
DOI: 10.11817/j.issn.1672-7207.2017.02.016
���ʹ����߳��ͻ�����������ϵͳ
�����գ��¶�������Ԫ��л����
(���ϴ�ѧ ��Ϣ��ѧ�빤��ѧԺ������ ��ɳ��410083)
ժ Ҫ��
���ͻ��ž����������������ȶ������߲����ȵ����⣬��ƴ��ʹ����߳��ͻ��ķž���������ϵͳ�������÷ž���������ϵͳ����ѧģ�ͣ��������Կ��ſ��Ƽ���������������������ƣ�����������ڲ�ֽ����㷨���Կ��ſ����������Ż��������о��������������Ƶķž������Կ��ſ������ȴ�ͳ��PID���������и��õ�³���ԺͿ������ԣ�������Ӧ���ʹ����߳��ͻ����������ơ�
�ؼ��ʣ�
���ʹ����߳��ͻ�����������ϵͳ���Կ��ſ�������ֽ����㷨��
��ͼ����ţ�TP273 ���ױ�־�룺A ���±�ţ�1672-7207(2017)02-0381-08
Unwinding tension control system of conveyor belt former
WANG Yalin, CHEN Dongdong, DENG Yuan, XIE Yongfang
(School of Information Science and Engineering, Central South University, Changsha 410083, China)
Abstract: A structure and control strategy in the unwinding tension control system of conveyor belt former was studied to enhance the tension stability and the uniformity of cords. A model of unwinding system was established according to the designed structure. And according to the model, the active disturbance rejection controll techique was used to design the tension controller, and then differential evolution algorithm was presented for tuning the parameters of the controller automatically. The results show that the proposed active disturbance rejection controller has better internal robustness and interference immunity than traditional PID controller in tension controll.
Key words: conveyor belt former; tension control system; active disturbance rejection control; differential evolution algorithm
�ڴ��ʹ����������У����ö����������豸�DZ�֤���������ȶ������߾��ȵ���Ҫ�ֶΡ��������������ȶ������߲����ȣ����ܹ�ͬ�е����������ʹ�ǿ�ȵͣ���˺�����ܲ�[1]��Ŀǰ�����ڴ��ʹ�������ҵ��Ҫ���õĿ��Ʒ�ʽΪ���վ����ĵ綯�������վ���Ͳǣ����˿�������зž����վ����ƣ��ž������ôŷ��ƶ��������ž���Ͳ�����أ�ʹ����������һ��������ͬʱ���վ���Ͳ���������߲�ʵ�������������ߡ����ַ�ʽδ������������һ������·ž���Ȧ�뾶�仯������������Ҳ��֮�仯����������⣬���߹�������������ǶȲ��ϸı�ʹ���ܵ��ļ�ѹ��Ħ�����Ȳ����ȣ�Ҳ�ᵼ�������������ȶ�[2]��Ϊ�˽�������������ƴ��ڵ����⣬��������һЩ������Ʒ��������������еõ��˹㷺Ӧ�á�����ΰ[3]����˻��������������������������ʤ��[4]��ģ������Ӧ�õ���ά�������������У�ʷ͢��[5]Ӧ��³������ʵ���˰�ӡ���ٶ��������Ľ�����ǣ���Щ���Ʒ�������Ҫ��Ϊ��ѡ��Ȩ�������߱���߱������ƵĿ��ƹ�����ܵõ��ϺõĿ���Ч�������⣬���ʹ����߳��ͻ��ž���������ϵͳ��һ����̬���̸��ӡ�ʱ�䡢�����Ե�ϵͳ�����Ҹ������ض࣬�����Ѷȴ���ˣ�������һ�����нϺ��ڲ�³���ԺͿ������ԵĿ�����Ҳ�Ǵ��ʹ����ͻ������������������⡣�Կ��ſ��Ƽ����Ǻ�����[6-7]���PID�������IJ���������һ�ֹ��Ʋ�����ȷ�����صĿ��Ƽ������Կ��ſ��������н�ǿ����Ӧ�Ժ�³���ԣ�������Դ��ڴ���š�ǿ����Լ���ȷ���Ե�ϵͳ�����Ƹ�ͻ���������[[8]���Կ��ſ��Ƽ������ڸ���ĥ�Ʒۿ���ϵͳ���Ͷ����[9-10]�����Կ��ſ��������ڴ�ɴ����˫���������������������ơ���Щ�����������Կ��ſ�������³���ԺͿ�����������ǿ����ˣ��о������Կ��ſ��Ƽ�����������������ƾ��к���Ҫ��ʵ�����塣�����о��Ĵ��ʹ����ͻ�Ŀǰ���õ�������ʽ��ͨ���վ����ĵ綯�������վ���Ͳǣ����˿�������зž����վ����ƣ��ڷž������ôŷ��ƶ��������ž���Ͳ�����أ�ʹ����������һ����������ͬʱ��Ϊ�˱�֤���������о��ȣ����վ���Ͳ���������߲�ʵ�������������ߡ������Է��֣�����������ʽ���������Ĵ��ʹ����������α�ϴ�����ǿ�Ⱥ�ʹ�������ϵ͵����⣬��Ʒ�����ϲ�ϸ��ʵ͡�Ϊ�ˣ�����������ƴ��ʹ����߳��ͻ��ķž���������ϵͳ���������Կ��ſ��Ƽ���������������������ƣ�ͬʱ����Կ��ſ��������������������⣬���û��ڲ�ֽ����㷨���Կ��ſ����������Ż�������ͨ������ʵ����֤�Կ��ſ������ڴ��ʹ����������е����ܡ�
1 ���ʹ��ž���������ϵͳ����Ƽ���ģ
���������ͳ���ʹ����ͻ���������ϵͳ�IJ��㣬����Դŷ��ƶ���Ϊִ�л���������������Ϊ������������˿��������Ϊ�������Ĵ��ʹ����߳��ͻ��ž�������������ϵͳ������������������ϵͳ����ѧģ�͡�
1.1 �ž���������ϵͳ�����
������ƵĴ��ʹ����߳��ͻ��ž�������������ϵͳӲ���ṹ��ͼ1��ʾ��
��ͼ1��֪һ�������Ĵ��ʹ���������ϵͳ�������ž���Ͳ���վ���Ͳ���������������������������ŷ��ƶ���������˿������������װ����ɡ������ž���Ͳ���վ���Ͳ����������ϵͳ����Ҫ������������������Ϊ������ʵʱ��������źţ������Է������γ������ıջ����ƣ�������߾��ȿ���Ҫ����������������������ϵͳ�ĺ��ģ����ݿ���Ҫ��Լ��������źŽ��д�������������ʵĿ����źš��ŷ��ƶ�����ϵͳ��ִ�л�������������������������źţ��������С������أ����ϵͳ�Ŀ��ơ�����˿����ϵͳ������װ�ã����ò����������˿��ǣ���������ƶ�����֤�����ȼ�ࡢƽ���������Լ�������ֱ�߶ȣ��Ӷ���֤���ʹ���Ʒ����ۺ�����[11]������װ�ð������������ǣ����Ͳ��֧�Ź�Ͳ�ȣ���������߿���ϵͳ�Ŀ��ƾ��Ⱥ��ȶ��ԡ�
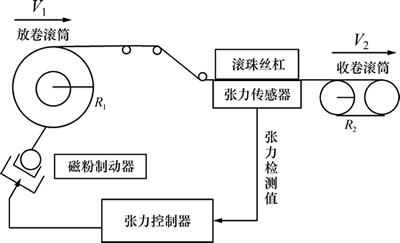
ͼ1 ���ʹ����߳��ͻ��ž���������ϵͳӲ���ṹ
Fig. 1 Hardware architecture of single-line machine conveyer rewinding tension control system
1.2 �ž���������ϵͳ�Ľ�ģ
