
����עģ��������Ӧ����ѧ�;�����
��С��1,2�����ճ�1������Ⱥ1��������1����־��1
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ������ ��ɳ��410083��
2. ���ϴ�ѧ ұ���ѧ�빤��ѧԺ������ ��ɳ��410083)
ժ Ҫ��
Ӧ����ѧ�뷴Ӧ���������������Ե�Ӱ�죬��ú�����������Ӧ�������о��������������������Ũ�ȡ�����Ũ�Ⱥ͵���Ũ�Ȼ���������ʼ��Ӧ�¶ȣ�������Ӧ�յ��ںͷ�Ӧ�ھ����̣�������/�������������յ��ںͷ�Ӧ��Ӱ�첻����������Һ�Ĺ�������������յ������̶���Ӧ��ȴ�ӳ���������Ũ�ȡ�����Ũ�Ⱥ͵���Ũ�ȹ�����ͣ����ή�����������ԡ�����עģ����Ũ�ȽϺ������������ķ�ΧΪ10%~20%����ʼ��Ӧ�¶�Ӧ������20~40 �棻���ŵ����뽻���������ȵĽ��ͣ������������½����������뽻���������ȵ���ijһֵʱ�����������Լ����½��������뽻������������Ӧ����20:1��
�ؼ��ʣ�
����עģ��������Ӧ������ѧ����������BeO��
��ͼ����ţ�TQ174 ���ױ�־�룺A ���±�ţ�1672-7207(2012)04-1281-09
Gelation kinetics and uniformity of gelcasting
WANG Xiao-feng1,2, WANG Ri-chu1, PENG Chao-qun1, LUO Yu-lin1, WANG Zhi-yong1
(1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. School of Metallurgical Science and Engineering, Central South University, Changsha 410083, China)
Abstract: Gelation kinetics of gelcasting and the effects of reaction conditions on homogeneousness of gels were investigated, and optimal conditions of homogeneous gel were also obtained. The results show that, as the concentrations of initiator, catalyst and monomer increase or initial reaction temperature enhances, and the induction period and reaction period of gelation are shortened. However, the m(AM)/m(MBAM) ratio has little effect on the gelation. Induction period is shortened while reaction period is prolonged with increasing the solids loading of suspensions. When the concentrations of initiator, catalyst or monomer are too high or too low, the uniformity of gels will decrease. For gelcasting, the optimal monomer concentration lies between 10% and 20% (mass fraction); initial reaction temperature should be controlled between 20 �� and 40 ��. As the m(AM)/m(MBAM) ratio decreases, gels become less homogeneous and even inhomogeneous. Therefore, the ratio should be larger than 20:1.
Key words: gelcasting; gelation; kinetics; uniformity; BeO
�ڹ�ȥ�ļ�ʮ���У������ܹ��Ʊ���״����������֯�ṹ���ȵ����壬�մɽ�̬���ͼ���һֱ���о����ȵ�[1-4]������עģ��һ����Ҫ��ԭλ���̽�̬���ͼ����������пɳ�������״����������ṹ���ȵ���ͨ��̬���͵��ŵ�֮�⣬�������������л��ﺬ������ǿ�ȸߡ����չ������ƺͳɱ�������һϵ���ŵ�[5]���ü���������Al2O3[5, 