

Influence of processing parameters on microstructure and wear resistance of Ti+TiC laser clad layer on titanium alloy
WU Wan-liang(������), SUN Jian-feng(����), DONG Sheng-min(��ʤ��), LIU Rong-xiang(������)
College of Materials Science and Engineering, Heilongjiang Institute of Science and Technology, Harbin 150027, China
Received 28 July 2006; accepted 15 September 2006
Abstract:
Laser cladding experiments were carried out on Ti-6Al-4V alloy with Ti+33%TiC(volume fraction) powders. Laser processing parameters were studied systematically to investigate the influences on the surface quality. Microstructure, microhardness and wear resistance of the clad layer were evaluated. The results show that the laser parameter has considerable influence on microstructure and wear resistance of laser clad layer. With the optimized technical parameters, a clad layer with good surface quality and uniform microstructure was obtained. The microhardness of the clad layer HV0.2 is 1 080, and the wear rate is reduced by 57 times.
Key words:
titanium alloys; TiC; laser cladding; processing parameters; wear resistance;
1 Introduction
Titanium alloys possess a high strength/mass ratio and excellent corrosion resistance, but exhibit poor resistance to sliding wear. It is known that laser cladding is an effective technique to improve titanium alloy surface wear resistance[1-14], since the bonding of the clad layer with substrate materials is a metallurgical process, and the thickness of the layer can be varied in the range of a few tens of micrometers to a few millimeters. MOLIAN et al[1] thought that the wear rates of Ti-6Al-4V alloy were reduced by up to two orders of magnitude by laser cladding hexagonal BN powders with the addition of NiCrCoAlY. The coatings consisting of TiB2, CrB, M23C6 and M23(CB)6 compounds were obtained by laser cladding NiCrBSiC and TiC mixed powders on Ti-6Al-4V substrate[2-5]. The average microhardness reached HV 1 000 in the cladding zone. Compared with the untreated titanium alloy, the coatings have a wear rate an order of magnitude less. The results of laser cladding of titanium alloys with NiTiSi mixed powders demonstrate that Ti5Si3, NiTi2, NiTi and Ti2Ni3Si compounds are formed in the coatings[6-9]. ZHANG et al[10-12] chose Cr3C2 and Ti powders as the starting materials, and obtained an in-situ synthesized TiC/Ti composite layer on Ti-6Al-4V by laser cladding.
There are many factors that affect the quality of the laser clad layer, including thermophysical properties of the substrate and clad materials (melting point, thermal conductivity, thermal coefficient of expansion, etc.), feed mode and feed rate of the clad materials, laser processing parameters, protection methods, overlap coefficient, etc. Selecting an adequate laser process is one of the most important factors in obtaining a clad layer with good surface quality. However, there are still few systematical studies about the relationship between laser processing parameters and the qualities of clad layers. In addition, it is difficult to obtain a high quality clad layer on titanium alloy because titanium alloys have high reflectivity to laser and Ti is an active element that easily reacts with other elements. The microstructure of Ti+TiC clad layer was reported in previous studies[13-14]. The present study aims at investigating the relationship between laser processing parameters with surface quality, diluting rate, microstructure, and wear resistance.
Ti-6Al-4V alloy hot rolled in ��+�� range and annealed at 780 �� was used as the substrate material. Ti and TiC powders with the size of 50-100 ��m were mixed and pre-placed on Ti-6Al-4V substrate. ML-108 type CO2 laser apartment was used, and the parameters of laser processing were as follows: the power P=6 kW, the scanning speed v=10.8 mm/s, 15 mm/s and 21.4 mm/s, and the beam diameter D=6 mm; the thickness of the pre-coating layer h=1.0 mm and 0.5 mm; the overlap coefficient was 0.3. The laser cladding was carried out in argon.
The microstructure of the clad layer was examined using a Hitachi S-570 type scanning electron microscope (SEM). The microhardness of the clad layers was measured with HXD-1 000 electronic micro- hardness tester. The wear resistance of the clad layers was evaluated by ������ ����-100 pin-on-disk type friction and wear tester. The clad samples and untreated titanium samples were used as pins, and the GCr15 steel quenched at 840 �� and tempered at 150 �� with the hardness HRC of 58 was used as disks. The dry sliding distance was 1 km, the sliding velocity between pin and disk was 0.2 m/s, and the load was 70 N. The wear mass loss of the samples was measured by a Sartious Micr type electronic balance with a sensitivity of 10-5 g.
3.1 Macroscopic quality of clad layer
The parameters of laser cladding and macroscopic quality of the clad layer are listed in Table 1. Laser clad layer with good surface quality can be obtained under laser scanning speed v=10.8 mm/s and 15 mm/s. When the laser scanning speed v=21.4 mm/s, the clad materials do not melt completely, which leads to non-continuous final clad layers. Even if the final clad layers are continuous, a uniform clad can not be produced, and the surface is relatively rough due to surface tension causing the clad surface to shrink during the cooling process of laser cladding. When laser power and laser beam diameter is constant, scanning speed decides the energy input in the clad materials. The energy decreases with the increase of the scanning speed. If the scanning speed is so high that clad materials can not get enough energy to melt completely, metallurgically bond with substrate can not be realized. When the laser scanning speed v=10.8 mm/s and 15mm/s, clad materials melt completely and a clad layer with continuous and uniform appearance is metallurgically bonded with Ti-6Al-4V alloy substrate. In addition, with the increase of scanning speed, the melting content of the substrate decreases, which leads to the decrease of the thickness and diluting rate of the clad layer. The microhardness of the clad layer is significantly enhanced compared with that of the substrate region. The maximum microhardness of the clad layer is HV 1 080 under the cladding parameters of P=6 kW, v=15 mm/s, D=6 mm, and h=1.0 mm, which benefits wear resistance of the clad layer.
3.2 Microstructure of clad layer
In order to get a clad layer with good performance, fine and uniform microstructure is important as well as the good surface quality. Refs.[13-14] reported the microstructure of the clad layer. The clad layer can be divided into the clad, the binding, and the heat-affected zone along the depth profile. TiC in the clad zone exists in the form of fine dendrites with an interspace of 1-2 ��m between second-order dendrite arms, forming a net structure. Ti matrix filling among TiC dendrites plays a role of connecting TiC and transferring the load.
Fig.1 shows the microstructure in different parameters of the clad layer. With the increase of the scanning speed, microstructure of the clad layer becomes finer, and the diluting rate deceases. The reason is that the increase of the scanning speed reduces the melting content of the substrate and the area of the heat-affected zone, and hence increases the cooling rate of the melting pool, which induces fine microstructure and reduces diluting rate. The convection of the melting pool can distribute the microstructure uniformly, but a liquid pool formed in laser cladding exists for a short time and reduces with the increase of the scanning speed. If the convection is not sufficient under high laser scanning speed, uneven microstructure will appear under high scanning speed as shown in Figs.1(c) and (d). In summary, low laser scanning speed leads to coarse microstructure and high diluting rate but uniform microstructure; high laser scanning speed leads to fine microstructure and low diluting rate but uneven microstructure, or even metallurgically bond can not be realized between the clad layer and the substrate. A clad layer with good macroscopic quality and microstructure is obtained under the laser scanning speed v=15 mm/s.
