
DOI: 10.11817/j.issn.1672-7207.2015.09.004
��ų���ϵͳ�и�Ӧ���ȵ�Դ��Ƽ����ϵͳ�ɿ��Ե�Ӱ��
���˰�����ǿ��ʷ��������������������ռ���
(������ѧ ���ϵ�Ź����о��������ص�ʵ���ң����� ������110819)
ժ Ҫ��
����Ӧ���ڹ�ҵ��������Ը�ϵͳ���õĸ�Ӧ���ȵ�Դ�Լ���Դ�ڼ��ȹ�����ϵͳ�Ŀɿ��Խ��з��������ù�ҵʵ�����ֵģ�ⷽ������������Ƶĸְ��ڸ�ˮ����Ϊ1.5 t�ĵ�ų���ϵͳ�ְ��Ŀ���ʱ�䣬�Ա���֤ģ�͵���ȷ�ԡ��ڴ˻����ϣ������Դ����(����I����ԴƵ��f)��300 t��ų���ϵͳ�øְ�����Ч�ʵ�Ӱ�죬�Լ���Դ�ڹ�����������Ȧ��ְ��ǵ��¶ȷֲ��͵�ЧӦ�����о���������������͵�ԴƵ�ʾ�Ӱ��ְ��Ŀ���Ч�ʣ�������300 t�ְ��ĸ�Ӧ���ȵ�Դ����Ϊ��I=500 A��f=16 kHz���ò�����Դ�����ж���Ȧ�ְ��ǵİ�ȫ��Ӱ���С����Ȧ��ְ��Ǿ�������ϵİ�ȫ��Ҫ��ϵͳ����ȫ����������
�ؼ��ʣ�
���ұ�����ְ���������Ӧ�������ɿ�����
��ͼ����ţ�TF314.6 ���ױ�־�룺A ���±�ţ�1672-7207(2015)09-3188-07
Power supply design in electromagnetic induction controlled automated steel-teeming system and its effects on system reliability
LIU Xingan, WANG Qiang, SHI Chunyang, LI Hongxia, LIU Tie, HE Jicheng
(Key Laboratory of Electromagnetic Processing of Materials, Ministry of Education,
Northeastern University, Shenyang 110819, China)
Abstract: In order to use the electromagnetic steel technology in industrial production, the induction heating power supply used in the system and the system reliability need to be investigated when the power supply is in operation. The industrial experiments and numerical simulation were employed to investigate the teeming time of a self-designed ladle (with the mass of molten steel of 1.5 t in steel ladle) with an electromagnetic induction controlled automatic steel-teeming system. The calculated results were consistent with the experimental ones. The effect of the power parameters (current I, power frequency f) on the teeming efficiency of the industrial ladle (300 t) with the system was investigated. And the influences of the operating power supply on the temperature distribution and equivalent stress of the coil and ladle bottom shell were also analyzed. The results show that the current and power frequency both impact the ladle teeming efficiency and that the power parameters suitable for the ladle (300 t) are I = 500 A, f = 16 kHz. The operating power supply with the parameters has little effect on the safety of the coil and ladle bottom shell. The coil and ladle bottom shell both meet their safety requirements, and the system can be safely used in production.
Key words: electromagnetic metallurgy; steel-teeming; induction heating; reliability
�ְ��ij���ϵͳ�DZ�֤��������������ת����Ҫ����[1]����ͳ�ij��ַ�ʽ�Ի���ˮ��������ɰ���ϵ�Ϊ��[2]������ˮ������������ɰ��Ը�Һ�����Ⱦ[3-4]�����Ҹó��ַ�ʽ���Զ�������ԼΪ98%[5]����ϵͳ���Զ�����ʱ��ͨ�������������������⽫�����൱�����ĸ�ˮ������ע����ɶ���������Ӱ���ˮ����������������⣬��ǿ��[5]�����ų��ּ������������ˮ�ɷ���ͬ��Fe-C�Ͻ������������ɰ��ͨ������ְ��ײ��ĸ�Ӧ������Ȧ������ˮ���ڵ�Fe-C�Ͻ�ʹ��Ѹ���ۻ����Ӷ�ʵ���Զ�������Ŀ�ġ���ų��ּ�����������ʹ�ְ��Ŀ����ʴ�100%�����ұ���������ɰ�Ը�ˮ����Ⱦ������˸�Һ�Ľྻ�ȡ���ų���ϵͳʹ�ø�Ӧ���ȵķ������ۻ�ˮ���ڵ�Fe-C�Ͻ���ˣ����ȵ�Դ�IJ���ֱ��Ӱ��ϵͳ�Ŀ���Ч������������[6-8]ǰ���������Ƶ�ų���ϵͳ������ʵ����С��װ��Ϊԭ�ͣ�ʵ���ģ���˵�ų��ֹ��̣��ڴ˻����ϵõ�һ���Դ������Ϊ��ų���ϵͳ����ṩ�ο���Ϊ�˽���ų��ּ���Ӧ������ת������Ϊ���ӵĹ�ҵ�����ô��ְ�(�ְ��ڸ�ˮ����Ϊ300 t)��Ҫ��Ϲ�ҵʵ������һ���о������ڴ���ҵ�����ĵ�Դ������1) ͨ����ҵʵ��ɸ��ݵ�Դ��ʵ�ʹ�������֤����ģ�͵���ȷ�ԣ�ȷ������Ƶ�Դ��ʵ���ԣ�2) ���ڵ�Դ����(����I��Ƶ��f)������������Դ���ʣ����Ƶ�ų���ϵͳ�ļ���Ч�ʣ�����ϵͳ�Ŀ���ʱ�䣬�����㹤��Ҫ��[7-8]����Դ�����ĵ�����Ӱ����Ȧ�����Լ���Ȧ��Χ������������(�ְ���)�ķ�����[7-8]������Ȧ�ְ��ǵķ������������Ӱ���䰲ȫ�ԡ�Ϊ�˱�֤��ų���ϵͳ�ڵ�Դ���й����о��нϸߵİ�ȫ�ԣ��ڵ�Դ��ƹ����в���Ҫ���ǵ�Դ�����Ŀ����ԣ���Ҫ���Ǹò����ĵ�Դ�ڼ��ȹ�������Ȧ�ְ��ǵĿɿ��ԡ�������������������Ƶ�1.5 t��ų���ϵͳ���й�ҵʵ�飬����ʵ����̽�����ֵģ�⡣�ڴ˻����Ϸ�����Դ������300 t��ų���ϵͳ�ְ�����Ч����Ӱ�죬�����۸�Ӧ���ȵ�Դ�ڹ���ʱ��Ȧ�ְ���ǵĿɿ��ԡ�
1 ʵ�鷽��
Ϊ�����Դ�����Կ���Ч�ʵ�Ӱ���Լ���֤����ģ�͵���ȷ�ԣ�����ij�ֳ���1.5 t�ְ����е�ų��ֹ�ҵʵ�飬ʵ��װ��ʾ��ͼ��ͼ1��ʾ��Ϊʵ�ֵ�ų��֣��Դ�ͳ�ְ��������¸��죺�Ƚ�ˮ����ש�ײ��ĸְ��ǽ�������(��ˮ��Ϊ���ģ��뾶Ϊ110 mm)����ˮ����ש(��Ϊ270 mm����Ϊ60 mm)�Ϳգ����Ϳ�ˮ����ש�ڲ���һ����Ȳ���(�������ά������ϵ��Ϊ0.5 W/(m����)�����Ϊ10 mm)���������Ӧ������Ȧ(��Ȧ�߶�Ϊ102 mm����Ȧ������Ϊ8������ͭ�ܵı߳�Ϊ12 mm���ں�Ϊ1.5 mm����Ȧ�������Һ��Ĵ�ֱ����Ϊ90 mm)��ʹ�ø�����ϸɰ(ˮ����ש��ԭ����)���Ϳյ�ˮ����ש����������ʵ������üӺ���Ÿְ弰������˿�����װ��Ϊ��֤�ְ��İ�ȫ�ԣ����ְ���װ��ɺ���Ҫ���������ذ�ȫ���(1.5 t)���ﵽ��ȫҪ����������ְ���������濾 72 h��
ʵ��ʱ��ʹ�ø��»���(900 ��)�Ըְ�Ԥ��4 h�����ְ����ȱ��ͺ����䵹���Һ(1 600 �棬1.2 t)������WRW5T-135������ȵ�ż�������������Һ�¶ȡ��ְ���ת��עλ��(1 min��)ʹ�ÿ��ٽ�ͷ����Ӧ���ȵ�Դ����Ȧ��ͨ�������δ�ս��Fe-C�Ͻ���������Ӧ���ȵ�Դ���ս��Fe-C�Ͻ���ȣ�ֱ������ȫ�ۻ���ͬʱ��¼��Դ����������ʱ�䡣
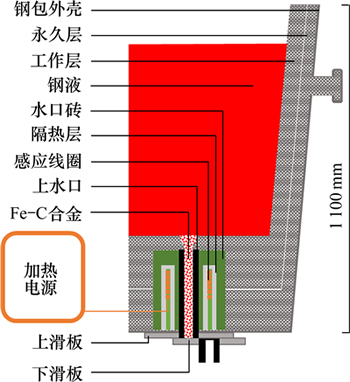
ͼ1 1.5 t��ų���ʵ��װ��ʾ��ͼ
Fig. 1 Schematic illustration of electromagnetic steel-teeming experimental apparatus (1.5 t)
2 ��ֵģ��
2.1 ģ�ͽ���
�ֱ���ij������ʵ��������1.5��300 t�ְ���Ϊ���ն���������Ԫ����ģ�͡�ͼ2��ʾΪ2�ֵ�ų���ϵͳ�ְ�����ֵ����ģ�͡���������[9]�о�����ˮ�ڵ�λ�öԸְ�������¶ȷֲ�Ӱ���С����ˣ����о��ְ��¶ȷֲ��Ĺ����У�������Ϊˮ��λ�ڸְ��ײ������ģ���ʱ�ְ�ģ��Ϊ������Գ�ģ�ͣ�����ȡ�ְ�ģ�͵�1/2����Ϊ�о��������о������У�Ϊ��ϸ������Ȧ��Ӧ���ֲ�����ˮ��ש����Ȧ��Χ���������ϸ��������
2.2 ��������
���ڵ�ų��ֹ��յĸ����ԣ����ݵ�ų���װ�õ��ص������¼��裺
1) ͨ����Ȧ�ĵ������ȵطֲ�����Ȧ���棻
2) �������ڳIJ��ϵ���ʴ��������ϵĺ�ȱ��ֲ��䣻
3) ����Fe-C�Ͻ�֮��ļ�϶����ΪFe-C�Ͻ�����������ˮ�ڣ�
4) �ְ��ھ��ù����и�ˮ���¶ȱ仯��С��Ϊ���㣬�����Ǹ�ˮ��Ȼ��������Һ�¶�Ϊ1 600 �棬�¶ȱ��ֲ��䣻
5) �����¶�Ϊ30 �棬�ְ���ǵĶ�������ϵ��Ϊ10.2 W/(m2����) ��
6) �ְ���Ǻְ����ڳ�Ϊ����ͬ�Բ��ϡ�
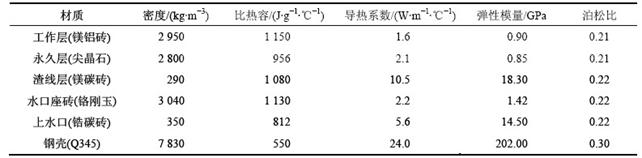
��������и����ֲ������Բ������1��ʾ��Fe-C�Ͻ����¶ȱ仯���ȵ��ʺ��ʲμ�����[10-12]��
2.3 ���ۻ���
�����漰����-��-�ṹ��ϼ��㣬ͨ�������ų�����ø�Ӧ����������Joule�ȣ�����Joule��Ϊ����Դ������¶ȷֲ�����ЧӦ���ֲ������еĴ�-����ϲ��ֵ����ۻ���������[7-8]��
�������ڱ�������»����Ӧ�䣬��Ӧ�������2���ֵ��Ӷ��ɣ�һ���������¶ȱ仯����ģ���һ�������ɻ�еӦ��������ġ����ڸ���ͬ�Բ��ϣ������������͵�������ֻ������Ӧ�䣬���Ӧ��Ϊ0����ˣ��������ڸ������¶ȱ仯�����Ӧ�����Ϊ
 (1)
(1)
���� ��
�� Ϊ��Ӧ�䣻
Ϊ��Ӧ�䣻 Ϊ��Ӧ�䣻aΪ�������������ϵ����
Ϊ��Ӧ�䣻aΪ�������������ϵ���� Ϊ�������ڸ�����¶ȱ仯��(��)��
Ϊ�������ڸ�����¶ȱ仯��(��)��

ͼ2 1.5��300 t��ų���ϵͳ�ְ�����ģ��
Fig. 2 Simulation models of ladles with electromagnetic steel-teeming system (1.5 and 300 t)
��1 �ְ����ʼ���������[8]
Table 1 Physical parameters of ladle materials[8]
��ˣ���������µ��������Ӧ��Ϊ
 (2)
(2)
���� ��
�� Ϊ��Ӧ��(Pa)��EΪ����ģ��(Pa)��
Ϊ��Ӧ��(Pa)��EΪ����ģ��(Pa)�� Ϊ��Ӧ��(Pa)��
Ϊ��Ӧ��(Pa)�� Ϊ���ɱȡ�
Ϊ���ɱȡ�
�� ���ڲ��ϵĵ��������ڣ�Ӧ����Ӧ��֮����Ӻ��˶���
���ڲ��ϵĵ��������ڣ�Ӧ����Ӧ��֮����Ӻ��˶���
 (3)
(3)
���У�DΪ���Ծ�����ƽ��Ӧ�����⣬
 (4)
(4)
ͬʱ��Ӧ���λ�ƵĹ�ϵ���£�
 (5)
(5)
���ʱ��������������ڸ�������λ�ƣ��������Ӧ�䣬������Ӧ����Ӧ��Ĺ�ϵ���Ӧ����
3 ģ����������
3.1 ģ�͵���ȷ����֤
Ϊ��֤��ֵģ�͵���ȷ�ԣ�����������Ƶ�1.5 t��ų���ϵͳ�ְ����ڵ�ԴƵ��Ϊ15.2 kHz����Ȧ����Ϊ8�������£�ʩ�Ӳ�ͬ����(250��300��350��400 A)������̬ģ��ʵ�飬����¼ϵͳ�Ŀ���ʱ�䡣ͬʱ������ֵģ�����������ʵ�������ֵģ�⡣ǰ���о�����[13]��ˮ��������Fe-C�Ͻ��ڸ��¸�Һ��ˮ���¶��ݶȵ��������γ�5��״̬�㣬���϶��·ֱ�Ϊ��Һ̬�㡢���̲㡢Һ̬�ս�㡢��̬�ս���ԭʼ��ɢ�Ŀ����㡣�������̲㡢Һ̬�ս���̬�ս��Ĵ��ڣ�ʹ�ְ��ڵĸ�Һ��ֱ��ͨ��ˮ�ڣ�������ɰ�ķ�����ã���ˣ�����3��ͳ��Ϊ��²㡣�ڸְ������ȶ����²�ĺ�ȼ�λ�ò��䣬���¶ȵı仯��ΧΪ1 050~1 459 ��[13-14]������������Ϊ����Fe-C�Ͻ��²���������¶ȵ���1 050 ��ʱ��Fe-C�Ͻ�Ϊԭʼ��ɢ�Ŀ���״̬�����������������䣻��Fe-C�Ͻ��²������¶ȸ���1 459 ��ʱ����²�ı����˳���ۻ����ְ���˳�� ������
ͼ3��ʾΪʵ����ģ�����õ�1.5 t�ְ�����ʱ��(ģ�����õĿ���ʱ�䣬����Դ��ʼ������Fe-C�Ͻ��²������¶ȸ���1 459 ��ʱ��ʱ��)����ͼ3���Կ�����ʵ������ij���ʱ���Գ�����ֵģ��������������ʵ���е�Դ����Ȧ֮��ĵ��߳�3 m�������ڴ�������д�������������ģ������ߵı仯����һ�£��ǺϽϺá�����ʵ�����õ�1.5 t �ְ��Ľṹ�����Ͼ���300 t�ְ�����ͬ��������2�ְָ��ĸ�Ӧ������Ȧ�ߴ��������ˣ���ʹ�ø�����Ԫģ�ͽ���300 t�ְ���ų���ʱ����㡣

ͼ3 ��ͬ��Դ������ʵ����ģ�����õ�1.5 t�ְ�����ʱ��
Fig. 3 Simulated and measured steel-teeming times of 1.5 t ladle under different power parameters
3.2 ��Դ�����Լ���Ч����Ӱ��
��ˮ��������Fe-C�Ͻ�����Բ���һ��ʱ����Դ����Ȧ�������Ըְ��Ŀ���ʱ������ҪӰ��[7-8]�����ھ���ĸְ�������ˮ�ڵ���״����Ȧ�ڲ����ĸ��Ȳ�ĺ�ȹ̶����䣬��Ӧ��Ȧ����״Ҳ��֮ȷ������һ���棬����Fe-C�Ͻ��ս��ĺ�Ⱥ�λ�ù̶�[13]����ˣ���Ȧ�ij���ȷ��������ij�ֳ���300 t�ְ�������Ȧ�����̶���ǰ����(������ѡ�õ���Ȧ�뾶Ϊ120 mm���߶�Ϊ102 mm����Ȧ��������ש�����ľ���Ϊ150 mm)����ͨ��������Դ������������ų���ϵͳ�Ŀ���ʱ�䡣
���ݸ�Ӧ���ȵ�ԭ��������Ӧ��Ȧͨ������ʱ����Fe-C�Ͻ��ڲ�������������������ڸ����������յ������ºϽ��ڲ��������Ӧ�ȣ�����������Ƶ����ǿ�Ⱦ����˸�Ӧ����Ч�ʡ����ڸ���������Ƶ�����Դ�����Ƶ����ͬ������������ǿ��ȡ���ڵ�ԴƵ�ʼ���Դ���������ǿ�ȡ���ˣ�����Ƶ�Դʱ��Ҫ����ؿ��ǵ�Դ�������I��Ƶ��f �Ըְ�����Ч����Ӱ�졣
3.2.1 ������Ӱ��
�����������Ч����ϵͳ����Ч�ʣ����̵�ų���ϵͳ�Ŀ���ʱ�䡣Ȼ�������������ʹ��Ȧ���������������ȣ����������������ģ�����ʹ��Ȧ�Ĺ���������������Ȧ�İ�ȫ�Ժ�ʹ����������ˣ���Ҫ�ۺϿ�����Ȧ�Ĺ����¶������������Ե�ų���ϵͳ����Ч�ʵ�Ӱ�졣ͼ4��ʾΪf=15.2 kHz������ʱ��Ϊ2 minʱ����ͬ�����������£���²������¶ȼ���Ȧ����߹����¶�������仯���ߡ���ͼ4���Կ���������I������Դ�ļ���Ч��������ԣ���I��400 Aʱ���谭�ְ������ķ�²���������¶���1 459 �����£��ְ���˳����������IΪ500��600�Լ�700 Aʱ������˳����������ʱ��Ȧ��������¶ȷֱ�Ϊ447��491��558 �档Ϊ�˽�����Ȧ�Ļ����¶�(��ȫ�¶���500 ������[8])����ǿ��Ȧ�İ�ȫ�ԣ�����ĵ���Ϊ500 A��

ͼ4 ��ͬ���������·�²������¶ȼ���Ȧ����߹����¶�����
Fig. 4 Minimum temperatures of blocking layer and maximum temperature of coil with different current
3.2.2 ��ԴƵ�ʵ�Ӱ��
����Ƶ�ʵIJ�ͬ����Ӧ���ȵ�Դ���Է�Ϊ��Ƶ (10 kHz����)����Ƶ(1~10 kHz)��Ƶ(50 Hz)����Ƶ��Ӧ���ȵ�Դ�ļ������ʽϵͣ������ڴ���ұ�����������ų���ϵͳ�Ŀ��ټ���Ҫ����ˣ���Ҫ����Ƶ���Ƶ��Χ��ѡ����ʵ�Ƶ���������ų���ϵͳ�Ŀ��ٳ���Ҫ��Ϊ��ȷ����Դ��Ƶ�ʷ�Χ���ֱ���Ƶ(6 kHz)��Ƶ(14 kHz)��Դ�Է�²�����ܶȵ����ù��ɡ�ͼ5��ʾΪI=500 A����Ƶ��Ƶ��Դ�Է�²�ĵ����ܶȷֲ���Ӱ�졣��ͼ5���Կ�������ͬһ��ԴƵ�������£�����Fe-C�Ͻ����������ĸ��������ܶȽϴ���Fe-C�Ͻ���������ĸ��������ܶȽ�С����ͬ��ԴƵ�������£��ڿ���Fe-C�Ͻ����������Ƶ��Դ�������ĸ��������ܶȴ��ڵ�Ƶ�ģ�����Fe-C�Ͻ���������Ƶ��Դ�������ĸ��������ܶȴ��ڸ�Ƶ�ġ����ڵ�Դ����ϵͳ����²��ڸ�Һ�ľ�ѹ�������£�������ȫ�ۻ���ֻ���ۻ���²���������˳����������ˣ�Ӧ�ڸ�Ƶ��Χ��ѡ��������300 t��ų���ϵͳ�øְ��ĵ�ԴƵ�ʡ�
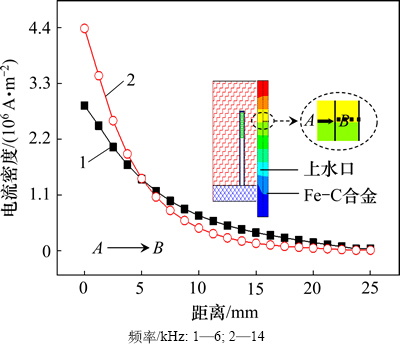
ͼ5 ��Ƶ��Ƶ��Դ�Է�²�ĵ����ܶȷֲ���Ӱ��
Fig. 5 Influence of medium and high frequency power supply on current density distribution of block layer
Ϊ�˵õ�������300 t��ų���ϵͳ�øְ��ĵ�ԴƵ�ʣ���һ�����첻ͬ��Ƶ������Fe-C�Ͻ�ļ���Ч����ͼ6��ʾΪ��I=500 A������ʱ��Ϊ2 minʱ��ͬ��ԴƵ��������Fe-C�Ͻ���¶ȷֲ���ͼ(���½�)��������¶���A��B�����������仯����(���Ͻ�)����ͼ6���Կ���������f������²����������ĸ��������ܶ�Ҳ��֮��С����Դ�ļ���Ч������������f��14 kHzʱ���谭�ְ������ķ�²���������¶���1 459 �����£��ְ���˳����������f=16 kHz��f=18 kHzʱ����²���������¶���1 459 �����ϣ��ְ�����˳��������Ȼ��������ĵ�ԴƵ�ʽ����ӵ�Դ�Ŀ����������ɱ�����ˣ���Ϊ�����Ƶ��Ϊ16 kHz��
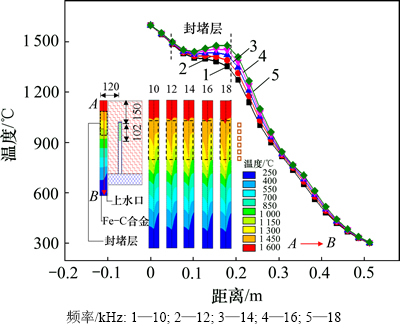
ͼ6 ��ͬ��ԴƵ��������Fe-C�Ͻ��¶ȷֲ���ͼ(����)��������¶�����(����)
Fig. 6 Temperature distributions (in bottom-left corner) of and surface temperature profile (in top-right corner) of Fe-C alloy with different f
���Ͽɵã�����ij�ֳ���300 t�ְ�����I= 500 A��f=16 kHzʱ����ų���ϵͳ������2 min����ɿ�����
3.3 �õ�Դ������ϵͳ��ȫ�Ե�Ӱ��
����ij����300 t��ų���ϵͳ�øְ�������I=500 A��f=16 kHz�ĵ�Դ����������ʹϵͳ��2 minʱ�ۻ�Fe-C�Ͻ�ķ�²㡣����ϵͳ����ʱ��500 A�ĵ�����Ȼʹ��Ȧ��������һ�������ȣ���������Ӱ�쵽��Ȧ�İ�ȫ�ԡ���ˣ���Ҫ�����õ�Դ��������Ȧ��ȫ�Ե�Ӱ�졣ͼ7��ʾΪ��Ȧ�ڹ���ʱ�ĵ�ЧӦ����ͼ����ͼ7���Կ�������Ȧ�����ĵ�ЧӦ��С����Ȧ�ײ��ģ���Ȧ������ЧӦ����λ����Ȧ�ĵײ���Ϊ51.2 MPa������������ȴ����(��ѹΪ0.2 MPa���¶�Ϊ30 ��)��ͨ����Ȧ�Ķ����������Ȧ����������ʱͭ��Ȧ������ǿ��Ϊ170~220 MPa[8]����Ȧ����С��ȫϵ������3.6����Ȧ����ȫ��������ˣ��ڸõ�Դ���������¸�Ӧ������Ȧ�����������о����нϸߵĿɿ��ԣ�����ȫʹ�á�
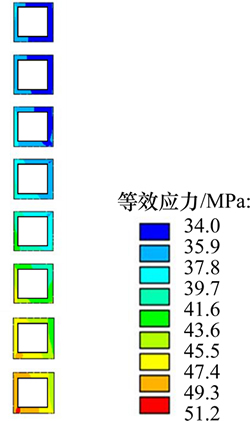
ͼ7 ��Ȧ����ʱ���ЧӦ���ֲ�
Fig. 7 Equivalent stress distribution of working coil
��ͬ�����ĸ�Ӧ���ȵ�Դ�ڹ��������л�Ӱ����Ȧ�����ĸְ��ǣ�ʹ�ֿDz���һ��������������ֿ��������������ܿ��ܻ�Ӱ��ֿǵ����ȶ��Ժͽṹ��ȫ�ԣ����յ���ϵͳ����ȫ��������������ˣ�����������ĵ�Դ��������һ������ϵͳ��Դ�ڹ����иְ��ǿɿ��ԡ�ͼ8��ʾΪ��ͨ�ְ��͵�ų���ϵͳ�øְ�(ϵͳδ������ϵͳ����2 minʱ)�ǵ��¶ȷֲ���ͼ��
��ͼ8���Կ�������ų����øְ�����ϵͳδ����ʱ���¶ȱȴ�ͳ�ְ��ĵͣ�������Ϊ�ڵ�ų���ϵͳ�øְ���ˮ��ש�ڰ�װ�˸��Ȳ㣬��Ч���谭���¸�Һ���������ݡ��ڸ�Ӧ����2 min��ų����øְ��ǵ��¶����ӽ��٣�����¶�����ԼΪ30 �� (λ����Ȧ�ײ�������λ��)���¶����ӽ��ٵ���Ҫԭ��Ϊ��1) ��Բ��ЧӦ��Ӱ�죬ͨ��������Ȧ�ĵ�����Ҫ��������Ȧ���ڲ࣬������Ȧ�ڲ��ļ���Ч�ʽϸߣ�������Ȧ�ⲿ�ļ���Ч�ʽϵͣ�2) ���ڸְ�������Ȧ�����λ��֮��ľ����Զ(138 mm)���ų�ǿ��˥�����ء�������ϵͳ������������Ȧ�ײ��ֿǵ��¶��������ӣ�����¶ȴﵽ395 �����ң�����Զ���ڸֿǰ�ȫʹ���¶�(�ֿǵIJ���ΪQ345����470 �����¾��ɰ�ȫʹ��)����˲�Ӱ��ְ��ǵ����ȶ��ԡ�
Ϊ����������Դ�����Ըְ���ǽṹ��ȫ�Ե�Ӱ�죬��һ�����촫ͳ�ְ��͵�ų���ϵͳ�øְ���ϵͳ����2 minʱ�ְ��ǵĵ�ЧӦ����ͼ9��ʾΪ��ͳ�ְ������͵�ų���ϵͳ�ְ��ǵĵ�ЧӦ����A��B�����������仯���ߡ���ͼ9���Եó����ò�����Դ��ʹ�öԸְ��ǵĵ�ЧӦ��Ӱ���С����ų���ϵͳ�øְ��ǵĵ�ЧӦ�������봫ͳ�ְ���������ְ��ǵ�����ЧӦ������180 MPa���£�ԶС�ڴ˸ֿǵ�����ǿ��(Q345, 345 MPa)���ܸ�Ӧ���ȵ�Ӱ�죬ˮ����ש�·��ֿǵĵ�ЧӦ�������������������ķ��Ƚ�С���������5 MPa����Ӱ��ֿǵİ�ȫ�ԡ����Ͽɵã����øõ�Դ�����ĵ�ų���ϵͳ��Ӱ��ְ���ǵİ�ȫ�ԣ��õ�Դ�ɰ�ȫ������������
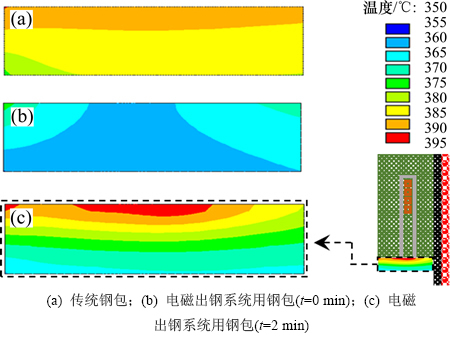
ͼ8 ��ͳ�ְ������͵�ų���ϵͳ�øְ����¶ȷֲ�
Fig. 8 Temperature distributions of ladle bottom shells of traditional and new ladles
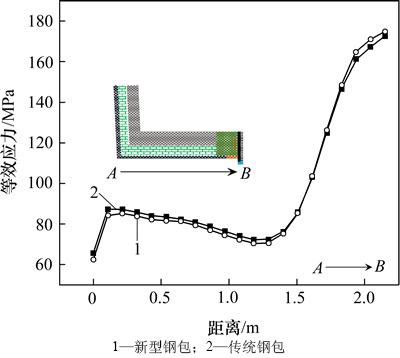
ͼ9 ��ͳ�ְ������͵�ų���ϵͳ�ְ��ǵĵ�ЧӦ������
Fig. 9 Equivalent stress profiles of bottom shell of traditional ladle and new ladle with automatic steel-teeming system
4 ����
1) ʵ���ģ����������Ƶ�1.5 t��ų���ϵͳ�ְ��ij���ʱ�䣬ģ������ʵ���ý���ǺϽϺã�����һ�£���֤�˼���ģ�͵���ȷ�ԡ�
2) �����о���Դ�����Ե�ų���ϵͳ�øְ�����Ч����Ӱ�죬�ó�300 t���͵�ų���ϵͳ�ְ������ŵ�Դ����Ϊ��I=500 A��f=16 kHz��
3) ����������Դ�����ĵ�ų���ϵͳ�ڹ���������ϵͳ�Ըְ��ǵ��¶ȷֲ�����Ȧ��ְ��ǵ�ЧӦ���ֲ�Ӱ���С����Ȧ�ְ��Ǿ���������ϵİ�ȫ��Ҫ�ò����ĵ�Դ����ȫ������������
�ο����ף�
[1] Mazzaferro G M, Piva M, Ferro S P, et al. Experimental and numerical analysis of ladle teeming process[J]. Ironmaking and Steelmaking, 2004, 31(6): 503-508.
[2] Kappmeyer K K, Shapland J T. Development of sliding-gate systems for controlling steel teeming[J]. Journal of the Iron and Steel Institute, 1972, 210(10): 751-756.
[3] Tanaka H, Nishihara R, Kitagawa I, et al. Quantitative analysis of contamination of molten steel in tundish[J]. The Iron and Steel Institute of International, 1993, 23(1): 1238-1243.
[4] Tanaka H, Nishihara R, Miura R, et al. Technology for cleaning of molten steel in tundish[J]. The Iron and Steel Institute of International, 1994, 34 (6): 868-874.
[5] ��ǿ, ��¾�, ���˰�, ��. һ�ְָ���Ÿ�Ӧ���ȳ���װ�ü��䰲װ����: �й�, CN102274963A[P]. 2011-08-03.
WANG Qiang, LI Dejun, LIU Xingan, et al. A steel ladle with induction heating device and its installation method: China, CN102274963A[P]. 2011-08-03.
[6] GAO Ao, LI Dejun, WANG Qiang, et al. Analysis of an automatic steel-teeming method using electromagnetic induction heating in slide gate system[J]. The Iron and Steel Institute of International, 2010, 50(12): 1770-1776.
[7] �߰�, ��ǿ, ��¾�, ��. ������������ij���Ч�ʼ���Ӱ������[J]. ����ѧ��, 2010, 46(5): 634-640.
GAO Ao, WANG Qiang, LI Dejun, et al. Efficiency and influencing factors of electromagnetic steel-teeming technology[J]. Acta Metallurgica Sinica, 2010, 46(5): 634-640.
[8] LIU Xingan, WANG Qiang, LI Dejun, et al. Coil design in electromagnetic induction-controlled automated steel-teeming system and its effects on system reliability[J]. The Iron and Steel Institute of International, 2014, 54(3): 482-488.
[9] ������, ��, ����־. �ְ���̬�¶ȳ�������Ԫģ��[J]. �����, 2007, 28(3): 41-43.
YANG Zhili, ZHU Guangjun, CHANG Changzhi. Finite element simulation of stable state temperature field of ladle[J]. Special Steel, 2007, 28(3): 41-43.
[10] Sadeghipour K, Dopkin J A, Li K. A computer aided finite element/experimental analysis of induction heating process of steel[J]. Computers & Industrial Engineering, 1996, 28(1): 195-201.
[11] Jang J Y, Chiu Y W. 3-D transient conjugated heat transfer and fluid flow analysis for the cooling process of sintered bed[J]. Applied thermal engineering, 2002, 29(3): 2895-2903.
[12] Fredman T P, Torrkulla J, Saxen H. Two-dimensional dynamic simulation of the thermal state of ladles[J]. Metallurgical and Materials Transactions B, 1999, 30(2): 323-328.
[13] �߰�, ��ǿ, ��¾�, ��. ��ų���ϵͳ��Fe-C�Ͻ��״̬�о�[J]. ����ѧ��, 2011, 47(2): 219-223.
GAO Ao, WANG Qiang, LI Dejun, et al. State of Fe-C alloy in the electromagnetic steel-teeming system[J]. Acta Metallurgica Sinica, 2011, 47(2): 219-223.
[14] Housner H H. Handbook of powder metallurgy[M]. New York: Chemical Publishing Company, 1982: 154-163.
(�༭ ����ΰ)
�ո����ڣ�2014-08-31�������ڣ�2014-11-08
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(U1560207) (Project(U1560207) supported by the National Natural Science Foundation of China)
ͨ�����ߣ���ǿ�����ڣ���ʿ����ʦ�����µ��ұ�����о���E-mail: wangq@mail.neu.edu.cn
ժҪ��Ϊ�˽���ų��ּ���Ӧ���ڹ�ҵ��������Ը�ϵͳ���õĸ�Ӧ���ȵ�Դ�Լ���Դ�ڼ��ȹ�����ϵͳ�Ŀɿ��Խ��з��������ù�ҵʵ�����ֵģ�ⷽ������������Ƶĸְ��ڸ�ˮ����Ϊ1.5 t�ĵ�ų���ϵͳ�ְ��Ŀ���ʱ�䣬�Ա���֤ģ�͵���ȷ�ԡ��ڴ˻����ϣ������Դ����(����I����ԴƵ��f)��300 t��ų���ϵͳ�øְ�����Ч�ʵ�Ӱ�죬�Լ���Դ�ڹ�����������Ȧ��ְ��ǵ��¶ȷֲ��͵�ЧӦ�����о���������������͵�ԴƵ�ʾ�Ӱ��ְ��Ŀ���Ч�ʣ�������300 t�ְ��ĸ�Ӧ���ȵ�Դ����Ϊ��I=500 A��f=16 kHz���ò�����Դ�����ж���Ȧ�ְ��ǵİ�ȫ��Ӱ���С����Ȧ��ְ��Ǿ�������ϵİ�ȫ��Ҫ��ϵͳ����ȫ����������
[5] ��ǿ, ��¾�, ���˰�, ��. һ�ְָ���Ÿ�Ӧ���ȳ���װ�ü��䰲װ����: �й�, CN102274963A[P]. 2011-08-03.
[7] �߰�, ��ǿ, ��¾�, ��. ������������ij���Ч�ʼ���Ӱ������[J]. ����ѧ��, 2010, 46(5): 634-640.
[9] ������, ��, ����־. �ְ���̬�¶ȳ�������Ԫģ��[J]. �����, 2007, 28(3): 41-43.
[13] �߰�, ��ǿ, ��¾�, ��. ��ų���ϵͳ��Fe-C�Ͻ��״̬�о�[J]. ����ѧ��, 2011, 47(2): 219-223.