6]��ZrO2[7]��SiC[8]��PZT[9]�ȸ������������������մɲ�����ϵ��Ŀǰ�����ñ�ϩ����������ϵ��ˮ������עģ������غ������Թ���ص��ܵ��㷺��ע[5-9]����ԭ��Ϊ���ñ�ϩ��������������Һ�н���������Ӧ�γɾ�����ά����ṹ�ĸ߷������ʣ����մɷ������ԭλ�̶����Ӷ���þ���������״Ҫ�����Ʒ��������עģ�Ĺ��չ����У�����Һ��ԭλ�̻�����ϩ��������ͨ��������Ӧ�γ�����ṹ�߷��ӵĹ�����ʮ����Ҫ��һ������Omatete��[6]�о�����Һ�¶���������Ӧʱ��ı仯, ����ָ��������Ӧ���յ��ں������㼴������Ӧ��ʼ������ʱ�䡣��������[10]�о�����עģ�Ĺ̻����̣��������մɽ����������Ӱ�����ء��ڽ����[11]�о�������ͨ����������Һ�¶���ʱ������߹�ϵ���о�����Һ�����̶���ѧ��������[12]�������о�����עģ���ӳٹ̻����������о�����������Һ�е�������ӦΪ�о�������еġ�ʵ���ϣ���Ϊ����Һ�ı仯���մɷ��������ϵ�ĸı䡢ճ�ȵı仯����Ƥ���Ƽ�����Ҷ���[13]�ļ���ȶ�������Ӧ������ǿ�Ⱥ;����Եȶ������Ӱ�죬���ԣ�ˮ��Һ�е�������Ӧ�����������Բ�������עģ�Ļ��������б�Ҫ��������о������������о�������������������Ũ�ȡ�����Ũ�ȡ�����Ũ�ȡ������뽻�����������Ⱥ���ʼ��Ӧ�¶ȵȶ�������Ӧ�����������Ե�Ӱ�졣���⣬���о�����Һ�������������������Ӧ��Ӱ�졣
1 ʵ������뷽��
1.1 ԭ��
ѡ�ú���ˮ��ɽ��ɫ������������˾���������������Ϊԭ�ϣ�ƽ������Ϊ0.5 ��m���л�����ͽ������ֱ�Ϊ��ϩ����(AM)��N,N��-�Ǽ�˫��ϩ����(MBAM)(�Ϻ���ҩ��������˾)��������Ϊ�������(APS����ɳ��·�ڻ�����)������ΪN,N,N',N'-�ļ��Ҷ��(TEMED��������ѧ�Լ���˾)����ɢ��Ϊ�۱�ϩ���(�ձ����Ǻϳ�����˾)��ȥ����ˮΪʵ��������ˮ��
1.2 ʵ�����
��ȷ��ȡAPS������������Ϊ10%����Һ���á���ȡһ�����ĵ���AM�ͽ�����MBAM����ȥ����ˮ�У����������ֱ����Һ�����õ�����ˮ��Һ���ڵ���ˮ��Һ�м����ɢ��NH4PAA��BeO���壬��ĥ24 h�Ƶù����������Ϊ45%��BeO��������Һ��
�ڵ���ˮ��Һ�м���һ�����Ĵ���TEMED��������APS��Һ�����ã�����Һ��һ��ʱ�䷴Ӧ��ת��Ϊ������Ϊ���ų����������ڶ�����������ۡ���Ӱ�죬����Һ�ڷ�Ӧǰ����մ�������ȥ���е�������
��BeO��������Һ��ճ��������趨�¶��¼����������ʹ�����ע��ģ���У�ʹ����Һ�����̻���
1.3 ���������
��ϩ������������ɻ��ۺϹ�����һ�����ȷ�Ӧ����ۺ���Ϊ82.8 kJ/mol[14]������������¶ȱ仯�Ƚ����ԡ���ˣ����þۺϷ�Ӧ����ЧӦ�����¶ȱ仯����������ۺϵ�ת���ʺ;ۺ��ٶ�[12]����һ�����ĵ���ˮ��Һ������Һ�����ձ��ڣ�Ȼ��֮���ڿɿ��µı��������ڣ����¶ȴﵽ�趨���¶Ⱥ���������APS�����TEMED������Ӧ��ͬʱ�����¶�̽ͷ���뷴Ӧ��Һ�У���Ⲣ��¼��Ӧ��ϵ�¶���ʱ��ı仯��
���ϳɺ����������������ƽ�⣬�гɳ���������Ϊ20 mm��10 mm��5 mm��С�飬����40 mm��10 mm��5 mm�ı�ɫ���У���ע������ˮ����721B�Ϳɼ��ֹ��ȼƣ��ڲ���Ϊ580 nmʱ�ⶨ���������[15]��
2 ʵ����
2.1 ���������������������Ӧ��������ȵ� Ӱ��
ͼ1��ʾΪ��ͬ�������������ʱ������Ӧ���¶ȱ仯�Ͷ�Ӧ���յ����뷴Ӧ�ڡ���ͼ1��֪������������������������ӣ�������Ӧ�յ��ڳ������̡����⣬������Ӧ��S�����ߵ�б��Ҳ�����ӣ������ۺ�����Ҳ���ߣ���ˣ���Ӧ��Ҳ���̡�
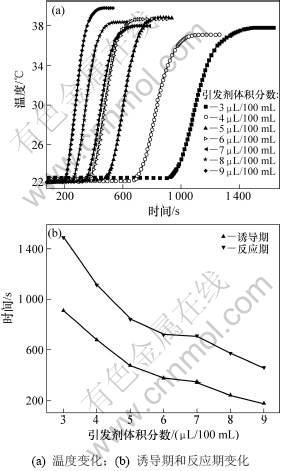
ͼ1 ���������������������Ӧ��Ӱ��(�����������Ϊ3 ��L/100 mL)
Fig.1 Effect of initiator concentration on gelation
ͼ2��ʾΪ��������������Ժϳ�������ȵ�Ӱ�졣��ͼ2��֪����������������������ӣ�������������Ӷ����С�����ܵ���˵��������������Ժϳ�������ȵ�Ӱ�첻��
2.2 �������������������Ӧ����ȵ�Ӱ��
ͼ3��ʾΪ��ͬ�����������ʱ������Ӧ���¶ȱ仯����Ӧ���յ����뷴Ӧ�ڡ���ͼ3��֪�����Ŵ���������������ӣ��յ��ںͷ�Ӧ�ھ���С��
ͼ4��ʾΪ�������������������ȵ�Ӱ�졣��ͼ4��֪�����Ŵ���������������ӣ����������������С�����ܵ���˵�Ժϳ�������ȵ�Ӱ��Ҳ����
2.3 ��������������������Ӧ����ȵ�Ӱ��
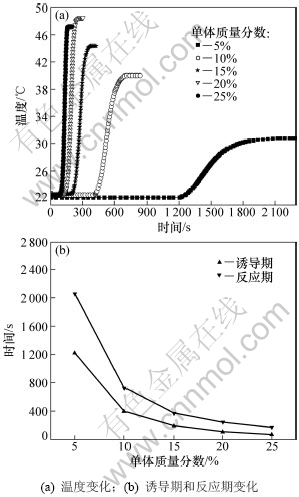
ͼ5��ʾΪ��������������������Ӧ��Ӱ��Ͷ�Ӧ���յ����뷴Ӧ�ڡ���ͼ5��֪�����ŵ����������������ӣ����ߵ�б��Ҳ�����ӣ��������ӵ������������ܹ��ٽ��ۺϷ�Ӧ��ʹ�ۺϷ�Ӧ�������ӡ����⣬����Ӧ������¶�Ҳ�����浥���������������Ӷ����ӡ�������������������ʹ�ò��뷴Ӧ����ϩ��Ũ�����ӣ����÷�ӦΪһ�����ȷ�Ӧ����ˣ���Ӧ������¶�Ҳ��Ȼ���ӡ���Ӧ�ں��յ����浥���������������Ӷ�����(��ͼ5(b)��ʾ)����������������������������������ʡ�
ͼ6��ʾΪ��������������������ȵ�Ӱ�졣��ͼ6�ɼ���������������������ͣ����������Ծ��ή�ͣ����������Ľṹ�����Ա�
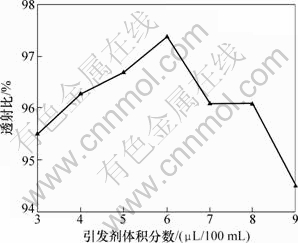
ͼ2 ��������������Ժϳ�������ȵ�Ӱ��(�����������Ϊ3 ��L/100 mL)
Fig.2 Effect of initiator concentration on transmittance of gel
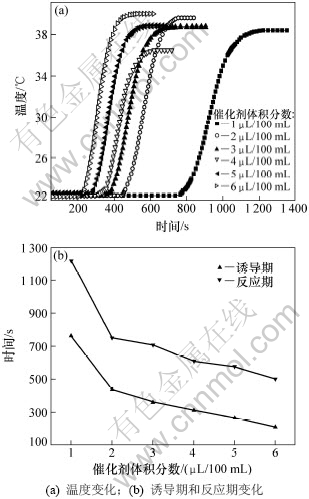
ͼ3 �������������������Ӧ��Ӱ��(�������������Ϊ6 ��L/100 mL)
Fig.3 Effect of catalyst concentration on gelation
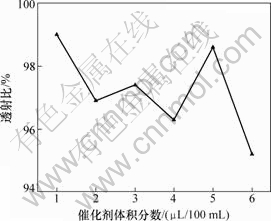
ͼ4 �������������������ȵ�Ӱ��
Fig.4 Effect of catalyst concentration on transmittance of gel
2.4 �����뽻���������ȶ�������Ӧ����ȵ� Ӱ��
ͼ7��ʾΪ���������������Ӧ��Ӱ��Ͷ�Ӧ���յ����뷴Ӧ�ڡ���ͼ7��֪�����ŵ����뽻����������(m(AM)/m(MBAM))�������ӣ�������Ӧ���յ��ںͷ�Ӧ�ھ����̡�ͼ7�������������ۺϷ�Ӧ����Ҳ�����ڷ�Ӧ��ЧӦ(����¶�)�ϡ���m(AM)/m(MBAM)Ϊ10:1ʱ���ۺϷ�Ӧ���Ȳ������Ȼ���ʹ��Һ���¶�����23.6 �棻����m(AM)/m(MBAM)Ϊ35:1ʱ����Һ���¶�����20.2 �棬�����¶����3.4 �档���⣬ͼ7�и���S�������м�ε�б�ʾ�ʮ�������Ҳ�����ڲ�ͬm(AM)/m(MBAM)�������£������ۺϷ�Ӧ�����������⣬�뵥�������ֵ�Ӱ��(ͼ5)�Ƚϣ�m(AM)/m(MBAM)��������Ӧ��Ӱ��ȵ���Ũ�ȵ�Ӱ��С���ࡣ��Ȼ��m(AM)/m(MBAM)�Է�Ӧ�յ��ںͷ�Ӧ�ڵ�Ӱ��Ҳ����(��ͼ7(b)��ʾ)��
ͼ5 ��������������������Ӧ��Ӱ��(�������ʹ�����������ֱ�Ϊ6 ��L/100 mL��3 ��L/100 mL)
Fig.5 Effect of monomer concentration on gelation
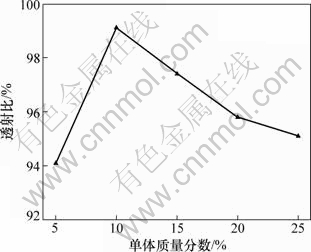
ͼ6 �������������Ժϳ���������ȵ�Ӱ��
Fig.6 Effect of monomer concentration on transmittance of gel
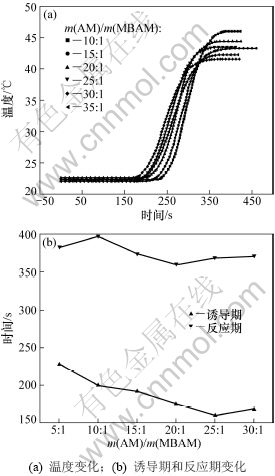
ͼ7 m(AM)/m(MBAM)��������Ӧ��Ӱ��(������Ũ�Ⱥʹ���Ũ�Ⱦ�Ϊ3 ��L/100 mL)
Fig.7 Effect of m(AM)/m(MBAM) ratio on gelation
ͼ8��ʾΪ��ͬm(AM)/m(MBAM)�ºϳ���������ȡ���ͼ8���Կ���������m(AM)/m(MBAM)�Ľ��ͼ�������Ũ�ȵ����ӣ����������������͡���ͼ8����֪��������Ũ�ȶ�������ȵ�Ӱ��Զ���ڵ���AMŨ�ȵ�Ӱ�����أ������ڵ������Ϊ10:1��15:1֮��(������Ũ�ȷֱ�Ϊ0.097��0.065 mol/L)����ͻ�䡣
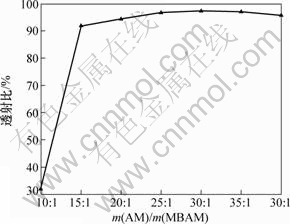
ͼ8 m(AM)/m(MBAM)�Ժϳ���������ȵ�Ӱ��
Fig.8 Effect of m(AM)/m(MBAM) ratio on transmittance of gel
2.5 ��ʼ��Ӧ�¶ȶ�������Ӧ����ȵ�Ӱ��
ͼ9��ʾΪ��ʼ��Ӧ�¶ȶ�������Ӧ��Ӱ��Ͷ�Ӧ���յ����뷴Ӧ�ڡ���ͼ9�ɼ�������ʼ��Ӧ�¶ȵ����ӣ�������Ӧ���յ��ںͷ�Ӧ�ھ����̣�����ʼ��Ӧ�¶ȵ����ӣ���Ӧ�ӿ�ʼ��������ʱ�伴������ʱ�����١�����ʼ��Ӧ�¶�Ϊ40 ��������£���Ӧ������ʱ���Ϊ30 s���ҡ�
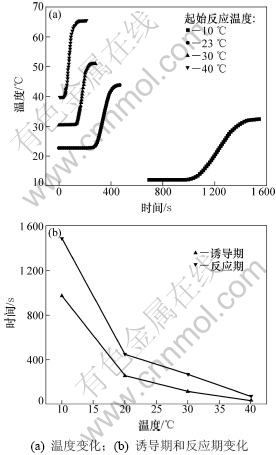
ͼ9 ��ʼ��Ӧ�¶ȶ�������Ӧ��Ӱ��(������Ũ�Ⱥʹ�����������ֱ�Ϊ6 ��L/100 mL��2 ��L/100 mL)
Fig.9 Effect of initial reaction temperature on gelation
ͼ10 ��ʾΪ�ڲ�ͬ��ʼ��Ӧ�¶��������Ʊ���������ȡ���ͼ10��֪������ʼ��Ӧ�¶ȵ����ӣ���������Ӷ�����С�����½���
2.6 �������������������Ӧ��Ӱ��
ͼ11��ʾΪ��ͬ�����������������Һ��������Ӧ��ϵ�¶���ʱ��ı仯���ߡ���ͼ11�ɼ�������Һ�������������������Ӧ��Ӱ��ܴ������������������ӣ�������Ӧ�յ������̣�����Ӧ��ȴС�����ӳ�(��ͼ11(b)��ʾ)������������Ӧ�������������ߡ�
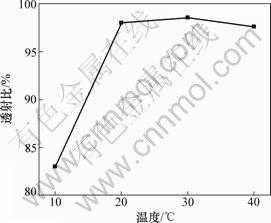
ͼ10 ��ʼ��Ӧ�¶ȶ�������ȵ�Ӱ��
Fig.10 Effect of initial reaction temperature on transmittance of gel
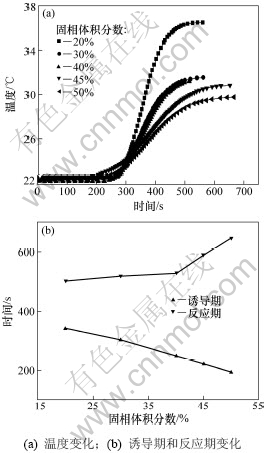
ͼ11 �������������������Ӧ��Ӱ��
Fig.11 Effect of solids loading on gelation
3 ����
3.1 ������Ӧ�Ļ���ԭ��
����עģ�Ĺ��չ���Ϊ������ͨ����ĥ�ͳ����ȷ�ʽ��ɺ��л�����AM�ͽ�����MBAM�ĸ߹�����������ķ����������ϣ�Ȼ�����������������ȿ�ʹ�л����巢��������Ӧ�����ʣ���ֽ�����Ⱥ�����Һע��ģ���У������һ�����¶������¾���һ��ʱ���������Ӧ��������AM��MBAM���Ӧ�γɾ���һ��ǿ�Ⱥ������Ե���ά��״�ṹ���Ӷ���þ���һ����״�����塣����עģ�ĺ���ԭ���Dz����γɵľ�����ά����ṹ�ĸ߷������ʽ���ɢ���ȵķ�������Һ�еĿ�������ʹ֮ԭλ�̶�����Ȼ�����������չ����У���ά����ṹ�߷��ӵ��γɣ�������Һ��AM��MBAM��������Ӧ�����зdz��ؼ������á����ݸ߷���ԭ����AM��MBAM֮��ķ�ӦΪ���͵����ɻ��ۺϷ�Ӧ��һ��أ����ɻ��ۺϷ�Ӧ��Ϊ��������������������ֹ3����Ԫ��Ӧ[14, 16]�������������������γɵ������ɻ��ķ�Ӧ�����о������������������(APS)�ʹ���(TEMED)������Ӧ����������Ϊ2����Ӧ������ˮ��Һ�е�APS���������¾��ѷֽ��γɾ��кܸ��Եij������ɻ���Ȼ�����ֱ�AM��MBAM�����е�ϩ������֮�ӳɣ��γɵ������ɻ��������������õ������ɻ���ϩ����ӵĦм����ӳɣ��γ������ɻ��������ɻ��Ļ��Բ���˥����������ϩ��������ӳɣ��γɽṹ��Ԫ����������ɻ�������ֹ�����ŷ�Ӧ�Ľ��У�ˮ��Һ�е����ɻ�Ũ��Ѹ�����ӡ����Ե����ɻ��˴˼�������ö���ֹ���γ��ȶ��ľۺ�����ӡ�
3.2 ������Ӧ����ѧ
������Ӧ�����У���Ϊ����ۺ�ʱ��ų��������Ӷ�����Ӧ��ϵ�¶ȵ����ߣ����������������¶���ʱ������Ӷ����ߡ����Ի����뷴Ӧ��ϵ��Ĵ��ȹ�ϵ���ɲ��÷�Ӧ��ϵ�¶���ʱ��ı仯��ϵ������������Ӧ���ʵı仯[12,16]�������ɻ��ۺϵķ�Ӧ�У���������������һ�����������ܵľۺ����ʡ�������Ũ����Ӱ�����ʺͷ������Ĺؼ����أ���������Ӧ�кܴ�Ӱ�졣�������ֽ��һ����������������ۺϣ���һ���������յ��ֽ������ЧӦ�����ġ��յ��ֽ���һ�����ɻ�����������ת�Ʒ�Ӧ������ЧӦ���Ǵ��ڵ�����ܼ������ӡ��е���������������ʱ��ɢ�����������ڷ�������Ӧ�γ��ȶ����Ӷ����ĵ�����������Ũ�Ƚϵ�ʱ�������ܵ��յ��ֽ������ЧӦ��Ӱ�죬�������ֽ���������ɻ������ױ���ģ�û���㹻������������ɻ��͵��������γɵ������ɻ�������������������Ӧ����������Ũ�ȵ����ӣ����������ɻ����࣬�������ɻ�Ҳ��֮���ӣ�������Ӧ�ܹ�����ȫ����������յ���Ҳ����������Ũ�ȵ����Ӷ����̣���ͼ5(b)��ʾ����������������Ũ�ȵ�Ч��ʮ�����ԣ����ͼ5(b)�����߽϶��͡����������ﵽһ��Ũ�Ⱥ��������ɻ��㹻��ԶԶ������������Ӧ�����衣��ˣ���������ɻ���û�вμ���������Ӧ����Ӧ�ؾͲ��ܸ���Ч�������յ��ںͷ�Ӧ�ڣ�������ͼ5(b)��Ϊ��������ƽ����
�����ڷ�Ӧ�������������ɻ������ͽ��ͷ�Ӧ��ܵ����ã���ˣ������ļ����Ȼʹ�յ��ںͷ�Ӧ������(ͼ3)�����⣬����Ũ�Ƚ�Сʱ��������ʮ�����ԣ��������ļ������Ѿ��϶�ʱ�����ļ��������������ԡ�������Ӧ�ж��յ��ںͷ�Ӧ������Ҫ��������Һ�����ɻ������������Ĵ�������������Ӧ�ܽ������������ɻ��ļ����ܣ���ˣ��������ԣ�����������ʱ�������������Ѽ�����ȫ�����ģ����ɻ����������������ӣ������Ĵ������������û��ô���ԡ�
��ijЩ����£���������Ũ���⣬����Ũ�ȶ�����������Ҳ��Ӱ�졣����Ũ��Խ�ߣ��������ɻ��뵥���Ͻ����������ĸ���Ҳ��Խ�ߣ�������Ӧ������Խ�졣����Ũ�����������ʴ������¹�ϵ[16]��
Ri=2fkdIM (1)
��Ӧ�أ���ۺ����ʴ������¹�ϵ��
Rp=kp(fkd/kt)1/2I1/2M3/2 (2)
ʽ�У�Ri��Rp��I��M��kd��kt��f�ֱ������Ӧ���ʡ��������ʡ�������Ũ�ȡ�����Ũ�ȡ��������ʳ�������ֹ���ʳ�����������Ч�ʡ�
ʽ(1)��ʽ(2)���������ӵ���Ũ�ȣ��������ʺ;ۺ����ʾ���Ӧ�����ߡ���ˣ�������Ӧ���յ��ںͷ�Ӧ�ھ�����(ͼ5)��
�����뽻���������ȶ�������ӦҲ��Ӱ�졣�뵥��Ũ�ȵ�Ӱ��ԭ����ͬ��m(AM)/m(MBAM)���ӣ���MBAMŨ���½���ʹ����Һ�е���ϩ��Ũ�Ƚ��ͣ���ˣ��ۺϷ�Ӧ���������ͣ�������Ӧ���յ��ںͷ�Ӧ�ھ����̡�
��ʼ��Ӧ�¶ȶ�������Ӧ����ʮ����Ҫ�����á�Gelfi��[17]���о�������ֻ�е���ʼ��Ӧ�¶ȸ���ijһ�¶�֮��������Ӧ���ܽ��С���ʼ��Ӧ�¶ȵ�����ʹ���������ֽ��������ӣ����ɻ�Ũ�����ߣ������������ӣ���ˣ�������Ӧ���յ�������(ͼ9)��
�������ֽ�������ɻ���һ���ȼ���Ĺ��̣����㰢������˹���̣�
![]() (3)
(3)
���У�rΪ�������ʣ�RΪ���������EaΪ�������ֽ�������ɻ��ļ����ܡ���ˣ�����ͼ9�е����ݣ����ݷ���(3)�ɼ����������ֽ⼤���ܣ���ͼ12 ��ʾ����ͼ12�ɼ�����Ӧ������Ϊ79.45 kJ/mol����ֵ���������ױ����Ľ������һ��[6]��
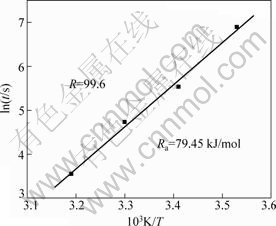
ͼ12 �������ֽ⼤���ܵļ���
Fig.12 Calculation of active energy of decomposition of initiator
��������Һ�Ĺ�����������ܴٽ�������Ӧ�Ľ��С�������Ӧ�ǿ���Һ�е����ɻ����������У��������ɻ�Ũ��ֱ�Ӿ���������Ӧ���ʡ��������γɵ����ɻ���������Һ�Ƚϸ߶���������ɢ���Ӷ���ɾֲ�������Ũ�ȹ��ߣ������������ӡ����۱�ϩ����������ӦΪ��ʽ��Ӧ����һ����������������ֱ����Ӧ��ɡ����ԣ��ֲ����ߵ����ɻ�Ũ�Ƚ����������Ӧ�����������߲��������е��ס���Ȼ������Һ�����������Խ�ߣ���Խ��Ӧ����Ч��Խ�ߣ��������Ϊ��Ӧ�յ���Խ��(��ͼ11(b)��ʾ)�����ڹ����������Ϊ20%������Һ���ԣ���������Ӧ���յ���Ϊ340 s���������������������50%ʱ����������Ӧ���յ������̵�190 s�����⣬����Һ�ĸ��Ȼ���ʹ�þۺϷ�Ӧ���л������ۺ������½�����ˣ�������Ӧ�ķ�Ӧ���ӳ�(��ͼ11(b)��ʾ)�������������Ϊ50%������Һ���䷴Ӧ�ڳ���650 s�����ڷ�Ӧ���ڣ���Ӧ��ϵ���¶ȳ��������������Ա�ͼ11(a)�и�������֪�������������������ӣ�����S�������м䲿�ֵ�б�����ͣ�Ҳ����������Ӧ�ľۺ��������½������⣬��Ӧ��ϵ������¶�Ҳ�����������������Ӷ��½����������������Ϊ20%ʱ����Ӧ��ϵ������¶�Ϊ36.6 �棬���������������Ϊ50%ʱ������¶Ƚ��͵�30 �档�����������������ʹ������Ӧ��ϵ�ı�����Ҳ��Ӧ�����ӣ����ۺϷ�Ӧ�ų�������һ������ˣ���Ӧ��ϵ������¶ȱ�Ȼ�½���
3.3 �����ľ�����
����ṹ����������עģ���ڶ��ŵ�֮һ[5]�����������עģ���̿��Ʋ��������ŵ�Ͳ��ܺܺõ����ֳ����������п��ܻ��Ϊȱ�㡣��Ȼ������עģ����Ϊ�����ͷ���ĸ����壬��ˣ�����ṹ�ľ����Ժܴ�̶��������������Ե�Ӱ�죬���б�Ҫ�������ľ����Խ����о������ۡ�
������ѧ[18]��Ϊ�����γɹ�����֧���ṹ��������ϵ�����Ų�ռ����ϵ��̯�����ռ�Ĺ��̡���֧���ṹ�ķ�չ�����Ǵ���ϵ��һ�㿪ʼ�ģ����Ƕ��������ͬʱ��ʼ������������߽����ϣ���������ֹ����������������ʡ���Ȼ�������ķǾ�������֧���ṹ�������ͷֲ��кܴ��ϵ����֧���ṹ��������Ӧ������������������������ͽ������ȵ�Ũ��Ӱ�죬�ر��뵥��ͽ������ķ�Ӧ���Լ��������йء�������Ӧ����Ӱ��������Ӧ���ʺͷ�������֧���ṹ�ռ�ռ�����������ʲ�ͬʹ������Ӧ�������ȷ����������������ʹ�������ھۺ����м�����ijЩ�ض����֣���Щ�������ܼ��IJ�λ��Ϊ�����е�����������Щ�����ں�������зֲ������ȣ����Ϊ�Ǿ����������ڿɼ��Ⲩ����Χ�ڣ����ڹ�ͨ������ʱ����ɢ�䣬����Ǿ��������Dz����ģ�����������ȷֲ�������������û�������ʵIJ����ˣ�ͨ������ʱ�����ġ���ˣ��ɲ��ÿɼ���ֹ��ȼƲ���������ijһ��������������������ľ����ԡ�
�����ľ�����ȡ��������������Ժͽṹ�����ԣ���ˣ�����������֯�ṹ�ĽǶ�������������Ϊ����3�֣�����������ʽṹ�������Ǿ�������Ǿ��ʽṹ�����;�������Ǿ��ʽṹ������ͼ13��ʾΪ��������������ṹʾ��ͼ[18]��ͼ13(a)��ʾ�������ǽ�����������ȫ����Ⱥͽ������ڿռ�ֲ����ȵľ�������������Ϊ���������硱������Ϊ����ģ��ʹ�á�ͼ13(b)��ʾ�����������ڽ�����֮����Է���������ͬ�������ռ�ֲ������ȵ��������磬ʵ���ϴ�����������ֽṹ��ͼ13(c)�������ͼ13(a)��һ�����ֲ�����������������ȣ����ǣ�������Ŀռ�λ�ò����ȣ��ǷǾ���״̬������
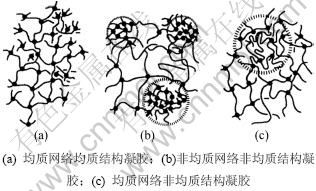
ͼ13 3�ֲ�ͬ����������ṹʾ��ͼ[18]
Fig.13 Schematic of three different gels network structure[18]
��Ȼ��ͨ������������Ӧ������������Ũ�ȡ�����Ũ�ȡ�����Ũ�ȡ�������Ũ�Ⱥ���ʼ��Ӧ�¶ȵȣ��ɻ�þ�������Ͼ����ҽṹ�Ͼ��ȵ��������Ӷ�������������ԡ������������Ҫ��ͨ������������Ũ�Ⱥʹ���Ũ�ȵ�������ʵ�֡����������ʹ���Ũ�Ƚϵ�ʱ��������Ӧ�������ʽϵͣ��ۺ�����Ҳ��С�������ת���ʽϵͣ���ˣ��ۺ���ķ��������̲�һ����������Խϲ���������Բ��á����������ʹ���Ũ�ȵ����ӣ���Ӧ�������ʺ;ۺ����������ӣ�ת�������ߣ�������������ӣ������ľ�����Ҳ���ӡ�����������Ũ�Ƚϸ�ʱ����Ӧ�������ʺ;ۺ����ʼ������ӣ���ʱ����Ȼ����ת���ʽϸߣ����ۺϷ�Ӧ���ò������Է������������½���ͬʱ���ܴ��ھֲ����ɻ�Ũ�Ƚϸ߶����֡����ۡ����������ԣ����������ʹ���Ũ�Ƚϸ���������������������ṹ�������½������������Է������͡���������˵���������ʹ���Ũ�ȶ����������Ե�Ӱ�����ޡ��뵥��Ũ�Ⱥ�m(AM)/m(MBAM)�ȷ�Ӧ������Ƚϣ��������ʹ����ļ���ֻ�ı���������Ӧ�ٶȣ���������������֯��Ӱ�첻����Ӧ�أ���������Ե�Ӱ��Ҳ���Ǻܴ�(ͼ2��ͼ4)��
������Ӧ�����絥��Ũ�Ⱥͽ�����Ũ�ȵȲ�����������������ԣ����ҶԽṹ�������нϴ��Ӱ�졣��ǰ����������Ũ�ȶԾۺ�����Ӱ��ܴ�(ͼ5)��������Ũ�Ƚϵ�ʱ���������ʹ��ͣ������ڵ���ۺϣ����������ķ����������ȣ���ˣ�����������Խϲ�(ͼ6)����������Ũ�Ƚϸ�ʱ�����뽻�������н����γ�֧���ṹ�ĸ������ӣ���˽ṹ�����Ա������������½�(ͼ6)�����⣬����Ũ�ȶ��������Ե�Ӱ�컹���Թ����ھۺ���ЧӦ�ۻ���������룬�Ӷ��õ������ȵĻ�����������ˣ�������עģ�Ĺ��չ����У���ѡ��ǡ���ĵ���Ũ�ȣ���Ϻ��ʵķ�Χ(��������)Ϊ10%~20%(ͼ6)��������Ũ��(���彻/��������)�����������Դ��ںܴ��Ӱ��(ͼ8)���潻����Ũ�ȵ����Ӽ����彻/���������Ľ��ͣ����뵥����н����γɵ�֧���ṹ���ӣ����������Ľṹ�����Ա������������½�����������Ũ�ȴ���ijһֵʱ�����γɵ�ˮ�����������������AM��MBAM��ˮ���ܽ�Ȳ��ϴ�����m(AM)/m(MBAM)�Ľ��ͣ�MBAM��ۼ��γ�������״�������־ۼ�����MBAM���ۺϿ��γɸ��ܶȵľۺ�����ﵽ�ɼ��Ⲩ����С�����������ˮ�������Խ��͡�����Gelfi�ȵ��о�[19]���һ�¡����⣬MBAM��ˮ��Һ�е��ܽ��ǡ������ͻ�䷶Χ�ڡ����һ��֤ʵ���������Եı仯����MBAM�ܽ�ȵı仯����ġ�����������Ϊ�˻�þ��о�������ṹ����������m(AM)/m(MBAM)Ӧ����20:1(ͼ8)��
��ʼ��Ӧ�¶ȶ��ܽ�ȴ���Ӱ�죬���ԣ�����ʼ��Ӧ�¶Ƚϵ�ʱ(��10 ��)��������MBAM����Һ�е��ܽ�ȽϵͶ�����δ�ܣ����ԣ��ϳɵ������ṹ�����ȣ������ɫ������ʼ��Ӧ�¶Ƚϸ�ʱ(��40 ��)��������Ӧʮ��Ѹ�٣�������ɾֲ���Ӧ��������������������½�����ˣ�������������͡�Gelfi��[17]�о��¶ȶ�������Ӧ����ѧ��Ӱ��ʱ���֣��¶ȶ����������Դ��ںܴ�Ӱ�죬���͵��¶�������ʹ������Ӧ�����С���ˣ�����עģ����ʼ��Ӧ�¶�ҲӦ������20~40��(ͼ10)��
4 ����
(1) ������Ũ�Ⱥʹ���Ũ�ȶ�������Ӧ�����кܴ�Ӱ�죬�������������Ե�Ӱ�첻�����������ʹ���Ũ�ȵ����ӣ�������Ӧ�յ��ںͷ�Ӧ�ھ�Ѹ�����̡��������ʹ���Ũ�ȹ�����;�������������Ӧ�Ľ��У�Ӱ����������֯�ṹ����������ԣ���ˣ������������½����ɼ����������ʹ���Ũ��Ӧ�������С�
(2) ���ӵ���Ũ�ȣ�������Ӧ�������ʺ;ۺ����ʾ���Ӧ�����ߣ���ˣ��յ��ںͷ�Ӧ�ھ����̡�����Ũ�ȶ�������������Ӱ�졣������Ũ�Ƚϵ�ʱ�����������ķ����������ȣ���ˣ�����������Խϲ������Ũ�Ƚϸ�ʱ�����뽻�����γɵ�֧���ṹ���ӵ��������Ľṹ�����Ա�ͬʱ���ۺ���ЧӦ�ۻ����ӵ�������룬���ԣ������������½�����������עģ�Ĺ��չ����У��������������Ϻ��ʵķ�ΧΪ10%~20%��
(3) �����뽻���������ȶ�������Ӧ�Լ��յ��ںͷ�Ӧ��Ӱ�첻�������������Ե�Ӱ��ܴ����ŵ��彻�����������ȵĽ��ͣ��γɵ�֧���ṹ���ӣ����������Ľṹ�����Ա������������½����������뽻���������ȵ���ijһֵʱ�����ڽ������ܽ�ȽϵͶ���ۼ��γɵ���״�����ھۺϹ������γɸ��ܶȵľۺ��������������Խ��͡����ԣ���������עģ�ľ����Զ��ԣ������뽻����������Ӧ����20:1��
(4) ��ʼ��Ӧ�¶ȶ�������Ӧ�;����Զ��кܴ�Ӱ�졣����ʼ��Ӧ�¶Ƚϵ�ʱ��������MBAM����Һ�е��ܽ�Ƚϵͣ������ṹ�����ȣ�����ʼ��Ӧ�¶Ƚϸ�ʱ�����ߵ�������Ӧ�ٶ���ɾֲ���Ӧ�������γɵ�����������½������������Խ��͡���ˣ�����עģ����ʼ��Ӧ�¶�Ӧ������20~40 �档
(5) ����Һ�����������������ʹ�������ߣ��Ӷ���ɾֲ�����Ũ�ȹ��ߣ���ˣ��ܴٽ�������Ӧ�Ľ��У��յ������̡�������Һ�ĸ��Ȼ���ʹ�þۺ������½�����ˣ�������Ӧ�ķ�Ӧ���ӳ���
��л����л����ѧ�ķ����������ʵ������и���İ�����
�ο����ף�
[1] Lange F F. Powder processing science and technology for increased reliability[J]. Journal of the American Ceramic Society, 1989, 72(1): 3-15.
[2] Baader F H, Graule T J, Gauckler L J. Direct coagulation casting: A new green shaping technique. Part I: Processing principles[J]. Industrial Ceramics, 1996, 16(1): 31-36.
[3] Lewis J A. Colloidal processing of ceramics [J]. Journal of the American Ceramic Society, 2000, 83(10): 2341-2359.
[4] Olhero S M, Ganesh I, Torres P M C, et al. Aqueous colloidal processing of ZTA composites[J]. Journal of the American Ceramic Society, 2009, 92(1): 9-16.
[5] ��С��, ���ճ�, ����Ⱥ, ��.����עģ���ͼ������о����չ[J]. �й���ɫ����ѧ��, 2010, 20(3): 496-509.
WANG Xiao-feng, WANG Ri-chu, PENG Chao-qun, et al. Research and development of gelcasting[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(3): 496-509.
[6] Omatete O O, Janney M A, Strehlow R A. Gelcasting: A new ceramic forming process[J]. American Ceramic Society Bulletin, 1991, 70(10): 1641-1649.
[7] Adolfsson E. Gelcasting of zirconia using agarose [J]. Journal of the American Ceramic Society, 2006, 89(6): 1897-1902.
[8] DONG Man-jiang, MAO Xiao-jian, ZHANG Zhao-quan, et al. Gelcasting of SiC using epoxy resin as gel former[J]. Ceramic International, 2009, 35(4): 1363-1366.
[9] GUO Dong, CAI Kai, LI Long-tu, et al. Gelcasting of PZT[J]. Ceramics International, 2003, 29(4): 403-406.
[10] ������, ����, �����, ��. ����עģ���̻����̼���Ӱ������: �մɽ���������ⶨ����Ӱ�����ص��о�[J]. �ɶ���ѧѧ��: ��Ȼ��ѧ��, 2002, 21(2): 5-10.
MA Li-guo, HUANG Yong, YANG Jin-long, et al. Solidification course and its influence factors for gelcasting: Gel point measurement of ceramics slurry and its influence factor[J]. Journal of Chengdu University: Natural Science, 2002, 21(2): 5-10.
[11] �ڽ���, �´���, �ΰ, ��. �������մ�����עģ�������̶���ѧ�о�[J]. ���ղ���ѧ��, 2008, 28(3): 49-52.
TONG Jian-feng, CHEN Da-ming, LI Bao-wei, et al. Solidification kinetics of alumina suspension by gelcasting [J]. Journal of Aeronautical Materials, 2008, 28(3): 49-52.
[12] ������, �����, ����. ����עģ�����ӳٹ̻��о�[J]. ������ѧ��, 2005, 20(1): 83-89.
DAI Chun-lei, YANG Jin-long, HUANG Yong. Investigation on delay solidification for gelcasting[J]. Journal of Inorganic Materials, 2005, 20(1): 83-89.
[13] LI Fei, CHEN Hai-yan, WU Rui-zhi, et al. Effect of polyethylene glycol on the surface exfoliation of SiC green bodies prepared by gelcasting[J]. Materials Science and Engineering A, 2004, 368: 255-259.
[14] ������, �����, ����. ��ϩ�����ۺ���[M]. ����: ��ѧ��ҵ������, 2006: 143-181.
FANG Dao-bin, GUO Rui-wei, HA Run-hua. Polymers of acrylamide[M]. Beijing: Chemical Industry Press, 2006: 143-181.
[15] ����Ⱥ, �����. �Ȼ�����ת��K-�Ϳ�����/��N-�������ϩ�������������ķ���ϳɼ������о�[J]. �߷���ѧ��, 2001, 33(4): 485-488.
ZHANG Yan-qun, HA Hong-fei. Radiation synthesis and properties of Kappa-carrageenan-poly(N-isopropylacrylamide) hydrogel blends[J]. Acta Polymerica Sinica, 2001, 33(4): 485-488.
[16] ������. �߷��ӻ�ѧ[M]. ����: ��ѧ��ҵ������, 2006: 78-80.
PAN Zu-ren. Polymer Chemistry[M]. Beijing: Chemical Industry Press, 2006: 78-80.
[17] Gelfi C, Righetti P G. Polymerization kinetics of polyacrylamide gels II. Eeffect of temperature[J]. Electrophoresis, 1981, 2(4): 220-228.
[18] ��ѩ��, ����ƽ. ������ѧ[M]. ����: ��ѧ��ҵ������, 2004: 57-117.
GU Xue-rong, ZHU Yu-ping. Gel chemistry[M]. Beijing: Chemical Industry Press, 2004: 57-117.
[19] Gelfi C, Righetti P G. Polymerization kinetics of polyacrylamide gels I. Eeffect of different cross-linkers[J]. Electrophoresis, 1981, 2(4): 213-219.
(�༭ ���˱�)
�ո����ڣ�2011-04-23�������ڣ�2011-06-10
������Ŀ�����������������Ŀ(MKTP-03-182)�����ϴ�ѧ��ʿ�����������Ŀ(2012)
ͨ�����ߣ�����Ⱥ(1966-)���У����������ˣ���ʿ�����ڣ����µ��ӷ�װ�մɻ�Ƭ�����о����绰��0731-88877197��E-mail��pcq2005@163.com
ժҪ���о�����עģ��Ӧ����ѧ�뷴Ӧ���������������Ե�Ӱ�죬��ú�����������Ӧ�������о��������������������Ũ�ȡ�����Ũ�Ⱥ͵���Ũ�Ȼ���������ʼ��Ӧ�¶ȣ�������Ӧ�յ��ںͷ�Ӧ�ھ����̣�������/�������������յ��ںͷ�Ӧ��Ӱ�첻����������Һ�Ĺ�������������յ������̶���Ӧ��ȴ�ӳ���������Ũ�ȡ�����Ũ�Ⱥ͵���Ũ�ȹ�����ͣ����ή�����������ԡ�����עģ����Ũ�ȽϺ������������ķ�ΧΪ10%~20%����ʼ��Ӧ�¶�Ӧ������20~40 �棻���ŵ����뽻���������ȵĽ��ͣ������������½����������뽻���������ȵ���ijһֵʱ�����������Լ����½��������뽻������������Ӧ����20:1��
