
���±�ţ�1004-0609(2009)07-1322-10
NaOH�ֽ⺬���������¹���
�������������ã����������� �����Ƴ�������㣬³����
(���ϴ�ѧ ұ���ѧ�빤��ѧԺ����ɳ 410083)
ժ Ҫ��
���NaOH�ֽ⺬���������¹��գ�����NaOH������Һ�̱ȡ��¶Ⱥ�ʱ����������ֽ��ʵ�Ӱ�죬�����������������ʽ�������Zn��In��Cu��Cd��Pb��As��Sb��Sn��Ag����NaOH�ֽ�����е���Ϊ�������������m(NaOH)?m(������)=0.381 4?1���¶�60 �桢Һ�̱�2?1����Ӧʱ��2 h�����������£��������ķֽ��ʴﵽ98.03%����ԭ���е����ʽ�������Sn��Sb��Zn��In��Cu��Cd��Pb��Ag�Ⱦ������ڷֽ����У�As����AsO43?����̬�ֽ�����Һ�������ʴﵽ83.36%��DSC-TGA�ȷ�����X����������������������NaOH�ֽ�����У��������е�����Ҫ��Fe3O4��ʽ�����������ֽ�����Fe��In��Zn�ĺ����ֱ�Ϊ38.81%��0.23%��12.89%����ϡ����ѡ���Խ�������п��һ����ѡ��������Ϊ����ԭ�ϡ�
�ؼ��ʣ�
��ͼ����ţ�TF 803.2���� ���ױ�ʶ�룺A
Novel technique of decomposition of ammonium jarosite bearing indium in NaOH medium
CHEN Yong-ming, TANG Mo-tang, YANG Sheng-hai, HE Jing, TANG Chao-bo, YANG Jian-guang, LU Jun-yue
(School of Metallurgical Science and Engineering, Central South University, Changsha 410083, China)
Abstract: The decomposition of ammonium jarosite bearing indium in NaOH medium were studied. The effects of NaOH addition, liquid-solid ratio, decomposition temperature and time on the decomposition ratio of ammonium jarosite were investigated, respectively, and the behavior of impurity elements, such as Zn, In, Cu, Cd, Pb, As, Sb, Sn and Ag in jarosite residues was also discussed. The results show that the decomposition rate of ammonium jarosite can reach 98.03% under the following optimum conditions, which are m(NaOH)?m(jarosite)=0.381 4?1, temperature 60 ��, liquid-solid ratio 2?1, reaction time 2 h. During the alkaline decomposition, the impurity elements, such as Zn, In, Cu, Cd, Pb, Sb, Sn and Ag are left in the residue, while As is leached into the pregnant solution as AsO43? with leaching rate of 83.36%. DSC-TGA thermal analysis and XRD characterization results demonstrate that Fe is precipitated as Fe3O4 during alkaline decomposition of jarosite. The contents of Fe, In and Zn in decomposition residue are 38.81%, 0.23% and 12.89%, respectively. After selective leaching of In and Zn with dilute HCl solution, the iron concentrates obtained from magnetic separation can be used as raw material for iron smelting.
Key words: ammonium jarosite; In; zinc hydrometallurgy; decomposition
Ŀǰ���������п�������80%���ϲ��á��� �ա��������������ʪ�������������ڱ��չ����У���п���е�п������ZnO�����÷ϵ��Һ�����ܽ⣬����Һ�������Ӻ���е��������п���������ᣬ�������൱����п�뾫���е��������������п�������ڸ��¸���������²��ܽ������е�п����Ҳͬʱ�������Һ��Ϊ��ʵ����п���룬�Ⱥ�����˻Ƽ��������������ͳ����ȳ�������[1?3]����֮�������ͳ������Ƽ����������в������Լ������ٺ������ɱ��͵��ŵ㣬�ҽ���ʵ������пϵͳ����ƽ�⣬������Ҫȱ�����������������ȶ��Բ�Ѵ��Բ��á��������10��t�ĵ�п������п��������8%�ƣ���ÿ�������������ԼΪ5.3��t��һ��ͽ����������Ѵ棬����ռ�ñ����������Դ�������������е��ؽ�������Zn��Cu��Cd��Pb��As��Sb�ȣ�����Ȼ�Ѵ������»���ܳ��Ӷ���Ⱦ����ˮ������[4]���ɴˣ���ξ��û����ش����������ʪ����п����������Ϊ������ɫұ��ҵ���ٵ��Ͼ��� ս��Ŀǰ���������Ĵ�����Ҫ�����������̶������ͻ����м۽��������档�����������̶������ɷ�Ϊ�����սᷨ[5?8]����ԭ����?��ѡ��[9]������ˮ�� ��[10?13]���ܼ��������ȣ��������е�����Դ�ֱ��Թ����Ρ������λ�Fe2O3����̬�����������������մɲ��ϡ����ϻĵ�����õ���ֵ���ã����ؽ���Ԫ����õ���Ч���ջ�̻���������������Ӫ�ɱ� �ߣ���Щ���ն�δ�ƹ�Ӧ�á��������������м۽����Ļ��գ��Ӿ������Ͽ��ǣ���Ҫ������ϡɢ�������Ļ��ա�����������ʱ������Һ�е���������ͬ�����ʽ��������������һ�������ڷ�����һ����á����»�ԭ�ӷ�[14?21]�����������D2EHPA������п���û������ջ��������ù��մ��ڵ���Ҫ���������ܻ����ʵͣ��ܺĴ������ɱ��ߣ��ӷ���������ĵ�Ũ��SO2����������Ⱦ��������������ԭ���б�Ҫ����һ�ֻ����Ѻá����̼��ɱ��������м۽��������ʸߵĺ���������ʪ���������գ�������Ч�����������е�In��Zn���м۽���������ʵ��п��������Դ����ֵ���ã����������Ѵ��������Ļ�����Ⱦ��������[22?26]������NaOH��Ca(OH)2�����ڳ��³�ѹ����Ч�ֽ���������Ǧ��������������Ӧ���̷���δ��Ӧ������ģ�͡��ɴˣ��������������NaOH�ֽ⡪���ỹԭ������TBP��ȡ��п���ĺ���������ʪ���������̣���������NaOH��ϵ�зֽ����������ֱ����Na2SO4��Һ�ͺ�In��Zn��������ǰ�߾�Ũ���ᾧ����â��������������������ϵ������ʪ����п��������[27?29]��ϡ����ѡ���Խ�����TBP��ȡIn��Zn�����ý���������ѡ��������Ϊ����ԭ�ϡ��������߽�����NaOH�ֽ⺬���������Ĺ����о�������NaOH������Һ�̱ȡ��¶Ⱥ�ʱ����������ֽ��ʵ�Ӱ�죬�����������ʽ���Zn��In��Cu��Cd��Pb��As��Sb��Sn��Ag�����������ֽ�����е���Ϊ��
1 ʵ��
1.1 ԭ��
ʵ������������ȡ����������ұ����ʪ����п���������仯ѧ�ɷ����ڱ�1��
��1 �������Ļ�ѧ�ɷ�
Table 1 Chemical composition of ammonium jarosite residue (mass fraction, %)
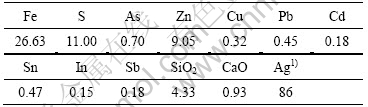
1) g/t.
��������XRD���������ͼ1��ʾ��
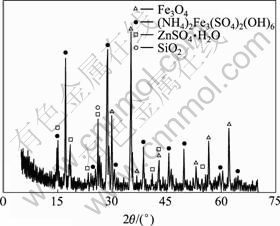
ͼ1 ��������XRD��
Fig.1 XRD pattern of ammonium jarosite residue
�ɱ�1��֪������������Ҫ��ѧ���ΪFe (26.63%)��S(11%)��Zn(9.05%)��SiO2(4.33%)������XRD�ף�ԭ���е�Fe������立�[(NH4)Fe3- (SO4)2(OH)6]��̬���ڣ�����һ���ֳ�Fe3O4�ࣻ���������е�Zn��ҪΪˮ���Ե�������[ZnSO4?H2O]���������е����ʽ�����Դ��Ҫ���£�1) �ɳ��������м����п��ɰ�кͼ����룻2) �������Һ�е����ʽ����ڳ������������������������뷯����Ag+��Pb2+��Na+��K+��NH4+һ����������������[AgFe3(SO4)2- (OH)6][30]��Ǧ����[Pb0.5Fe3(SO4)2(OH)6]��ʽ������In3+��Cu2+ [31]��Cd2+ [32]��Zn2+ [33]��ֱ�ȡ�����������е�Fe3+��������������Sb5+ [34]��Sn4+��As5+ [35?36]���ٲ�����SbO43?��SnO32?��AsO43?��̬ȡ�����������е�SO42?�⣬���Զ�����FeSbO4��FeSnO3��FeASO4������������С�
1.2 ʵ��װ�ü�����
NaOH�ֽ�������ʵ����1 L�ĵ�����ƿ�н��У��¶��ɺ���ˮԡ�ۿ��ơ���ȡһ�����Ĺ�ҵ��NaOH���������ʢ��һ���������ˮ�ĵ�����ƿ�н����ܽ⣬����Һ�¶Ⱥ㶨��Ԥ��ֵ����100 g��������һ���Ľ����ٶ��½��зֽⷴӦ���ﵽԤ��ʱ���ֹͣ��Ӧ������Һ�̷����ϴ�ӣ���ȡ��Һ���������ICP-AES����ȡ���������е�S��Zn��In��Cu��Cd��Pb��Sb��Sn��Ԫ�صĺ������������ڿ����������и�����ˮ��ȡ����ȡ��������
�������ķֽ�����S�Ľ����ʽ��б����������ʽ���£�
![]()
ʽ�У���Ϊ�������ķֽ��ʣ�%����(S)Ϊ�ֽ�Һ��S�ĺ�����g/L��VΪ�ֽ�Һ�������L��w(S)Ϊ��������S�ĺ�����%��mΪ�������ļ�������g��
NaOH�ֽ���������ʵ��װ��ʾ��ͼ��ͼ2��ʾ��
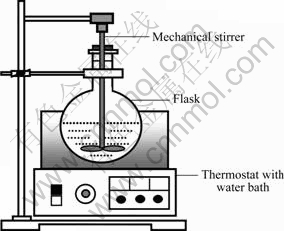
ͼ2 �������ֽ�����װ��ʾ��ͼ
Fig.2 Schematic diagram of experimental set-up for ammonium jarosite residue decomposition
2 �������̼�ԭ��
2.1 ��������
������ʪ��������ԭ��������ͼ3��ʾ��
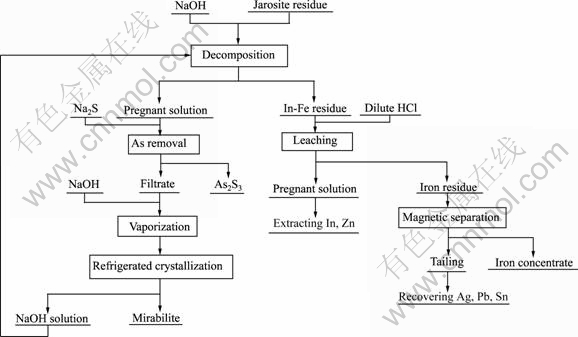
ͼ3 ������ʪ������ԭ������
Fig.3 Principle flow sheet of In hydrometallurgical extraction from jarosite residue
2.2 NaOH�ֽ�����������
50��200 ��ʱFe2O3-SO3-H2O��Ԫ��ϵ��ƽ����ͼ4��ʾ������ƽ�������࣬ͼ4(a)���¿��Ի���Ϊ����3������
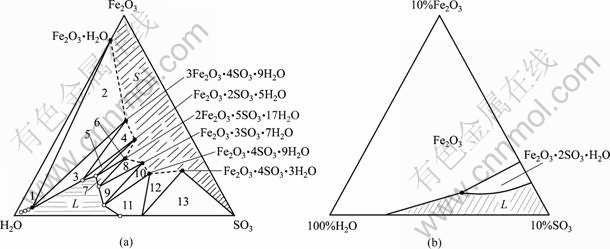
ͼ4 Fe2O3-SO3-H2O��Ԫ��ϵ��ƽ��
Fig.4 Phase equilibrium of Fe2O3-SO3-H2O ternary system: (a) 50 ��; (b) 200 ��
1) ƽ���������������ˮ���������������1��
2) ƽ������Ǽ�ʽ��(����������3��5��7)���ʽ�κ�������ˮ����Ļ����(����������2��4��6)���ڴ������ڳ�����������7�⣬������ϵ��SO3���������ӣ�ƽ��ĸҺ�������������֮�������ӣ�һֱ�ﵽҺ���߶���Ϊֹ��
3) ƽ�����������(����������9)����ʽ��(������11��13)�����ߵĻ����(����������10��12)���������ڵ�ƽ��Һ����кܸߵ�SO3��������������ϵ��SO3���������ӣ�ƽ��ĸҺ�к����������½���
�Ƚ�ͼ4(a)��(b)��֪�������¶Ƚϸߣ�200 ��ƽ�����Ϊ�ᾧˮ��С��Fe2O3��2SO3��H2O�Ͳ����ᾧˮ���������[Fe2O3��3SO3��Fe2O3��4SO3]�Լ���ˮ������Fe2O3��200 ��δ����Һ�����������Ϊ��С��ƽ��Һ��ĺ������ܵ͡�
ʪ����п��ҵ�У��Ƽ������������IJ���������Ҫλ��ͼ4(a)������������3����ƽ�����ݻ�����([H3O]2O��3Fe2O3��4SO3��6H2O)�����ڳɷ��ϻ���������ѧ�����϶��ͻƼ�����([K2O��3Fe2O3��4SO3��6H2O]�dz�������ڴ������ڣ�������Һ��ȵļ�С���ݻ��������ڲ��ȶ�������ת��Ϊ��ˮ����������ˣ���ͼ4��֪����������ʪ���������ղ�������֣�һ�Ǹ���ˮ�ⷨ����һ����ΪNaOH��Ca(OH)2�ļ�ֽⷨ��
NaOH�ֽ����������ķ�Ӧ��ʽ(2)��(3)��ʾ��


2.3 ���ʽ������������ֽ�����е���Ϊ
NaOH�ֽ������������У����Ż������������߽⣬���������е�Zn2+��In3+��Cu2+��Cd2+��Pb2+��Ag+�Ͱ���̬��As3+��Sb3+��Sn4+���������Ӿ�����������ʽ(4)��OH?��Ӧ������Ӧ������������������ڷֽ����У�
Men++nOH?=Me(OH)n�� (4)
ʽ�У�Me�ֱ����Zn2+��In3+��Cu2+��Cd2+��Pb2+��As3+��Sb3+��Sn4+��Ag+��
����Ũ�ȴﵽһ��ֵ���������������Zn(OH)2��Cu(OH)2��In(OH)3��Pb(OH)2��As(OH)3��Sb(OH)3��Sn(OH)4�ȷֱ���ʽ(5)��(6)�����ܽ⣺
Ma(OH)n+iOH?=Ma(OH)(n+i)?i (5)
ʽ�У�Ma�ֱ����Zn2+��In3+��Cu2+��Pb2+��Sn4+��
Mc(OH)n+OH?=McO(n?1)(n?2)?+2H2O+(n?3)H+ (6)
ʽ�У�Mc�ֱ����As3+��Sb3+��
�������е����������������ڼ�Ũ�Ƚϸ�ʱ��Ҳ�ᱻ��ֽ��γ������ƺ������ƶ�������Һ��
FeAsO4+3OH?=Fe(OH)3�� +AsO43? (7)
FeSnO3+2OH?=Fe(OH)2�� +SnO32? (8)
3 ���������
3.1 NaOH������Ӱ��
���¶�50 �桢��Ӧʱ��2 h��Һ�̱�3?1�Ĺ̶������£��ı�NaOH�������Կ�������������ֽ���̵�Ӱ�죬�����ͼ5��6��ʾ����ͼ5��6�ɿ� ��������NaOH���������ӣ�S�Ľ�������֮�����������������ķֽ����ӳ��ס�NaOH�������ɷ�����
��19.07%����38.14%ʱ��S�Ľ���������65.91%������97.68%����20%~40%������Χ�ڣ�ԭ���е����ʽ�������In��Cu��Pb��Ag��Cd���ڽ���Һ�к�����С��1 mg/L�����������ֽ�����У����ǻ��������������������ʽ������Zn��As��Sb��Sn��������NaOH������С��30%ʱ���������С��0.1%����������ֽ���������NaOH����������30%�����������NaOH�����������Ӷ���������������Ҫ����ΪZn��As��Sb��Sn�ȷֱ��γ��ǻ������(��Zni(OH)j2i?j)�������(��AsO43?��SbO2?��SbO33?��SnO32?)���ܽ�����Һ��NaOH����Ϊ38.14%ʱ��Zn��As��Sb��Sn�Ľ����ʷֱ�Ϊ1.17%��68.51%��0.75%��4.37%�����������ķֽ��ʺ�As���ܳ����������ۺϿ��ǣ�ѡ�����NaOH����Ϊ����������38.14%��
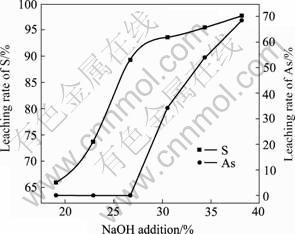
ͼ5 NaOH������S��As�����ʵ�Ӱ��
Fig.5 Effect of NaOH addition on leaching rates of S and As
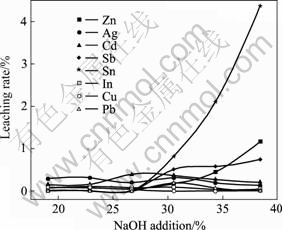
ͼ6 NaOH������Zn��In��Ag��Cd��Sb��Sn��Cu��Pb�����ʵ�Ӱ��
Fig 6 Effect of NaOH addition on leaching rates of Zn, In, Ag, Cd, Sb, Sn, Cu and Pb
3.2 �ֽ��¶ȵ�Ӱ��
��NaOH����Ϊ��������38.14%����Ӧʱ��2 h��Һ�̱�3?1�Ĺ̶������£��ı��¶��Կ�������������ֽ���̵�Ӱ�죬�����ͼ7��8��ʾ����ͼ7��8��֪���¶ȵ�����������������ķֽ⡣���¶���30 �������60 ��ʱ��S�Ľ�������֮��95.41%������101.63%������������ȫ�ֽ⣻�˺������߽����¶ȣ�S�Ľ����ʻ������ֺ㶨���¶ȶ����ʽ��������ʵ�Ӱ��ɷ�Ϊ3�ࣺ�¶ȶ�As��Sb��Sn�����ʵ�Ӱ��������¶ȶ�S��Ӱ����ɻ���һ�£���ʼ�����¶ȵ����߶������¶ȸ���60 �����������ֲ��䣻Zn�Ľ����������¶ȵ���߶���С����In��Pb��Cu��Cd��Ag��������30~90 ���¶ȷ�Χ�ڻ����������������������ķֽ��ʡ�As�Ľ������Լ����ܽ��ĵȷ����ۺϿ��ǣ�ѡ����ѷֽ��¶�Ϊ60 �档
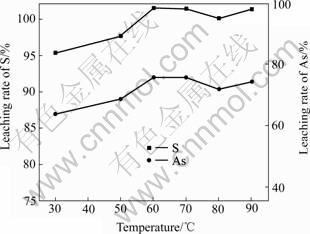
ͼ7 �¶ȶ�S��As�����ʵ�Ӱ��
Fig.7 Effect of temperature on leaching rates of S and As
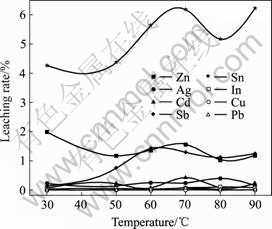
ͼ8 �¶ȶ�Zn��In��Ag��Cd��Sb��Sn��Cu��Pb�����ʵ�Ӱ��
Fig.8 Effect of temperature on leaching rates of Zn, In, Ag, Cd, Sb, Sn, Cu and Pb
3.3 Һ�̱ȵ�Ӱ��
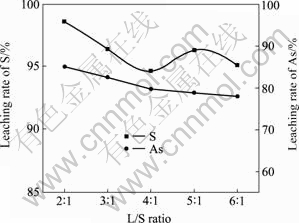
��NaOH����Ϊ��������38.14%����Ӧʱ��2 h���¶�60 ��Ĺ̶������£��ı�Һ�̱��Կ�������������ֽ���̵�Ӱ�죬�����ͼ9��10��ʾ��
Һ�̱ȶԷֽ���̵�Ӱ�죬��Ҫ�����ڷֽ��Ũ�ȡ��ֽ��豸����ҵ���Լ���е����Ч���ȷ��档Һ�̱����ֽ��Ũ�Ⱥͷֽ��豸����ҵ����֮�½������ϴ��Һ�̱������ڻ�е����Ч���ĸ��ơ���ͼ9��10��֪��Һ�̱���2?1�����4?1ʱ��S�Ľ�������֮��98.58%�½���94.71%������Ҫ������NaOHŨ����Һ�̱��������С��Ե�ʣ��˺�������Һ�̱ȣ�S�Ľ�������95%~96%��Χ�ڱ����䣻��2?1~6?1��Һ�̱ȷ�Χ�ڣ�In��Ag��Cd��Cu��Pb�����ʻ�������������Sn��As��Zn�Ľ���������Һ�̱ȵ�������½�����Sb�Ľ�����ȴ��1.12%������2.17%�����������ķֽ��ʡ�As���ܳ����Լ����������ȷ����ۺϿ��ǣ�ѡ�����Һ�̱�Ϊ2?1��
ͼ9 Һ�̱ȶ�S��As�����ʵ�Ӱ��
Fig.9 Effect of L/S ratio on leaching rates of S and As

ͼ10 Һ�̱ȶ�Zn��In��Ag��Cd��Sb��Sn��Cu��Pb�����ʵ�Ӱ��
Fig.10 Effect of L/S ratio on leaching rates of Zn, In, Ag, Cd, Sb, Sn, Cu and Pb
3.4 ��Ӧʱ���Ӱ��
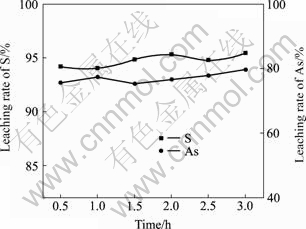
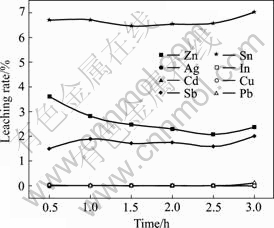
��NaOH����Ϊ����������38.14%���¶�60 �桢Һ�̱�2?1�Ĺ̶������£��ı䷴Ӧʱ���Կ�������������ֽ���̵�Ӱ�죬������ͼ11��12��ʾ����ͼ11��12��֪���������ķֽⷴӦ���е÷dz�Ѹ�٣���Ӧʱ���Ϊ0.5 hʱ��S�Ľ����ʼ��Ѵﵽ94.21%������Ӧʱ����0.5 h�ӳ���2.0 hʱ��S�Ľ���������94.21%����������95.30%���˺�����ӳ���Ӧʱ�䣬��������ֺ㶨����0.5~3.0 h��Ӧʱ���ڣ��������е�In��Cu��Cd��Pb��Ag�����ʻ�������������As��Sb��Sn�����ŷ�Ӧʱ����ӳ����������ӣ���Znȴ��֮�����͡����������ķֽ⡢As���ܳ����Լ�����Ч�ʵȷ����ۺϿ��ǣ�ȷ�����ŷ�Ӧʱ��Ϊ2 h��
ͼ11 ��Ӧʱ���S��As�����ʵ�Ӱ��
Fig.11 Effect of reaction time on leaching rates of S and As
ͼ 12 ��Ӧʱ���Zn��In��Ag��Cd��Sb��Sn��Cu��Pb�����ʵ�Ӱ��
Fig.12 Effect of reaction time on leaching rates of Zn, In, Ag, Cd, Sb, Sn, Cu and Pb
3.5 �ۺ�����ʵ��
���ݵ�����������������ȷ��NaOH�ֽ�����������ѹ�������Ϊ��m(NaOH)?m(������)=0.381 4?1���ֽ��¶�60 �桢Һ�̱�2?1����Ӧʱ��2 h���ڴ����������£�����6����������ֽ���ۺ��������飬ÿ��������Ͷ����Ϊ1 000 g��������Һ�������Ϊ31.86 L���仯ѧ������2���С��ֽ���������Ϊ4 167.75 g��ƽ������Ϊ69.46%���仯ѧ������ڱ�3���������ֽ�����У���Ҫ����Ԫ�ص�ƽ�����4���С�
��2 �ֽ�Һ�Ļ�ѧ���
Table 2 Chemical composition of pregnant solution (mg/L)
![]()
��3 �ֽ����Ļ�ѧ�ɷ�
Table 3 Chemical composition of decomposition residue (mass fraction, %)
![]()
1) g/t.
��4 NaOH�������ֽ�����н���ƽ��
Table 4 Metal balance during alkaline decomposition of ammonium jarosite residue
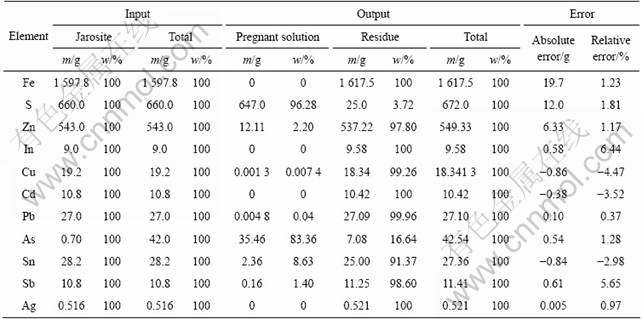
�ɱ�2��3��֪��������������NaOH�ֽ���ȫ���ֽ�����S������Ϊ0.60%�������������ֽ���Ϊ96.21%�����ֽ�Һ��S������ߴ�20.31 g/L����Na2SO4�����ﵽ90 g/L��Һ���������ֽ���Ϊ98.03%�����ݷֽ�Һ��Na2SO4������������1 t���������㣬ͨ���䶳�ᾧ���տɸ�����ˮâ��2.93 t�����2~4���У�����ѹ��������£�As�Ľ�����Ϊ83.36%�����ڷֽ�Һ�еĺ����ߴ�1.113 g/L��Sn��Sb��ZnҲ��һ���̶ȵ��ܳ��������ֻ������ڷֽ����У������ʷֱ�Ϊ91.37%��98.60%��97.80%���ֽ�Һ��In��Cu��Cd��Pb��Ag�Ƚ���Ũ�Ⱦ�С��1 mg/L���������ֽ��������Щ����������ֽ������õ�������
�ɱ�4�ɿ��������������ֽ�����У�����Ȼ���ڷֽ����У������ߴ�38.81%����һ�������ͳ��Ӻ����Ϊ����ԭ�ϡ�Ϊ��ȷ���������ֽ���������Ժ�����̬��������100 mL/min��������������У��Էֽ���������DSC-TGA�ȷ�����ͼ13��ʾ�������ٶ�Ϊ10 K/min�����ȴ���ǰ�����������XRD������������ý����ͼ14��ʾ��
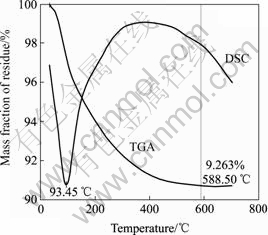
ͼ13 �ֽ�����DSC-TGA�ȷ�������
Fig.13 DSC-TGA curves of decomposition residue
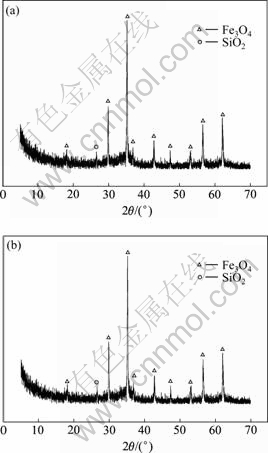
ͼ14 �ֽ�����XRD��
Fig.14 XRD patterns of decomposition residue: (a) Without thermal treatment; (b) After thermal treatment
�Ա�ͼ1��14(a)��֪��NaOH����Ч�ֽ���������XRD����立���[(NH4)Fe3(SO4)2(OH)6]��ʧ��[ZnSO4?H2O]Ҳ�ܽⲢ��NaOH��Ӧ����Zn(OH)2�������ֽ����н�����Fe3O4��ʯӢ�ࡣ
��ͼ13��֪�����¶�����������������588.50 ��ʱ���ֽ�����������ʧԼΪ9.263%���˺���������¶ȣ��ֽ��������������ֺ㶨��������ͼ�н��� 93.45 ��ʱ����һ�����ȷ壬��˵���ֽ�����������ʧ��Ҫ����������̬��ˮ�ֻӷ����£���������������ֽⷴӦ��������ͼ14��֪���ȴ���ǰ��ֽ�����XRD��������ȫһ�£���ҪΪFe3O4��SiO2�࣬������䷴Ӧ�������ɴ˿���ȷ�����������ֽ�����У�����Ҫ��Fe3O4��̬����������������������ˮ������FeOOH��Fe(OH)3��Fe2O3������������[21?25]��������NaOH���������������У�����������ҪΪFe(OH)3����һ������Ҫ���������õ�ԭ�ϲ�ͬ���¡�����[21?25]���õ�������ϵ����ػ�ѧ�Լ��ϳ����ã�����������������Ԫ�ء������о����õ�������Ϊʪ����п��������ԭ�Ϻ���һ������������ʹ�û������������ʽ(3)���зֽ⣬�Ӷ�����Fe3O4������
4 ����
1) NaOH�������¶Ⱥ�Һ�̱ȶ��������ķֽ����Ӱ����������m(NaOH)?m(������)=0.381 4?1���¶�60 �桢Һ�̱�2?1����Ӧʱ��2 h�����������£��������ķֽ��ʴﵽ98.03%��As�Ľ�����Ϊ83.36%���ֽ�Һ��S�����ߴ�20.31 g/L�����龻�����Ӻ�Ũ���ᾧ����â������NaOHĸҺ���������ֽ���Դ���1 t���������㣬�ɸ�����ˮâ��Լ2.93 t��
2) ���������ֽ�����У�ԭ���е�In��Cu��Pb��Cd��Ag��������Ҫ���������������ʽ����ֽ�������Zn��As��Sb��Sn��������NaOH������Сʱ�������ڷֽ����У�����NaOH����������һ��ֵ�����Ǿͷֱ����ǻ������������ε���ʽ�ܽ������Һ��
3) DSC-TGA�ȷ�����X�����������������������������ֽ�����У���ΪFe2+�Ĵ��ڣ�����Ҫ�Ե�Fe3O4��ʽ��������ֽ����������dz�����Fe(OH)3��
4) �ֽ�����Fe��In��Zn�ĺ����ɷ�����26.63%��0.15%��9.05%��һ��������38.81%��0.23%��12.89%��ϡ����ѡ���Խ���In��Zn��������������ѡ����������Ϊ����ԭ�ϡ�
[1] ÷���, ������, �ܾ�Ԫ, �� ��. ʪ����пѧ[M]. ��ɳ: ���ϴ�ѧ������, 2001.
MEI Guang-gui, WANG De-run, ZHOU Jin-yuan, WANG Hui. Hydrometallurgy of zinc[M]. Changsha: Central South University Press, 2001.
[2] ��ɶ�, �� ��, �����. пұ��������ѧ[M]. �Ϻ�: �Ϻ���ѧ����������, 1979.
XU Cai-dong, LIN Rong, WANG Da-cheng. Physical chemistry of zinc metallurgy[M]. Shanghai: Shanghai Scientific & Technical Press, 1979.
[3] �¼���. ʪ��ұ�������ķ���������[M]. ����: ұ��ҵ������, 1991.
CHEN Jia-yong. Separation and utilization of iron in hydrometallurgy[M]. Beijing: Metallurgical Industry Press, 1991.
[4] KENDALL D S. Toxicity characteristic leaching procedure and iron treatment of brass foundry waste[J]. Environmental Science and Technology, 2003, 37(2): 361?371.
[5] ASOKAN P, SAXENA M, ASOLEKER S R. Hazardous jarosite use in developing non-hazardous product for engineering application[J]. Journal of Hazardous Materials, 2006, 137(3): 1589?1599.
[6] MOUTANARO L, BIANCHINI N, MA R J, ROMERO M. Sintering behavior of pressed red mud wastes from zinc hydrometallurgy[J]. Ceramics International, 2001, 27(1): 29?37.
[7] SEYER S, CHEN T T, DUTRIZAC J E. Jarofix: Addressing iron disposal in the zinc industry[J]. JOM, 2001, 53(12): 32?35.
[8] ASOKAN P, MOHINI S, SHYAM A. Jarosite characteristics and its utilization potentials[J]. Science of the Total Environment, 2006, 359(2): 232?243.
[9] PAOLO P, DANTE M. Recovering metals from red mud by thermal treatment and magnetic separation[J]. JOM, 1996, 48(1): 25?28.
[10] HAGE J L T, SCHUILING R D, VRIEND S P. Production of magnetite from sodiumjarosite under reducing hydrothermal conditions: The reduction of FeIII to FeII with cellulose[J]. Canadian Metallurgical Quarterly, 1999, 38(4): 267?276.
[11] HAGE J L T, SCHUILING R D. Comparative column elution of jarosite waste and its autoclaved product��Evidence for the immobilization of deleterious elements in jarosite[J]. Minerals Engineering, 2000, 13(3): 287?296.
[12] DUTRIZAC J E. Converting jarosite residues into compact hematite products[J]. JOM, 1990, 42(1): 36?39.
[13] DAS G K, ANAND S, ACHARYA S, DAS R P. Preparation and decomposition of ammoniojarosite at elevated temperature in H2O-(NH4)2SO4-H2SO4 media[J]. Hydrometallurgy, 1995, 38(3): 263?276.
[14] FROST R L, WAIN D L, RACHAEL-ANNE W, ANTHONY M, WAYDE M. A thermogravimetric study of the alunites of sodium, potassium and ammonium[J]. Thermochemical Acta, 2006, 443(1): 56?61.
[15] RISTIC M, MUSIC S, OREHOVEC Z. Thermal decomposition of synthetic ammonium jarosite[J]. Journal of Molecular Structure, 2005, 744(3): 295?300.
[16] FROST R L, RACHAEL-ANNE W, THEO K J, WAYDE M. Thermal decomposition of ammonium jarosite (NH4)Fe3- (SO4)2(OH)6 [J]. Journal of Thermal Analysis and Calorimetry, 2006, 84(2): 489?496.
[17] FROST R L, WILLS R A, MATT L W, MARTENS W. Thermal decomposition of synthetic argentojarosite: Implications for silver production in medieval times[J]. Thermochemical Acta, 2005, 437(1): 30?33.
[18] FROST R L, WILLS R A, MATT L W, MARTENS W. Thermal decomposition of synthetic plumbojarosite: Importance in archeochemisty[J]. Thermochemical Acta, 2005, 432(1): 30?35.
[19] FROST R L, LOCKE A J, MARTENS W. Thermal analysis of beaverite in comparison with plumbojarosite[J]. Journal of Thermal Analysis and Calorimetry, 2008, 92(3): 887?892.
[20] ��˳��, ��־��. �ӻƼ��������л���п��[J].�й���ɫ����ѧ��, 1997, 7(3): 56?58.
NING Shun-ming, CHEN Zhi-fei. Recovery of zinc and indium from jarosite residues[J]. The Chinese Journal of Nonferrous Metals Society, 1997, 7(3): 56?58.
[21] �¸���. ij���������ռ���dz��[J]. ������ɫ����, 2001, 17(6): 15?17.
CHEN Fu-dong. Analysis of technical innovation of indium extraction in a smelter[J]. Hunan Nonferrous Metals, 2001, 17(6): 15?17.
[22] PATINO F, SALINAS E, CRUELLS M, ROCA A. Alkaline decomposition-cyanidation kinetics of argentian natrojarosite[J]. Hydrometallurgy, 1998, 49(3): 323?336.
[23] ROLA A, VINALS J, ARRANZ M, CALERO J. Characterization and alkaline decomposition-cyanidation of beudantite-jarosite materials from Rio Tinto ores[J]. Canadian Metallurgical Quarterly, 1999, 38(2): 93?103.
[24] SALINAS E, ROCA A, CRUELLS M, PATINO F, CORDOBA D A. Characterization and alkaline decomposition - cyanidation kinetics of industrial ammonium jarosite in NaOH media[J]. Hydrometallurgy, 2001, 60(3): 237?246.
[25] ROLA A, CRUELLS M, PATINO F, RIVERA I, PLATA M. Kinetics model for the cyanidation of silver ammonium jarosite in NaOH medium[J]. Hydrometallurgy, 2006, 81(1): 15?23.
[26] PATINO F, CRUELLS M, ROLA A, SALINAS E, PEREZ M. Kinetics of alkaline decomposition and cyanidation of argentian ammonium jarosite in lime medium[J]. Hydrometallurgy, 2003, 70(1): 153?161.
[27] ������, ������, ��Ϲ�, �Ƴ���, ������, �� ��. ��п��������Դ��ȡ����п�¹���[J]. ������ұ��ѧ��, 2007, 6(3): 196?203.
CHEN Yong-ming, TANG Mo-tang, LI Cheng-guo, TANG Chao-bo, YANG Shang-hai, HE Jing. Preparation of zinc ferrite using ferrite resource in Zn-In concentrate[J]. Journal of Materials and Metallurgy, 2007, 6(3): 196?203.
[28] ��Ϲ�, ������, �Ƴ���, ������, ����, ���ٻ�, ������. ������ϵ��п��ɰ�н������¸��ỹԭ�����о�[J]. ʪ��ұ��, 2005, 24(4): 203?207.
LI Cheng-guo, TANG Mo-tang, TANG Chao-bo, YANG Sheng-hai, LI Hong-fei, JU Shao-hua, CHEN Yong-ming. Study on reductive leaching of neutral leached residue in chloride system by high concentration acid and reductive agent at high temperature[J]. Hydrometallurgy of China, 2005, 24(4): 203?207.
[29] ������, ������, ������. ������ϵ���������߽��������о�[J]. ʪ��ұ��, 2008, 27(1): 41?44.
WANG Yi-nan, YANG Sheng-hai, TANG Mo-tang. Study on leaching of indium from hot-acid leaching residues in hydrochloric acid system[J]. Hydrometallurgy of China, 2008, 27(1): 41?44.
[30] ����ǭ, ��־��. ��Ƽ���������п���������ʵ�̽��[J]. ��ұ����, 1988, 8(4): 35?38.
SHEN Xiang-qian, CHEN Zhi-fei. Discussion on silver recovery ratio improvement in jarosite precipitation process for zinc hydrometallurgy[J]. Mining and Metallurgical Engineering, 1988, 8(4): 35?38.
[31] DUTRIZAC J E, DINARDO O. The co-precipitation of copper and zinc with lead jarosite[J]. Hydrometallurgy, 1983, 11(1): 61?78.
[32] DUTRIZAC J E, HARDY D J, CHEN T T. The behavior of cadmium during jarosite precipitation[J]. Hydrometallurgy, 1996, 41(3): 269?285.
[33] ELGERSMA F, WITKAMP G J, van ROSMALEN G M. Incorporation of zinc in continuous jarosite precipitation[J]. Hydrometallurgy, 1993, 33(3): 313?339.
[34] л����, ��־��. ���ڳ��������е���Ϊ[J]. ��ұ����, 2003, 23(2): 56?58.
XIE Mei-qiu, CHEN Zhi-fei. Behavior of antimony in jarosite precipitation[J]. Mining and Metallurgical Engineering, 2003, 23(2): 56?58.
[35] DUTRIZAC J E, JAMBOR J L. The behavior of arsenic during jarosite precipitation: Arsenic precipitation at 97 �� from sulphate or chloride media[J]. Canadian Metallurgical Quarterly, 1987, 26(2): 91?101.
[36] DUTRIZAC J E, JAMBOR J L, CHEN T T. The behavior of arsenic during jarosite precipitation: Reactions at 150 �� and the mechanism of arsenic precipitation[J]. Canadian Metallurgical Quarterly, 1987, 26(2): 103?105.
�ո����ڣ�2008-09-27�������ڣ�2009-02-26
ͨѶ���ߣ������ã����ڣ���ʿ���绰��0731-88830470��E-mail: mttang@mail.csu.edu.cn
(�༭ ����)
ժ Ҫ�����NaOH�ֽ⺬���������¹��գ�����NaOH������Һ�̱ȡ��¶Ⱥ�ʱ����������ֽ��ʵ�Ӱ�죬�����������������ʽ�������Zn��In��Cu��Cd��Pb��As��Sb��Sn��Ag����NaOH�ֽ�����е���Ϊ�������������m(NaOH)?m(������)=0.381 4?1���¶�60 �桢Һ�̱�2?1����Ӧʱ��2 h�����������£��������ķֽ��ʴﵽ98.03%����ԭ���е����ʽ�������Sn��Sb��Zn��In��Cu��Cd��Pb��Ag�Ⱦ������ڷֽ����У�As����AsO43?����̬�ֽ�����Һ�������ʴﵽ83.36%��DSC-TGA�ȷ�����X����������������������NaOH�ֽ�����У��������е�����Ҫ��Fe3O4��ʽ�����������ֽ�����Fe��In��Zn�ĺ����ֱ�Ϊ38.81%��0.23%��12.89%����ϡ����ѡ���Խ�������п��һ����ѡ��������Ϊ����ԭ�ϡ�
[2] ��ɶ�, �� ��, �����. пұ��������ѧ[M]. �Ϻ�: �Ϻ���ѧ����������, 1979.
[3] �¼���. ʪ��ұ�������ķ���������[M]. ����: ұ��ҵ������, 1991.
[20] ��˳��, ��־��. �ӻƼ��������л���п��[J].�й���ɫ����ѧ��, 1997, 7(3): 56?58.
[21] �¸���. ij���������ռ���dz��[J]. ������ɫ����, 2001, 17(6): 15?17.
[29] ������, ������, ������. ������ϵ���������߽��������о�[J]. ʪ��ұ��, 2008, 27(1): 41?44.
[30] ����ǭ, ��־��. ��Ƽ���������п���������ʵ�̽��[J]. ��ұ����, 1988, 8(4): 35?38.
[34] л����, ��־��. ���ڳ��������е���Ϊ[J]. ��ұ����, 2003, 23(2): 56?58.
