
��������ij����ͭβ��Ľ����о�
����ҵ�������壬����Ƽ������Ԫ
(���ϴ�ѧ ��ѧ����ѧԺ������ ��ɳ��410083)
ժ Ҫ��
���Ե�Ʒλ����ͭ����β��Ϊ�о�������NH3��H2O-(NH4)2CO3��NH3��H2O-NH4Cl����Һ�����������������������ʱ�䡢��Ӧ�¶ȡ�Һ�̱ȡ��ܰ�Ũ�ȼ�c(NH4+)/c(NH3)������������������������˳������ʱ������ض�ͭ�����ʵ�Ӱ�죬�õ���β�����ѽ����������о��������������H2O2(11.2 mmol/L)�ܳ������������ͭ����ԭ����ͭ����������ޣ���NH3��H2O-(NH4)2CO3�У���Һ�̱�Ϊ10:1���¶�Ϊ40 �棬����H2O2������Ϊ 0.3 mL/g����Ӧ2 h��Ȼ������NH3��H2O��(NH4)2CO3��c(NH4+)=3.2 mol/L, c(NH3)=0.8 mol/L��������Ӧ4 h��ͭ�����ʴ�69.3%����NH3��H2O-NH4Cl�У���Һ�̱�Ϊ10:1���¶�Ϊ50 �棬����H2O2������Ϊ 0.20 mL/g����Ӧ2 h��Ȼ������NH3��H2O��NH4Cl��c(NH4+)=2.25 mol/L, c(NH3)=0.75 mol/L��������Ӧ6 h��ͭ�Ľ����ʴ�70.6 %��
�ؼ��ʣ�
ͭ������β����������Һ����������������
��ͼ����ţ�TF811 ���ױ�־�룺A ���±�ţ�1672-7207(2012)06-2059-10
Leaching of copper mine tailings from Tangdan
MA Jian-ye, LIU Yun-qing, HU Hui-ping, CHEN Qi-yuan
(School of Chemistry and Chemical Engineering, Central South University, Changsha 410083, China)
Abstract: The leaching behaviors of the tailings of refractory copper oxide ore from Tangdan in Yunnan Province in various solutions were studied. The conditions of conventional leaching of tailings in ammonia-ammonium solutions were investigated. The effects of dosage of oxidant, time, total ammonia concentration, concentration ratio of NH4+ to NH3, temperature, solid liquid ratio, oxidant feeding method and oxidation time on copper extraction were also studied ,the optimum condition was gotten. H2O2 was adopted as oxidant and the concentration was 11.2 mmol/L. The results show that in NH3��H2O- (NH4)2CO3 system, the optimum leaching conditions are as follows: the temperature is 40 ��, liquid solid ratio is 10/1, add H2O2 content is 0.30 mL/g, then adding to (NH4)2CO3 and NH3��H2O after 2 h, c(NH4+)=3.2 mol/L, c(NH3)=0.8 mol/L, reacting another 4 h, the copper extraction is 69.3%. In NH3��H2O-NH4Cl system, the temperature is 50 ��, liquid solid ratio is 10/1, add H2O2 content is 0.20 mL/g, then adding to NH4Cl and NH3��H2O after 2 h, c(NH4+)=2.25 mol/L, c(NH3)=0.75 mol/L��reacting another 6 h, the copper extraction is 70.6%.
Key words: copper; oxide ore tailings; ammonia-ammonium solutions; oxidant; leaching
�ҹ�ͭ��Դ���ز��㣬���ر��ĺ�ͭ���������ݽߣ�����ͭ��ij�ʱ�俪�ɣ������˴����ķ�ʯ��β��ͱ����ȫ��ͭ��ɳ��ı����ͭ����(������������ͬ)����0.3%�ķ�ʯ�к�ͭ6 000��t���ϣ�����Ϊ�������õ�β����ͭ200��t���ϡ�����Щ��Ʒλ������Ϊʪ����ͭԭ�ϣ����䴢���dz���[1-2]��ƶ��β��βɰ�Լ���ѡ����ͭ����ۺ����öԻ���ͭ��Դ��ȱ�����ش����ܹ�����Щ�����Ӵ��β����ж��λ��գ��������Լ�Сͭ��Դ��ȱ��ȱ�ݣ�ͬʱ���Խ��ͭ��β����Ⱦ���������⣬ʵ�����õľ���Ч������Ч��[3-4]��ʪ��ұ���ڴ�����Ʒλ����ͭ��������������ơ�������������ͭ����β����ɸ��ӣ���ʯ��þ�����ߣ����ڵ��͵Ļ��ͭ�����-��ȡ-������Լ�����ұ��ȷ�����������[5-7]����ˣ���������Ϊ��������ͭ����β��ʪ��ұ���Ψһѡ���ڴˣ��������߿���β��ɷ֣�����NH3��H2O-NH4+��ϵ�������������ȱ�㣬ͬʱ�������������ӽ�������(���������������ֽ�������������)�������ں��ڵĽ���Һ������
1 ����
1.1 ʵ��ԭ��
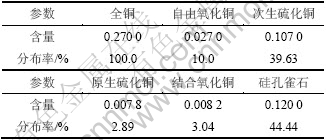
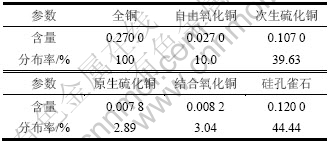
ʵ��ԭ����������ʡ����ij����ͭ����β�ÿ����ڳ���������ͭ����Ҫ��ʯ����Ϊ��ͭ��ͭ���ȸʯ��ͭ����[8]��ȡ20 kg�����걾�����顢���ȣ����ķַ�������ɸ�ִ���������Ҫ������ɼ����ȷֲ����1�ͱ�2��ʾ���������ȷֲ�ͳ�ƽ������3��
�ӱ�1���Կ�������β�����ڵ��͵Ļ��ͭ�������ױ�����Һ��������������ͭ�����ȸʯ[9]���ۼ�ͭ����Ϊ0.147 0%��ռ��Ʒ��ͭ������54.44%������Ҫ���������ĸ��������ͭ��ԭ����ͭ�����ۼƺ�ͭ0.124 7%��ռ��Ʒ��ͭ������45.56%���ӱ�2�ɼ��������м�����ʯ(CaO+MgO)�����ߴ�45.15%��ʯӢ����ԼΪ16.5%��ͬʱ�����������̡����Ƚ������ӱ�3���Կ�����������������61 ��m���µĺ���ռ89.97%��
��1 β����ͭ�Ļ�ѧ����
Table 1 Analysis results of copper phase in tailings
��2 β���е���Ҫ��ѧ�ɷ�(��������)
Table 2 Analysis results of chemical compositions in tailings %

��3 �������ȷֲ�ͳ�ƽ��
Table 3 Analysis results of particle size

1.2 �������Լ�
����Ϊ����������Ӧ����DF-101S����ʽ���¼��ȴ���������TAS-990F��ԭ�����շֹ��ȼ�(��������ͨ�������������ι�˾����)��
�Լ�Ϊ��̼��李��Ȼ�李�˫��ˮ����ˮ����Ϊ��������
1.3 ʵ�鷽��
ʵ�����ˮԡ�����ڲ�������Ӧ���н���(�ܷ⣬��ֹ��Ϊ���ӷ���Ӱ�����Ч��)��ÿ�γ�ȡ20 g�������뷴Ӧ������һ��Һ�̱ȼ������úõ�NH3��H2O-NH4+��Һ���ü���ʽ���¼��ȴ��������������¶ȼ����裬�����ٶ�Ϊ900 r/min����Ӧ���ˣ�������100 ����48 h������Һ�û���ԭ�����շֹ��ȷ����ߵ������ⶨͭ�ĺ�����
���������ԽС����ȱ������Խ��Ӧʱ�������ĽӴ����ҲԽ��ѧ��Ӧ�������Ӵ���ʱ������̡�һ��������ȷֲ���Χ�Ƚ�խ�Ĺ���ԭ�ϣ��ڽ����Ũ�ȴ������������½��н������ý���β��Ŀ����ֲ���Χ��խ����һ��ĥϸ�������ȷּ���ʪ�������о���ֵ���ޣ���ˣ���ʵ�鲻�������ȶԽ����ʵ�Ӱ�졣
1.4 ��ϵ����ͭ�������Ŀ�����
298 Kʱ��ϵ�и����ֵı����ɼ���˹���������4��ʾ��
��4 298 Kʱ��ϵ�и����ֵı����ɼ���˹�����ܦ�fGm
Table 4 Standard Gibbs free energies at 298 K
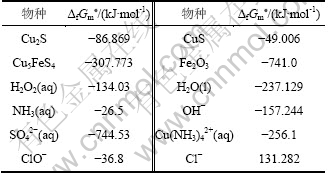
CuS+4H2O2+4NH3=Cu(NH3)42++SO42-+4H2O (1)
![]()
��fGm��(Cu(NH3)42+)+��fGm��(SO42-)+4����fGm��(H2O)-
��fGm��(CuS)-4����fGm��(H2O2)-4����fGm��(NH3)=
-1 258.02 kJ/mol
��rGm=��rGm��+2.303RTlgJp��=��rGm��+
2.303RTlg{([SO42-][Cu(NH3)42+])/([ NH3]4[H2O2]4)}=
-1180.13 kJ/mol��0
ͬ���ɵã�
Cu2S+5H2O2+8NH3=2Cu(NH3)42++SO42-+4H2O+2OH-(2)
��rGm=-1 523.439 kJ/mol��0
2Cu5FeS4+40NH3+37H2O2=10Cu(NH3)42++Fe2O3+
8SO42- +35H2O+4OH- (3)
��rGm=-10 894.713 kJ/mol��0
CuS+4ClO-+4NH3=Cu(NH3)42++SO42-+4Cl- (4)
��rGm=-1 235.57 kJ/mol��0
Cu2S+5ClO-+8NH3+H2O=
2Cu(NH3)42++SO42-+5Cl-+2OH- (5)
��rGm=-1 590.55 kJ/mol��0
2Cu5FeS4+37ClO-+40NH3+2H2O=
10Cu(NH3)42++Fe2O3+8SO42- +37Cl-+4OH- (6)
��rGm=-11 478.688 kJ/mol��0
���ԣ���Ӧʽ(1)~(6)����ϵ�ж����ܷ�����Ҳ����˵����ͭ��ͭ��ͭ�����п��ܱ�������
2 ���������
2.1 �������
���ǵ����Ļӷ��Ժͽ���Ч�ʣ���NH3��H2O����εĻ����ҺΪ���������ڵ�Ž����½��������е�ͭ���ֱ����ʱ�䡢�ܰ�Ũ�ȼ�c([NH4+])/c(NH3)( NH4+��NH3��Ũ�ȱ�)����Ӧ�¶ȡ�Һ�̱ȵ���Ҫ���ض�ͭ�����ʵ�Ӱ�죬�Ӷ�ȷ����������������������ض�ͭ�����ʵ�Ӱ����ͼ 1~5��ʾ�������������ʱ�䡢c([NH4+])/c(NH3)����Ӧ�¶ȡ�Һ�̱ȶ�ͭ�Ľ����ʾ��в�ͬ�̶ȵ�Ӱ�졣
2.1.1 ����ʱ���ͭ�����ʵ�Ӱ��
����ʱ���ͭ�����ʵ�Ӱ����ͼ1��ʾ����ͼ1���Կ�����ͭ��������ʱ���Ӱ��ϴ�ͭ���ӵ�Ũ�������������ʱ��ı仯�����ܿ죬������������ߣ�������ʱ��ﵽһ��ʱ�ͭ�����ʵĻ�������ӣ�������ƽ��������ij��ʱ��κ�ͭ�����ʻ���ά����һ��ˮƽ��Ҳ���ܳ���ϸ�IJ�����������Ϊ��ʱ��Һ��Cu2+�γ��˶�̬ƽ�⡣��ˣ�ѡ������Ľ���ʱ���ͭ����Ч���кܴ�Ӱ�졣��NH3��H2O-(NH4)2CO3��ϵ�н���ʱ������ʱ��ѡȡ4 h����NH3��H2O-NH4Cl��ϵ�н���ʱ������ʱ��ѡȡ6 h��

ͼ1 ����ʱ���ͭ�����ʵ�Ӱ��
Fig.1 Effect of leaching time on leaching rate
2.1.2 �ܰ�Ũ�ȶ�ͭ�����ʵ�Ӱ��
ͭ�������ܽ�����ܰ�Ũ�ȵ�Ӱ����ͼ2��ʾ����ͼ2�ɼ���ͭ�Ľ��������ܰ�Ũ�ȵ�������������С���������������ܰ�Ũ�ȶ�ͭ�Ľ�����Ӱ�����ޡ���ͼ2(a)��֪����NH3��H2O-(NH4)2CO3��ϵ�У�c([NH4+])/c(NH3)=1:1������ʱ�� Ϊ4 h����Ӧ�¶�Ϊ30 �棬Һ�̱�Ϊ5:1ʱ���ܰ�Ũ��Ϊ4 mol/LΪת�۵㡣��ͼ2(b)��֪����NH3��H2O-NH4Cl��ϵ�У�c([NH4+])/c(NH3)=1:1, ��Ӧ�¶�Ϊ40 �棬����ʱ��Ϊ6 h��Һ�̱�5:1ʱ���ܰ�Ũ��Ϊ3 mol/LΪת�۵㡣
2.1.3 c([NH4+])/c(NH3)��ͭ�����ʵ�Ӱ��
c([NH4+])/c(NH3)��ͭ�����ʵ�Ӱ����ͼ3��ʾ����ͼ3�ɼ���c([NH4+])/c(NH3)��ͭ�����ʵ�Ӱ��ʮ���������������о������ã���ijһ����Χ�ڶ�ͭ�Ľ�����������ˣ�ѡȡ���˵�c([NH4+])/c(NH3)ʮ����Ҫ����ͼ3(a)��֪����NH3��H2O-(NH4)2CO3��ϵ�У�����ʱ��4 h, ��Ӧ�¶�30 ��,��c([NH4+])/c(NH3)=3:1ʱ��ͭ�Ľ�������ߡ���ͼ3(b)���Կ�������NH3��H2O-NH4Cl��ϵ�У���Ӧ�¶�Ϊ40 �棬����ʱ��Ϊ6 h��Һ�̱�Ϊ5:1����c([NH4+])/c(NH3)=2:1~5:1ʱ����ͭ�Ľ�����������c([NH4+])/c(NH3)=3:1ʱ��ͭ�Ľ�������ߡ�
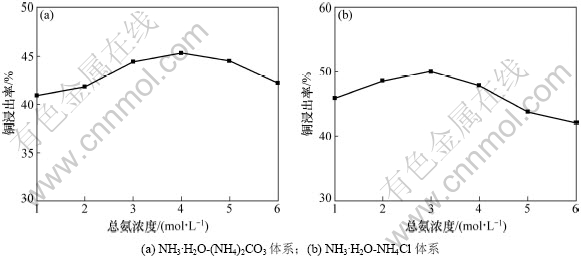
ͼ2 �ܰ�Ũ�ȶ�ͭ�����ʵ�Ӱ��
Fig.2 Effect of the concentration of total ammonia on leaching rate
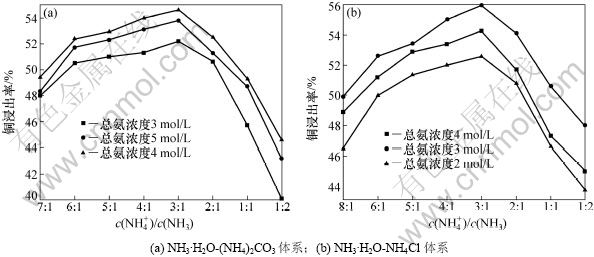
ͼ3 c([NH4+])/c(NH3)��ͭ�����ʵ�Ӱ��
Fig.3 Effect of c([NH4+])/c(NH3) on leaching rate
2.1.4 Һ�̱ȶ�ͭ�����ʵ�Ӱ��
���������������������֮��(���ΪҺ�̱�)��ͭ�����ʵ�Ӱ����ͼ4��ʾ����ͼ4�ɼ���ͭ�Ľ�������Һ�̱ȵ������һֱ���ӣ���Һ�̱�Ϊ3:1~10:1ʱ��ͭ��������Һ�̱ȵ�Ӱ��ʮ����������Һ�̱ȴ���10:1ʱ��ͭ�������������ޡ������ڵ�ǰ�����£���β��Ľ�������ɢ���ƹ��̣�Һ�̱������Ƚ��ͣ��Է�Ӧ������������ɢ��������Һ�̱ȴﵽһ���̶Ⱥ����������ܹ������������Һ�Ӵ�����ʱ����ѧ��Ӧ��Ϊ�ٿز��裬��������Һ�̱�Ӱ���С�����ǵ������ɱ�������Ч�棬ѡȡҺ�̱�Ϊ10:1�����ˡ�
2.1.5 ��Ӧ�¶ȶ�ͭ�����ʵ�Ӱ��
��Ӧ�¶ȶ�ͭ�����ʵ�Ӱ����ͼ5��ʾ����ͼ5(a)��֪����NH3��H2O-(NH4)2CO3��ϵ�У�����ʱ��Ϊ4 h, c((NH4)2CO3)=1.5 mol/L, c(NH3��H2O)=1 mol/L��Һ�̱�=10:1����30~40 ��ʱ��ͭ�����ʴﵽ���ֵ����ˣ������¶�ȡ30 ��Ϊ�ˡ���ͼ5(b)���Կ�������NH3��H2O-NH4Cl��ϵ�У��ܰ�Ũ��Ϊ3 mol/L��c([NH4+])/c(NH3)=3:1������ʱ��Ϊ6 h��Һ�̱�Ϊ10:1������Ӧ�¶ȵ���60 ��ʱ��ͭ���������¶ȵ����߶�������ߣ���50~60 ��ʱ��ͭ�����ʴﵽ���ֵ����ˣ���Ӧ�¶�ѡȡ50 �档
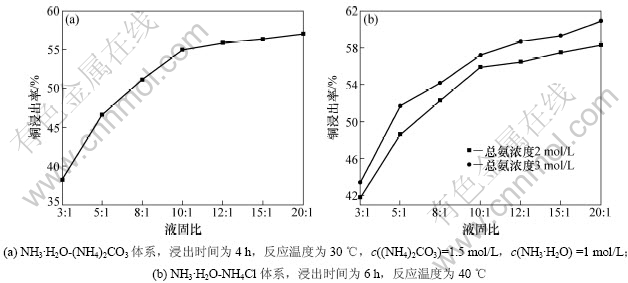
ͼ4 Һ�̱ȶ�ͭ�����ʵ�Ӱ��
Fig.4 Effect of solid to liquid ratio on leaching rate
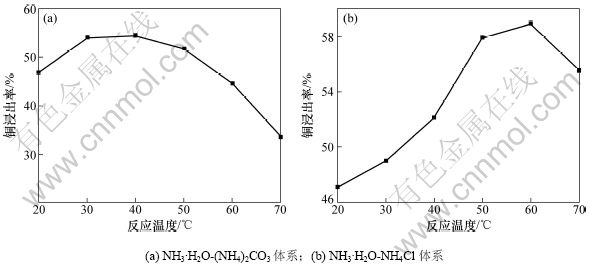
ͼ5 ��Ӧ�¶ȶ�ͭ�����ʵ�Ӱ��
Fig.5 Effect of temperature on leaching rate
2.2 �����������µĽ���
�ڳ�������������������������о�������H2O2��NaClO��ͭ�����ʵ�Ӱ�죬�����ͼ6��ʾ��ͨ�����ۼ��㣬���ʵ���������������������Ϊ0.15 mL/g����ͼ6�ɼ�������ͬ�����£�����H2O2�����������ͭ�Ľ����ʣ����10%~25%��������NaClO��ͭ�����ʵ�Ӱ���С���ڽ���Һ������Һ�У�H2O2�����Խ�ǿ����������ͭ����������ԭ��Ӧ����������ͭ���������ɿ�����ͭ�ζ���������NaClO�ļ�������˽���Һ�ļ��ԣ���ǿ���������£�NaClO�����������ޣ�������Ч������ͭ��
2.2.1 ������������ͭ�����ʵ�Ӱ��
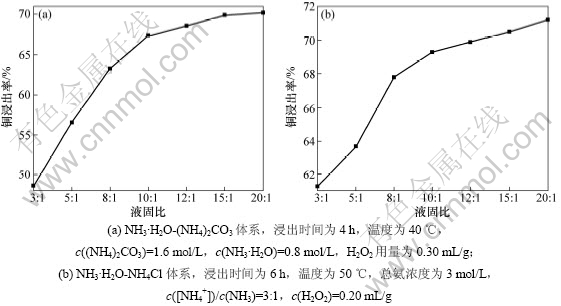
����������(����������������������֮��)��ͭ�����ʵ�Ӱ����ͼ7��ʾ����ͼ7�ɼ�����ʵ�鷶Χ�ڣ�ͭ�Ľ����������������������Ӷ����ӣ��ﵽij����Χʱ����������������ƽ��������ٱ仯����ͭ���������Ҫһ����������������H2O2�������㹻ʱ����ͭ���Գ�ַ�Ӧ��
��ͼ7(a)��֪��NH3��H2O-(NH4)2CO3��ϵ�У�����ʱ��Ϊ4 h����Ӧ�¶�Ϊ30 �棬c((NH4)2CO3)=1.5 mol/L, c(NH3��H2O)=1 mol/L��Һ�̱�Ϊ10:1������������Ϊ0.30~0.40 mL/g��Ϊ���ˡ����ǹ��ճɱ�����ʵ���豸��Ҫ��ѡ������������Ϊ0.30 mL/g������Ч����á�
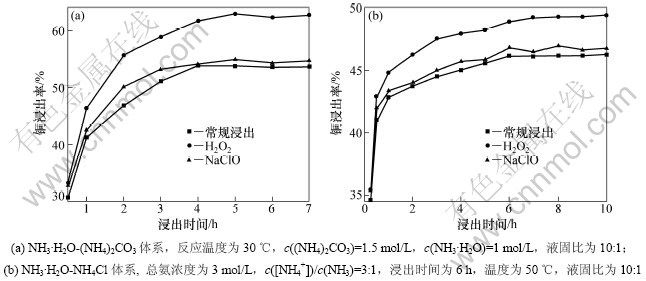
ͼ6 ��������ͭ�����ʵ�Ӱ��
Fig.6 Effect of oxidant on leaching rate
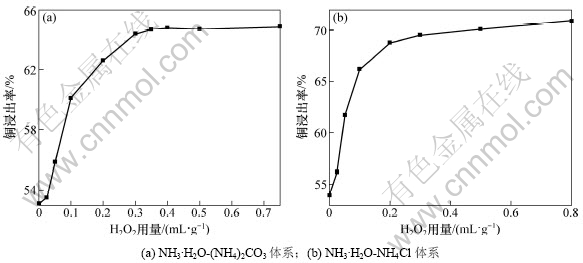
ͼ7 ������������ͭ�����ʵ�Ӱ��
Fig.7 Effect of dosage of oxidant on leaching rate
��ͼ7(b)��֪����NH3��H2O-NH4Cl��ϵ�У��ܰ�Ũ��Ϊ3 mol/L��c([NH4+])/c(NH3)=3:1������ʱ��Ϊ6 h���¶�Ϊ50 �棬Һ�̱�Ϊ10:1������������Ϊ0.20~0.40 mL/gʱ�Ϻá�
2.2.2 ��������ʱ�ܰ�Ũ�ȶ�ͭ�����ʵ�Ӱ��
��������ʱ�ܰ�Ũ�ȶ�ͭ�����ʵ�Ӱ����ͼ8��ʾ����ͼ8�ɼ���ͭ�������������ܰ�Ũ�ȵ�������������С�������ϣ��ܰ�Ũ�ȶ�ͭ�����ʵ�Ӱ������ޡ�
2.2.3 ��������ʱc([NH4+])/c(NH3)��ͭ�����ʵ� Ӱ��
��������ʱ��c([NH4+])/c(NH3)��ͭ�����ʵ�Ӱ����ͼ9��ʾ����ͼ9�ɼ���c([NH4+])/c(NH3)��ͭ�������о������á�
��ͼ9(a)��֪����NH3��H2O-(NH4)2CO3��ϵ�У�����ʱ��Ϊ4 h, ��Ӧ�¶�Ϊ30 �棬Һ�̱�Ϊ5:1��H2O2����Ϊ0.30 mL/g����c([NH4+])/c(NH3)=3:1~6:1ʱ����ͭ�Ľ������������ܰ�Ũ��Ϊ4 mol/L����c([NH4+])/c(NH3)Ϊ4:1ʱ��ͭ�Ľ�������ߡ�
��ͼ9(b)��֪����NH3��H2O-NH4Cl��ϵ�У�����ʱ��6 h����Ӧ�¶�50 �棬Һ�̱�=10:1��![]() =0.20 mL/g����c([NH4+])/c(NH3)Ϊ5:1~2:1ʱ����ͭ�Ľ������������ܰ�Ũ��Ϊ3 mol/L��c([NH4+])/c(NH3)Ϊ3:1ʱ��ͭ�Ľ�������ߡ�
=0.20 mL/g����c([NH4+])/c(NH3)Ϊ5:1~2:1ʱ����ͭ�Ľ������������ܰ�Ũ��Ϊ3 mol/L��c([NH4+])/c(NH3)Ϊ3:1ʱ��ͭ�Ľ�������ߡ�
2.2.4 ��������ʱ��Ӧ�¶ȶ�ͭ�����ʵ�Ӱ��
��������ʱ��Ӧ�¶ȶ�ͭ�Ľ�������ͼ10��ʾ����ͼ10(a)��֪��NH3��H2O-(NH4)2CO3��ϵ�У�����ʱ��4 h��Һ�̱�Ϊ10:1��c((NH4)2CO3)=1.6 mol/L��c(NH3��H2O)=0.8 mol/L��c(H2O2)=0.30 mL/g����Ӧ�¶�ѡȡΪ40 ��Ϊ�ˡ���ͼ10(b)���Կ�����NH3��H2O-NH4Cl��ϵ�У�����ʱ��Ϊ6 h���ܰ�Ũ��Ϊ3 mol/L��[NH4]+/NH3=3:1��Һ�̱�Ϊ10:1, c(H2O2)= 0.20 mL/g���¶ȶ�ͭ�Ľ������нϴ�Ӱ�죬ͭ���������ŷ�Ӧ�¶ȵ��������������٣���50~60 ��ʱ�ﵽ���ֵ������Ӧ�¶ȵ���60 ��ʱ��ͭ���������¶ȵ����߶���������������Ϊ��Ӧ�¶����ߣ������ڹ�Һ�����ɢ����ߴ������ʣ��ӿ췴Ӧ�ٶȣ��Ӷ����ͭ�Ľ����ʣ����¶ȸ���60 ��ʱ���¶ȵ�����ʹNH3��H2O�ӷ�������Һ�а�Ũ�Ƚ��ͣ�H2O2�ķֽ�ӿ죬ͭ�������ӵ��ȶ��Լ�������Щ����ͭ�����ʲ�������ˣ���Ӧ�¶�ѡ��50 ��Ϊ�ˡ�
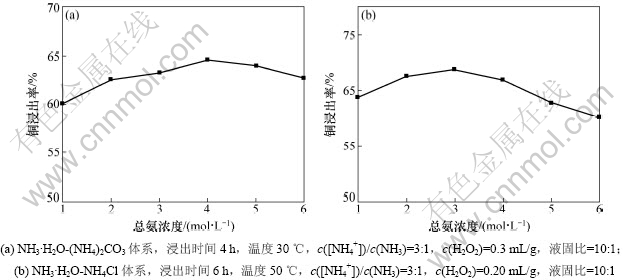
ͼ8 ��������ʱ�ܰ�Ũ�ȶ�ͭ�����ʵ�Ӱ��
Fig.8 Effect of concentration of total ammonia on oxidizing leaching rate
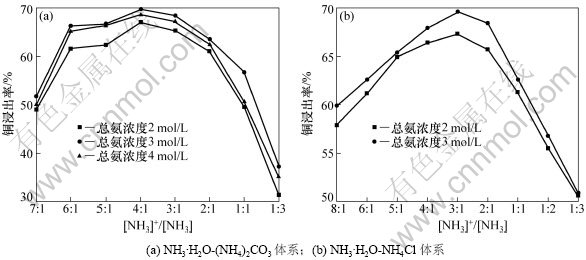
ͼ9 ��������ʱc(NH4+)/c(NH3)��ͭ�����ʵ�Ӱ��
Fig.9 Effect of c(NH4+)/c(NH3) on oxidizing leaching rate
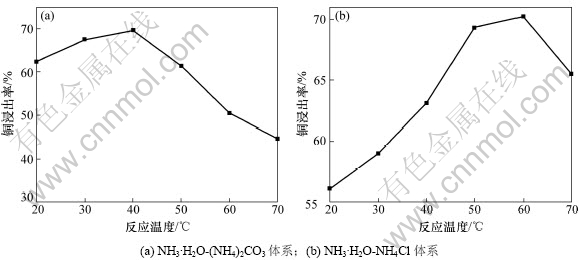
ͼ10 ��������ʱ��Ӧ�¶ȶ�ͭ�����ʵ�Ӱ��
Fig.10 Effect of temperature on oxidizing leaching rate
2.2.5 ��������ʱҺ�̱ȶ�ͭ�����ʵ�Ӱ��
��������ʱ��ͭ���������Һ�̱ȱ仯��ͼ11��ʾ����ͼ11��֪������Һ�̱ȵ����ӣ�ͭ�����ʳ�����ߣ���Һ�̱�Ϊ2:1~10:1ʱ����ɢ���ٿز��裬ͭ��������Һ�̱ȵ�Ӱ��ϴ�Һ�̱ȴ���10:1ʱ����ѧ��Ӧ��Ϊ�ٿز��裬ͭ��������Һ�̱�Ӱ���С����ˣ�Һ�̱�ѡȡ10:1Ϊ�ˡ�
2.2.6 ����������˳���ͭ�����ʵ�Ӱ��
����������˳���ͭ�����ʵ�Ӱ����ͼ12��ʾ�����������-����Һ������˳���ͭ��������һ��Ӱ�졣��ͼ12(a)��֪��NH3��H2O-(NH4)2CO3�У�����ʱ��Ϊ4 h���¶�Ϊ40�棬Һ�̱�Ϊ10:1��c((NH4)2CO3)= 1.6 mol/L��c(NH3��H2O)=0.8 mol/L�������˵ķ������ȼ���H2O2����ͭ���ַ�Ӧ���ټ���NH3��H2O-NH4+���Һ������Ӧ��H2O2��������Һ�������Ժ�ǿ��������ͭ���Ч����ã�H2O2��NH3��H2O-NH4+��Һͬʱ���룬������Һ�н�����H2O2�ĵ缫���ƣ�ʹ�������Լ���������H2O2�ڼ�����Һ�еķֽ����������ӿ죬��������ͭ������������ȼ����-������Һ����Ӧһ��ʱ���������H2O2����ʱ����Һ�д�������Mn2+���H2O2�ķֽ⣬�Ӷ�Ӱ������Ч��������Ӱ��ͭ�����ʡ���ͼ12(b)��֪����NH3��H2O-NH4Cl��ϵ�У�����ʱ��Ϊ6 h���¶�Ϊ50 �棬�ܰ�Ũ��Ϊ3 mol/L��c([NH4+])/c(NH3)=3:1��Һ�̱�Ϊ10:1����������藺�����Һ������˳���ͭ�����ʵ�Ӱ�����ޡ�
ͼ11 ��������ʱҺ�̱ȶ�ͭ�����ʵ�Ӱ��
Fig.11 Effect of liquid to solid ratio on oxidizing leaching rate
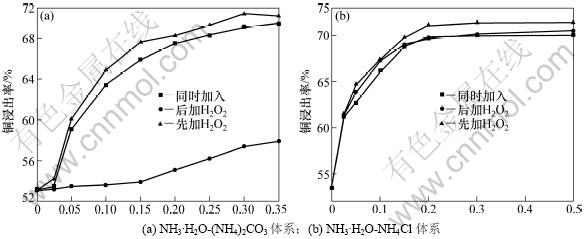
ͼ12 ����������˳���ͭ�����ʵ�Ӱ��
Fig.12 Effect of the addition order of oxidant on oxidizing leaching rate
2.2.7 ����ʱ���ͭ�����ʵ�Ӱ��
�����������������Ӧ��ʱ��Ϊ����ʱ�䣬���ͭ�����ʵ�Ӱ����ͼ13��ʾ����ͼ13�ɼ�����0~2 h��Χ�ڣ�ͭ������������ʱ����ӳ�������ߣ�������ʱ�䳬��2 h��ͭ�Ľ����ʻ������ֲ��䡣������Ϊ��2 hʱ��H2O2����ͭ��֮���������ԭ��Ӧ��Ӧ�ѻ����ﵽƽ�⡣
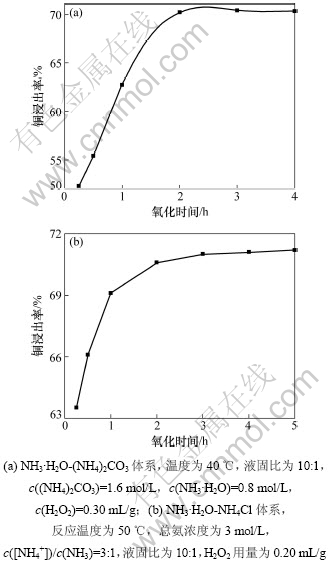
ͼ13 NH3��H2O-NH4Cl��ϵ������ʱ���ͭ�����ʵ�Ӱ��
Fig.13 Effect of oxidized time on leaching rate
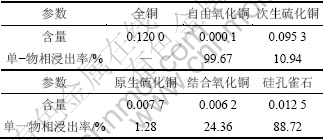
3 ���������������
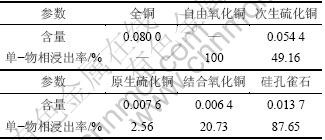
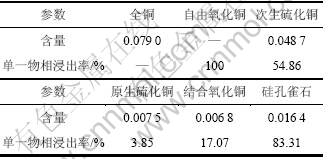
����������100 ����º��48 h��ĥ��������������������������5~8��ʾ���ӱ�5�ͱ�6�ɼ�����NH3��H2O-(NH4)2CO3�У����������볣�������ȣ������е���������ͭ�������ͭ���ȸʯ�Ľ����ʻ������䣬��������ͭ��Ľ��������3~5����Լ��49.16%�������ӱ�7��8�ɼ�����NH3��H2O- NH4Cl�У����������볣�������Ƚϣ������е���������ͭ�������ͭ���ȸʯ�Ľ����ʻ������䣬������ͭ������ʱȳ���������1~2������54.86 %���������Ͽɼ������ӵ�H2O2��Ϊ��������H2O2��������˴�����ͭ����ԭ����ͭ���������ޡ�
��4 ����ͭβ����ͭ�Ļ�ѧ����
Table 4 Analysis results of copper phase in copper oxide tailings
��5 NH3��H2O-(NH4)2CO3��ϵ�г���������Ļ�ѧ����
Table 5 Analysis results of chemical phase of NH3��H2O-(NH4)2CO3 leaching slag
��6 NH3��H2O-(NH4)2CO3��ϵ�������������Ļ�ѧ����
Table 6 Analysis results of chemical phase of NH3��H2O-(NH4)2CO3 oxidized leaching slag
��7 NH3��H2O-NH4Cl��ϵ�г���������Ļ�ѧ����
Table 7 Analysis results of chemical phase of NH3��H2O-NH4Cl leaching slag

��8 NH3��H2O-NH4Cl��ϵ�������������Ļ�ѧ����
Table 8 Analysis results of chemical phase of NH3��H2O-NH4Cl oxidized leaching slag
4 ����
(1) ��NH3��H2O-(NH4)2CO3��ϵ�У�����Ӧ�¶�Ϊ30 �棬Һ�̱�Ϊ10:1������H2O2 ������Ϊ 0.30 mL/g����Ӧ2 h��Ȼ������NH3��H2O ��(NH4)2CO3�� c(NH3��H2O)=0.8 mol/L��c(NH4+)=3.2 mol/L��������Ӧ4 h��β����ͭ�Ľ����ʴ�69.3%��
(2) ��NH3��H2O-NH4Cl��ϵ�У�����Ӧ�¶�Ϊ50 �棬Һ�̱� Ϊ10:1������H2O2 ������Ϊ 0.20 mL/g����Ӧ2 h��Ȼ������NH3��H2O��NH4Cl��c(NH3��H2O)=0.75 mol/L��c(NH4+)=2.25 mol/L��������Ӧ6 h��ͭ�����ʴﵽ70.6%��
(3) ����H2O2�������Ľ����볣�������Ƚϣ������е���������ͭ�������ͭ���ȸʯ�Ľ����ʻ������䣬��������ͭ��Ľ��������2~5���������ͭ��������ߵĸ���ԭ�ɼ�����H2O2��Ϊ��������H2O2��������˴�����ͭ����ԭ����ͭ���������ޡ�
�ο����ף�
[1] ������, ������, Ѧ����. �ҹ�ͭβ����Դ�������[J]. ������ɽ, 2009(8): 179-181.
YU Liang-hui, JIA Wen-long, XUE Ya-zhou. Survey and analysis of the cooper tailing resources in China[J]. Metal Mine, 2009(8): 179-181.
[2] ������. �ҹ�ͭʪ��ұ�����Ľ�չ[J]. ��ɫ����: ��ɽ����, 2002, 54(3): 6-10.
LIU Da-xing. Research of copper hydrometallurgy in China[J]. Nonferrous Metals: Mine Section, 2002, 54(3): 6-10.
[3] �߱�ʤ, ���齭, �Ⱞ��, ��. ijͭ��β��Ӱ�����������о�[J]. ������ɽ, 2009(11): 169-172.
GAO Bao-sheng, WANG Hong-jiang, WU Ai-xiang, et al. Experimental study on influencing factors of ammonia leaching for a copper tailing[J]. Metal Mine, 2009(11): 169-172.
[4] ������, ���շ�, ³����, ��. ��Ʒλ����ͭ��ʯ���³�ѹ��������Ӱ�������о��빤ҵӦ�ý��[J]. ��ҵ����, 2008, 28(3): 81-83.
FANG Jian-jun, LI Yi-fen, LU Xiang-lin, et al. Effects and industry application of ammonia leaching of low copper oxide ore under normal temperature and pressure[J]. Mining and Metallurgical Engineering, 2008, 28(3): 81-83.
[5] Gericke M, Govender Y, Pinches A. Advances in tank bioleaching of low-grade chalcopyrite concentrates[J]. Advanced Materials Research Biohydrometallurgy, 2009(7): 71-73.
[6] ZHANG Jie, WU Ai-xiang, WANG Yi-ming, et al. Experimental research in leaching of copper-bearing tailings enhanced by ultrasonic treatment[J]. Journal of China University of Mining and Technology. 2008, 18(1): 98-102.
[7] ����, ���ı�. �����߸�þ����ͭ�������Ľ�չ[J]. ����ұ��, 2005(12): 17-20.
CHENG Qiong, ZHANG Wen-bin. Technical progress in ammonia leaching of Tangdan oxidized copper ore containing alkaline gangues[J]. Yunnan Metallurgy, 2005(12): 17-20.
[8] ������, �Ա���, ����ϲ, ��. ����������ʯ��ѡ����ͭ��������о���ҵʵ��[J]. ��ұ, 2003, 12(2): 49-53.
LIU Da-xing, ZHAO Bing-zhi, JIANG Kai-xi, et al. Study on treatment of Tangdan refractory copper oxide ore with high content of alkali gangues[J]. Mining & Metallurgy, 2003, 12(2): 49-53.
[9] Mena M, Olson F A. Leaching of chrysocolla with ammonia- ammonium carbonate solution[J]. Metallurgical Transactions B, 1985(16): 441-448.
(�༭ �²ӻ�)
�ո����ڣ�2011-06-20�������ڣ�2011-08-25
������Ŀ�������ص�����о���չ�滮(��973���ƻ�)��Ŀ(2007CB613600-1)
ͨ�����ߣ�������(1963-)���У����ϰ����ˣ������ڣ�����ʪ��ұ�����о����绰��0731-88877364��E-mail��liuyun.q @163.com
ժҪ������������ij���Ե�Ʒλ����ͭ����β��Ϊ�о�������NH3��H2O-(NH4)2CO3��NH3��H2O-NH4Cl����Һ�����������������������ʱ�䡢��Ӧ�¶ȡ�Һ�̱ȡ��ܰ�Ũ�ȼ�c(NH4+)/c(NH3)������������������������˳������ʱ������ض�ͭ�����ʵ�Ӱ�죬�õ���β�����ѽ����������о��������������H2O2(11.2 mmol/L)�ܳ������������ͭ����ԭ����ͭ����������ޣ���NH3��H2O-(NH4)2CO3�У���Һ�̱�Ϊ10:1���¶�Ϊ40 �棬����H2O2������Ϊ 0.3 mL/g����Ӧ2 h��Ȼ������NH3��H2O��(NH4)2CO3��c(NH4+)=3.2 mol/L, c(NH3)=0.8 mol/L��������Ӧ4 h��ͭ�����ʴ�69.3%����NH3��H2O-NH4Cl�У���Һ�̱�Ϊ10:1���¶�Ϊ50 �棬����H2O2������Ϊ 0.20 mL/g����Ӧ2 h��Ȼ������NH3��H2O��NH4Cl��c(NH4+)=2.25 mol/L, c(NH3)=0.75 mol/L��������Ӧ6 h��ͭ�Ľ����ʴ�70.6 %��
