
DOI��10.19476/j.ysxb.1004.0609.2019.10.16
�������������ղ����Աں��������Ӱ��
����̩������ѩ������������Ӹ�
(��ɽ��ѧ ��е����ѧԺ���ػʵ� 066004)
ժ Ҫ��
���Ľ����˲�����������������Ԫ����ģ�ͣ����6063�����ܼ����˲�ͬ�����뾶�¹�������ں�ֲ��������ȶ��������ں���㹫ʽ���õ��ȶ����αں��������뾶��ϵ���ߡ��Ը���������(��ǻ15.8 mm��7.9 mm���ں�1.0 mm)�����˲�ͬ�����Ƕ���(��=40 mm)�������ں�ֲ���ָ��С�뾶������������������쵽30�㷶Χ��������ȡ90�������������˱ں����ֵ��ʵ��ֵ�Ƚϣ���ȥ����10���ڼ���仯�Σ��ں���������С��2%��ͨ���Աȱ��ι�����������ȷ���������������Բ㻡���ȶ��ڹܲĿ���B��1.2�����ң������˸����ıں���㹫ʽ��ͨ������ó�о��֧�ŷ�ΧӦ����ɱ�������Χһ�£�С�뾶����ʱ�ɴﵽ30��Ƕȷ�Χ�����з����˶�������Ħ��������о��֧�ŽǶȵȶԱں�仯��Ӱ����ɣ��������˺�������������Щ���������ָ�������������о������������Ľ��ṩ����Ҫ���ݡ�
�ؼ��ʣ�
�����������������������ں��������������
���±�ţ�1004-0609(2019)-10-2348-08�� ��ͼ����ţ�TG355.7���� ���ױ�־�룺A
���ڹܲ����������нṹ�������������ۡ�ǿ�ȸߡ�ȱ���١������ŵ�ͻ�����ԣ���Ӧ��Խ��Խ�㷺[1]�����ǹܲ�������������Ҳ�����ܵ��������μ����ϵ���Լ�������塢���ѡ�����������ء��ں���ȼ������Ǹ���ר�ҹ�ע�Ľ��㡣���ݹܲ��������ľ�����;��Ҫ�������о�����������������
�ܲ��������Ƽ�ʵ�����ж��ֳ��ι��ղ����������������Ӱ�죬������Ҫ�������������ء����������ܲļн������������νǶȡ������뾶��ģ��϶��ģ�߽ṹ��Ħ������о����ʽ��������ܲIJ��������ϵȡ���Щ������ϱ仯���Ӱ�죬���Լ������������о��Ѷȡ�Ŀǰ��ѧ���Ǵ����Բ�ͬ�ܲĹ�����о�̽���������εij��μ���[1]��
��������Ѹ�ٷ�չ������������ܼ���Ϊ��Ч�����������δ���������������Щ�¼�����Ӧ���벻�������������������о��������ں�(t��1.5 mm)��С�����뾶(��������뾶����ܾ�d�ı�ֵС��2)�IJ�Ʒ�����������һЩ����������Ҫѧ����ȥ���[2-3]��
TANG[4]��������Ӧ�����ۺ������������۷�����Բ���������̣����������ں�仯������仯�ʣ�������ƫ�������������ء�������״�ı�Ƚ������㹫ʽ����Щ��ʽ���Ƶ�������ʹ�ô����ͼ��裬�侫�Ȳ��ߣ�����ָ������ʵ����һ��ʵ�ü�ֵ��STACHOWICZ[5]�����������ƣ������Ƶ��˱⻯���Ӻ����Բ��ƶ����Ľ���ʽ���������������ö���غ���ܱں��Ӱ�졣LAZARESCU[6]ͨ������Ԫģ���ʵ����֤�о��ڲ���Һѹ�������Ͻ�Բ�ܶ������ͱں�⻯��Ӱ�졣MILLER��[7]ʵ���о������Ͻ���ι�������ι����У��Ž�������ѹ����Ħ�����ԹܲĶ�����䡢�ص��������쳤��Ӱ�졣��������ҵ��ѧ������[8]�о���22MnB5�ض����Ͼ��ι������������μ��ޡ�������ҵ��ѧ��ϵ�[9-11]ʵ���о��˱���Բ��������αں�����Ͷ��������ɡ���������[12-13]����ABAQUS������������Ծ��ιܲ��ý���ʽо��������Σ������岨�Ρ�������䡢�ں�仯���ص����Ƚ������о��������ض��ܲĶ�����κͱں�����仯���ߡ��������о��ͷ�������ֱ��Ӧ�õ���ͬо���ṹ�IJ����������С�
���ڲ���������Ҫ��������С��2%(�û�ͨ��ʵ�����)���ӽ�������״���ı䣬�����ѶȺܴ��о�������������������װ�ṹ���ղ����ֲ����ɣ������ƺͷḻ�߶˹ܲ�������������Ҫ���塣��������ANSYS��������6063�������������ս�����ģ��������ó��˶��ֹ��ղ����Ծ��β����������ں�仯Ӱ���һЩ���ɣ��������߲��������������ͽ���һ���о���������������Ҫָ�����á�
1 ����ģ�ͼ���������
���ݵ��������ۣ�������Ԫ��������ANSYS�н����˾��β���������ļ���ģ��[14]��ģ���г�ֿ�����о���Ͷ����������á�о����ʽ��ͼ1(a)��ʾ��֧�ŽǶ�Ϊ30�㣬������ǻ��о��֮����϶��Ħ��������Ϊ0.01���н����������������˶����Ӵ��ն�Ϊ1������Ԫ����ģ����ͼ1(b)��ʾ��
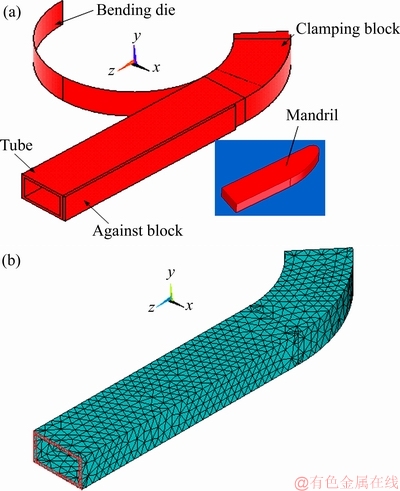
ͼ1 ����Ԫ����ʵ��ģ��������
Fig. 1 Finite element analysis model(a) and grid(b)
�ܲ���6063���Ͻ𣬾��β�������������������ز�����ͼ2�����У���Ϊ���������Բ����Ƶ������뾶��RΪ�ܲ������ڲ����ʰ뾶�������ߴ磺��ǻ��H����ǻ��E���ܲıں�T�����ο�B��B= H+2T)Ϊ17.8 mm����(E+2T)Ϊ9.9 mm���ں�(T)Ϊ1 mm���������ţ�E1Ϊ�������������߶ȣ�E2Ϊ�����������ڲ�߶ȣ�T1Ϊ���������ں�T2Ϊ�������ڲ�ں�����������������������ϣ���СΪ170 N��ͼ2�Ц��Ƕȷ�Χ�ڵĹܲ����ڼ������ڲ��������Ѵﵽ�ȶ�״̬��ά������ȶ�����ֵ���ⲿ�������Ϊ�ѱ�����������ȶ����������ȶ��������˵��ܲ�ֱ�η�Χ������Ϊ������������������ʼ�˵Ĺ�������Ϊ�ѱ��ι����������������������˵Ĺ�������Ϊ����������ι����������ļ������˵Ĺ�������ȫ��ͬ��
6063���Ͻ���AL-Mg-Siϵ�о����е�ǿ�ȵĿ��ȴ���ǿ���Ͻ�Mg��Si����Ҫ�Ͻ�Ԫ�أ����Ľ��о���Ʒ6063���Ͻ�������������ʱ�ı��ι��ɼ����ղ����Աں�仯��Ӱ�졣ͼ3��ʾΪ��������������6063�����ܲ����������ߡ�
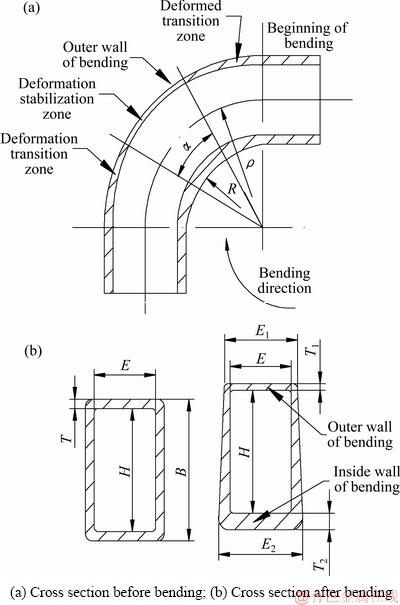
ͼ2 ��������������ʾ��ͼ
Fig. 2 Schematic diagram of waveguide bending deformation
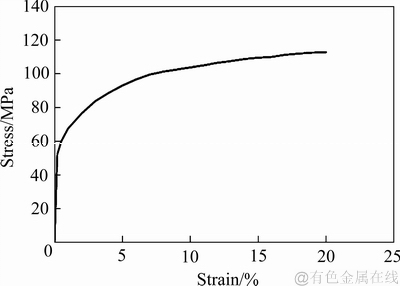
ͼ3 6063�����ܲ�������ʵ������
Fig. 3 Material characteristic curve of 6060 waveguide
2 �����뾶�Աں������Ӱ��
�ֱ�ȡ�����뾶Ϊ40��80��100 mm�������Ƕ�ȡ90����м��㣬�������ڱں�ֲ���ͼ4��ʾ��
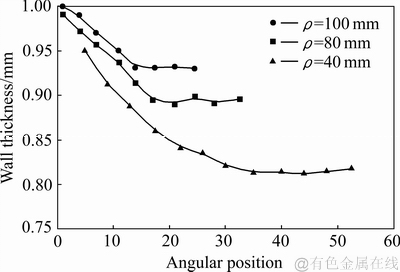
ͼ4 �������ڹ������ں����������Ƕȷֲ�
Fig. 4 Thickness distribution of taper zone outer wall of bend along angular positions
��ͼ4�п��Կ������ܲ����ں�ȱ仯��������ʼ�㿪ʼ������ֱ�������������ǰ��ά�ֽ������Էֲ����ﵽ�������ʺ����ά���ȶ����Ρ������뾶��ͬ�������������γ̶Ȳ�ͬ�������뾶��ֵԽС���ܲı��γ̶�Խ�ں����Խ�죬ͼ4�бں�仯�����봹ֱ����������ļн���ֵԽС��ʵ�����鼰���ĺ�����������������������뾶�ѶԱں������Ӱ����������ã�����������Ħ��������о��֧��λ�á��ܲ���Աں�ȶԱں������Ӱ�����2%~3%�����ǻ����������ڲ����������Ĺ�������Ҫ�������ɵģ������塢���ѡ����������Լ��ʹ�ù��ղ����仯��Χ�ܵ��������ơ���ƥ��Ĺ��ղ����õ��ij��ν���dz��ӽ�������п���ͨ���ķ���Ԥ���������κ�ܲ����ڵıں�
�ܲ������ﵽ�ȶ��αں�ֵ������������,�������Բ��������������������õ����Բ������������������˿ɲ���ʽ(1)��(2)���㷨����[15]��
 (1)
(1)
 (2)
(2)
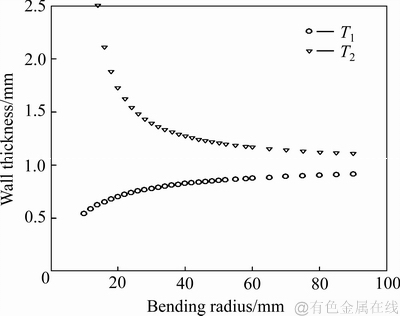
��ʽ(1)ȡH=15.8��T=1�����Եó������ﵽ�ȶ����ε���С�ں�T1�����ں�T2�������뾶�ѵ����߶�Ӧ��ϵ��ͼ5��ʾ��
ͼ5 �����뾶�����۱ں��Ӧ����
Fig. 5 Bending radii and corresponding theoretical wall thickness
��ͼ5�ɼ������ڸ����ܲ�(��ǻ15.8 mm��7.9 mm���ں�1.0 mm)�������뾶��ȡֵΪ25~40֮��ʱ���ܲıں���ھ��ұ仯������ʱ�ܼ����������μ��У�����������ѡ�����СR�ܼ�ʱӦ����СĦ����о��ͬʱ����ʩ������ѹ�����Է�ֹ����������ʱ���ѡ�
3 �����ǶȶԹܱڼ�����Ӱ��
3.1 �����Ƕȵ�Ӱ��
ͨ��������Ϊ�������ι��������С�������ں������ֻ���������γ̶��йأ��������Ƕ��ء�����ļ���ܲ�������С�ں������ں�ı���ʽ��Ҳû�������Ƕȱ���������ʵ�ϣ�ͨ��ͼ4�ıں��������Ƕȵķֲ����Կ������������εĹ������������뾶��Сʱ�������쵽�ܴ�Χ���Ա��ĸ����Ĺܲ�(��ǻ15.8 mm��7.9 mm���ں�1.0 mm)�������뾶��ȡ40 mmʱ��������������������쵽30�㷶Χ�����Ҵ˹������������Σ�������ʼ�κ����������Ρ���ˣ��б�Ҫ�о��ܲ�������������ں�仯���ɡ�
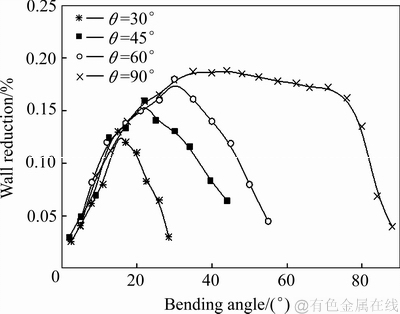
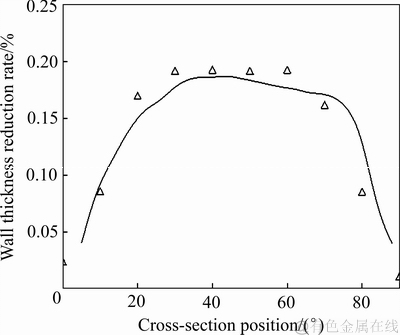
ͼ6���������������ʰ뾶��=40 mmʱ����ͬ�����Ƕ�(�æȱ�ʾ����ָ�ܼ�������������Ӧ��Բ�ĽǽǶ�)�Ĺܼ�����ܲ����ڼ�������Ƕ�λ�õĶ�Ӧ��ϵ��
ͼ6 ��Ӧ�ܲĽǶ�λ�õĹ����ڼ������ֲ�
Fig. 6 Relationship between bending angle and outer wall thickness reduction (��=40 mm)
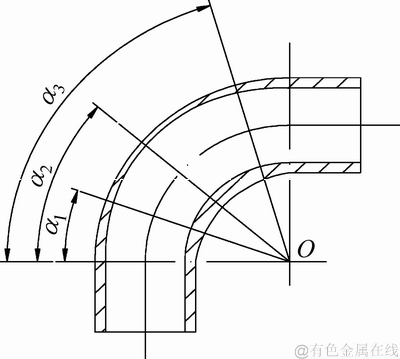
ͼ7 �Ƕ�λ�ú���ʾ��ͼ
Fig. 7 Illustration of angle position
����Ƕ�λ����ָ�ܼ����������ϵ�ķ��߷�������ܿ�ʼ���ε㴦�ķ��߷���ļнǡ��Ƕ�λ����ͼ7��ʾ�� ��
�� ��
�� ���Dz�ͬ�Ƕ�λ�á������ýǶ�����ʶ�Ĺܲ��������ϲ�ͬ��ķ�������λ�ã���λ�õĸ��
���Dz�ͬ�Ƕ�λ�á������ýǶ�����ʶ�Ĺܲ��������ϲ�ͬ��ķ�������λ�ã���λ�õĸ��
ͼ6�йܼ������ǶȦ�=30������ߣ��������Ǧ�=40 mm����£��ܼ��������Ǧ�=30��ʱ�����ڱں�ֲ����ܼ������ǶȦ�=45������ߣ��������Ǧ�=40 mm����£��ܼ��������Ǧ�=45��ʱ�����ڱں�ֲ����������ơ���ͼ6�ɼ����ܼ��������Ƕ�С��60��ʱ������ֱ�����ù�ʽ(1)��������С�ں�ֵ��
����С�뾶�������ܲıں������������ռ�Ƕȷ�Χ�ϴ��շ�������ʱҪ�������𡣶��ڱ����о��IJ�����(��ǻ15.8 mm��7.9 mm���ں�1.0 mm)����=40 mm���ܼ������Ƕ�С��60��ʱ���ȶ���������δ���֣���ʱ���ں�������������Ƕ��йأ�ֻ�е��ܼ������ǶȦȴ���60��ʱ�����ڼ������γ����ȶ��Σ���ʱ���ں�������������Ƕ��أ�ά�ֻ������䣬�ɲ���ʽ(1)���㡣
3.2 �ܲ��������ıں�ֲ���֤
ͼ8��ʾΪʵ�������IJ����ܼ�����ͼ��ʵ���������������ʰ뾶��=40 mm������������170 N��о��֧�ŽǶ�ȡ30�㡣�ֽ�ʵ��ں����������ֵģ��ں����������ͼ9�н��жԱȣ�ʵ��ں��������ģ�����ǺϽϺã���ȥ����10���ڼ���仯���������������С��2%��ģ�������нϸߵĿ��Ŷȡ�

ͼ8 ʵ�������IJ����ܼ�����ͼ
Fig. 8 Longitudinal cross section of sample bend
ͼ9 ʵ��ֵ��ģ��ֵ�Ա�����
Fig. 9 Comparison of empirically measured rates of wall thickness reduction vs modelled values (��=40 mm)
3.3 �������ι�������ں�ļ���ʽ
��ͼ2��ͼ6��֪���ܲ������ﵽ�ȶ����νκ��ѱ��������ֵ���С�ں�������ֲ��䣬�����ѱ�����ǰ�����˵ı��ι��������ڣ��ں�ֵ�仯�����������������ϵĽǶ�λ�ñ仯���Ƴ����Թ�ϵ���������Թ�ϵ��б�����������γ̶��йء�
�������γ̶ȶ��ھ��β����������������æ�/(H+2T)������(ʵ���Ͼ�������Բ������ʱ�Ħ�/d��dΪԲ���⾶)���Ծ��ιܲο�ͼ2��B=(H+2T)����ں�仯�������Ƕȵ����Թ�ϵ���/Bֵ��ء�����ͼ2��ͼ6��֪�����ڦ�=100 mm��������������������Ӧ��Բ�Ľ�Լ13�㣻��=80 mm��������������������Ӧ��Բ�Ľ�Լ16�㣻��=40 mm��������������������Ӧ��Բ�Ľ�ԼΪ30�㡣��������Բ�Ľ�ת��Ϊ���ȣ��ɵã���=100 mmʱ�����������Բ㻡��22.67 mm����=80 mmʱ�����������Բ㻡��22.33 mm����=40 mmʱ�����������Բ㻡��20.93 mm��
�ɴ˿ɼ������ܲ�ͬ�����뾶�ܼ��ı��ι�������Χ��ͬ�����ǹ��������Բ㻡����ֵ�ϼ�Ϊ�ӽ����ɼ�������������ܲĶ���ߴ���أ��������뾶��ϵ������Ա����о��Ĺܲ�(��ǻ15.8 mm��7.9 mm���ں�1.0 mm)�������������Խ��Ƽ�Ϊ������������ƽ���ڹܲĿ���B��1.2����
��ͼ9ģ����������Կ��������ι������ڱں�仯���������Ƕ�λ����أ��ں�仯�νӽ������Էֲ��������������ӽ��ѱ��������ƫ�����Էֲ���Ϊ���㣬��ͼ9���������ߡ���������ʽ��������������ں�����Էֲ�������Եó����������ڱں�ļ��㹫ʽ��
�� ʱ����
ʱ����
 (3)
(3)
����ʽ(3)��������������ڹܼ��ıں��Сֵ��Ҳ������Ԥ��С�Ƕ�����ʱ�ܲ����ں��������
4 �������ղ����Թܱڼ�����Ӱ��
4.1 ��������뾶��/B��Ӱ��
��������뾶��/B(��Ϊ�������Բ�뾶��BΪ������������ƽ���ڹܲĵĿ���)�ֱ�ȡ2.23��2.81��3.37��4.49��5.62����������뾶��/B�����ں������Ӱ���ģ��ͳ�ƽ����ͼ10��ʾ��
ͼ10���߱仯���Ʊ�����������������뾶��/B�����ܱڵ����ں�����ʳʽ������Թ��ɼ�С�����ơ���/Bֵʵ���ϴ��������������γ̶ȣ�����ֵԽС�������γ̶�Խ�ں����Խ���أ�����/B�ӽ�2ʱ���ں������ԼΪ20%�������ܲ�Ʒ�����ɵ����ں�����������ƣ���Ӧ���ۺϿ���ʩ������ѹ����
4.2 ����ѹ��(������)��Ӱ��
�����뾶��=40 mm��������������������������ϣ���С�ֱ�ȡΪ100��130��170��250 ��300 N��
�����������ں������Ӱ���ģ��ͳ�ƽ����ͼ11��ʾ��
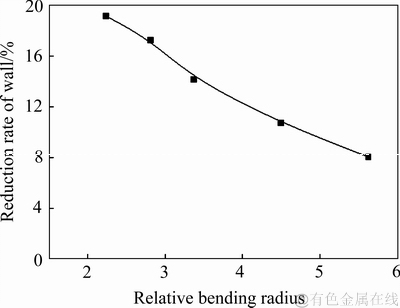
ͼ10 ��������뾶��/B�����ں�����ʵ�Ӱ��
Fig. 10 Influence of ��/B on maximum rate of wall thickness reduction
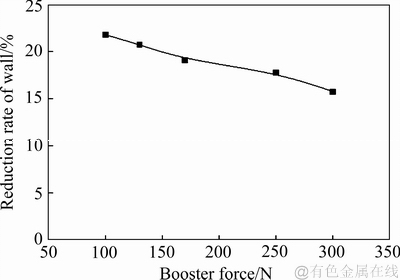
ͼ11 �����������ں��������Ӱ������
Fig. 11 Effect of booster force on maximum rate of reduction of wall thickness
��ͼ11��֪�����Ŷ�����F�����ܱڵ����ں��������С��������Ϊ������ʹӦ�����Բ����ƣ��Ӷ���С��������������ı��γ̶ȣ���С�˱ں����������Ҫע����ǣ����Ӷ�����ʵ����ֱ�������������ܲ��ڲ�ڵ�����ѹ�����Ӵ���������գ���ˣ�ʩ��������ͨ�����ڲ�ڲ�����Ϊ�ޡ�ģ����ǻ�����Լ�о����������һ���̶�����������ķ������������Աں�����ʵ�Ӱ����ƫ�����Թ�ϵ��������Ϊ�����ڲ�ں����ӣ������˶����������ں�����Ŀ���Ч����ɵġ�
4.3 о��֧�ŽǶȵ�Ӱ��
о����Ӱ����β�������������������һ�����IJ��������������ڹ�����ǻ֧�Źܱڣ���ֹ��������ػ���������ڲ�����塣о��֧�ŽǶ��Ǹ���Ҫ���ղ��������������Ӱ��ܴ�֧�ŽǶȵĶ������ָ��о����֧�ŵĹܲ������ε�Բ�Ľ�(��ͼ12)��
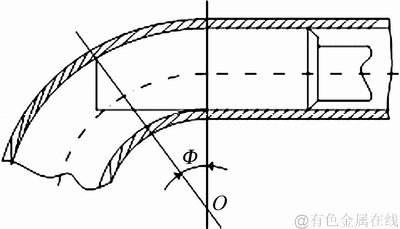
ͼ12 о��֧�Ž�ʾ��ͼ
Fig. 12 Illustration of mandrel support angle
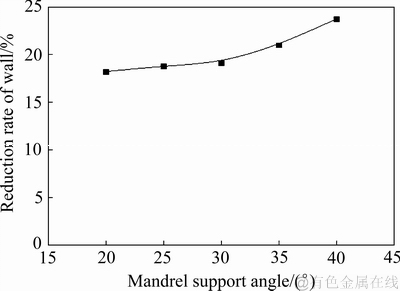
����ʱ�������뾶��=40 mm�����ø�����ʽо����֧�ŽǶȷֱ�ȡ��=20�㡢��=25�㡢��=30�㡢��=35�㡢��=40�㡣
о��֧�ŽǶȶ����ں������Ӱ���ģ��ͳ�ƽ����ͼ13��ʾ��
ͼ13 о��֧�ŽǶȶ����ں�����ʵ�Ӱ������
Fig. 13 Impact of mandrel support angles on max rate of reduction of wall thickness
��ͼ13�����߱仯���ƿ��Կ��������ں����������о��֧�ŽǶȵ������������ԭ�������������棺1) ֧�ŽǶȴ���ܲĶ������С�����������ɷּӴ������������Ӵں���������ӡ�2) ֧�ŽǶȴ���о����ܲĽӴ������Ħ���������������������ӣ��ܲ��������������ɷּӴ�������ɱں���������ӡ���ͼ13�п��Կ�����о��֧�ŽǶ���30������ʱ�Աں����Ӱ���С�����ұں�����������պ���30�㷶Χ������о��֧�ŽǶ�Ӧȡ30��Ϊ�ˡ�
4.4 ��Աں�T/B��Ӱ��
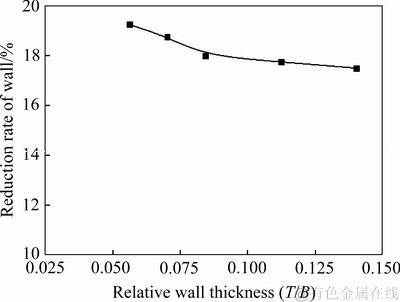
��Աں�T/B���ǹܲıں�T��������������ƽ���ڹܲĵĿ���B�ı�ֵ���������ܲ��������������������ں�T�ֱ�ȡ1��1.25��1.5��2��2.5 mm���ܲĿ���B=17.8�������뾶��=40 mm����Աں�T/B�����ں������Ӱ���ģ��ͳ�ƽ����ͼ14��ʾ��
ͼ14 ��Աں�T/B�����ں�����ʵ�Ӱ������
Fig. 14 Impact of relative wall thickness T/B on max rate of reduction of wall thickness
��ͼ14���Կ�����������Աں�T/B�����ܱڵ����ں�����ʳʼ�С�����ƣ������ּ�С�仯����������Ϊ�ܲĿ���B���������£��ܲıں�Խ���ܱ߲��ϵ�ǣ����������Խǿ��Ҳ����˵��Աں�Խ�ܲıں�����ķֲ���Ը��ӷ�ɢ���ܲıں�������ͻ��С��
4.5 Ħ��������Ӱ��
�����뾶��=40 mm��������ǻ��о��֮��Ħ�������̷ֱ�ȡΪ0.01��0.02��0.03��0.05��0.1��Ħ�����������ں������Ӱ���ģ��ͳ�ƽ����ͼ15��ʾ��
��ͼ15��֪������Ħ�����������ܱڵ����ں�����ʳ��������ӵ����ơ�ԭ���ǹܱ���о����ϴ��Ħ�������������ڲ��ϵ��ڲ���Ӧ�����������˲�������������ʹ�ں�������ӡ���������������ѣ��ܲ�����ʱҲ�����������ѡ���ˣ�о������Ҫ�����⻬��ʩ�������Ӷ�����Ħ����������߹ܲ��������μ��ޡ�
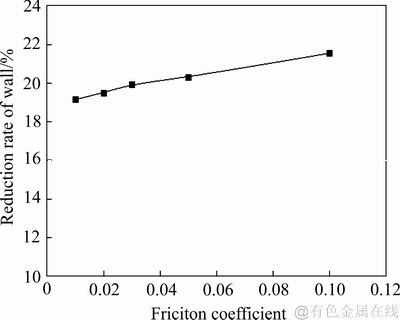
ͼ15 Ħ�����������ں�����ʵ�Ӱ������
Fig. 15 Relationship between friction coefficient and max rate of reduction of wall thickness
5 ����
1) �����뾶(��������뾶��/B)�DZں��������Ҫ�������أ�����ʱ���ʵ���������Ӱ�����ء�С�뾶����ʱΪ����ں���ȼ����������ۺ�ʩ������ѹ���ͽ���֧��о����ܱ�Ħ��������
2) ����С�뾶�������ܲıں������������ռ�Ƕȷ�Χ�ϴܼ������ǶȽ�Сʱ�������ȶ�����δ���֣���ʱ���ں�������������Ƕ��йأ�ֻ�е��ܼ������Ƕȴ���ij�ٽ�ֵ���������γ����ȶ��Σ���ʱ���ں�������������Ƕ��أ�ά�ֻ������䡣
3) ���ڶ���ǻ15.8 mm��7.9 mm���ں�1.0 mm�IJ����ܱں��������������з������ó��˱��ι���������ԼΪ�ܲ��������ڿ���B��1.2����ͬʱ�����С�뾶�������ιܿ��ǹ����������С�ں���㷽����
4) о��֧�ŽǶ�ȡ�ں���������ȼ��ɡ�С�뾶���������о��֧�ŽǶȿ�ȡ30�㡣
REFERENCES
[1] YANG He, LI Heng, ZHANG Zhi-yong, ZHAN Mei, LIU Jing, LI Guang-jun. Advances and trends on tube bending forming technologies[J]. Chinese Journal of Aeronautics, 2012, 25: 1-12.
[2] YUAN Si-bo, YU Zhen-tao, HAN Jian-ye, LIU Hui, HUANG Pu-qiang, MA Xi-qun. Technical research on small-radius bends of thin-walled capillary tube made from a new ��-type titanium alloy[J]. Chinese Journal of Rare Metals, 2010, 34(5): 668-672.
[3] GOODARZI M, KUBOKI T, MURATA M. Effect of initial thickness on shear bending process of circular tubes[J]. Journal of Materials Processing Technology, 2007, 191(1/3): 136-140.
[4] TANG N C. Plastic-deformation analysis in tube bending[J]. International Journal of Pressure Vessels and Piping, 2000, 77(12): 751-759.
[5] STACHOWICZ F. Bending with upsetting of copper tube elbows[J]. Journal of Materials Processing Technology, 2000, 100(1/3): 236-240.
[6] LAZARESCU L. Effect of internal fluid pressure on quality of aluminum alloy tube in rotary draw bending[J]. International Journal of Advanced Manufacturing Technology, 2013, 64(1/4): 85-91.
[7] MILLER J E, KYRIAKIDES S, BASTARD A H. On bend-stretch forming aluminum extruded tubes����: Experiments[J]. International Journal of Mechanical Sciences, 2001, 43: 1283-1317.
[8] ������. 22MnB5���ι��������μ����о�[D]. ������: ��������ҵ��ѧ, 2015.
YIN Cheng-yu. Research on bend forming limit for rectangular tube for 22MnB5[D]. Harbin: Harbin Institute of Technology, 2015.
[9] ������, �� ��, ղ ÷, ������, �� ��. ���ڹ�С�����뾶���������ں����ʵ���о�[J]. ��ѹ����, 2007, 32(5): 58-62.
YUE Yong-bao, YANG He, ZHAN Mei, KOU Yong-le, LI Heng. Experimental study on thinning of thin-walled tube NC bending process with small bending radius[J]. Forging & Stamping Technology, 2007, 32(5): 58-62.
[10] ������, �� ��, ղ ÷, ������, �� ��. ���ڹ�����������������ʵ���о�[J]. ���Թ���ѧ��, 2007, 14(5): 26-31.
KOU Yong-le, YANG He, ZHAN Mei, YUE Yong-bao, LI Heng. Experimental study on cross-section distortion of thin-walled tube in NC bending process[J]. Journal of Plasticity Engineering, 2007, 14(5): 26-31.
[11] YANG He, LI Heng, ZHAN Mei. Friction role in bending behaviors of thin-walled tube in rotary-draw-bending under small bending radius[J]. Journal of Materials Processing Technology, 2010, 210(15): 2273-2284.
