
Trans. Nonferrous Met. Soc. China 25(2015) 3585-3594
Evolution of twins and texture and its effects on mechanical properties of AZ31 magnesium alloy sheets under different rolling process parameters
Di LIU, Zu-yan LIU, Er-de WANG
National Key Laboratory for Precision Hot Processing of Metals, School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China
Received 9 December 2014; accepted 5 March 2015
Abstract:
In order to investigate the dependence of microstructure and mechanical properties on the rolling process parameters, AZ31 magnesium alloy sheets with different grain sizes, basal texture intensities and twinning types were obtained using hot rolling at various temperatures and reductions. The volume fractions of the extension, contraction and secondary twins in the as-rolled sheets depend on the grain size. The highest volume fractions of three types of twins are obtained at 523 K under the reduction of 10% when the average grain size value is the maximum. The critical reductions for complete dynamic recrystallization are 30% at 523 K and 40% at 473 K. The increase of yield strength is ascribed to both grain-refinement strengthening and basal texture strengthening at the first stage. When the grain size does not decrease with increasing the reduction, the yield strength is mainly influenced by the texture weakening.
Key words:
AZ31 magnesium alloy; dynamic recrystallization; twinning; texture; mechanical properties;
1 Introduction
Magnesium and its alloys have become one of the promising lightweight structural materials and have attracted the attention from researchers due to their low density, high specific strength, high specific stiffness, excellent electro-magnetic shielding characteristics and good machinability [1,2]. However, the use of magnesium in industry is limited because of its poor ductility at room temperature, due to its hexagonal closed-packed (HCP) crystal structure [3].
Rolling temperature has a profound influence on the texture type and component. Especially when the temperature exceeds 498 K, prismatic and pyramidal slip systems are activated, and the critical resolved shear stress (CRSS) difference among slip systems becomes small, and the contribution of each slip system to total plastic strain changes, leading to more complicated texture components [4]. Twining results in grain rotation, affecting the activation of slips [5]. It plays two important roles in deformation texture evolution: it reorients the twinned volume of a grain discontinuously, thus causing a texture change; and the lamellar structure of twins reduces the mean free path for dislocation slip, which effectively promotes work-hardening [6]. As reported in Ref. [7], the relative activity of various slip and twinning modes depends on the specific loading conditions and initial texture, in turn, it determines texture evolution. Moreover, it should be noted that refined grains can be achieved by dynamic recrystallization, which can greatly influence the mechanical properties. As recrystallization requires a threshold amount of stored energy to be activated and as recrystallization nuclei originate in the deformed structure [8], dynamic recrystallization can only take place when the actual deformation exceeds the threshold deformation. Meanwhile, increasing the deformation can lead to high dislocation density and enhanced lattice distortion, and consequently the grains are refined due to the increased nucleation frequency of new grains [9]. FU et al [10] studied DRX mechanism of AZ31 magnesium alloy during hot rolling, and concluded that the nucleation rate of dynamic recrystallization increases when the temperature rises.
Therefore, from perspective of materials design, it is very important to better understand which type of microstructure will be produced under some processing conditions and its effects on the mechanical properties of AZ31 magnesium alloy sheets. The present investigation focused on the dependence of microstructure and mechanical properties on the rolling process parameters. The results would provide useful guidance to design the microstructures for high strength and ductility and to determine the rolling processing route for AZ31 magnesium alloy sheets.
2 Experimental
As-rolled AZ31 magnesium alloy sheets with 3 mm in thickness were used as the initial material for rolling. The initial microstructures of the AZ31 magnesium alloy before rolling are shown in Fig. 1, including the inverse pole figure (IPF) map, average Schmid factor fraction for RD, {0002} basal plane pole figure and IPF in the rolling direction (RD). The microstructure is composed of equiaxed grains with the average grain size of 18.5 ��m. The results suggest that the initial sheet has a recrystallization texture with the basal plane {0002} parallel to the sheet plane and the  direction parallel to the rolling direction. The average Schmid factor value of majority grains is less than 0.3, suggesting that grain orientation is not favorable for basal slip.
direction parallel to the rolling direction. The average Schmid factor value of majority grains is less than 0.3, suggesting that grain orientation is not favorable for basal slip.
The rolling process was performed at rolling temperatures of 473 and 523 K under various reductions of 10%, 20%, 30%, 40%, 50% and 60%, respectively. The diameter of the rollers was 220 mm. The rolling was performed at a constant rotation speed of 5 m/min, and the as-rolled sheets were cooled in the air atmosphere.
The microstructure and texture of the samples were identified using electron back scattered diffraction (EBSD) performed on a JEOL 733 electron probe equipped with an OIM analysis system. The samples for EBSD were mechanically polished and then electrolytically polished with the solution of phosphoric acid and ethanol with a volume ratio of 3:5.
The tensile specimens with a gauge length of 25 mm were machined out of the as-rolled sheets along both RD and transverse direction (TD). Tensile tests were performed at room temperature using an Instron 5569 testing machine with the strain rate of 1��10-3 s-1. To check the repeatability of the results, three experiments were conducted under each set of conditions.
3 Results and discussion
3. 1 Grain size
Figure 2 displays the microstructures and grain size distributions of the as-rolled sheets obtained by EBSD in the RD-TD plane at 473 and 523 K under 10%, 20%, 30%, 40% and 60% reductions, respectively. Grain boundaries were defined as high angle grain boundaries (HAGB) with misorientation of 15��-100�� and low angle grain boundaries (LAGB) with misorientation of 2��-15��, and HAGB and LAGB are shown as black and white lines, respectively. The average grain size of the as-rolled sheets is shown in Fig. 3. It decreases with increasing the reduction. With increasing the temperature, the grain size increases and the proportion of fine grains decreases.
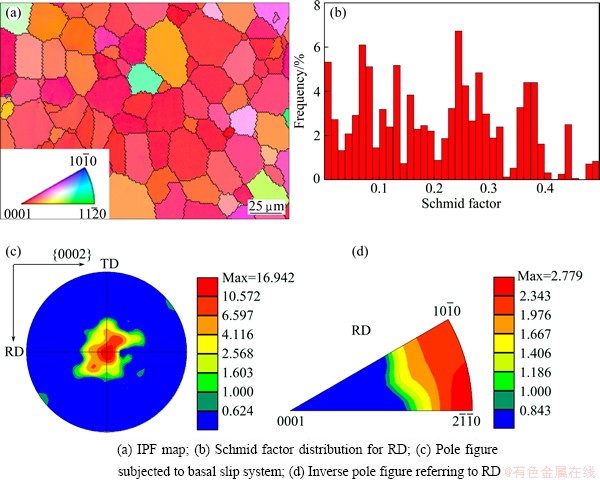
Fig. 1 Initial microstructures of AZ31 magnesium alloy sheet

Fig. 2 IPF maps (a1, b1, c1, d1, e1, f1, g1, h1) and grain size distribution (a2, b2, c2, d2, e2, f2, g2, h2) of as-rolled AZ31 magnesium alloy sheets under reductions of 10% (a1-b2), 30% (c1-d2), 40% (e1-f2) and 60% (g1-h2) at 473 K (a1, a2, c1, c2, e1, e2, g1, g2) and 523 K (b1, b2, d1, d2, f1, f2, h1, h2)
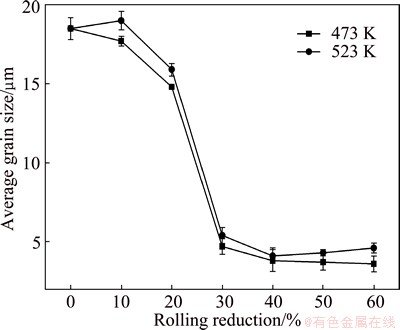
Fig. 3 Average grain size of as-rolled sheets in different rolling processes
Under the rolling reduction of 10%, the average grain sizes of the as-rolled sheets at 473 and 523 K are similar to the initial material, however, the microstructures become inhomogeneous compared with the initial material. The microstructures of the as-rolled sheets mainly consist of twins and coarse grains with the size more than 10 ��m, meanwhile, a small proportion of new recrystallization grains appear. As shown in Fig. 2, a large number of LAGBs in the coarse grain interiors are likely the result of the dislocation slip and interaction. During the deformation, the energy transmitted by the external force into the material is stored as defect, such as point and dislocation. Due to the localization of the plastic deformation, the stored energy in some areas is high enough to initiate nucleation and stimulate the nuclei growing into a new recrystallization grain. In other areas, the stored energy is not high enough to nucleate or the rate of energy accumulation is lower than that of energy consumption [11], where the grain growth could be the possible approach to release the absorbed energy, so that the lattice could regain the equilibrium.
At 473 K, when the sheet was rolled under the reduction of 30%, the proportion of recrystallization grains increases, but the fraction of recrystallization grains does not reach the completed dynamic recrystallization proportion. There are still several large deformed grains embedded in the fine recrystallized grains. The recrystallization level at 523 K is higher than that at 473 K under the same reduction. When the reduction is up to 40%, the average grain sizes reduce greatly with the majority of grains in the range of 2-10 ��m at both 473 and 523 K.
When the reduction reaches 60%, the average grain sizes are 3.6 and 4.6 ��m at 473 and 523 K, respectively, and the grains become more uniform. The average grain size slightly increases when the reduction increases from 40% to 60% at 523 K. It can be seen that the recrystallization level increases clearly with increasing the thickness reduction. Both the sheets at 473 and 523 K activate completed dynamic recrystallization. Moreover, the fraction of HAGBs has doubled since the rolling reduction increases from 10% to 60%. As reported in Ref. [12], the dynamic recrystallization originates at high angle boundaries.
3.2 Twin
Figure 4 shows the grain shape maps with defined twin boundaries of as-rolled sheets in different rolling processes. The volume fractions of the extension, contraction and secondary twins in the as-rolled sheets are displayed in Fig. 5. The highest volume fraction of three types of twins is obtained at 523 K under the reduction of 10%, while the lowest volume fraction is obtained at 473 K under the reduction of 60%. Extension twins, contraction twins and secondary twins are observed in larger grains and a large number of  extension twins can be seen due to the strong basal texture of the sample. It was reported by CHINO et al [13] that the generation of mechanical twin had distinct grain size dependence in AZ31 magnesium alloys. The twinning was more visible in the parent grains with grain size larger than 20 ��m [14], few or no twins are observed in smaller grains, as shown in Fig. 4. In coarse grains, there is a long location slip path, and the stress concentration near the grain boundaries is strong. While in refined grains, the location slip path is short and the more important reason is that it is readily to activate cross-slip, non-basal slip, grain boundary sliding and dynamic recovery to release local stress concentration, the stress state is hard to satisfy the condition of twinning nucleation [15]. In addition, a few
extension twins can be seen due to the strong basal texture of the sample. It was reported by CHINO et al [13] that the generation of mechanical twin had distinct grain size dependence in AZ31 magnesium alloys. The twinning was more visible in the parent grains with grain size larger than 20 ��m [14], few or no twins are observed in smaller grains, as shown in Fig. 4. In coarse grains, there is a long location slip path, and the stress concentration near the grain boundaries is strong. While in refined grains, the location slip path is short and the more important reason is that it is readily to activate cross-slip, non-basal slip, grain boundary sliding and dynamic recovery to release local stress concentration, the stress state is hard to satisfy the condition of twinning nucleation [15]. In addition, a few  contraction twins and some
contraction twins and some  secondary twins are also presented in the as-rolled sheets. This is because a strong stress concentration exists in contraction twins, and secondary twinning easily occurs due to the unstable structure, leading to the formation of twinning. As shown in Fig. 5, twins are easily activated at higher rolling temperature. Compared with basal dislocation ship, the CRSS for contraction and double twinning at higher temperature is as lower as that for non-basal dislocation slip [16].
secondary twins are also presented in the as-rolled sheets. This is because a strong stress concentration exists in contraction twins, and secondary twinning easily occurs due to the unstable structure, leading to the formation of twinning. As shown in Fig. 5, twins are easily activated at higher rolling temperature. Compared with basal dislocation ship, the CRSS for contraction and double twinning at higher temperature is as lower as that for non-basal dislocation slip [16].
3.3 Texture
Figure 6 shows the pole figures and inverse pole figures of the as-rolled sheets in different rolling processes. The rolled AZ31 magnesium alloy sheets usually exhibit strong basal texture and the orientation distribution around the normal direction is wider in the rolling direction than that in the transverse direction [16]. STYCZYNSKI et al [17] reported that the formation of the strong basal texture in the rolled AZ31 magnesium alloys was attributed to the combination of basal slip and tensile twinning. It is remarkable to note that the initial sheet has a recrystallization texture with c-axis perpendicular to the sheet plane and the direction parallel to the rolling direction, as shown in Fig. 1. When the reduction is 10%, the deformation texture with the basal plane {0002} paralleling to the sheet plane and the  direction parallel to the rolling direction is observed due to the fact that few dynamic recrystallization grains exist in the microstructure. When the reduction increases to 30%, both the deformation and recrystallization textures are observed due to incomplete dynamic recrystallization at 473 K. While at 523 K under the same reduction, the {0001}texture is observed due to complete dynamic recrystallization. At 473 K, the recrystallization texture is obtained when the reduction is up to 40%.
direction parallel to the rolling direction is observed due to the fact that few dynamic recrystallization grains exist in the microstructure. When the reduction increases to 30%, both the deformation and recrystallization textures are observed due to incomplete dynamic recrystallization at 473 K. While at 523 K under the same reduction, the {0001}texture is observed due to complete dynamic recrystallization. At 473 K, the recrystallization texture is obtained when the reduction is up to 40%.

Fig. 4 Grain shape maps with defined twin boundaries of as-rolled sheets under reductions of 10% (a1, a2), 30% (b1, b2), 40% (c1, c2) and 60% (d1, d2) at 473 K (a1, b1, c1, d1) and 523 K (a2, b2, c2, d2), extension twin boundaries (86�� ��5��) outlined in red, contraction twin boundaries (56����5��) outlined in green and double twin boundaries (38����5��) outlined in blue
��5��) outlined in red, contraction twin boundaries (56����5��) outlined in green and double twin boundaries (38����5��) outlined in blue

Fig. 5 Volume fractions of extension, contraction and secondary twins in as-rolled sheets
The variations of average Schmid factors for RD and TD of the as-rolled sheets in different rolling processes are presented in Fig. 7. The texture is weakened with increasing the temperature. TANNO et al [18] and WU et al [19] also observed similar results in AM60 alloy sheets subjected to large strain hot rolling and as-extruded AZ31B alloy sheets, respectively. The sheet subjected to 12 passes rolling at 623 K exhibited weak

Fig. 6 Pole figures and inverse pole figures of as-rolled sheets under reductions of 10% (a1, a2), 30% (b1, b2), 40% (c1, c2) and 60% (d1, d2) at 473 K (a1, b1, c1, d1) and 523 K (a2, b2, c2, d2)
At 473 K, the average Schmid factor for RD and TD of the as-rolled sheets decreases with increasing the reduction, and when the reduction is up to 40%, the average Schmid factor increases due to the weakening texture. The strongest texture is observed under the reduction of 30% at 523 K. As-cast ingot with random orientation subjected to rolling with single pass reduction of 20% could form weak

Fig. 7 Variations of average Schmid factor under different rolling reductions at 473 K (a) and 523 K (b)
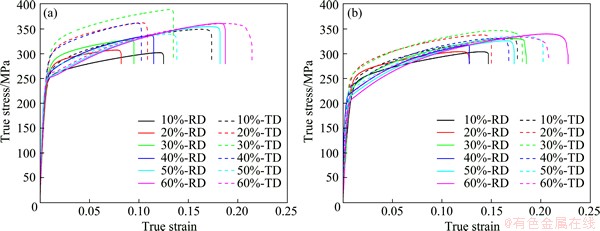
Fig. 8 Room temperature stress-strain curves for AZ31 magnesium alloy sheets rolled at 473 K (a) and 523 K (b) with different rolling reductions
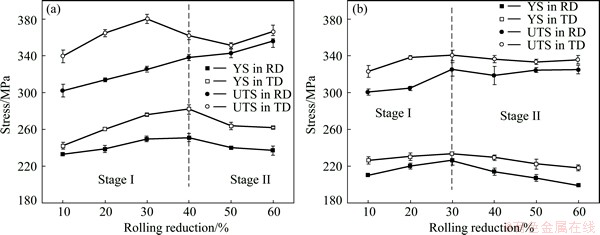
Fig. 9 Variation of stress of as-rolled AZ31 magnesium alloy sheets under different rolling processes at 473 K (a) and 523 K (b)
3.4 Mechanical properties
Grain refinement and texture modification have been considered as effective methods to improve the mechanical properties of polycrystalline magnesium alloy [21]. The room-temperature stress-strain curves of as-rolled AZ31 magnesium alloy sheets at 473 and 523 K under different reductions are presented in Fig. 8. The variations of the yield strength (YS) and ultimate tensile strength (UTS) in different rolling processes are shown in Fig. 9. The YS and UTS decrease with the temperature increasing from 473 to 523 K. Meanwhile, the YS of the as-rolled sheets increases when the reduction changes from 10% to 40%, and then decreases when the reduction reaches 60% at 473 K. While at 523 K, the highest YS is obtained when the reduction is 30%. The variation of YS can be divided into two stages. At the first stage, increasing the rolling reduction can lead to obvious grain refinement (Fig. 3) and texture enhancement (Fig. 7), hence, the yield strength increases. When the reduction changes from 30% to 60%, the grain size no longer decreases evidently, even at 523 K, the grains slightly grow up under the reduction range of 40%-60%. The variation of grain size cannot bring increased strength, meanwhile, the average Schmid factor increases due to texture weakening. Therefore, the yield strength decreases at the second stage.
4 Conclusions
1) The highest volume fractions of extension, contraction and secondary twins are obtained at 523 K under the reduction of 10%, while the lowest volume fraction is obtained at 473 K under the reduction of 60%.
2) Raising the temperature decreases the critical reduction for complete dynamic recrystallization. When the temperatures are 473 and 523 K, the critical reductions are 40% and 30%, respectively.
3) The increase of yield strength is ascribed to both grain refinement strengthening and basal texture strengthening at the first stage. When the grain size does not decrease with increasing the reduction, the yield strength is mainly influenced by the texture weakening.
References
[1] QI Fu-gang, ZHANG Ding-fei, ZHANG Xiao-hua, PAN Fu-sheng. Effect of Y addition on microstructure and mechanical properties of Mg-Zn-Mn alloy [J]. Transactions of Nonferrous Metals Society of China,2014, 24(5): 1352-1364.
[2] QIAO Jun, BIAN Fu-bo, HE Min, WANG Yu. High temperature tensile deformation behavior of AZ80 magnesium alloy [J]. Transactions of Nonferrous Metals Society of China,2013, 23(10): 2857-2862.
[3] XIA Wei-jun, CAI Jian-guo, CHEN Zhen-hua, CHEN Gang, JIANG Jun-feng. Microstructure and room temperature formability of AZ31 magnesium alloy produced by differential speed rolling [J]. The Chinese Journal of Nonferrous Metals, 2010, 20(7): 1247-1253. (in Chinese)
[4] ZHANG Y, MA C J, LU C. Plastic strain mechanism and dynamic recrystallization (DRX) of magnesium alloy [J]. Light Alloy Fabrication Technology, 2004, 31: 35-39.
[5] SONG B, GUO N, LIU T T, YANG Q S. Improvement of formability and mechanical properties of magnesium alloys via pre-twinning: A review [J]. Materials & Design, 2014, 62: 352-360.
[6] MU S, TANG F, GOTTSTEIN G. A cluster-type grain interaction deformation texture model accounting for twinning-induced texture and strain-hardening evolution: Application to magnesium alloys [J]. Acta Materialia, 2014, 68: 310-324.
[7] PROUST G, TOME C N, JAIN A, AGNEW S R. Modeling the effect of twinning and detwinning during strain-path changes of magnesium alloy AZ31 [J]. International Journal of Plasticity, 2009, 25: 861-880.
[8] LEVINSON A, MISHRA R K, DOHERTY R D, KALIDINDI S R. Influence of deformation twinning on static annealing of AZ31 Mg alloy [J]. Acta Materialia, 2013, 61(16): 5966-5978.
[9] CHEN Zhen-hua, XU Fang-yan, FU Ding-fa, XIA Wei-jun. Dynamic recrystallization of magnesium alloy [J]. Chemical Industry and Engineering Progress, 2006, 25(2): 140-146. (in Chinese)
[10] FU Xue-song, CHEN Guo-qing, WANG Zhong-qi, ZHOU Wen-long. DRX mechanism of AZ31 magnesium alloy during hot rolling [J]. Rare Metal Materials and Engineering, 2011, 40(8): 1473-1477. (in Chinese)
[11] LIU J, KAWALLA R. Influence of asymmetric hot rolling on microstructure and rolling force with austenitic steel [J]. Transactions of Nonferrous Metals Society of China, 2012, 22(S2): s504-s511.
[12] HUMPHREYS F J, HATHERLY M. Recrystallization and related annealing phenomena [M]. Manchester: Galliard (printers) Ltd., 1995: 363.
[13] CHINO Y, KIMURA K, HAKAMADA M, MABUCHI M. Mechanical anisotropy due to twinning in an extruded AZ31 Mg alloy [J]. Materials Science and Engineering A, 2008, 485: 311-317.
[14] JIN L, DONG J, WANG R, PENG L M. Effects of hot rolling processing on microstructures and mechanical properties of Mg-3%Al-1%Zn alloy sheet [J]. Materials Science and Engineering A, 2010, 527: 1970-1974.
[15] CHEN Zhen-hua. Wrought magnesium alloy [M]. Beijing: Chemical Industry Press, 2005: 96-97. (in Chinese)
[16] AGNEW S R, DUYGULU  Plastic anisotropy and the role of non-basal slip in magnesium alloy AZ31B [J]. International Journal of Plasticity, 2005, 21(6): 1161-1193.
Plastic anisotropy and the role of non-basal slip in magnesium alloy AZ31B [J]. International Journal of Plasticity, 2005, 21(6): 1161-1193.
[17] STYCZYNSKI A, HARTIG C, BOHLEN J, LETZIG D. Cold rolling textures in AZ31 wrought magnesium alloy [J]. Scripta Materialia, 2004, 50(7): 943-947.
[18] TANNO Y, MUKAI T, ASAKAWA M, MASARU K. Study on warm caliber rolling of magnesium alloy [J]. Materials Science Forum, 2003, 419: 359-364.
[19] WU S K, CHOU T S, WANG J Y. The deformation textures in an AZ31B magnesium alloy [J]. Materials Science Forum, 2003, 419: 527-532.
[20] PEREZ-PRADO M T, del VALLE J, CONTRERAS J, RUANO O A. Microstructural evolution during large strain hot rolling of an AM60 Mg alloy [J]. Scripta Materialia, 2004, 50(5): 661-665.
[21] GONG X B, KANG S B, LI S Y, CHO J H. Enhanced plasticity of twin-roll cast ZK60 magnesium alloy through differential speed rolling [J]. Materials & Design, 2009, 30: 3345-3350.
��ͬ���ƹ��ղ���������AZ31þ�Ͻ��Ͼ���֯�����ݱ���ɼ������ѧ���ܵ�Ӱ��
�� �ϣ������ң�������
��������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ ���������ȼӹ����Ҽ��ص�ʵ���ң������� 150001
ժ Ҫ��Ϊ�˿������ƹ��ղ����������֯����ѧ���ܵ�Ӱ�죬ͨ����ͬ�¶Ⱥ����Ʊ��������������յõ����в�ͬ�����ߴ硢����֯��ǿ�Ⱥ��Ͼ����͵�AZ31þ�Ͻ����ư�ġ������Ͼ���ѹ���Ͼ���˫�Ͼ������������AZ31þ�Ͻ����ư�ĵľ����ߴ��йء��������¶�Ϊ523 K�����Ʊ�����Ϊ10%ʱ���Ƶõ��İ�ģ����������Ͼ������������ߣ���ʱ�����ߴ�����������¶ȷֱ�Ϊ523��473 Kʱ����ķ�����ȫ��̬�ٽᾧ���ٽ�������ֱ�Ϊ30%��40%������ʵ�����������������Ʊ����������ӣ��ڵ�һ�Σ����ƺ�������ǿ�ȵ������Ҫ�����ھ���ϸ��ǿ����֯��ǿ�����������ߴ�������������Ӳ��ٷ������Ե�ϸ��ʱ����ĵ�����ǿ����Ҫ��֯��������Ӱ�졣
�ؼ��ʣ�AZ31þ�Ͻ𣻶�̬�ٽᾧ���Ͼ���֯������ѧ����
(Edited by Mu-lan QIN)
Corresponding author: Di LIU; Tel: +86-451-86417629; E-mail: liudi_HIT@126.com
DOI: 10.1016/S1003-6326(15)63999-1
Abstract: In order to investigate the dependence of microstructure and mechanical properties on the rolling process parameters, AZ31 magnesium alloy sheets with different grain sizes, basal texture intensities and twinning types were obtained using hot rolling at various temperatures and reductions. The volume fractions of the extension, contraction and secondary twins in the as-rolled sheets depend on the grain size. The highest volume fractions of three types of twins are obtained at 523 K under the reduction of 10% when the average grain size value is the maximum. The critical reductions for complete dynamic recrystallization are 30% at 523 K and 40% at 473 K. The increase of yield strength is ascribed to both grain-refinement strengthening and basal texture strengthening at the first stage. When the grain size does not decrease with increasing the reduction, the yield strength is mainly influenced by the texture weakening.
