32.
LIN Ying, YANG Hai-bo, WANG Fen. Function of SiO2 oxidation layer on SiCp/Al2O3-Al composites prepared by directed metal oxidation[J]. Journal of Shanxi University of Science & Technology, 2005, 23(4): 21-24, 32.
[21]Nagelberg A S, Antolin S. Formation of Al2O3/metal composites by the directed oxidation of molten aluminum-magnesium-silicon alloys[J]. Journal of American Ceramic Society, 1992, 75(2): 455-462.
������Ŀ: ����ʡ��Ȼ��ѧ������Ⱥ��������Ŀ(2004ABC001); ���ϴ�ѧ��ĩұ������ص�ʵ���ҿ��Ż���������Ŀ(200506123102A)
�ո�����: 2006-06-22; ������: 2006-09-22
ͨѶ����: ʷ����, ����; �绰: 027-87547042; ����: 027-87548581; E-mail: wenwuxu@126.com
[4]Фǿΰ, �, ��־��. ѡ���Լ����սἼ���ķ�չ�ſ���չ��[J]. ��������ӹ�, 2005, 26(2): 8-12, 25.
[6]Newkirk M S. Novel Ceramic Materials and Methods of Making Same[P]. EP 0155831A2, 1985-03-15.
[8]������, ��ձ�. Lanxide���ϼ����о���չ[J]. ������ҵ�ߵ�ר��ѧУѧ��, 2006, 16(1): 5-7.
[10]�Ծ���, ��־��. Lanxide�մɻ����ϲ��ϵ��о���չ[J]. ������ͨ��, 2002, 21(6): 46-52.