��ͳ����������ϵͳ��ѧ��ģ�������ö�̬ת��ƽ�ⷽ�̶�ϵͳ���й����й�Ͳ�����ж�̬���з����õ������ֽ�ģ��ʽֻ�������������������������ϵ�Ӱ�죬�������˶����������ķ��������IJ��ý�ȫ��Ľ�ģ��ʽ�����ȸ��ݺ��˶��ɺ������غ㶨�ɣ�ͨ������ϵͳ���й����������ı仯�������������������ѧģ�ͣ��ٽ�ϴ�ͳ��������ϵͳ��ģ��ʽ�����ö�̬ת��ƽ�ⷽ�̣�������Ͳ�Ķ���ѧ��ѧģ�ͣ����յõ�����Ĵ��ʹ����ͻ��ž���������ϵͳ����ѧģ��[12-14]��
1.2.1 ����������ѧģ��
���ں��˶��ɵõ���������������ʽ��
 (1)
(1)
ʽ�У�EΪ��������ģ����AΪ������������Vk+1��Vk�ֱ�Ϊ��k+1����Ͳ�͵�k����Ͳ�����ٶȣ�TkΪ��k+1����Ͳ�͵�k����Ͳ������������������LK0Ϊ��k+1����Ͳ�͵�k����Ͳ������δ�����ԭʼ���ȣ�tkΪ�����������ڵ�k����Ͳ�͵�k+1����Ͳ���õ�ʱ�䡣
�����ݺ��˶��ɽ���������������ѧģ�ͽϼ����������������⡣Ϊ�˻�ø�ȷ��������ѧģ�ͣ��������ú��˶�����Ϊ��ģ���������ݣ���ǰ����������Ͳ�������Ϊ�о��������������غ㶨�ɿɵõ���������������ѧģ�ͣ�
 (2)
(2)
ʽ�У�Lk+1Ϊk����Ͳ�͵�k+1����Ͳ֮�������ij��ȡ��뵥�����ú��˶�����ȣ����������غ㶨�ɵõ�������ģ����ȷ��������ʵ�ط�ӳ�����ٶ�������֮��Ĺ�ϵ��
1.2.2 �ž����̶���ѧ��ѧģ��1
�ž���������ģ����ͼ2��ʾ�����У�R1Ϊ�ž��뾶��T2Ϊ����������T1Ϊ������ʼ������MRΪ�ŷ��ƶ�������ƶ����أ���1Ϊ�ž���Ͳ��Ħ�����أ�MFΪĦ�����أ���1Ϊ�ž����ٶȣ�V1Ϊ�ž���Ͳ�ž����ٶȣ�V2Ϊ�վ��˴Ӷ�����ٶ�(��ֵ)���վ���Ͳ���ٶȣ�R0Ϊ�ž���Ͳ�뾶��

ͼ2 �ž���������ģ��
Fig. 2 Physical model of unwinding process
��ת��ƽ��ԭ���ɵ����·ž���Ͳ����ѧģ�ͣ�
 (3)
(3)
ʽ�У�J1Ϊ�ž���Ͳת��������
1.2.3 ���ʹ��ž�������ѧģ��
���ʹ����߳��ͻ��ž���������ϵͳʾ��ͼ��ͼ3��ʾ��
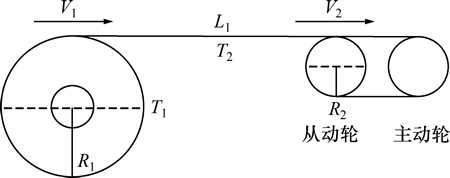
ͼ3 ���ʹ����߳��ͻ��ž���������ϵͳʾ��ͼ
Fig. 3 Tension system diagram of unwinding process of Single-line machine conveyer
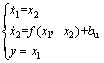
�ۺϽ���������ģ�ͺͷž����̶���ѧ��ѧģ�ͣ��õ��ž����̶���ѧ��ѧģ�����£�
 (4)
(4)
2 �Կ��ſ��Ƽ����о��������Ż�
2.1 �Կ��ſ��Ƽ���ԭ��
�Կ��ſ������Ľṹ��Ϊ��������(TD)��������״̬����(NLSEF)������״̬�۲���(ESO)�� 3���֣��ֱӲ�ͬ���á�������Զ����Ʋ�����ϵͳ�Ŷ����Կ��ſ�����[15-17]���Կ��ſ������Ľṹ��ͼ4��ʾ��
������г�������ϵͳ�����о���
 (5)
(5)
���Ͷ����Կ��ſ�������������ɢ�㷨���¡�
1) ��������TD����ϵͳ�趨ֵv0(t)�Ĺ��ɹ��̣�������ɢ������ɢ������ģ�ͣ���ʽ��6����ʾ��������Ϊ������ɢ����������
 (6)
(6)
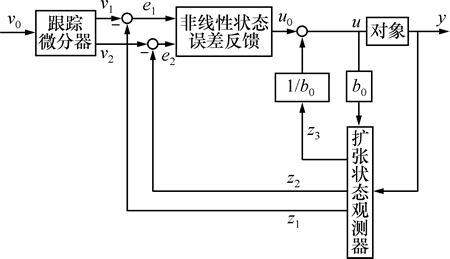
ͼ4 �Կ��ſ������Ľṹ
Fig. 4 Structure of active disturbance rejection controller (ADRC)
���У�hΪ����������rΪ����ϵͳ����������ѡ��ľ��������ٶȵIJ�������Ϊ�������ӣ� Ϊ���ٿ����ۺϺ�����
Ϊ���ٿ����ۺϺ�����
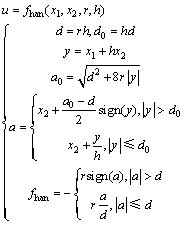 (7)
(7)
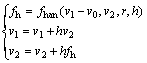
2) ����״̬�۲���ESO����ϵͳ������u�����y�����١�����ϵͳ��״̬���Ŷ������������Ź۲������£�
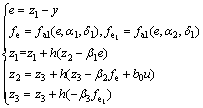 (8)
(8)
����
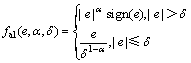 (9)
(9)
3) ������״̬����Ϊ
 (10)
(10)
4) �Ŷ�����������Ϊ
 (11)
(11)
���Կ��ſ���������ɢ�㷨�п��Կ����Կ��ſ�����3����ɲ��ֵIJ������϶ࡣΪ�˸��õ�Ӧ���Կ��ſ����������б�Ҫ�˽�������Կ������ܵ�Ӱ�죬��ȷ�����йؼ��Բ�����
2.2 ���ڲ�ֽ������Կ��ſ����������Ż�
�Կ��ſ�������Ȼ�����϶࣬���Կ���������ؼ����õ���Ҫ�Ǹ��������IJ���r��h1������״̬�۲����IJ�����1����2�ͦ�3��������״̬�����IJ�����01�ͦ�02�������������������Ը��ݵ��Ծ�����߱��ض����Ҫ�����á�Ŀǰ����Կ��ſ������������Ż����о���Ȼȡ����һ����չ������û���γɱȽ�ϵͳ�ķ������ڴ��������»��������˹�������е������������̼ȷ��������Ա�֤�ɿ��ԣ���ˣ���ͨ�������Ż��㷨����Щ�ؼ��Բ��������Ż������ڲ�ֽ����㷨���н�ǿ��³���Ժ�ȫ���������������IJ��ò�ֽ����㷨�Ż��Կ��ſ�����������
����㷨�Ļ���ԭ����ͨ���Ե�ǰ��Ⱥ�������ͻ�䡢���棬���������������(���)��ͨ��ѡ�����������������Ƿ��Ϊ��һ����Ⱥ�ĸ���[18-21]��
2.2.1 ��Ⱥ��ʼ��
�ڲ�ֽ����㷨�У���Ⱥ��ʼ����Ŀ���ǽ���ȫ���Ż������ij�ʼ�㡣��Ⱥ������������һ����NP��Dά��ʵ��ֵ��������������G����Ⱥ���� �����У�i=1��2������NP��
�����У�i=1��2������NP�� ΪG����Ⱥi����ĵ�j�����ԡ�
ΪG����Ⱥi����ĵ�j�����ԡ�
 (12)
(12)
���� ��
�� (j=1��2������D)�ֱ�Ϊ��ʼ��Ⱥ�����������������ޣ�rand(0��1)Ϊ[0��1]�ڵ�ʵ����
(j=1��2������D)�ֱ�Ϊ��ʼ��Ⱥ�����������������ޣ�rand(0��1)Ϊ[0��1]�ڵ�ʵ����
2.2.2 ����
�������ʵ�����ǵ�G����Ⱥ��ÿ��Ŀ������xi,G���ľ��������ţ������´���Ⱥ�ĸ���Ŀ������ ���о������о���ֲ���ʱ������ֱ������������DE/rand/1/bin��ֲ���������нϿ�������ٶȺͽ�ǿ��³���ԣ�����Ч�ر�����Ⱥ�Ķ����ԣ����ڶ��ѧ�߲���(���У�DEΪ��ֽ����㷨�ļ�ƣ�rand��ʾ��ǰ��ѡ���ı�������Ϊ������ɣ�D��ʾ��ֲ��Բ������������bin��ʾ����ģʽ)��
���о������о���ֲ���ʱ������ֱ������������DE/rand/1/bin��ֲ���������нϿ�������ٶȺͽ�ǿ��³���ԣ�����Ч�ر�����Ⱥ�Ķ����ԣ����ڶ��ѧ�߲���(���У�DEΪ��ֽ����㷨�ļ�ƣ�rand��ʾ��ǰ��ѡ���ı�������Ϊ������ɣ�D��ʾ��ֲ��Բ������������bin��ʾ����ģʽ)��
 (13)
(13)
ʽ�У� ��Ϊ�������ȵ������������
��Ϊ�������ȵ������������ Ϊ�������ӡ�
Ϊ�������ӡ�
��ֽ����㷨�и���Ľ��������Dz�ȷ���ģ�����Ⱥ�������б߽�����Լ������£�ͻ�����һ����Ⱥ���ܻ���ֲ����ϱ߽�����Լ�����¸��壬��ˣ����о���Ⱥ����ͻ��ʱ���б�Ҫ�����¸���߽������������������У���İ취��������������ĸ���Ŀ���������治����������ͻ�����Ŀ���������� ��
�� ����
���� ʱ����
ʱ����
 (14)
(14)
2.2.3 ����
��ֽ����㷨�еĽ��������Ҫ��Ϊ��������Ⱥ����Ŀ�������Ķ����ԣ��Ե�G����Ⱥ�����Ŀ������xi,G����������ɵ�����Ⱥ�����Ŀ������xi,G+1���и����������������ó��µ�����Ŀ������ ��
��
 (15)
(15)
ʽ�У� Ϊ�������ӣ�
Ϊ�������ӣ� Ϊ��[0,1]��ʵ����
Ϊ��[0,1]��ʵ���� Ϊ
Ϊ ��Χ�ڵ����������
��Χ�ڵ����������
2.2.4 ѡ��
��ֽ����㷨ѡ����Եĺ����ǵ�ǰ��Ⱥ����xi,G���������ui,G+1������Ӧ�Ⱦ�����ѡ���´���Ⱥ����Ŀ������xi,G+1��
 (16)
(16)
ʽ(14)Ϊ������Сֵ���������ѡ����ԣ�����f(��)Ϊ��Ӧ�Ⱥ������� ʱ�����Ը�����Ӧ�������ڵ�ǰ��Ⱥ���壬��ȡ����ǰ��Ⱥ��������´���Ⱥ�������Ը��屻��̭����ǰ��Ⱥ��������´���Ⱥ��
ʱ�����Ը�����Ӧ�������ڵ�ǰ��Ⱥ���壬��ȡ����ǰ��Ⱥ��������´���Ⱥ�������Ը��屻��̭����ǰ��Ⱥ��������´���Ⱥ��
���ڲ�ֽ����㷨���Կ��ſ����������Ż���Ŀ�꺯��ѡ��Ϊϵͳʵ���������������ľ�������ʱ��Ļ��֣�
 (17)
(17)
�����㷨�������¡�
Step 1����ز����ij�ʼ������Щ����������Ⱥ��СNP����������F����������CR������������Gm�����������ά��D�ȡ�
Step 2�����������ʼ����Ⱥ��
Step 3�����������ÿ��������б������������������塣
Step 4�������������ÿ��������н������������������塣
Step 5��ѡ��������Ƚ�Ŀ�����������������ӣ�ѡ���������Ϊ��һ���µĸ��塣
Step 6�����1�ε������жϵ��������Ƿ�ﵽ���ֵ����δ�ﵽ��Step 3���ٴε����Ż������ﵽ���������������Ż�����������������Ÿ��壬Ҳ�����Ż�����Կ��ſ������Ŀ��Ʋ�����
��ֽ����㷨����������ͼ5��ʾ����ͼ5�ɼ������ŵ����������ӣ�ϵͳ�ĸ������ϼ�С��˵��Ŀ�꺯��ֵ����������
ͼ6��ʾΪ�Ż���������Կ��ſ�������ϵͳ�Ľ�Ծ��Ӧ���ߡ���ͼ6��֪�����ò�ֽ����㷨�Ż��������Կ��ſ������ܿ�����Ӧ���������С���кܺõĸ������ܡ�

ͼ5 ���ڲ�ֽ����㷨���Կ��ſ�����Ѱ�Ź���ʾ��ͼ
Fig. 5 Schematic of ADRC process optimization based on differential evolution algorithms
ͼ6 �����Կ��ſ�����Ӧ����
Fig. 6 Response curves of tension ADRC
3 �����������
��Matlab/Simulink�н������ʹ��ž������Կ��ſ���ϵͳ�ķ���ģ�͡����ʹ��ž��Կ��ſ���ϵͳ����ģ����ͼ7��ʾ�����У�k1��k2ģ��ֱ��ʾ���������IJ���r��h1��k3��k4ģ��ֱ��ʾ������״̬�����IJ�����01�ͦ�02��k5��k6��k7�ֱ��ʾ����״̬�۲����IJ�����1����2�ͦ�3��Subsystem1ģ���ʾʽ(4)�еķž�����ģ�͡�
3.1 ³���Է���
³���Է������������ò���R1=0.3 m��v2�ֱ�Ϊ0.1 m/s��0.2 m/s���Ƚ��Կ��ſ�������PID��������T2��Ծ����Ŀ���Ч�����������ֱ���ͼ8(a)��ͼ8(b)��ʾ��
��ͼ8(a)�ɼ����ڲ�ͬ�վ��ٶȺ��Կ��ſ����£��ž�����T2���ܺܿ�ظ���ϵͳ���롣��ͼ8(b)�ɼ�����PID�����£����վ��ٶ�����ʱ���ž�����T2������������Ӧʱ��䳤��

ͼ7 ���ʹ��ž��Կ��ſ���ϵͳ����ģ��
Fig. 7 Simulation model of unwinding conveyer ADRC control system
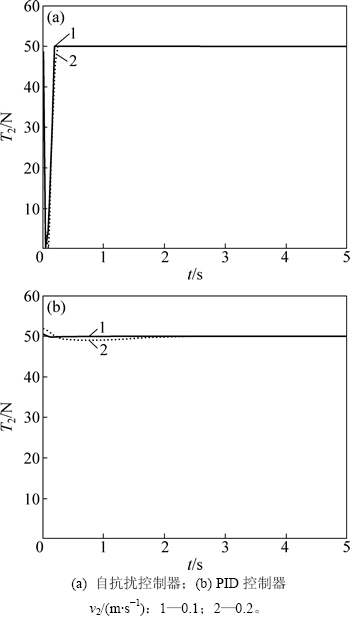
ͼ8 ��ͬ�վ��ٶ���T2����Ӧ����
Fig. 8 Response curve of T2 with different winding speed
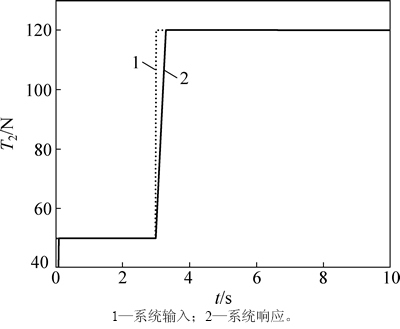
������һ�������v2=0.1m/s��R1�ֱ�Ϊ0.2 m��0.3 m���Ƚ��Կ��ſ�������PID��������T2�Ľ�Ծ����Ŀ���Ч������������ͼ9��ʾ��
��ͼ9(a)�ɼ����ڲ�ͬ�ž��뾶���Կ��ſ����£��ž�����T2���ܺܿ�ظ���ϵͳ���룬���Ҳ����仯�����ȶ��Ի�������Ӱ�졣��ͼ9(b)�ɼ�����PID�����£����ž��뾶����ʱ��ϵͳ�������3 s���Ҳ����ȶ���50 N����Ӧʱ��䳤����˵���Կ��ſ�������PID���������и��õ�³���ԣ�����������ϵͳ�����仯��Ӱ��С���Բ����������Ե͡�

ͼ9 ��ͬ�ž��뾶��T2����Ӧ����
Fig. 9 Response curve of T2 with different unwinding radius
3.2 �������Է���
�������Է������������ã�R1=0.3 m��v2=0.1 m/s����5 sʱ�����ʹ���������ϵͳǿ��Ϊ5 N�Ľ�Ծ���ţ��Ƚ��Կ��ſ�������PID�������Ŀ������ԣ��������ֱ���ͼ10��ͼ11��ʾ��
��ͼ10�ɼ�����PID�����£���Ծ����ʹ��T2������ǿ��Ϊ1.5 N�IJ������Ҳ���ʱ�������1 s����ͼ11�ɼ��������Կ��ſ���ʱ����Ծ����ʹ��T2������1��ǿ��Ϊ1 N���ҵ�˲ʱ������T2Ѹ���ȶ���50 N���ɴ˿ɼ��������PID���ƣ��Կ��ſ���ϵͳ�ܸ���ʱ�����IJ�����С��ϵͳ��Ӧ���죬������Ѹ�ٵػص��ȶ�״̬��˵���Կ��ſ�������PID���������и�ǿ�Ŀ������ԡ�
����³���Է����뿹�����Է���ʵ����˵���Կ��ſ������Կ��ſ��Ƽ�����ϵͳ�ڲ������ı仯�����У�³���Խ�ǿ��ͬʱ���и�ǿ�Ŀ������ԡ�

ͼ10 PID���Ƶ���Ӧ����
Fig. 10 Response curve of PID controller
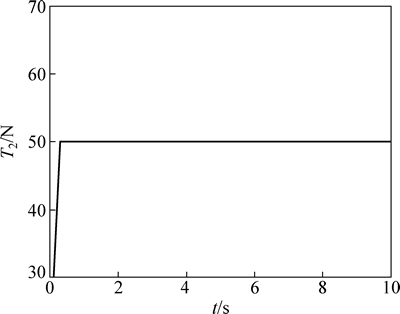
ͼ11 �Կ��ſ��Ƶ���Ӧ����
Fig. 11 Response curve of ADRC controller
4 ����
1) ��Դ��ʹ����߳��ͻ�������״�Լ������������ȶ��ԡ����߾����Ե�Ҫ���о��˴��ʹ����߳��ͻ��ž����̵���������ϵͳ����Ʋ������˷ž�������������ϵͳ��Ӳ���ṹ�����ݺ��˶��ɺ������غ㶨�ɣ�����������������ѧģ�ͣ������ö�̬ת��ƽ�ⷽ�̣��Ƶ�����Ͳ�Ķ���ѧ��ѧģ�ͣ��Ӷ������˴��ʹ����ͻ��ž���������ϵͳ����ѧģ�ͣ�������˷ž������Կ��ſ�������
2) Ϊ��߿������ܣ����ò�ֽ����㷨���Կ��ſ������ؼ����������Ż���³���ԺͿ������Է�����˵�����Կ��ſ����������PID�������ڴ��ʹ����߳��ͻ����������ϸ�������Խ�ԡ�
�ο����ף�
[1] �����, ��Ծ. ���������Դ���������Ӱ����о�[J]. ��е����, 2012, 36(5): 18-21.
WU Guiqin, TANG Yue. Research on the effect of cord tension on the V-belt performance[J]. Journal of Mechanical Transmission, 2012, 36(5): 18-21.
[2] ��櫾�, ������. ���������ͻ���������ϵͳ�Ƚ�[J]. ��ҵ, 2003, 50(10): 606-608.
YANG Yajun, ZHOU Xiaohui. Comparison of tension control system of belt forming machine[J]. China Rubber Industry, 2003, 50(10): 606-608.
[3] ����ΰ. ����BP���������������ϵͳ[D]. ��ɳ: ���ϴ�ѧ��Ϣ��ѧ�빤��ѧԺ, 2008: 34-57.
HU Yawei. Tension control system based on BP neural network[D]. Changsha: Central South University. College of Information Science and Engineering, 2008: 34-57.
[4] ����ʤ, �ߺ���, �����. ����ģ���������۵�ͬ��������������ϵͳ[J]. ��е���������, 2012, 50(6): 15-17.
ZHANG Yongsheng, GAO Hongli, LIU Qingjie. Constant tension control system based on fuzzy control theory[J]. Machinery Design & Manufacture, 2012, 50 (6): 15-17.
[5] ʷ͢��. ����H��³�����Ƶİ�ӡ����������ϵͳ�о�[D]. ��ɳ: ���ϴ�ѧ��Ϣ��ѧ�빤��ѧԺ, 2009: 38-53.
SHI Tingyong. The study of gravure printing machine control system based on H�� robust control[D]. Changsha: Central South University. College of Information Science and Engineering, 2009: 38-53.
[6] ������. �Կ��ſ��Ƽ���[J]. ǰ�ؿ�ѧ, 2007, 1(1): 24-31.
HAN Jingqing. Auto disturbances rejection control technique[J]. Frontier Science, 2007, 1(1): 24-31.
[7] ������. ��PID ���������Կ��ſ��ơ�����[J]. ���ƹ���, 2002, 9(3): 13-18.
HAN Jingqing. From PID technique to active disturbances rejection control technique[J]. Control Engineering of China, 2002, 9(3): 13-18.
[8] �����[. �Կ��ſ��Ƽ���:���Ʋ�����ȷ�����صĿ��Ƽ���[M]. ����: ������ҵ������, 2008: 243-347.
HAN Jingqing. Active disturbance rejection control technique:the technique estimating and compensating the uncertainties[M]. Beijing: National Defense Industry Press, 2008: 243-347.
[9] �Ͷ���. �����Կ��ſ������Ĵ�ɴ����������ϵͳ�о���Ӧ��[D]. ����: ɽ����ѧ��Ϣ��ѧ�빤��ѧԺ, 2007: 48-59.
JI Enqing. Research and application of tension control system of roving machine based on ADRC[D]. Jinan: Shandong University. College of Information Science and Engineering, 2007: 48-59.
[10] ������, �ŷ�, ����. ���� LADRC ��˫�������������������������о�[J]. ұ���Զ���, 2015, 39(3): 30-33, 38.
CHEN Handan, ZHANG Fei, WANG Jing. Research of tension control system of aluminum cold twin-stand mill based on LADRC[J]. Metallurgical Industry Automation, 2015, 39(3): 30-33, 38.
[11] HUANG Yi, XUE Wenchao, GAO Zhiqiang, et al. Active disturbance rejection control: methodology, practice and analysis[C]//Control Conference (CCC), 2014. Nanjing: IEEE, 2014: 1-5.
[12] ���ƻ�, ÷ѩ��, �ņ�, ��. �ž�����ϵͳ��������������[J]. ������ͨ��ѧѧ��, 2012, 46(9): 55-59.
LIU Shanhui, MEI Xuesong, DU Zhe, et al. Decoupling controller design for unwinding tension system[J]. Journal of Xi��an Jiaotong University, 2012, 46(9): 55-59.
[13] LIU Shanhui, MEI Xuesong, KONG Fanfeng. Research on unwinding tension system control based on active disturbance rejection control[C]//2012 2nd International Conference on Materials, Mechatronics and Automation (ICMMA 2012), Nanchang, 2012: 252-257.
[14] �����, ֣����. �Ϲɻ��ž�����ϵͳ�Կ��ſ��������[J]. ��������, 2014, 37(3): 535-538.
WANG Shichen, ZHENG Enrang. Design of active disturbance rejection controller for the rewinding tension system on plying machine[J]. Chinese Journal of Electron Devices, 2014, 37(3): 535-538.
[15] HAN Jinqing. From PID to active disturbance rejection control[J]. IEEE Transactions on Industrial Electronics, 2009, 56(3): 900-906.
[16] ��һ, Ѧ�ij�. �Կ��ſ���: ˼��, Ӧ�ü����۷���[J]. ϵͳ��ѧ����ѧ, 2012, 32(10): 1287-1307.
HUANG Yi, XUE Wenchao. Active disturbance rejection control: methodology, applications and theoretical analysis[J]. Journal of System Science and Math Science, 2012, 32(10): 1287-1307.
[17] ��־ǿ. �Կ��ſ���˼��̽��[J]. ����������Ӧ��, 2013, 30(12): 1498-1510.
GAO Zhiqiang. On the foundation of active disturbance rejection control[J]. Control Theory & Applications, 2013, 30(12): 1498-1510.
[18] ����, ����, �ž���, ��. һ���Կ��ſ�����������ѧϰ�㷨[J]. �Զ���ѧ��, 2014, 40(3): 556-560.
WU Lei, BAO Hong, DU Jingli, et al. A learning algorithm for parameters of automatic disturbances rejection controller[J]. Acta Automatica Sinica, 2014, 40(3): 556-560.
[19] ������, ����, Ѧ�Ʋ�. ��ֽ����㷨����[J]. ģʽʶ�����˹�����, 2008, 21(4): 506-513.
YANG Qiwen, CAI Liang, XUE Yuncan. A survey of differential evolution algorithms[J]. Pattern Recognition and Artificial Intelligence, 2008, 21(4): 506-513.
[20] ����, ����, ���Ի�. ��ֽ����㷨�о���չ[J]. ���������, 2007, 22(7): 721-729.
LIU Bo, WANG Ling, JIN Yihui. Advances in differential evolution[J]. Control and Decision, 2007, 22(7): 721-729.
[21] ��. ��ֽ����㷨�о�����Ӧ��[J]. ��ѧ�����빤��, 2009, 9(22): 6673-6676.
WAN Dong. Research and application based on differential evolution algorithm[J]. Science Technology and Engineering, 2009, 9(22): 6673-6676.
(�༭ �²ӻ�)
�ո����ڣ�2016-02-15�������ڣ�2016-04-22
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(61273187)��������Ȼ��ѧ�������о�Ⱥ���ѧ����������Ŀ(61321003)��(Project(61273187) supported by the National Natural Science Foundation of China; Project(61321003) supported by the National Science Fund for Creative Research Groups)
ͨ�����ߣ������գ���ʿ�����ڣ����¸��ӹ��̽�ģ���Ż�����Ƶ��о���E-mail��ylwang@csu.edu.cn
ժҪ����Դ��ʹ����߳��ͻ��ž����������������ȶ������߲����ȵ����⣬��ƴ��ʹ����߳��ͻ��ķž���������ϵͳ�������÷ž���������ϵͳ����ѧģ�ͣ��������Կ��ſ��Ƽ���������������������ƣ�����������ڲ�ֽ����㷨���Կ��ſ����������Ż��������о��������������Ƶķž������Կ��ſ������ȴ�ͳ��PID���������и��õ�³���ԺͿ������ԣ�������Ӧ���ʹ����߳��ͻ����������ơ�
[1] �����, ��Ծ. ���������Դ���������Ӱ����о�[J]. ��е����, 2012, 36(5): 18-21.
[2] ��櫾�, ������. ���������ͻ���������ϵͳ�Ƚ�[J]. ��ҵ, 2003, 50(10): 606-608.
[3] ����ΰ. ����BP���������������ϵͳ[D]. ��ɳ: ���ϴ�ѧ��Ϣ��ѧ�빤��ѧԺ, 2008: 34-57.
[4] ����ʤ, �ߺ���, �����. ����ģ���������۵�ͬ��������������ϵͳ[J]. ��е���������, 2012, 50(6): 15-17.
[5] ʷ͢��. ����H��³�����Ƶİ�ӡ����������ϵͳ�о�[D]. ��ɳ: ���ϴ�ѧ��Ϣ��ѧ�빤��ѧԺ, 2009: 38-53.
[6] ������. �Կ��ſ��Ƽ���[J]. ǰ�ؿ�ѧ, 2007, 1(1): 24-31.
[7] ������. ��PID ���������Կ��ſ��ơ�����[J]. ���ƹ���, 2002, 9(3): 13-18.
[8] �����[. �Կ��ſ��Ƽ���:���Ʋ�����ȷ�����صĿ��Ƽ���[M]. ����: ������ҵ������, 2008: 243-347.
[9] �Ͷ���. �����Կ��ſ������Ĵ�ɴ����������ϵͳ�о���Ӧ��[D]. ����: ɽ����ѧ��Ϣ��ѧ�빤��ѧԺ, 2007: 48-59.
[12] ���ƻ�, ÷ѩ��, �ņ�, ��. �ž�����ϵͳ��������������[J]. ������ͨ��ѧѧ��, 2012, 46(9): 55-59.
[14] �����, ֣����. �Ϲɻ��ž�����ϵͳ�Կ��ſ��������[J]. ��������, 2014, 37(3): 535-538.
[16] ��һ, Ѧ�ij�. �Կ��ſ���: ˼��, Ӧ�ü����۷���[J]. ϵͳ��ѧ����ѧ, 2012, 32(10): 1287-1307.
[17] ��־ǿ. �Կ��ſ���˼��̽��[J]. ����������Ӧ��, 2013, 30(12): 1498-1510.
[18] ����, ����, �ž���, ��. һ���Կ��ſ�����������ѧϰ�㷨[J]. �Զ���ѧ��, 2014, 40(3): 556-560.
[19] ������, ����, Ѧ�Ʋ�. ��ֽ����㷨����[J]. ģʽʶ�����˹�����, 2008, 21(4): 506-513.
[20] ����, ����, ���Ի�. ��ֽ����㷨�о���չ[J]. ���������, 2007, 22(7): 721-729.
[21] ��. ��ֽ����㷨�о�����Ӧ��[J]. ��ѧ�����빤��, 2009, 9(22): 6673-6676.