Table 1 Parameters of laser cladding
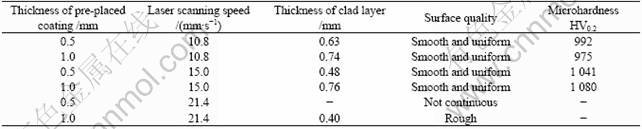
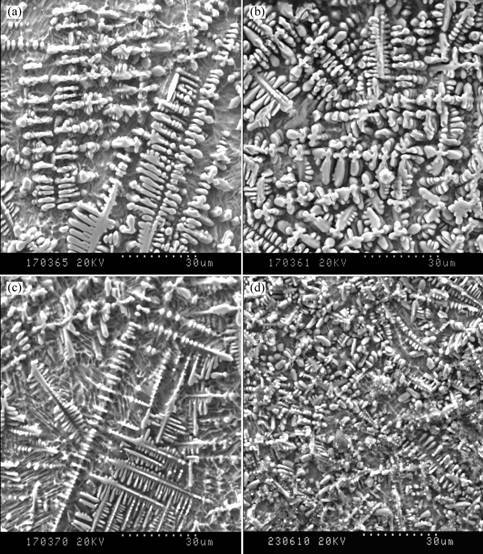
Fig1. SEM micrographs showing microstructure in different parameters of clad layer: (a) v=10.8 mm/s, h=1.0 mm; (b) v=15 mm/s, h=1.0 mm; (c) v=10.8 mm/s, h=0.5 mm; (d) v=15 mm/s, h=0.5 mm
The thickness of pre-placed coating affects the diluting rate directly, therefore affects the quality of the clad layer. Interspace exists between the particles in the pre-placed coating whatever way is used to pre-place the coating, which reduces the thermal conductivity greatly. The pre-placed coating can be seen as an adiabatic layer under high power laser melting condition. Thus, pre-placed coating acts as an insulation between the laser and the substrate. If the pre-placed coating is thinner, the adiabatic function is smaller; the more the melting content of the substrate, the higher the diluting rate. Two kinds of the thickness of the pre-coating layer, h=1.0 mm and 0.5 mm, have been chosen in this paper. From Fig.1 it can be seen that the diluting rate is relatively low when h = 1.0mm.
The fine and uniform microstructure of the clad layer with high TiC content and low diluting rate is obtained under laser scanning speed v=15 mm/s and the pre-coating layer h=1.0 mm.
3.3 Wear resistance of clad layer
Fig.2. shows the comparison results of the wear rate for different parameters of clad layer and Ti-6Al-4V alloy. All clad layer samples have higher wear resistance than the untreated titanium alloy samples, which indicates that laser cladding improves the wear resistance of titanium alloy. The wear resistance of the clad layer is relevant to surface quality, diluting rate and microstructure. Good surface quality is one of the necessary conditions for good wear performance. So, only the wear performance of the clad layer with good surface quality listed in Table 1 was tested. Low diluting rate means high strength and hardness, which improves wear resistance of the clad layer. The diluting rate of the clad layer with h=1.0 mm is lower than that with h=0.5 mm, thus the wear resistance of the former is better than that of the latter. Fine and uniform microstructure is beneficial for wear resistance of the clad layer. The fine TiC dendrites in the clad layer are distributed uniformly in Ti matrix, forming a net structure. The Ti matrix filled among TiC dendrites plays a role in connecting TiC and transferring the load. Under the wear and friction condition, TiC bears most of the load because of its high hardness, and a majority of plastic deformation happens in the Ti matrix. In this way, the composite layer combines high hardness of ceramic materials with the toughness of metal materials. Eventually, the clad layer with good wear resistance is fabricated by laser cladding on the surface of Ti-6Al-4V alloy. When v=15 mm/s and h=1.0 mm, fine and uniform microstructure of the clad layer is obtained and the wear rate is 1.04��10-3 mg/m and is reduced by 57 times compared with that of Ti-6Al-4V alloy, indicating that the clad layer has excellent wear resistance.
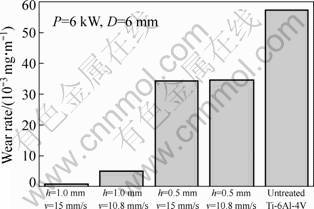
Fig.2 Comparison of wear rate for clad layers of different parameters and Ti-6Al-4V alloy under load of 70 N, sliding velocity of 0.2 m/s and sliding distance of 1 km
4 Conclusions
A clad layer with good wear resistance is obtained on Ti-6Al-4V alloy. When P=6 kW, v=10.8 mm/s, D=6 mm and h=1.0 mm, the microstructure of the clad layer has fine and uniform microstructure and excellent wear resistance.
References
[1] MOLIAN P A, HUALUM L. Laser cladding of Ti-6Al-4V with BN for improved wear performance[J]. Wear, 1989, 130: 337-352.
[2] SUN R L, YANG D Z, GUO L X, DONG S L. Microstructure and wear resistance of NiCrBSi laser clad layer on titanium alloy substrate[J]. Surface and Coatings Technology, 2000, 132: 251-255.
[3] SUN R L, YANG D Z, GUO L X, DONG S L. Laser cladding of Ti-6Al-4V alloy with TiC and TiC+NiCrBSi powders[J]. Surface and Coatings Technology, 2001, 135: 307-312.
[4] SUN R L, MAO J F, YANG D Z. Microstructure characterization of NiCrBSiC laser clad layer on titanium alloy substrate[J]. Surface and Coatings Technology, 2002, 150: 199-204.
[5] SUN R L, MAO J F, YANG D Z. Microscopic morphology and distribution of TiC phase in laser clad NiCrBSiC-TiC layer on titanium alloy substrate[J]. Surface and Coatings Technology, 2002, 155: 203-207.
[6] WANG H W, LIU Y F. Microstructure and wear resistance of laser clad Ti5Si3/NiTi2 intermetallic composite coating on titanium alloy[J]. Materials Science and Engineering A, 2002, 338: 126-132.
[7] WANG H M, CAO F, CAI L X, TANG H B, ZHANG L Y. Microstructure and tribological properties of laser clad Ti2Ni3Si/NiTi intermetallic coatings[J]. Acta Materialia, 2003, 51: 6319-6327.
[8] WANG Y, WANG H M. Research progress on laser surface modification of titanium alloys[J]. Applied Surface Science, 2004, 81: 229-235.
[9] LIU Yuan-fu, ZHAO Hai-yun, WANG Hua-ming. Microstructure and wear-resistant properties of laser clad Ti5Si3/NiTi intermetallic composite coating[J]. Rare Metal Materials and Engineering, 2003, 32(5): 367-371.(in Chinese)
[10] ZHANG S, WU W T, WANG M C. In-situ synthesis and wear performance of TiC particle reinforced composite coating on alloy Ti6Al4V[J]. Surface and Coatings Technology, 2001, 138: 95-100.
[11] MAN H C, ZHANG S, CHENG F T, YUE T M. Microstructure and formation mechanism of in situ synthesized TiC/Ti surface MMC on Ti-6Al-4V by laser cladding[J]. Scripta Mater, 2001, 44: 2801-2807.
[12] ZHANG Song, WU Wei-tao, WANG Mao-cai, DONG S. Laser induced TiC particle reinforced composite layer on Ti6Al4V and their microstructural characteristics[J]. Trans Nonferrous Met Soc China, 2000, 10: 6-9.
[13] WU Wan-liang, LIU Yong, YANG De-zhuang, SUN Rong-lu. Microstructure of TiC dendrites reinforced titanium matrix composite layer by laser cladding[J]. Journal of Material Science Letter, 2003, 22: 1169-1171.
[14] WU Wan-liang, ZHANG Ying-chun, LI Xue-wei, Sun Jian-feng. Laser cladding of Ti-6Al-4V titanium alloy with Ti+TiC powders[J]. Trans Nonferrous Met Soc China, 2005, 15(3): 430-433.
(Edited by CHEN Can-hua)
Foundation item: Project(11513099) supported by Scientific Research Fund of Heilongjiang Provincial Education Department
Corresponding author: WU Wan-liang; Tel: +86-451-88059536; E-mail: wuwanliang@126.com