[12] ZHAO Gang-yao, LIU Yu-li, YANG He, LU Cai-hong. Cross-sectional distortion behaviors of thin-walled rectangular tube in rotary-draw bending process[J]. Transactions of Nonferrous Metal Society of China, 2010, 20(3): 484-489.
[13] TIAN Shan, LIU Yu-li, YANG He. Effects of geometrical parameters on wrinkling of thin-walled rectangular aluminum alloy wave-guide tubes in rotary-draw bending[J]. Chinese Journal of Aeronautics, 2013, 26(1): 242-248.
[14] Ԭ�ı�. ���β���������������ֵ����[D]. ����: �����Ƽ���ѧ��2006.
YUAN Wen-bin. The numerical value analysis of rectangular wave-guide tube bend deformation[D]. Beijing: University of Science and Technology Beijing, 2006.
[15] ����̩, ���Ӹ�, �����, ����ѩ. ���β����������ں�����ص����[J]. ���Թ���ѧ��, 2018, 25(5): 212-216.
HU Fu-tai, PENG Jia-geng, ZANG Xin-liang, WANG Fei-xue. Practical analysis of wall thickness in rectangular waveguide bends[J]. Journal of Plasticity Engineering, 2018, 25(5): 212-216.
Influence of bending parameters of waveguide on wall thickness reduction
HU Fu-tai, WANG Fei-xue, ZANG Xin-liang, PENG Jia-geng
(School of Mechanical Engineering, Yanshan University, Qinhuangdao 066004, China)
Abstract: This investigation established a finite element analysis model to determine the distribution of wall thickness in taper zones of 6063 waveguide bends with various radii, and demonstrated the relationship between wall thicknesses in the stable deformation zones and the bending radii. For the given waveguide with the chamber size of 15.8 mm in width, 7.9 mm in height and 1.0 mm in wall thickness, the distribution of outer wall thickness was calculated for a range of angles of bend at ��=40 mm, and it was observed that the taper zone can extend to an angular range of 30�� and greater. The calculated and empirical measured wall thickness values of 90�� bends were compared, and apart from the 10�� of abrupt tapering at either ends of the bend, the calculated rates of thickness reduction had errors of less than 2%. In addition, the arc-lengths of the neutral axes of the taper zones were also determined to be approximately 1.2 times the width B of the tube, and a formula to calculate wall thickness with angular correction was derived. Calculations also revealed that the mandrel support regions should coincide with the range of the taper zones, and that in the bends with small radii, the angular ranges could reach 30�� or more. This report also analyzed other factors and their theoretical contributions to wall thickness variation, including the force exerted by the booster on the tube, coefficient of friction and mandrel support angle. These analytical calculations can provide a theoretical basis for the improvement of waveguide bends manufacturing process and research.
Key words: waveguide bending; bending process; wall thickness reduction; taper zone
Foundation item: Project(E2017203127) supported by the Natural Science Foundation of Hebei Province, China; Project(8190004) supported by the Foundation for Doctoral Scientists of Yanshan University, China
Received date: 2018-08-12; Accepted date: 2019-04-10
Corresponding author: HU Fu-tai; Tel: +86-13933958170; E-mail: hufutai@sina.com
(�༭ ��ѧ��)
������Ŀ���ӱ�ʡ��Ȼ��ѧ����������Ŀ(E2017203127)����ɽ��ѧ��ʿ����������Ŀ(8190004)
�ո����ڣ�2018-08-12�������ڣ�2019-04-10
ͨ�����ߣ�����̩�������ڣ���ʿ���绰��13933958170��E-mail��hufutai@sina.com
ժ Ҫ�����Ľ����˲�����������������Ԫ����ģ�ͣ����6063�����ܼ����˲�ͬ�����뾶�¹�������ں�ֲ��������ȶ��������ں���㹫ʽ���õ��ȶ����αں��������뾶��ϵ���ߡ��Ը���������(��ǻ15.8 mm��7.9 mm���ں�1.0 mm)�����˲�ͬ�����Ƕ���(��=40 mm)�������ں�ֲ���ָ��С�뾶������������������쵽30�㷶Χ��������ȡ90�������������˱ں����ֵ��ʵ��ֵ�Ƚϣ���ȥ����10���ڼ���仯�Σ��ں���������С��2%��ͨ���Աȱ��ι�����������ȷ���������������Բ㻡���ȶ��ڹܲĿ���B��1.2�����ң������˸����ıں���㹫ʽ��ͨ������ó�о��֧�ŷ�ΧӦ����ɱ�������Χһ�£�С�뾶����ʱ�ɴﵽ30��Ƕȷ�Χ�����з����˶�������Ħ��������о��֧�ŽǶȵȶԱں�仯��Ӱ����ɣ��������˺�������������Щ���������ָ�������������о������������Ľ��ṩ����Ҫ���ݡ�
