
���±�ţ�1004-0609(2013)10-2817-08
Al2O3/Mo����ĩģѹ�����սἰ�䶯��ѧ
�� ��1��κ����2��������2���Ź���1�������1
(1. ���ϿƼ���ѧ ���Ͽ�ѧ�빤��ѧԺ������ 471003��
2. ���ϿƼ���ѧ ����ʡ��ĥ���Ϲ��̼����о����ģ����� 471003)
ժ Ҫ��
ժ Ҫ����Mo��Al2O3/Mo����ĩ����ģѹ���Σ��о���Mo��Al2O3/Moѹ����1 700~2 000 ���¶ȷ�Χ�ڵĵ����ս���̣�������ս�ģ�ͷ��������ս�����еĶ���ѧ������SEM��TEM�������ϲ��ϵ�����֯�����������ѹ���ܶ���Al2O3�ļ������йأ������ս�ʱAl2O3/Mo���ϲ��ϵ����ܶȸ��ڴ�Mo�����ܶȣ���Al2O3/Mo���ϲ����ս�����У��ս���Ƽ��������ɢ���о�����ɢ��������Al2O3���������ӣ�������ɢ�������ԣ���Mo��Al2O3�������Ϊ5%��10%��15% Al2O3/Mo���ϲ��ϵ��սἤ���ֱܷ�Ϊ254.24��234.04��221.40��164.37 kJ/mol��Al2O3�ļ���ɴٽ������ľ��Ȼ�����֯��ϸ����
�ؼ��ʣ�
Al2O3��Mo������ĩ���ս�������ѧ����������
��ͼ����ţ�TG 344.1��TF 125.3 �� �� ���ױ�־�룺A
Sintering and kinetics of Al2O3/Mo nanometer powders by molding formation
CHEN Chuang1, WEI Shi-zhong2, XU Liu-jie2, ZHANG Guo-shang1, LI Ji-wen1
(1. College of Materials Science and Engineering, Henan University of Science and Technology, Luoyang 471003, China;
2. Henan Engineering Research Center for Wear of Materials, Henan University of Science and Technology, Luoyang 471003, China)
Abstract: By molding formation, the isothermal sintering processes of pure Mo and Al2O3/Mo green compact were investigated in the temperature range of 1 700-2 000 ��. And combined with sintering model, the sintering kinetics was studied. The microstructures of the composites were analyzed by SEM and TEM. The results show that the green compact density and the adding amount of Al2O3 are related, and the composite density is higher than that of pure Mo in high temperature sintering process. During Al2O3/Mo composite sintering process, the sintering mechanism is proved to contain volume diffusion and grain boundary diffusion, and with the increase of Al2O3 content, the latter trend is obvious. The sintering activation energies of pure Mo and Al2O3 composites with volume fractions of 5%, 10% and 15% are 254.24, 234.04, 221.40 and 164.37 kJ/mol, respectively. The addition of Al2O3 can promote the uniformity and refining for the grains.
