
DOI: 10.11817/j.ysxb.1004.0609.2021-40080
����ѡ���ۻ����κ��Al-Cu-Mg�Ͻ������֯����ѧ����
�������������У��� �ģ���С�ԣ���־��
(����������ѧ ���ҽ������Ͻ������ι��̼����о����ģ����� 510640)
ժ Ҫ��
���ü���ѡ���ۻ�(Selective laser melting��SLM)�����Ʊ����Al-Cu-Mg�Ͻ�ͨ��SEM��EBSD��TEM������ʵ��ȷ����о�����̬���ȴ���̬����������֯����ѧ���ܡ���������������������ܶ�Ϊ370 J/mm3ʱ�����������ܶ���ߡ�ԭλ����Al3Zrʹ������ƽ�������ߴ�ϸ��Ϊ1.28 ��m��������SLM����Al-Cu-Mg�Ͻ��е������ơ��ߴ�Ϊ50~300 nm��Al3Zr����̬��(L12-Al3Zr)�ֲ��ڻ��壬L12-Al3Zr�ɳ䵱��(Al)�Ǿ����κ˵���Ч�ĵף����(Al)����Ĵ���ȵͣ�Ҳ���谭����Ǩ�ƣ����ƾ����������Ż�����̬���������¿���ǿ��Ϊ(369��9) MPa���쳤��Ϊ(12.4��0.6)%��T6�ȴ����������Ŀ���ǿ��������(485��10) MPa���쳤���Խ�Ϊ(11.2��0.5)%��ϸ��ǿ������ɢǿ���ֱ������˳���̬���ȴ���̬������ǿ��������
�ؼ��ʣ�
����ѡ���ۻ���Al-Cu-Mg�Ͻ���Al3Zr������֯����ѧ������
���±�ţ�1004-0609(2021)-08-2069-12���� ��ͼ����ţ�TG146���� ���ױ�־�룺A
���ĸ�ʽ���������������У��� ��, ��. ����ѡ���ۻ����κ��Al-Cu-Mg�Ͻ������֯����ѧ����[J]. �й���ɫ����ѧ��, 2021, 31(8): 2069-2080. DOI: 10.11817/j.ysxb.1004.0609.2021-40080
WANG Kai-dong, LIU Yun-zhong, CHENG Wen, et al. Microstructure and mechanical properties of Zr modified Al-Cu-Mg alloy processed by selective laser melting[J]. The Chinese Journal of Nonferrous Metals, 2021, 31(8): 2069-2080. DOI: 10.11817/j.ysxb.1004.0609.2021-40080
����ѡ���ۻ�����(SLM)����ʵ�ֽ����������״���ɶȡ��߾��ȡ������ܳ��Σ��ǹ������о����ȵ�[1]����������Ͻ���SLM��������������о������ں����ԽϺõ�Al-Siϵ�Ͻ�(AlSi10Mg[2]��AlSi12[3]��)��Ϊ����չ��Ӧ����������ϵ���Ͻ���о�Ҳ��չ��[4]��Al-Cu-Mg�Ͻ�(AA2024, AA2618��)�ڹ�ҵ����Ӧ�ù㷺����SLM������Ͽ�ʵ�ָ��ӽṹ���ľ�ȷ���Σ���չǰ������������Al-Cu-Mg�Ͻ��������������SLM���ι������ײ���������������[5]���о���չ������
����[6-8]��ָ������������ܶȿ�������SLM����Al-Cuϵ�Ͻ�������ƣ����ǺϽ������������Ȼ�ܴ�SISTIAGA��[9]������Si����7075���Ͻ��ĩ����խ�������䣬ϸ�����������������ƣ������˳��μ����ܣ�֤���˸��Ϸ�ĩ�Ͻɱ���SLM���θ�ǿ���Ͻ����ѣ�Al-Zr��Al-Ti-B��Al-Ti-C���м�Ͻ�ʼ��ΪSLM����Al-Cuϵ�Ͻ���о��ص㡣ZHANG��[10]��NIE��[11]��Al-Cu-Mg�Ͻ��ĩ��������2% Zr(��������)�ۣ�������Al3ZrΪ�����κ˼��������ƵĺϽ���������ǿ��������493 MPa�����ǽ�6%���쳤�ʿ��ܺʹ�Zr�������йأ�WANG��[12]�ͺ�����[13]������TiB2����Al-Cuϵ�Ͻ�SLM���μ�����ѧ���ܣ�������[14]��2024�����в�����1.5%Al-Ti-C(��������)�Ͻ���ɢ�ֲ���TiCx�������ٽ���(Al)�����κˣ������˺Ͻ�����ԣ����dz��μ����쳤��С��3%�������о������������м�Ͻ��κ˼�������SLM����Al-Cuϵ�Ͻ�������ƣ������κ˼��ž۳���Ԫ�ط����������Ϸ�ĩ�������ʵ�������Ȼؽ�������MARTIN��[15]��Al-Znϵ�Ͻ����������о��У�����ZrH2���·ֽ������Zr������������ԭλ����Al3Zr������κ˼��������ž����⣬�״��Ʊ�����ǿ�ȳ���̬Al-Znϵ�Ͻ𣬵��Ƿ�ĩ�ľ�������װ�������������ʣ�Ϳ��[16]��ͨ��������ĥ��װ���η�����˸����⡣������κ˼���ȣ�ԭλ���ɵ��κ˼���ɢ���ȣ������ž۳����κ�Ч�����ѣ�ԭλ��ӦҲ�ɱ����κ˼�������������Ӳ��Ͻ��������������Ŀǰ����Al-Cuϵ�Ͻ�SLM��������������ص����ױ�����
Al3Zr������̬����������(L12-Al3Zr)���(Al)�������ȵ�[17]�������Ͻ�����������κ˼�����������ZrH2�ȶ�ZrԪ�أ���L12-Al3ZrΪԭλ�κ��ʵ㣬���õ�����ĥ������װ1.5%ZrH2/Al-Cu-Mg (��������)�ϽϷ�ĩ��ͨ��SLM������T6�ȴ������ջ��ԭλAl3Zrϸ�������ĺ��Al-Cu-Mg�Ͻ𡣶Աȳ���̬Al-Cu-Mg�Ͻ��Լ�����̬���ȴ���̬���Al-Cu-Mg�Ͻ������֯����ѧ���ܣ�������صľ���ϸ�������Լ�ǿ�����ƣ�ΪSLM����Al-Cu�Ͻ��Ӧ���ṩһ��ʵ�����ݺͼ����ο���
1 ʵ��
1.1 ʵ������뷽��
��������������Ʊ���Al-Cu-Mg�Ͻ����η�ĩƽ������ԼΪ28 ��m������ò��ͼ1(a)��ʾ����ѧ�ɷֲ���2024���Ͻ�ɷ�(����1)������ZrH2�����ɸ�����ĥ���Ƶã�ƽ������ԼΪ500 nm������ò��ͼ1(b)��ʾ�����õ�����ĥ��װ���η��Ʊ�ZrH2/Al-Cu-Mg�ϽϷ�ĩ��ͼ1(c)��(d)��ʾΪ���Ϸ�ĩ��òͼ�����Ϸ�ĩ���ζ����ã����ڴ�ӡ�����з�ĩ��չ����������״��ZrH2������Ƕ�����Ͻ��ĩ���棬Ϊ��е��ϡ�
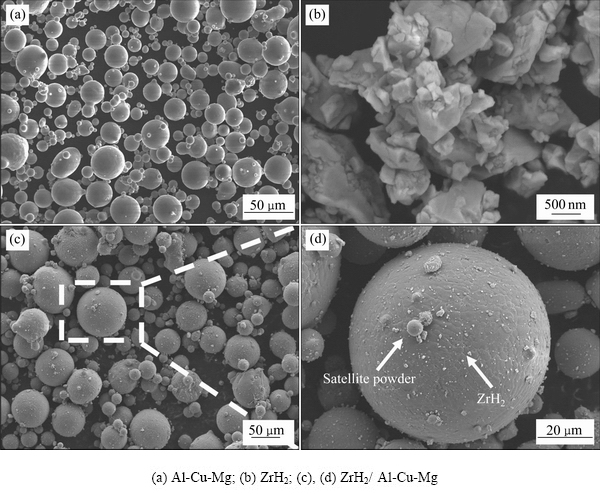
ͼ1 ԭʼ��ĩ��ZrH2/Al-Cu-Mg�ϽϷ�ĩ������ò
Fig. 1 Micro-morphologies of raw powders and ZrH2/Al-Cu-Mg composite powders
����EOS-M290����ѡ���ۻ��豸�Ʊ����Al-Cu-Mg�Ͻ𣬴�ӡ����Ϊ�������150~250 W��ɨ������200~1000 mm/s��ɨ����90 ��m���̷۲��30 ��m�����ڷ۲�ɨ��Ƕ���ת67�㣬����Ԥ���¶�180 �棬������ձ����������������ܶ�E(J/mm3)[18]������������������
 (1)
(1)
ʽ�У�PΪ����ʣ�vΪɨ�����ʣ�hΪɨ���ࣻtΪ�̷۲��
����TNX1100-20��ʽ�ȴ���¯���й��ܴ���������ˮ�������£������¶�Ϊ520 �棬����ʱ��Ϊ1 h������DF-101S������ԡ������ʱЧ������ʱЧ�¶�Ϊ150 �棬ʱЧʱ��Ϊ10 h���������������¡�
1.2 ���ܱ���
����Archimedes��ˮ���������ܶȣ�����Leica DM 15000M��ѧ����(OM)�۲���������ȱ�ݣ�����Bruker Advance X����������(XRD)�����������ࣻ���ô��ر�ɢ���������̽ͷ(EBSD)��Nova Nano SEM 430 ������ɨ���������(SEM)�۲�����������֯�������Ⱥ;���ȡ����JEM-2100F���������������(TEM)�۲����������༰��ֲ�������UTM5105��������ʵ������������������������ܣ���������Ϊ1 mm/min��
2 ���������
2.1 ���ܶ����ڲ�ȱ��
���������ܶ������̬���Al-Cu-Mg�Ͻ����ܶȵĹ�ϵ��ͼ2(a)��ʾ����ͼ2(a)�ɼ������������ܶ����������ܶȵ����ӳ������������½������ƣ���370 J/mm3ʱ��ߣ�Ϊ97.2%��������������ʱ�������IJ�������״���տ����ο������϶࣬���ܶ�ƫ�͡��������ܶ�ʹ�۳�Һ���¶ȵ͡��ȴ���չ�Բ�����۳ز���ȫ��ӣ�ͬʱ��δ�۷�ĩҲ���谭�۲���ۺϣ����տ��ɴ˲���[6]��ZrH2��540 �����ҿ�ʼ�ֽ⣬�۳��¶ȵ�ʱ��ZrH2�ֽ���IJ��������������ݳ��������ο���ʽ��������֯�У��������������ο���������ͼ2(b)��ʾ�������������ӣ�Һ�������ʱ���ӳ��������Ա�ã������������ݳ����۳ش�ӣ��������������٣���ͼ2(c)��ʾ�����ǵ����������ܶȳ���400 J/mm3ʱ���۳��������Ĺ��ܶ���ߣ������Ӿ��۳ص�Ҳ��������ౣ������͵��۵����������������������������[19]����ͼ2(d)��ʾ�������������ܶ�Ϊ370 J/mm3(ɨ������200 mm/s�������200 W)ʱ�����ܶ���ߣ���������������ã��Դ˲���Ϊ�������к����о���
��1 Al-Cu-Mg�Ͻ��ĩ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of Al-Cu-Mg alloy powders (mass fraction, %)

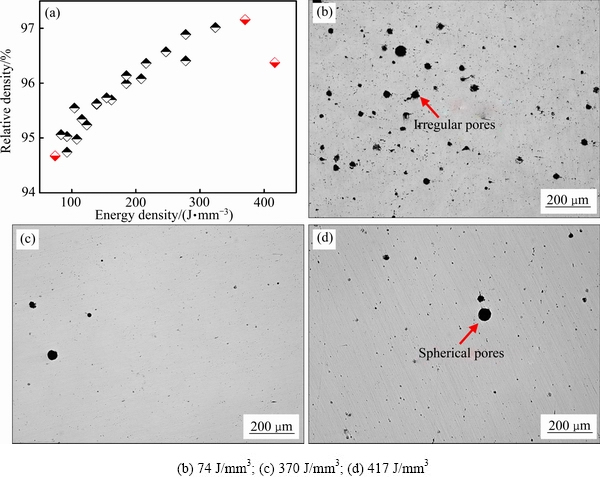
ͼ2 ���������ܶ������̬���Al-Cu-Mg�Ͻ����ܶȵĹ�ϵ�Լ����������ĺ�������
Fig. 2 Relationship between laser energy density and relative density of as-deposited Zr-modified Al-Cu-Mg alloy(a), and OM images of cross section of representative samples((b)-(d))
2.2 ����֯
ͼ3��ʾΪ����̬�������ݽ�������֯��ò����ͼ3(a)��(b)��ʾ���ڳ���̬Al-Cu-Mg�Ͻ���ݽ��棬�ȱ����۳صĴ�ӽ����Ϊ�������۳���Լ30~70 ��m����Լ100~200 ��m�������ִ���״֦������ֱ����ᴩ�����۳أ����ڳ����������������ƣ�����β�˼���Ϊ��������Ӧ�����ơ���ͼ3(c)��(d)����ʾ����ZrH2����̬���Al-Cu-Mg�Ͻ���ϸС���ᾧΪ����������������״��������ϸ��ʹ���۳ش�ӽ�����ʧ�����ֲ��������С�۳��������۳���Ƚ�����5~25 ��m������������40~70 ��m����������ȫ������
����̬���ȴ���̬������EBSD���Է��������ͼ4��ʾ����ͼ4(a)~(c)��֪������̬Al-Cu-Mg�Ͻ�ƽ�������ߴ�ԼΪ15.69 ��m���ִ���״֦����Ϊ[001]ȡ��ͼ{001}���漫�ܶ����Ϊ9.55���Ͻ�����ֱ����֯�����ԣ������ڴִ���״֦����Ľ��紦��������ͼ4(d)~(f)��֪�������κ˼�ʹ�ó���̬���Al-Cu-Mg�Ͻ�ƽ�������ߴ�ϸ����1.28 ��m��������ʧ���������ȡ��ͼ����ܶȽ���1.55������Ϊ֯��������ȫ��ʧ����ͼ4(g)~ (i)��ʾ���ȴ����Ͻ���֯��Ȼ�Ե��ᾧΪ����ƽ�������ߴ�������1.59 ��m�������������ȡ��ͼ������ܶ�Ϊ1.47��
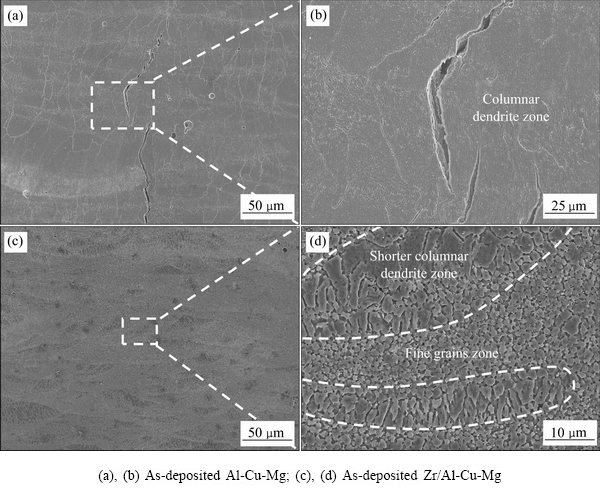
ͼ3 ����̬�������ݽ�������֯
Fig. 3 Microstructures of vertical section of as-deposited samples
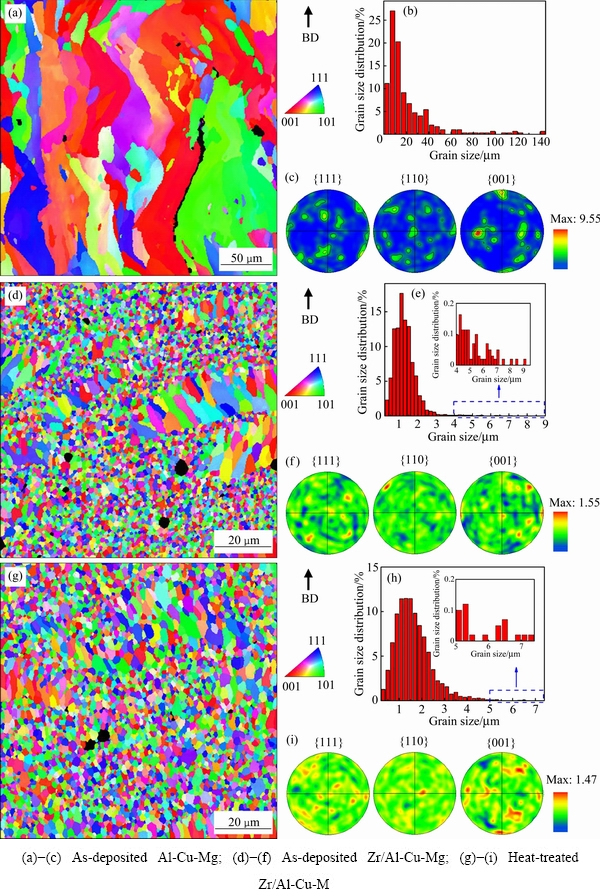
ͼ4 ����̬���ȴ���̬�����ݽ����IPFͼ�������ߴ�ֲ�ͼ�ͼ�ͼ
Fig. 4 IPF maps((a), (d), (g)), grain size distributions((b), (e), (h)) and pole figures((c), (f), (i)) of vertical section of as-built and heat-treated samples
GAUMANN��[20]����Hunt��״֦������ᾧת��(CET)ģ�������CET�ٽ�������
 (2)
(2)
ʽ�У�a��nΪ������س�����GΪ�¶��ݶȣ�vΪ�������ʣ�N0Ϊ�κ��ʵ��ܶȣ� Ϊ���ᾧ�������������̬Al-Cu-Mg�Ͻ�ȱ���κ˳ĵף��ִ���״��(��ͼ4(a))������SLM���ι����е�Gn/vֵ��������Ͻ��γɴ������ᾧ��������SLM�����۳سߴ�С���ش�ӡ�����¶��ݶȸ�(105��106 ��/s)[21]���۳��ڹ�������խ���ױ��������������ǣ���ˣ���������ͨ�������ȹ���ͳɷֹ�������κ�[22]��Һ��������������о��������������γɴִ���״֦���������¶��ϡ��ij��η�ʽ��������״֦������[001]��������������Gn/vֵδ���Ըı�������£�Al3Zr�κ˼�������Ϊ�������Һ����ǰ���ṩ�˴����κ˳ĵף��ٽ��˦�(Al)�κˣ������˾�������������ģʽ����ˣ��Ͻ���������ϸ����֯���������ȴ���̬��������δ�������Գ����ԭ������ǵڶ��������谭�˾���Ǩ�ƣ�ͬʱ�����ȴ��������У�������������������ȣ��������ȡ��δ��Ӱ�졣
Ϊ���ᾧ�������������̬Al-Cu-Mg�Ͻ�ȱ���κ˳ĵף��ִ���״��(��ͼ4(a))������SLM���ι����е�Gn/vֵ��������Ͻ��γɴ������ᾧ��������SLM�����۳سߴ�С���ش�ӡ�����¶��ݶȸ�(105��106 ��/s)[21]���۳��ڹ�������խ���ױ��������������ǣ���ˣ���������ͨ�������ȹ���ͳɷֹ�������κ�[22]��Һ��������������о��������������γɴִ���״֦���������¶��ϡ��ij��η�ʽ��������״֦������[001]��������������Gn/vֵδ���Ըı�������£�Al3Zr�κ˼�������Ϊ�������Һ����ǰ���ṩ�˴����κ˳ĵף��ٽ��˦�(Al)�κˣ������˾�������������ģʽ����ˣ��Ͻ���������ϸ����֯���������ȴ���̬��������δ�������Գ����ԭ������ǵڶ��������谭�˾���Ǩ�ƣ�ͬʱ�����ȴ��������У�������������������ȣ��������ȡ��δ��Ӱ�졣
����Scheil-Gulliver����ģ��[22]��֪������̬Al-Cu-Mg�Ͻ���Һ�����̺��ڣ�֦������Ӵ��γɿ�ǻ����Һ����������в���[15]��Al-Cuϵ�Ͻ������������������������������Ӧ�����������ھ����ǻ��������������չ�������κ˼��ٽ��˦�(Al)���������ڴ����κˣ��ڰ��̬�����У�ϸС���ᾧ�����״����ͨ����ת�����α����ھ���������ǻ��Һ�ಹ������[15]�����紦Ӧ�����⣬��������ʧ��
2.3 ����
ͼ5��ʾΪ���Ϸ�ĩ������̬Al-Cu-Mg�Ͻ��Լ�����̬���ȴ���̬���Al-Cu-Mg�Ͻ��XRD�ס���ͼ5�ɿ�����ZrH2���������SLM���κ���ʧ����-Al2Cu��Ϊ����̬��������Ҫ�����࣬�������ຬ�����٣�������������������δ��궨��
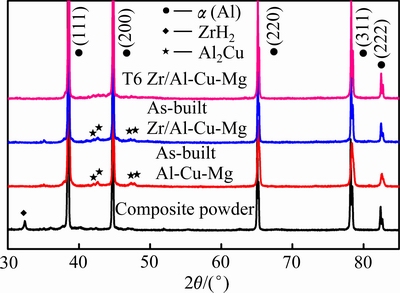
ͼ5 ����̬���ȴ���̬�����Լ����Ϸ�ĩ��XRD��
Fig. 5 XRD patterns of as-deposited and heat-treated samples and composite powders
�ɳ���̬���Al-Cu-Mg�Ͻ��������(��ͼ6(a))��EDS��(��ͼ6(b))��֪�������зֲ��гߴ�Ϊ50~300 nm��L12-Al3Zr�����࣬δ������������Լ�Al3Zrƽ����(D023-Al3Zr)��Cu��MgԪ�ش��ھ��縻������MnԪ�طֲ����ȡ�ͼ6(c)��(d)��ʾΪ��(Al)��L12-Al3Zr����ĵ������仨������ͼ�п�֪
 (3)
(3)
����L12-Al3Zr���(Al)λ���ϵ���ã�����ƥ��ȸߣ�L12-Al3Zr�ڻ����г䵱�˦�(Al)�κ˵���Ч�ĵ�,������δ��Ϊ�κ˳ĵ�L12-Al3Zr���(Al)λ���ϴ�
ZrH2���·ֽ���ĵ���Zr������������ֱ��ԭλ��Ӧ����L12-Al3Zr�⣬�����������岢����ȴ��������L12-Al3Zr��ʽԭλ����[23]������ȴ����ʹ��L12-Al3Zrδ����ƽ����䡣�����̹����У�L12-Al3Zr����������Ϊ�κ��ʵ㣬�ٽ���(Al)�κˣ����������ڣ����(Al)�������ȵ͡��ڦ�(Al)������������У�L12-Al3ZrҲ���谭�����Ǩ���˶������������ܵ����ƣ�����[24]Ҳ���������Ƶ������⣬JOHNSSON[25]�������������������(Q)��ɷֹ�������أ����������������ӱ�ʾΪ
 (4)
(4)
ʽ�У�mΪҺ����б�ʣ�c0Ϊ�����������е�Ũ�ȣ�kΪ�����ٷ���ϵ�����������ܵ������������ӵ��ڲ�ͬ���ʵ�������������֮�ͣ��������������һ����ΪZr��660 ���������е������ܶ�ԼΪ0.27%[26]���ܸ���ȴ����Ӱ�죬������������ZrԪ���������ڹ��ܶ�����������[27]��֪������Ũ��mZr(kZr-1)ԼΪ6.8����ˣ����о���Al-Cu-Mg�Ͻ��������������(Q)ԼΪ15������ZrH2�Ͻ�Һ���ܵ������������ӿ�����Լ10%��Һ�����������������ӣ��ɷֹ����������(Al)���κ����ݽ��͡�
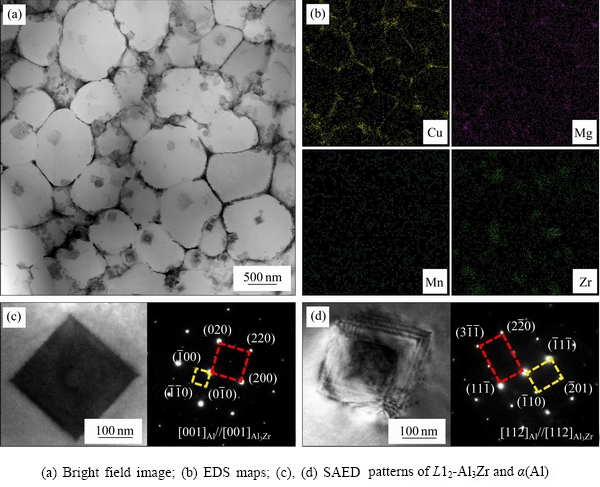
ͼ6 ����̬���Al-Cu-Mg�Ͻ��TEM��
Fig. 6 TEM images of as-deposited Zr-modified Al-Cu-Mg alloy
ZrH2�����ɼ��ٵ���Zr��O�ĽӴ����Ӷ���������֯�г���ZrO��Ӳ����������ZrH2�������Zr�ۿɱ���ZrԪ�����Ʒ۹���������������ͬʱ����SLM���ι����У�ZrH2���·ֽ����������ͷ۲��ڲ���������Ӧ����ˮ��������һ�������˳��������е�O������
ͼ7��ʾΪ�ȴ���̬���Al-Cu-Mg�Ͻ��TEM����ͼ7(a)~(e)��ʾ������̬���Al-Cu-Mg�Ͻֵڶ����ڹ��ܴ������������ڻ��壬����ʱЧ���������ȴ���̬�����г�����ɢ�ֲ���L12-Al3Zr�����ࡢT-Al20Cu2Mn3�ࡢS-Al2CuMg��ȵڶ����⣬�ھ��紦������Լ500 nm�����״D023-Al3Zr������ͼ7(f)��(g)��֪������L12-Al3Zr���(Al)��Ȼ�������õ�λ���ϵ������߶ȹ����ȴ�������Ȼ�ȶ����ڣ�Ҳ�Ӳ��淴ӳ�˳���̬�����в���L12-Al3Zr���(Al)����ƥ��ȸߡ�
D023-Al3Zr�ھ���������ԭ����������㣺 1) �ȴ��������У����紦��L12-Al3Zr���(Al)λ���ϴ����ܽϸߣ�����L12-Al3Zr����D023-Al3Zrת��[28]��2) ��ʱЧ�����У���(Al)�ڹ�����ZrԪ�ػ��ھ�����D023-Al3Zr��ʽ����[29]��
2.4 ��ѧ������Ͽ���ò
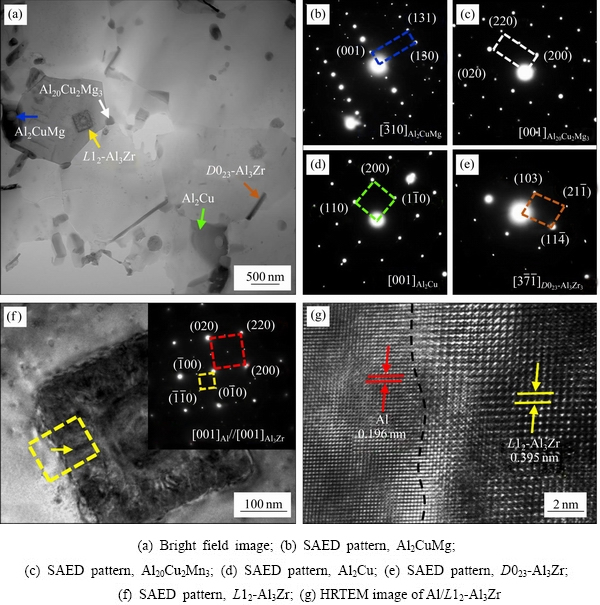
ͼ7 �ȴ���̬���Al-Cu-Mg�Ͻ��TEM��
Fig. 7 TEM images of heat-treated Zr-modified Al-Cu-Mg alloy
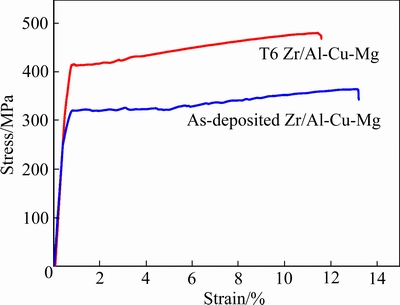
ͼ8 ���Al-Cu-Mg�Ͻ���������������
Fig. 8 Tensile curves of Zr modified Al-Cu-Mg alloy samples
����̬Al-Cu-Mg�Ͻ������ƽ϶࣬ͨ���ڵ�Ӧ���·������ѣ�����ǿ��ԼΪ250 MPa������ǿ��ԼΪ200 MPa���쳤�ʲ���3%[13, 30]��ͼ8��ʾΪ���Al-Cu-Mg�Ͻ������ȴ���ǰ����������ߣ�������ѧ�������ݼ���2����L12-Al3Zr�����£����Al-Cu-Mg�Ͻ��ۺ��������죬���¿���ǿ��������Լ120 MPa���ﵽ(369��9) MPa���쳤��Ϊ12.4%��0.6%���ȴ�������ǿ��������(485��10) MPa���쳤�����н��ͣ�Ϊ11.2%��0.5%��ͼ9��ʾΪ���Al-Cu-Mg�Ͻ������ĶϿ���ò����ͼ9��֪������̬���ȴ���̬�����ĶϿڴ��������������ԣ����ѷ�ʽ��Ϊ���Զ��ѡ������̬������ȣ��ȴ���̬�����Ͽڵ�����ֱ�����������ڷֲ��н϶�ڶ������ӣ�ǿ���������塣
��2 ���Al-Cu-Mg�Ͻ����������
Table 2 Tensile properties of Zr/Al-Cu-Mg alloy samples
��Ȼ����ZrH2�����˺��Al-Cu-Mg�Ͻ������Ŀ�϶�ʣ����dzɹ������������ƣ��������������صĸ������Ͻ�������ѧ���ܵ�����������������ǿ������������ء�
1) ϸ��ǿ����ԭλ�κ˼�ʹ�ó���̬����ƽ�������ߴ�ϸ����1.28 um������Hall-Petch��ʽ[12]�����Ͻ�ǿ���뾧���ߴ�Ĺ�ϵ��
 (5)
(5)
ʽ�У�bΪHall-Petch����(ȡ0.13 MPa/m2[11])��d0��d1Ϊ�Ͻ�ľ����ߴ磬����ϸ��ʹ�Ͻ��ǿ��������Լ82 MPa�������Ͻ���������ǿ������ֵ��50%��ϸ��ǿ���ǺϽ�ǿ����������Ҫԭ��
2) ��ɢǿ����L12-Al3Zr����λ���Ľ���������ǿ�������Ͻ���塣L12-Al3Zr�����м�Ͻ���Ӳ��Զ����Al���壻ͬʱ�����ֳ䵱�κ��ʵ��L12Al3Zr�ھ������(Al)���湲��ȸߣ�������ǿ�ȴ�ǿ�����̿���Orowanǿ�������������ֲ���Ϊ���ȵ�L12-Al3Zr�谭��λ���ڻ�������˶���λ������������L12-Al3Zr��������λ�������Ͻ���ο������ӡ�
3) ����ǿ����SLM�����¶ȸߡ��������ʴ���������ZrԪ����������������(Al)������������ZrԪ�������˾�����䣬��һ������ǿ�����á�����ZrԪ���ڻ����ڵĹ�����δ֪����ɢǿ������ǿ����ǿ������ֵ�����㡣����̬�������쳤�ʳ���10%��Ҫ����ΪL12-Al3Zrϸ���˻��徧����֯��������[001]֯������������������ʱ�����������Э�������νϾ��ȣ�Ӧ�����еõ����⡣��Σ�����L12-Al3Zr�����ھ��磬һ���̶��Ͽ����������ھ��紦��չ�����⣬������ĥ���Ʊ����Ϸ�ĩ��ԭλ����L12-Al3Zr�ɼ����������롢��ֹ����Ӳ��ĺ������������κ˼��ž۳���Ҳ�����������Ͻ�����ԡ�
�ȴ���̬���Al-Cu-Mg�Ͻ����Ե��ᾧΪ����ƽ�������ߴ�������1.59 um��ϸ��ǿ���ԺϽ�����ǿ�ȵĹ�����Լ70 MPa���ȴ�������ɢ�����T���Լ�����ǿ����S��ͦ����ڻ����зֲ���Ϊ���ȣ�����λ���˶���ǿ���Ͻ����ܣ���ɢǿ���������ȴ�����������ǿ������[31]�������ķ������D023-Al3Zr���(Al)�̶�λ���ϵ������ǹ����빲��[32]��������Ͻ��������״��òҲ����һ��Ӧ�����У��������������н��͡�
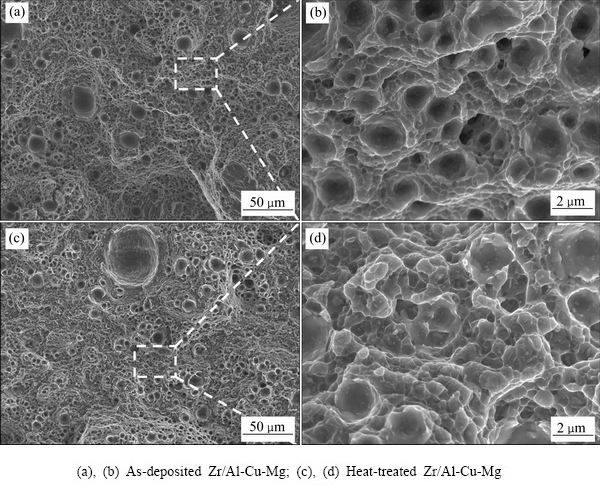
ͼ9 ���Al-Cu-Mg�Ͻ������ĶϿ���ò
Fig. 9 Fracture morphologies of Zr/Al-Cu-Mg alloy samples
3 ����
1) ���ż��������ܶȵ����ӣ�����̬���Al-Cu-Mg�Ͻ����������ܶ����������½������������ܶ�370 J/mm3�³��ε��������ܶ���ߣ�Ϊ97.1%������ZrH2��������ƽ�������ߴ���15.69 mmϸ����1.28 ��m����֯��������ȫ�����������������ȡ��
2) ����̬���Al-Cu-Mg�Ͻ��ZrԪ�س�����ΪL12-Al3Zr�ࡣL12-Al3Zr�ɳ䵱��(Al)�Ǿ����κ˵���Ч�ĵף��ٽ���(Al)�κˣ����(Al)λ���ϵ���ã�Ҳ���谭����Ǩ�ƣ����ƾ�������
3) ����ϸ����ij���̬���Al-Cu-Mg�Ͻ���ǿ�ȿɴ�(369��9) MPa���쳤��Ϊ12.4%��0.6%���ȴ������ڵڶ�����ɢǿ�������£������Ŀ���ǿ��������(485��10) MPa���쳤����D023-Al3ZrӰ���Խ�����11.2%��0.5%��
REFERENCES
[1] ����ǿ, �� ��, �γ���, ��. �����������ѡ���ۻ��������켼����״����չ[J]. ����������ѧ��չ, 2018, 55(1): 9-21.
YANG Yong-qiang, CHEN Jie, SONG Chang-hui, et al. Current status and progress on technology of selective laser melting of metal parts[J]. Laser & Optoelectronics Progress, 2018, 55(1): 9-21.
[2] Gu Dong-dong, Wang Hong-qiao, Dai Dong-hua, et al. Rapid fabrication of Al-based bulk-form nanocomposites with novel reinforcement and enhanced performance by selective laser melting[J]. Scripta Materialia, 2015, 96: 25-28.
[3] Siddique S, Imran M, Wycisk E, et al. Influence of process-induced microstructure and imperfections on mechanical properties of AlSi12 processed by selective laser melting[J]. Journal of Materials Processing Technology, 2015, 221: 205-213.
[4] Li Rui-di, Wang Min-bo, Li Zhi-ming, et al. Developing a high-strength Al-Mg-Si-Sc-Zr alloy for selective laser melting: crack-inhibiting and multiple strengthening mechanisms[J]. Acta Materialia, 2020, 193: 83-98.
[5] ������, ����Ⱥ, ���ճ�, ��. ѡ�������ۻ����Ͻ���о���չ[J]. �й���ɫ����ѧ��, 2020, 30(12): 2773-2788.
MA Ru-long, PENG Chao-qun, WANG Ri-chu, et al. Progress in selective laser melted aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2020, 30(12): 2773-2788.
[6] Ahuja B, Karg M, Nagulin K Y, et al. Fabrication and characterization of high strength Al-Cu alloys processed using laser beam melting in metal powder bed[J]. Physics Procedia, 2014, 56: 135-146.
[7] Zhang Hu, Zhu Hai-hong, Nie Xiao-jia, et al. Fabrication and heat treatment of high strength Al-Cu-Mg alloy processed using selective laser melting[C]// Laser 3D Manufacturing ��. San Francrsco: Society of Photo-Optical Instrumentation, 2016: 1-7.
[8] Karg M C H, Ahuja B, Wiesenmayer S, et al. Effects of process conditions on the mechanical behavior of aluminium wrought alloy EN AW-2219 (AlCu6Mn) additively manufactured by laser beam melting in powder bed[J]. Micromachines, 2017, 8(1): 1-7.
[9] Sistiaga M L M, Mertens R, Vrancken B, et al. Changing the alloy composition of Al7075 for better processability by selective laser melting[J]. Journal of Materials Processing Technology, 2016, 238: 437-445.
[10] Zhang Hu, Zhu Hai-hong, Nie Xiao-jia, et al. Effect of zirconium addition on crack, microstructure and mechanical behavior of selective laser melted Al-Cu-Mg alloy[J]. Scripta Materialia, 2017, 134: 6-10.
[11] Nie Xiao-jia, Zhang Hu, Zhu Hai-hong, et al. Effect of Zr content on formability, microstructure and mechanical properties of selective laser melted Zr modified Al-4.24Cu-1.97Mg-0.56Mn alloys[J]. Journal of Alloys and Compounds, 2018, 764: 977-986.
[12] Wang Pei, Gammer C, Brenne F, et al. A heat treatable TiB2/Al-3.5Cu-1.5Mg-1Si composite fabricated by selective laser melting: microstructure, heat treatment and mechanical properties[J]. Composites Part B: Engineering, 2018, 147: 162-168.
[13] �� ��, ������, Ϳ ��, ��. ����TiB2�Լ���ѡ���ۻ�2024���Ͻ�����֯����ѧ���ܵ�Ӱ��[J]. ��ĩұ����Ͽ�ѧ�빤��, 2019, 24(4): 365-373.
HU Liang, LIU Yun-zhong, TU Cheng, et al. Effects of nano-TiB2 particles on microstructure and mechanical properties of AA2024 deposited by selective laser melting[J]. Materials Science and Engineering of Powder Metallurgy, 2019, 24(4): 365-373.
[14] ������. �κ˼��������������Ͻ�����֯����ѧ���ܵ�Ӱ��[D]. ����: ɽ����ѧ, 2020.
ZHANG Shu-ya. Effect of nucleating agent on microstructure and mechanical properties of additive manufactured aluminum alloys[D]. Jinan: Shandong University, 2020.
[15] Martin J H, Yahata B D, Hundley J M, et al. 3D printing of high-strength aluminium alloys[J]. Nature, 2017, 549(7672): 365-369.
[16] Ϳ ��. ZrH2/AA6060���Ϸ�ĩ�ļ���ѡ���ۻ����ι�������֯����[D]. ����: ����������ѧ, 2019.
TU Cheng. Selective laser melting of ZrH2/AA6060 composite powders: process, microstructures and mechanical properties[D]. Guangzhou: South China University of Technology, 2019.
[17] Guo J Q, Ohtera K. An intermediate phase appearing in Ll2-Al3Zr to DO23-Al3Zr phase transformation of rapidly solidified Al-Zr alloys[J]. Materials Letters, 1996, 27(6): 343-347.
[18] Simchi A. Direct laser sintering of metal powders: Mechanism, kinetics and microstructural features[J]. Materials Science and Engineering A, 2006, 428(1/2): 148-158.
[19] Zhang Bi, Li Yong-tao, Bai Qian. Defect formation mechanisms in selective laser melting: A review[J]. Chinese Journal of Mechanical Engineering, 2017, 30(3): 515-527.
[20] GAumann M, Bezencon C, Canalis P, et al. Single-crystal laser deposition of superalloys: Processing- microstructure maps[J]. Acta Materialia, 2001, 49(6): 1051-1062.
[21] Tradowsky U, White J, Ward R M, et al. Selective laser melting of AlSi10Mg: Influence of post-processing on the microstructural and tensile properties development[J]. Materials & Design, 2016, 105: 212-222.
[22] Zhang Du-yao, Qiu Dong, Gibson M A, et al. Additive manufacturing of ultrafine-grained high-strength titanium alloys[J]. Nature, 2019, 576(7785): 91-95.
[23] Croteau J R, Griffiths S, Rossell M D, et al. Microstructure and mechanical properties of Al-Mg-Zr alloys processed by selective laser melting[J]. Acta Materialia, 2018, 153: 35-44.
[24] Li Lan-bo, Li Rui-di, Yuan Tie-chui, et al. Microstructures and tensile properties of a selective laser melted Al-Zn-Mg-Cu (Al7075) alloy by Si and Zr microalloying[J]. Materials Science and Engineering A, 2020, 787: 139492.
[25] Johnsson M. Grain refinement of aluminium studied by use of a thermal analytical technique[J]. Thermochimica Acta, 1995, 256(1): 107-121.
[26] Murray J, Peruzzi A, Abriata J P. The Al-Zr (aluminum-zirconium) system[J]. Journal of Phase Equilibria, 1992, 13(3): 277-297.
[27] Easton M, StJohn D. Grain refinement of aluminum alloys:
[28] Srinivasan D, Chattopadhyay K. Non-equilibrium transformations involving L12-Al3Zr in ternary Al-X-Zr alloys[J]. Metallurgical and Materials Transactions A, 2005, 36(2): 311-320.
[29] �� ��. ���η��Ʊ�Al-Zr�м�Ͻ�Ĺ����������о�[D]. ����: ������ѧ, 2017.
LI Fei. Study on the technology and theory of Al-Zr master alloy prossed by fused salt reaction[D]. Shenyang: Northeastern University, 2017.
[30] Tan Qi-yang, Zhang Jing-qi, Sun Qiang, et al. Inoculation treatment of an additively manufactured 2024 aluminium alloy with titanium nanoparticles[J]. Acta Materialia, 2020, 196: 1-16.
[31] GENG Pei-hao, QIN Guo-liang, ZHOU Jun, et al. Parametric optimization and microstructural characterization of friction welded aeronautic aluminum alloy 2024[J]. Transactions of Nonferrous Metals Society of China, 2019, 29(12): 2483-2495.
[32] Khvan A V, Eskin D G, StaroduB K F, et al. New insights into solidification and phase equilibria in the Al-Al3Zr system: Theoretical and experimental investigations[J]. Journal of Alloys and Compounds, 2018, 743: 626-638.
Microstructures and mechanical properties of Zr modified Al-Cu-Mg alloy processed by selective laser melting
WANG Kai-dong, LIU Yun-zhong, CHENG Wen, LIU Xiao-hui, ZHOU Zhi-guang
(National Engineering Research Center of Near-Net-Shape Forming for Metallic Materials, South China University of Technology, Guangzhou 510640, China)
Abstract: Zr-modified Al-Cu-Mg alloy was processed by selective laser melting (SLM) technique. The microstructures and mechanical properties of as-deposited and heat-treated(T6) samples were systematically analyzed. The results show that samples with the highest density can be achieved when the energy density is 370 J/mm3. The in-situ formed Al3Zr refines the grain size to 1.28 ��m and therefore eliminates the common hot tearing in SLMed Al-Cu-Mg alloys. The metastable phase of Al3Zr (L12-Al3Zr) with a size range of from 50 nm to 300 nm is observed, which is responsible for the grain refinement. L12-Al3Zr particles act as the nucleus of heterogenous nucleation of ��(Al) due to their minimal mismatch. Besides, the L12-Al3Zr particles can further refine the grains by hindering the migration of grain boundaries. The ultimate strength of (369��9) MPa and the elongation of (12.4��0.6)% are achieved for the as-deposited samples after process parameter optimization. After T6 heat treatment, the ultimate strength greatly increases to (485.2��10) MPa with a slight decrease in plasticity (elongation of (11.2��0.5)%). The strength enhancements of the as-deposited and heat-treated samples can be mainly attributed to the Hall-Petch strengthening and the Orowan strengthening mechanisms, respectively.
Key words: selective laser melting; Al-Cu-Mg alloy; Al3Zr; microstructure; mechanical properties
Foundation item: Project(2019B090907001) supported by Research and Development Program Project in Key Areas of Guangdong Province, China; Project(2014B010129002) supported by Major Special Project for Science and Technology Program of Guangdong Province, China
Received date: 2020-12-08; Accepted date: 2021-03-09
Corresponding author: LIU Yun-zhong; Tel: +86-20-87110081; E-mail: yzhliu@scut.edu.cn
(�༭ ����)
������Ŀ���㶫ʡ�ص������з��ƻ���Ŀ(2019B090907001)���㶫ʡ�Ƽ��ƻ���Ŀ(2014B010129002)
�ո����ڣ�2020-12-08�������ڣ�2021-03-09
ͨ�����ߣ������У����ڣ���ʿ���绰��020-87110081��E-mail��yzhliu@scut.edu.cn
ժ Ҫ�����ü���ѡ���ۻ�(Selective laser melting��SLM)�����Ʊ����Al-Cu-Mg�Ͻ�ͨ��SEM��EBSD��TEM������ʵ��ȷ����о�����̬���ȴ���̬����������֯����ѧ���ܡ���������������������ܶ�Ϊ370 J/mm3ʱ�����������ܶ���ߡ�ԭλ����Al3Zrʹ������ƽ�������ߴ�ϸ��Ϊ1.28 ��m��������SLM����Al-Cu-Mg�Ͻ��е������ơ��ߴ�Ϊ50~300 nm��Al3Zr����̬��(L12-Al3Zr)�ֲ��ڻ��壬L12-Al3Zr�ɳ䵱��(Al)�Ǿ����κ˵���Ч�ĵף����(Al)����Ĵ���ȵͣ�Ҳ���谭����Ǩ�ƣ����ƾ����������Ż�����̬���������¿���ǿ��Ϊ(369��9) MPa���쳤��Ϊ(12.4��0.6)%��T6�ȴ����������Ŀ���ǿ��������(485��10) MPa���쳤���Խ�Ϊ(11.2��0.5)%��ϸ��ǿ������ɢǿ���ֱ������˳���̬���ȴ���̬������ǿ��������
[5] ������, ����Ⱥ, ���ճ�, ��. ѡ�������ۻ����Ͻ���о���չ[J]. �й���ɫ����ѧ��, 2020, 30(12): 2773-2788.
[14] ������. �κ˼��������������Ͻ�����֯����ѧ���ܵ�Ӱ��[D]. ����: ɽ����ѧ, 2020.
[16] Ϳ ��. ZrH2/AA6060���Ϸ�ĩ�ļ���ѡ���ۻ����ι�������֯����[D]. ����: ����������ѧ, 2019.
[29] �� ��. ���η��Ʊ�Al-Zr�м�Ͻ�Ĺ����������о�[D]. ����: ������ѧ, 2017.