Key words: Al2O3; Mo; nanometer powder; sintering; kinetics; activation energy
����һ�����۽���������ǿ�Ⱥ�Ӳ�ȸߡ�����ʴ�����ȵ������ܺõ��ص�[1]����������ϼ������µ�Al2O3�մ�Ӳ�ʿ����Ƶõ�Al2O3/Mo���ϲ��ϣ��ۺ���������Al2O3��ǿ����Ե��ŵ㣬����Ϊ������ĥ�ṹ����ʹ��[2-4]��Ŀǰ�����������Ͻ��Ʒ���÷�ĩұ������������ͨ����еѹ�ƺͺ�����ս���������ܶȸߡ��۽ṹ����IJ�Ʒ���ս��Ƿ�ĩұ��Ĺؼ����Բ��Ϻ���Ʒ���������ž����Ե�Ӱ�졣�ܶ�ѧ�߶��ս���̵ij��ڡ����ڼ�ĩ�ڵĶ���ѧ���ս���ƽ������о�[5]�����������ս�ģ�͡������սᶯ��ѧģ�ͺͰ�������˹(Arrhenius)��ʽ�ɼ�����սἤ���ܡ�
20����60����������й��ڴ�Mo��1 450 ���ս���о�����������MAJUMDAR��[6]�о��˷�ĩ�����ߴ��ѹ��ѹ����Moǿ�����õ�Ӱ�죻����Mo��Al2O3/Mo����ĩ��еѹ�Ƴ��ͼ�ѹ���ڲ�ͬ�¶��µ����ս�Ķ���ѧ�о����б�����Ϊ�ˣ����������о�Mo��Al2O3/Mo���ϲ����ڳ�ѹ�µ��ս���ƺͶ���ѧ���ɣ������ڴ��������о��Ͳ����������ս�����е����ܻ�������
1 ʵ��
ʵ��������Mo�ۺ�Al2O3/Mo��Ϸ�ĩ������ ��-���������������λ�ԭ���Ƶã�Mo�ۿ����ߴ���500 nm���ң�Al2O3����ƽ���ߴ�ԼΪ65 nm����Ϸ�ĩ�ɷ־��ȣ������������ž�����������ѹ������ѹģ�Է�ĩ����ģѹ���Σ���300 MPaѹ�����±�ѹ5 min���õ�ֱ��Ϊ20 mm���߶�Ϊ7 mm��Բ��״ѹ������ѹ��������ո�Ӧ����¯�У�����ǰ�ȳ�¯�����Ϊ15 Pa��Ȼ��ͨ��������������սᣬ�������Ϊ1.2 m3/h��ѹ��Ϊ1.013��105 Pa�������������ߣ���ѹ���ֱ����1 700��1 800��1 900��2 000 ������սᣬ�սᱣ��ʱ��ֱ�Ϊ30��60��90�� 120 min��Ȼ���������������3 m3/h��ʹ����������ȴ�����£��õ���Mo��Al2O3�������Ϊ5%��10%��15%�ĸ��ϲ�������(���о��к����������������ʾ)��
����GB 3850��83�������ս����������Ӳ�ʺϽ��ܶȲⶨ������[7]�й涨����ˮ������ѹ�����ս�����ܶȣ���������������£��Ȳⶨ�����ڿ����е��������ٲⶨ����������ˮ�е�������Ӧ�ð�����ԭ������������ܶȡ���ʵ��������ܶȵļ���Ϊѹ�����ս�����ܶ���ͬһ�ɷֵĸ��ϲ��ϵ������ܶ�֮�ȡ�����Al2O3/Mo֮������ý������ɲ��üӺͷ����������ܶȣ��ݴ˼����Al2O3�������Ϊ5%��10%��15%�ĸ��ϲ��������ܶȷֱ�Ϊ9.89��9.58��9.27 g/cm3����ǧ�ֳ߶�β�����ƽ��ֵ�ķ�������ս�ǰ�������ijߴ磬����������������ʡ�����ʵ�����ݣ������սᶯ��ѧ���̣�����ϰ�������˹��ʽ�����սἤ���ܡ�Ӧ��JSM-5610LVɨ��羵��JEM-2100�߷ֱ���羵�۲��ս��������֯��
2 ���������
2.1 ѹ���ܶ���Al2O3�����Ĺ�ϵ
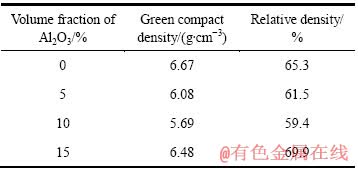
����ͬѹ�������£�ѹ���ܶ���Al2O3�����������Ƚ��ͺ����ߣ����1���С�ѹ�����ܶ����������������������Ϸ�ĩ��Mo�ۺ�Al2O3��ĩ�������������ߴ�����ϴ�����Al2O3�����ı仯�����������Ӱ�����õIJ�ͬ�����ѹ���ܶ��Ƚ��������ߵ�ԭ��Al2O3�������Ϊ0ʱ����Mo��ѹ���ܶ�Ϊ6.67 g/cm3������Al2O3����ȵ�����ѹ���������٣�����仯�����ԣ����ܶȱ�С����Al2O3��������ﵽ15%ʱ����С�ߴ��Al2O3�����ѽ�Mo������Ŀ�϶���������ߴ��Mo�������٣�����������С��Ϊ��ҪӰ�����أ���ʱѹ���ܶȱ��
��1 ѹ���ܶ�
Table 1 Green compact density
2.2 Al2O3�������ս��¶ȶ��ս����ܶȵ�Ӱ��
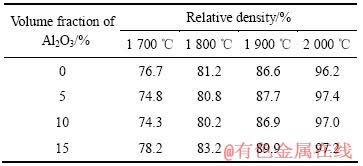
ʵ����������2 000 ���ս��ұ���120 minʱ����Mo�ս��������ܶ�Ϊ96.2%������Al2O3�ļ��룬���ϲ��ϵ�����ܶ��������ӣ���Al2O3������Ϊ5%(�������)ʱ���ս������ܻ��̶Ƚϸߡ�����(2 000 ��)�ս�ʱ��Al2O3�������ս����ܶ�Ӱ���С���ϵ��¶�(1 700 ��)�ս�ʱ��Al2O3�������ս����ܶ�Ӱ�����ԣ����2���С�����������ս���̵ĵ��½Σ�Al2O3�ĺ������ս�����Ӱ�����ԣ������ս������ܻ��̶Ȳ�ͬ���Ľ����
���ս��¶ȵ���1 800 ��ʱ����Mo���ܶȸ���Al2O3����Ϊ5%��10%���ϲ��ϵ��ܶȣ�������Al2O3����Ϊ15%�ĸ��ϲ��ϵ��ܶȣ�����ѹ���ս����ܻ������йء�����ѹ���ܶȵͣ����д��ڴ�����϶�����ֹ�̬ͨ���ս�����У�����֮��Ŀ�϶���ž������γ��볤�������룬�ھ���δ��ȫ�պ�֮ǰ���ɴ�Mo�����ݳ���Mo�ۿ���ԭʼ��С�IJ���ᵼ�� ��ϸ�����ٽᾧ��ͬ��������Ϊϸ�����ȴ�����Ƚᾧ���������ž۵�ϸ�����еĿ�϶������ȫ�ų��������ھ����ڲ������ս��¶ȸ���1 700 ��ʱ����϶���ϲ�����϶����ռ�ݾ������������ ����ǰ�߿��Է����ս�������ܻ����������ܷ������ܻ����γɱտ�϶[8]�����ս��¶ȵ���1 800 ��ʱ����Mo�����ϴ������ȷֲ����ȣ���϶������뾧������ߴ���������Mo�������ܻ���������Al2O3����Ϊ5%��10%�ĸ��ϲ��ϣ�����Mo��Al2O3�����ߴ����ϴ�ʹ���ֿ�϶�պ��ھ����ڣ�������Mo�������ܻ��̶ȡ��ս��¶Ƚϸ�ʱ�����ϲ����п����ߴ��Ӱ�������ԣ�����СAl2O3�����ĸ��ϲ������ܻ����ʽϿ죬���������ս����ʱ����Mo�����ܶȵ��ڸ��ϲ��ϵ����ܶȡ������������ս������ܻ��̶ȵķ�ӳ���ӱ�3�ɿ����������������ս��¶Ⱥ��ս�ʱ���йأ����ս��¶ȵ����ô����ս�ʱ������á���������[9]�й���Mo�����ܻ������У�����¶ȵ�����Զ�����ӳ�����ʱ������ý���һ�¡�
��2 �ս�ʱ��Ϊ120 minʱ�ս��¶Ⱥ�Al2O3����������ܶȵ�Ӱ��
Table 2 Effect of sintering temperature and volume fraction of Al2O3 on relative density at sintering time of 120 min
2.3 Mo��Al2O3/Mo��ĩģѹ�����սᶯ��ѧ
��������������ѧ�߶��ս����۽����������о��������ս����������δ�γ�ͳһ����ʶ�������ս�ģ�͵��о������Ƕ��������ս����۵���Ч;����ͨ�������ս�ģ�ͣ�������ѧ�������������Ƶ�����ȷ�������ս����������Ǩ�ƻ���[10]����һ���¶��£��սᶯ��ѧ����ͨʽ[11]Ϊ
 (1)
(1)
����ѧ�仯�ɵã�
 (2)
(2)
ʽ�У� Ϊ��������������ʣ�A(T)Ϊ���ս��¶��йص�ʵ�鳣����tΪ�ս�ʱ��(����ʱ��)��nΪ�ս�����ָ��������nֵ�����ж��ս�����е�����Ǩ�ƻ��ơ�
Ϊ��������������ʣ�A(T)Ϊ���ս��¶��йص�ʵ�鳣����tΪ�ս�ʱ��(����ʱ��)��nΪ�ս�����ָ��������nֵ�����ж��ս�����е�����Ǩ�ƻ��ơ�
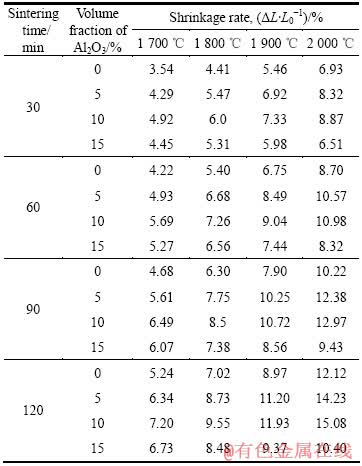
��ѹ���սᶯ��ѧʵ��ɵó���������������Al2O3�������ս��¶Ⱥͱ���ʱ��Ĺ�ϵ��������3���С��ɱ�3�е����ݾ�������ϴ����ɵõ��ս���������ѧֱ�ߣ���ͼ1������ͼ1��ֱ�ߵ�б�ʿ�����սᶯ��ѧ����ָ��n�����4���С�
��3 ����������Al2O3����������ս��¶Ⱥͱ���ʱ��� ��ϵ
Table 3 Relationships among shrinkage rate and volume fraction of Al2O3, sintering temperature and sintering time
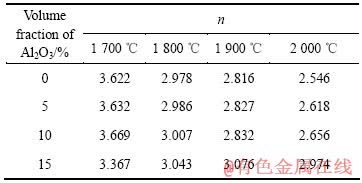
�ӱ�4���Կ������ڸ��½�����Al2O3���������ӣ����ϲ����սᶯ��ѧ����ָ��n������Al2O3�������Ϊ15%ʱn������3��ͬһ�ֳɷֵĸ��ϲ��ϣ�����ѧ����ָ�����ս��¶ȵ������������͡���n��ƽ��ֵ�����������ֱ仯���ƣ���Mo�Ķ���ѧ����ָ��n��ƽ��ֵΪ2.78��Al2O3�������Ϊ5%�ĸ��ϲ��ϵ�nֵΪ2.81��Al2O3�������Ϊ10%�ĸ��ϲ��ϵ�nֵΪ2.83���������Ϊ15%�ĸ��ϲ���n��ƽ��ֵΪ3.03������ѧ����ָ����ӳ���ս���������ʵ���ҪǨ�ƻ��ƣ���n=2.5ʱ�������ɢΪ��ҪǨ�ƻ��ƣ���n=3ʱ��������ɢΪ��ҪǨ�ƻ���[12]��������������ָ��֮�����ֵ��˵���ս���������ֻ��ƹ�ͬ�����á���ˣ���Mo�ĸ����ս����Ϊ�����ɢ�;�����ɢ������Al2O3������������ӣ����ϲ����սᶯ��ѧ����ָ����2.81���ӵ�3.03��˵�����ϲ��ϸ����ս�����У�������ɢ�������ԣ�����Ǩ�ƻ����������ɢ�;�����ɢ��ͬ������ת�䵽�Ծ�����ɢΪ����
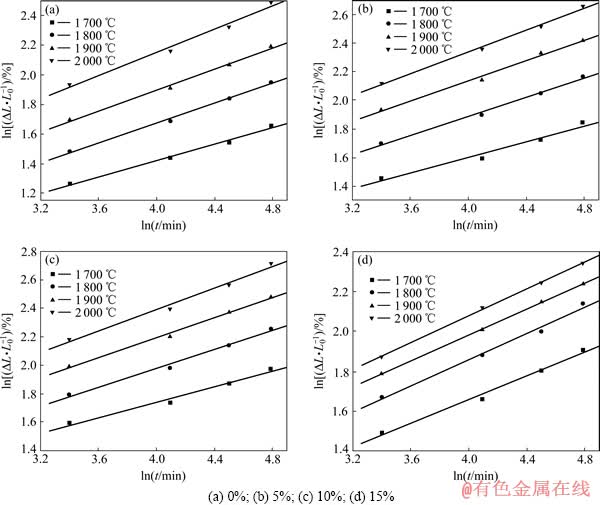
ͼ1 ��ͬAl2O3����������ϲ��ϵ��սᶯ��ѧֱ��
Fig. 1 Sintering kinetics lines of composite materials with different volume fractions of Al2O3
��4 ���ϲ����սᶯ��ѧ����(1)��ָ��nֵ
Table 4 Values of exponent n in Eq.(1) of composite materials
2.4 �սἤ����
ͨ���о������ܿ��ж��ս�����е��������ͻ��ƣ�Ϊ�ƶ��������սṤ���ṩ�������ݡ����ֶ���ѧģ��ʽ���������������սἤ���ܣ���Ҫͨ�������ս������ս�ʵ����ʵ��[13-14]�����ð�������˹��ʽ���Իع���Ϸ���ȷ���սἤ������һ����Ч�ķ������÷�������һЩ�մɲ��ϵļ����ܼ��㷽��õ��ɹ������ã��紿Al2O3�����Al2O3[15-16]������[17]�������[18]�������ȱ�[19]����������˹��ʽ��ʾ��Ӧ����ϵ��K���ս��¶�T�Ĺ�ϵ������
 (3)
(3)
ʽ�У�QΪ�սἤ���ܣ�TΪ����ѧ�¶ȣ�RΪĦ�����峣����ȡֵ8.314 J/(mol��K)��BΪʵ�鳣����
��ʽ(3)����ȡ�������ɵã�
 (4)
(4)
ʽ�У�ln t��1/T�����Թ�ϵ��Q/RΪֱ�ߵ�б�ʣ�����ֱ��б�ʾͿ�������սἤ����Q����ͼ1��ʾ�Ķ���ѧֱ���У���������ln(��L/L0)Ϊ��ֵ���ɷֱ�õ�4�ֲ���ln t��T��ֵ������ʵ�����ݣ���ln tΪ�����꣬1/TΪ�������ͼ���ɵõ���Mo��Al2O3�������Ϊ5%��10%��15%���ϲ���ln t��1/T�Ĺ�ϵ����ͼ2��ʾ��
��ͼ2�п��Կ�������1 700~2 000 ���¶ȷ�Χ�ڣ�ʵ�����Ƴ����Թ�ϵ����һԪ���Իع鴦���ɵõ����ֱ�߷��̷ֱ����£�
���ڴ�Mo��
 (5)
(5)
����5% Al2O3/Mo��
 (6)
(6)
����10% Al2O3/Mo��
 (7)
(7)
����15% Al2O3/Mo��
 (8)
(8)
Ӧ�ð�������˹��ʽ�ɼ������Mo��Al2O3�������Ϊ5%��10%��15%�ĸ��ϲ��ϵ��սἤ���ֱܷ�Ϊ254.24��234.04��221.40��164.37 kJ/mol�����Կ���������Al2O3���������ӣ����ϵ��սἤ�����н��͵����ơ���ʵ�����õĻ�Ϸ�ĩ�У�Mo��Al2O3���ֿ����ߴ����ϴ����Ž�С�ߴ��Al2O3���������ӣ�ѹ���п����Ӵ��������γɸ���ı߽磬�ڸ��ϲ����ս�����������γ��ȶ��ľ��磬�����ھ�����ɢ�Ľ��С���Mo���սἤ���ܽϸ�����Ϊ������ս�����������ɢΪ��������Al2O3������������Ӻ��ս��¶ȵ����ߣ��������֮��ľ��벻�ϼ�С�����������ܻ����߽�������ӣ��ս���������ת��Ϊ�Ծ�����ɢΪ��������սἤ�����������͡�ʵ����Ҳ��֤�˶���ѧ����Ϊ�����ɢ�����ܸ��ھ�����ɢ�����ܵĹ۵�[10]�����ڼ����ܽϵͣ���ͼ1�п������Կ���15%Al2O3/Mo���ϲ��Ͼ��н�ǿ�����ܻ�������
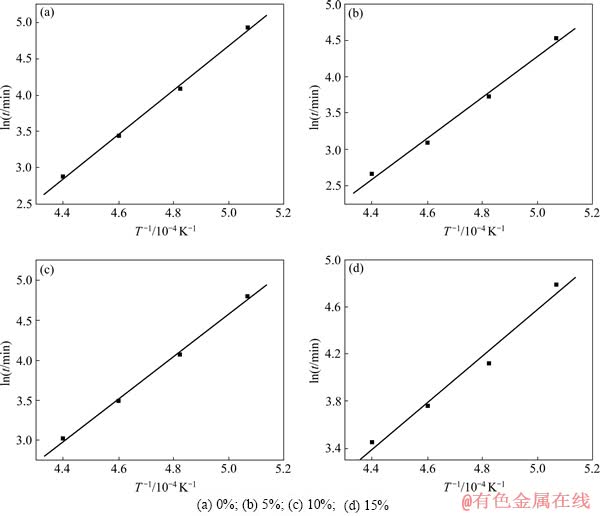
ͼ2 ��ͬAl2O3��������ĸ��ϲ���ln t��1/T�Ĺ�ϵ
Fig. 2 Relationship between ln t and 1/T of composite materials with different volume fractions of Al2O3
2.5 ���ϲ��ϵ������
ͼ3��ʾΪAl2O3�������Ϊ10%�ĸ��ϲ�����Mo��Al2O3����ĸ߷ֱ�TEM��������ߵ�ͼ��
ͼ4��ʾΪAl2O3�������Ϊ10%�ĸ��ϲ�����羵(TEM)�µ���������ͼ����ͼ4������ͼ3(a)�к�ɫ����ΪMo���壬��ɫ����ΪAl2O3����ͼ3(a)�߷ֱ�����Կ�����Al2O3���������״̬���ã�����ɾ�����Ⱦ��ƽ�����ҳ�ֱ��״��Ϊ��һ����֤��ṹ���Ը��ϲ��ϵĽ���������羵��������������õ���ͼ3(b)��ʾ������ߵ㡣����ṹ�й�����������ߵ㣬���ó���-У�˷��궨���仨�������У�����Mo(000,  ,
,  ,
,  )Ϊ���������ṹ����ǿ���-Al2O3(000,
)Ϊ���������ṹ����ǿ���-Al2O3(000,  , 110, 012)Ϊ������ϵ��
, 110, 012)Ϊ������ϵ��
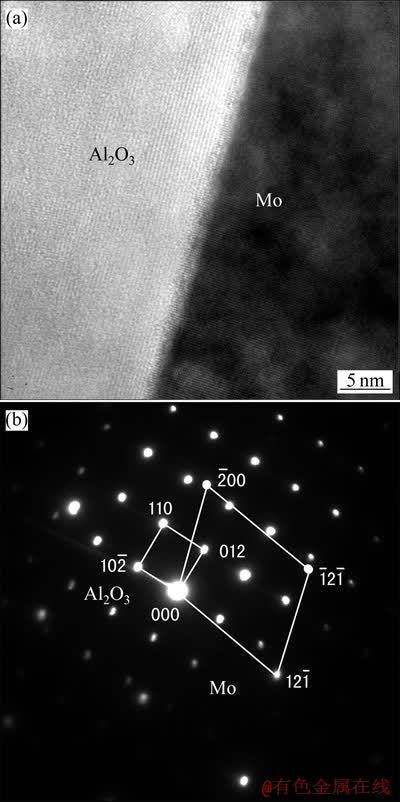
ͼ3 ���ϲ�����Mo��Al2O3����TEM������ߵ�ͼ
Fig. 3 TEM image of Mo/Al2O3 interface and diffraction pattern in composite
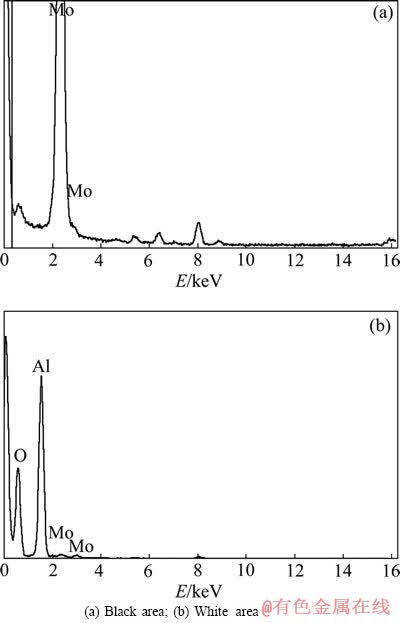
ͼ4 ���ϲ��ϵ�EDS��
Fig. 4 EDS patterns of composite
2.6 Al2O3���ս�����е�����
Al2O3�ļ���ʹ�ø��ϲ��ϵ��սἤ���ܽ��ͣ������ս�ʱ���ϲ����ս�������ܶȽϴ�Mo�ĸߣ�ͬʱ������ս���ԣ�һ���̶����ٽ��ս�����á���ǿ��Al2O3�������Mo֮������ý�����ѹ���гߴ��С��Al2O3����ƫ����Mo����֮�䣬�γ�һ������㡱��Ϊ����Mo������Ǩ���ṩͨ�����Ӷ�����ԭ����ɢ���ٽ��ս���С��ڱ�ʵ���м�������Al2O3�����ٽ��ս�����ã�������һ������� �������ս�ʱ��Al2O3�ļ��������ս�Ĵٽ����ò��
ͼ5��ʾΪ��Mo��Al2O3/Mo���ϲ��ϵ�����֯����ͼ5�пɿ������ս�����Mo��Al2O3�����ߴ�����ڷ�����������Ե�����Mo�ս������н϶�����ף����ϲ����ս����������٣�Al2O3��Ϊ��ǿ����Ҫ�ֲ��ڻ�����Mo�ľ��紦���ٲ���Al2O3�����ھ��ڣ���ߴ�Ⱦ��紦��Al2O3С����Mo�ս��徧���ִ�����Al2O3����������ӣ����ϲ��Ͼ�����ϸ�������������ս�ʱ���ȷֲ���Al2O3������Mo�����ж������ã��谭�˾����ij��������ڵõ�����ϸС���Ⱦ����ĸ��ϲ��ϣ�ʵ����Ҳ֤����Al2O3�ļ����ϸ��Mo�����������ԡ�
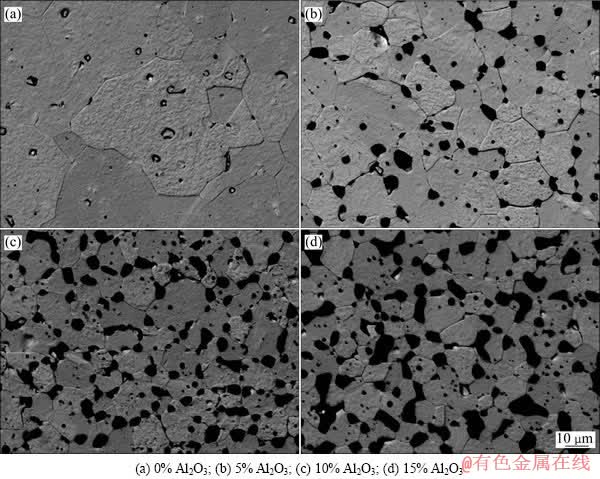
ͼ5 ��Mo�ͺ�Al2O3��ͬ�������Al2O3/Mo���ϲ��ϵ�����֯
Fig. 5 Microstructures of pure Mo and Al2O3/Mo composite materials
3 ����
1) ѹ���ܶ�����Al2O3�����������Ƚ��ͺ����ߡ������ս��壬�ս��¶Ƚϵ�ʱ��Al2O3���������ܶ�Ӱ�����ԣ��ս��¶Ƚϸ�ʱ��Al2O3/Mo���ϲ��ϵ����ܻ����ʽϿ죬�ս����ʱ���ϲ��ϵ����ܶȸ��ڴ�Mo�����ܶȣ��ս��¶ȶԲ������ܶȵ�Ӱ����ڱ���ʱ���Ӱ�졣
2) Mo�ij�ѹ�ս���Ƽ��������ɢҲ�о�����ɢ������Al2O3���������ӣ���Al2O3/Mo���ϲ��ϸ����ս�����У�����Ǩ�ƻ����������ɢ�;�����ɢ��ͬ���ã���ת��Ϊ�Ծ�����ɢΪ����
3) ͨ��1 700~2 000 ��ĵ����ս�ȷ���˴�Mo��5%Al2O3/Mo��10%Al2O3/Mo��15%Al2O3/Mo���ϲ��ϵ��սἤ���ֱܷ�Ϊ254.24��234.04��221.40��164.37 kJ/mol��
4) Al2O3�ļ����ܽ����ϲ��ϵ��սἤ���ܲ���߲��ϵ����ܶȣ��ٽ��ս�����á�ͬʱ������Al2O3������������ӣ����ϲ��Ͼ�����ϸ���;��Ȼ����ս�������������������١�
REFERENCES
[1] ������, Ԭ����, ���п�, ֣ ��, ������, �� ��, �� ��. �⼰��Ͻ��о���Ӧ�ý�չ[J]. ϡ�н����챨, 2006, 25(12): 1-7.
WANG Dong-hui, YUAN Xiao-bo, LI Zhong-kui, ZHENG Xin, ZHANG Liang-jun, ZHANG Qing, BAI Run. Research and application progress of Mo and Mo alloys[J]. Rare Metals, 2006, 25(12): 1-7.
[2] NAWA M, SEKINO T, NIIHARA K. Fabrication and mechanical behaviour of Al2O3/Mo nano-composites[J]. Journal of Materials Science, 1994, 29(12): 3185-3192.
[3] SBAIZERO O, PEZZOTTI G, NISHIDA T. Fracture energy and R-curve behavior of Mo /Al2O3 composites[J]. Acta Mater, 1998, 46(2): 681-687.
[4] ���, �� ��, ������, �� ��. Mo/Al2O3���ϲ��ϵ���ĥ��[J]. Ħ��ѧ��, 2009, 29(5): 442-446.
YU Da-jiang, CHANG Chun, LIU Jun-tao, JIANG Jiang. Wear resistance of Mo/Al2O3 composites[J]. Tribology, 2009, 29(5): 442-446.
[5] ������. ��ĩ�ս�����[M]. ����: ұ��ҵ������, 1998: 1-10.
GUO Shi-ju. Powder sintering theory[M]. Beijing: Metallurgical Industry Press, 1998: 1-10.
[6] MAJUMDAR S, RAVEENDRA S, SAMAJDAR I, BHARGAVA P, SHARMA I G. Densification and grain growth during isothermal sintering of Mo and mechanically alloyed Mo-TZM[J]. Acta Materialia, 2009, 57: 4158-4168.
[7] GBT 3850��1983. �����ս����������Ӳ�ʺϽ��ܶȲⶨ����[S].
GBT 3850��1983. Impermeable sintered metal materials and hardmetals determination of density[S].
[8] ������. ��ĩұ��ѧ[M]. ����: ұ��ҵ������, 1997: 188-214.
WANG Pan-xin. Powder metallurgy[M]. Beijing: Metallurgical Industry Press, 1997: 188-214.
[9] �� ��, ������, ׯ ��, ������, �ų���, ������. �����ս�����о�[J]. �й���ҵ, 2011, 35(6): 53-56.
ZHAO Hu, YANG Qin-li, ZHUANG Fei, LIU Ren-zhi, ZHANG Chang-le, LIU Jun-huai. Research on sintering process of pure molybdenum[J]. China Molybdenum Industry, 2011, 35(6): 53-56.
[10] ������. ��ĩұ��ԭ��[M]. ����: ұ��ҵ������, 2004: 265-338.
HUANG Pei-yun. The principle of powder metallurgy[M]. Beijing: Metallurgical Industry Press, 2004: 265-287.
[11] ����ɭ, �����, �Ž���, �� ��, �� ��. ��̼̼�����սἰ�䶯��ѧ[J]. �й���ɫ����ѧ��, 2000, 10(1): 37-42.
WANG Ling-sen, YANG Yi-bin, ZHANG Jin-sheng, FAN Yi, WU Fang. Activated sintering of carbon doped boron carbide and its kinetics[J]. Chinese Journal of nonferrous metals, 2000, 10(1): 37-42.
[12] LANGE R G, MUNIR Z A, HOLT J B. Sintering kinetics of pure and doped boron carbide[J]. Mater Sci Res, 1989, 13: 311-321.
[13] MATSUI K, MATSUMOTO A, UEHARA M, ENOMOTO N, HOJO J. Sintering kinetics at isothermal shrinkage: Effect of specific surface area on the initial sintering stage of fine zirconia powder[J]. J Am Ceram Soc, 2007, 90: 44-49.
[14] MAQUEDA P, LUIS P M, JOSE M C, CONCEPCION R. Kinetics of the initial stage of sintering from shrinkage data: Simultaneous determination of activation energy and kinetic model from a single nonisothermal experiment[J]. J Am Ceram Soc, 2002, 85: 763-768.
[15] SATO E, CARRY C. Effect of powder granulometry and pretreatment on sintering behavior of submicron-grained- alumina[J]. J Eur Ceram Soc, 1995, 15: 9-16.
[16] FANG T T, SHIUE J T, SHIAU F S. On the evaluation of the activation energy of sintering[J]. Mater Chem Phys, 2003, 80: 108-113.
[17] HIRAI S, SHIMAKAGE K, SAITOU Y. Synthesis and sintering of cerium sulfide powders[J]. J Am Ceram Soc, 1998, 81: 145-151.
[18] GUILLAUME B G, CHRISTIAN G. Apparent activation energy for the densification of a commercially available granulated zirconia powder[J]. J Am Ceram Soc, 2007, 90: 1246-1250.
[19] LEE W J, FANG T T. Effect of the strontium: Barium ratio and atmosphere on the sintering behavior of strontium barium niobate[J]. J Am Ceram Soc, 1998, 81: 300-304.
(�༭ ����Ƽ)
������Ŀ��������Ȼ��ѧ����������Ŀ(50972039)
�ո����ڣ�2012-12-06�������ڣ�2013-08-09
ͨ�����ߣ�κ���ң����ڣ���ʿ���绰��0379-64279731��E-mail: wsz@mail.haust.edu.cn
[4] ���, �� ��, ������, �� ��. Mo/Al2O3���ϲ��ϵ���ĥ��[J]. Ħ��ѧ��, 2009, 29(5): 442-446.
[5] ������. ��ĩ�ս�����[M]. ����: ұ��ҵ������, 1998: 1-10.
GUO Shi-ju. Powder sintering theory[M]. Beijing: Metallurgical Industry Press, 1998: 1-10.
[7] GBT 3850��1983. �����ս����������Ӳ�ʺϽ��ܶȲⶨ����[S].
GBT 3850��1983. Impermeable sintered metal materials and hardmetals determination of density[S].
[8] ������. ��ĩұ��ѧ[M]. ����: ұ��ҵ������, 1997: 188-214.
WANG Pan-xin. Powder metallurgy[M]. Beijing: Metallurgical Industry Press, 1997: 188-214.
[9] �� ��, ������, ׯ ��, ������, �ų���, ������. �����ս�����о�[J]. �й���ҵ, 2011, 35(6): 53-56.
[10] ������. ��ĩұ��ԭ��[M]. ����: ұ��ҵ������, 2004: 265-338.
[11] ����ɭ, �����, �Ž���, �� ��, �� ��. ��̼̼�����սἰ�䶯��ѧ[J]. �й���ɫ����ѧ��, 2000, 10(1): 37-42.
