
���±�ţ�1004-0609(2012)08-2393-08
��ǹ���÷�ʽ�Ե״��۳��������̵�Ӱ��
�ƺ��1, 2������٩1, 2��������1, 2���� ǿ1, 2���� ��1, 2����־��3������3
(1. ���ϴ�ѧ ��Դ��ѧ�빤��ѧԺ����ɳ 410083��2. ���ϴ�ѧ ���̹�ҵ���ܺ���ʡ�ص�ʵ���ң���ɳ 410083
3. ��Ӫ��Բ��ɫ��������˾����Ӫ 257091)
ժ Ҫ��
����FLUENT�������ֱ�ѡ��k-��ϵ������ģ�ͺ���ŵӦ��ģ��(RSM)�Ե״��۳�����¯�ڵĸ���������Һ������������ֵģ�⣬������������ԭ����ͨ��ˮģ��ʵ�����ֵģ����������֤���ۺ����۷��� Realizable k-��ģ�͵ļ��㾫����ߡ�ѡ��Realizable k-��ģ�ͣ�����ǹ���÷�ʽ��ֱ���Ե״��۳��������̵�Ӱ�������ֵģ���о��������������һ����Χ�ڣ��ʵ�������ǹ��������ڵ״��۳��������̵Ľ��У���������ǹ�����17��~22��֮��ʱ���۳ظ�ָ������ڽϺõ�ˮƽ��������ֳ�������˫����ǹ��Ƿֱ�Ϊ12���22��ʱ���۳صĽ���Ч��������ǿ������ǹ���Ϊ20��ʱ������Ч������ֱ��Ϊ1.475 m����Ӧ�ĺ�����ǹ���Ϊ0.98~1.23 m���ʵ���С��ǹֱ��������Ч����۳������ʡ�
�ؼ��ʣ�
�״��۳�����������ģ������ǹ����ֵģ����
��ͼ����ţ�TF811 ���� ���ױ�־�룺A
Influence of lance arrangement on bottom-blowing bath smelting process
YAN Hong-jie1, 2, LIU Fang-kan1, 2, ZHANG Zhen-yang1, 2, GAO Qiang1, 2, LIU Liu1, 2, CUI Zhi-xiang3, SHEN Dian-bang3
(1. School of Energy Science and Engineering, Central South University, Changsha 410083, China;
2. Hunan Key Laboratory of Energy Conservation in Process Industry, Central South University, Changsha 410083, China;
3. Dongying Fangyuan Non-ferrous Metal Co., Ltd., Dongying 257091, China)
Abstract: FLUENT was used to simulate the high temperature melt multiphase flow in oxygen-enriched bottom-blowing bath smelting furnace with a series of k-�� models and Reynolds stress model. Based on similar principles to verify and compare the numerical simulation results with water model experiment. It is indicated that the realizable k-�� model has the best result. Realizable k-�� model is chosen to simulate the influence of lance arrangement and diameter on the oxygen-enriched bottom-blowing bath smelting process. Based on the result, appropriate increase of the lance inclination is helpful for oxygen-enriched bottom-blowing bath smelting process, and when a single row of lance inclination between is 17��-22��, the bath indicators are all in a good level. Relative to site conditions, when the double lance inclinations are 12�� and 22��, the bath mixing effects are significantly enhanced. When the lance inclination is 20��, the effective mixing zone diameter is 1.475 m, corresponding to the best lance spacing of 0.98-1.23 m. Appropriately reducing lance diameter can effectively increase the bath gas rate.
Key words: oxygen-enriched bottom-blowing bath smelting; turbulence model; lance; numerical simulation
��ұ��ҵ�У�ұ��¯Ҥ�еĸ�������(��������塢����������)��������������Ӱ��ұ���յ�һ����Ҫ���أ���������ϵ��ұ��Ӧ��Ч�ʣ���������ұ��¯Ҥ�İ�ȫʹ������������ڴ�ͳ�о�������������ֵģ�ⷽ�����м�������Ϣȫ�����ڶ̡����õ͡���ȫ�ɿ����ŵ㣬�Ѿ���Ϊ�о��������������������Ҫ������Ŀǰ�����ڸ������������������ֵģ�⣬ͨ��ʹ�û�����ճ�Լ����µ�����ģ�ͣ����ϳ���ģ��[1]����k-��ģ��[2]������ظĽ�ģ�ͺ� ��ŵӦ��ģ��[3]�ȡ�����о�������ģ�ͶԸ����������������ģ���������б�Ҫ��
LI��[4-5]����VOF������ģ�ͺͱ�k-������ģ��ģ���˵״��ְ�����/��Һ/��������������ģ���������˵״��ְ�����/��Һ/������������������Ar�紵�����仯�����������������������Χ�ĸ�Һ���������ٶȵ�Ӱ�졣Shamsi��[6]ʹ��Realizable k-������ģ��ģ�������������������������������������Ⱥ����̹��̣�Ԥ�������������������ٶȺ��¶ȷֲ���ģ�ߵĻ���ϵ����������[7]ѡ�ñ�k-������ģ�ͶԻ�ԭ����¯�����˶��ิ�����㣬�о��˶�ǹǹλ���������ٶ���ԡ�Ľ���Ӱ�졣ZHOU��[8]ģ���˻�תҤ�����ۻ����̣�Ԥ����¯���ϲ���������ȼ��״���ͷ����ۻ�����ʱ�估��Ȼ�����������ܶ�ѧ�����ⷽ�����˴������о����������Ƕ�û��ϵͳ�ضԸ�����ģ�͵�ģ���������бȽϣ����һ���RNG k-��ģ�ͺ���ŵӦ��ģ��(RSM)��������ֵģ���о����١��������������Ե״��۳�������ͭ¯Ϊ�о������ˮģ��ʵ����֤���Ա�k-��ģ��(ske)��Realizable k-��ģ��(rke)��RNG k-��ģ�ͺ���ŵӦ��ģ��(RSM)�����������������ģ�����������˱ȽϷ�����ͨ���ȽϷ���ѡ���˺��ʵ�����ģ�͡�
��ǹ�ǵ״��۳��������յĺ��ļ���[9]������о��״��۳�����¯����ǹ���÷�ʽ��ֱ�������������̵�Ӱ�죬���Ż��״��۳��������վ�����Ҫ���塣Davis��[10-11]��HIsmelt�����е����ڻ�ԭ¯��������ֵģ�⣬�о��˶�����ǹ�Ͳവ��ú��ǹ�����������ʹ��ȵ�Ӱ�졣ղ������[12]�������ʽ�വ��ʽ������¯���۳ذ�����������о���������Һ���������ģ�������˲വ�۳����������˶����۳ؽ����Ļ�����������������ͨ���Ը�����ģ�͵ıȽ��о���ѡ���˿ɿ�����ѧģ�ͣ�����ʹ��ѡ�����ѧģ�ͣ����۳������ʡ��۳�����ƽ���˶��ٶȼ��Ķ��ܵȲ���Ϊָ��Ե״��۳�����¯����ǹ�ĵ���˫����ǡ�����ֱ�����۳��������̵�Ӱ���������ֵģ���о����õ�����Ӱ����ɡ�
1 ģ�ͽ���
1.1 ������ģ
��ɽ��ij��˾������֪ʶ��Ȩ�״��۳�����¯[13]Ϊ�о�������ṹʾ��ͼ��ͼ1��ʾ��
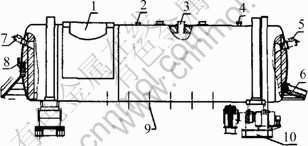
ͼ1 �״��۳�����¯ʾ��ͼ
Fig. 1 Sketch map of bottom-blowing bath smelting furnace: 1��Gas vent; 2��Temperature measuring hole; 3��Feed opening; 4��Probe hole; 5��Main burner; 6��Copper export; 7��Aided burner; 8��Slap tap; 9��Lance; 10��Transmission
�״��۳�����¯���γ�һ���߶ȵ��۳أ������ɼ��Ͽڼ��뵽�״��۳�����¯�У����������ɵײ���˫����ǹ�紵�����۳�����¯������������������۳����������������ҵ�������������Ӧ�����ͭﳺ����ֱ���ͭﳷų��ںͷ����ڷų�����ɵ״��۳��������̡�
����������Ҫ�о��״��۳�����¯���۳��и����������Һ���������������ʼ״̬ʱ�۳�Ϊ��ֹ�ģ���ʱ���������еĻ�ѧ��Ӧ��Ҳ�����Ǽ��Ϻͷ�ͭﳡ������۳ص��Ŷ��������DZ����ɢ�ȡ���ͼ1��ʾ���۳�����¯����Ϊ14.8 m����ǹֱ��Ϊ0.06 m��һ��9֧�������Ž��沼�ã��ֱ�����ֱ����н�Ϊ7���22�㣬���мн�Ϊ7�����5֧��22�����4֧��������ǹ���Ϊ1.3 m���۳�����¯�ھ�Ϊ3.5 m���۳ظ߶�Ϊ1.35 m��
1.2 ��ѧ��ģ
1.2.1 �������Ʒ���
����VOF������ģ��ģ���۳�����¯�ڵ��� Һ�������������ü����ع�����������Һ���ɱ��档VOF���������Ʒ��̺����ɱ��漸���ع������������[14]��������Һ�������������ж����������![]() (��Ԫ��������ռ����뵥Ԫ���֮��)��ͨ�����������
(��Ԫ��������ռ����뵥Ԫ���֮��)��ͨ�����������![]() �����˷�����ȷ�����ɱ����λ�á����������
�����˷�����ȷ�����ɱ����λ�á����������![]() =1����Ԫ����ڳ���Һ�壻
=1����Ԫ����ڳ���Һ�壻![]() =0����Ԫ�������Һ�壻
=0����Ԫ�������Һ�壻![]() =0~1֮�䣬��Ԫ����ڼȳ���Һ���ֳ������壬�˵�ԪΪ���ɱ��浥Ԫ��
=0~1֮�䣬��Ԫ����ڼȳ���Һ���ֳ������壬�˵�ԪΪ���ɱ��浥Ԫ��
1.2.2 ����ģ��
1) k-��ϵ������ģ��
k-��ϵ������ģ��[15-17]������ͬ��ʽ��k�ͦ����˷��̣�ֻ������Զ���ģ�ͳ����ļ��㷽����ͬ��ͨ�õ�k�ͦŵ����˷��̿ɷֱ��ʾΪ
![]() (1)
(1)
![]() (2)
(2)
ʽ�У�![]() ��һ��������ڵġ������ȡ���
��һ��������ڵġ������ȡ���![]() ���Ķ���
���Ķ���![]() ��������ɢ��
��������ɢ��![]() ��
��![]() Ϊ�����ȣ��Ķ��ܲ�����
Ϊ�����ȣ��Ķ��ܲ�����![]() ��
��![]() ��
��![]() ��
��![]() ��
��![]() ��
��![]() Ϊģ�ͳ�����
Ϊģ�ͳ�����
k-��ϵ������ģ�͵�ģ�ͳ������1���С�
��1 k-��ϵ������ģ�ͳ���
Table 1 Model constants of k-�� models
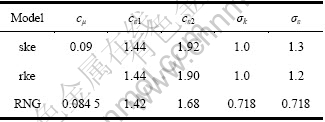
������Realizable k-��ģ��(rke)�У�c��������һ������������Ӧ������ϵ��������һ��������
2) ��ŵӦ��ģ��(RSM)
��ŵӦ��ģ��(RSM)[18]ͨ�������ŵӦ�����˷�������ջ��������飬��ŵӦ�����˷��̿ɱ�ʾΪ
 (3)
(3)
���У�cijΪ�����DT,ijΪ������ɢ�DL,ijΪ������ɢ�PijΪӦ�������GijΪ���������![]() Ϊѹ��Ӧ���
Ϊѹ��Ӧ���![]() Ϊ��ɢ�FijΪϵͳ��ת�����
Ϊ��ɢ�FijΪϵͳ��ת�����
RSMģ�͵�k�ͦŵ����˷��̿ɷֱ�Ϊ
![]() (4)
(4)
![]() (5)
(5)
���ڲ���ѹ�����壬Gij����������Ϊ0������ģ�ͳ����ֱ����£�c1=1.44��c2=1.72����k=0.82������=1.0��![]() ��
��
2 �߽�������������
2.1 �߽����������Բ���
2.1.1 �������
��ǹ���Ϊ������ڱ߽���������ڹ���Ϊ��ѹ�����������������������Ϊ0.48 kg/s������¶�Ϊ300 K������ǿ�Ⱥ��Ķ��ܺ�ɢ�ʾ�Ϊ5%��ˮ��ѧֱ��Ϊ0.06 m��
2.1.2 ��������
������������Ϊѹ�����ڱ߽�����������ѹ������Ϊ-10Pa��
2.1.3 ����߽�����
�����DZ����ɢ�ȣ������ȱ��洦������Ϊ�ڱ��洦�������ٶ�Ϊ0���������Ʊ���߽�����������������ñ����溯��������
2.1.4 ���Բ���
�����ǻ�ѧ��Ӧ���״��۳�����¯�ڰ���ͭ������������(����)�������壬���������������������0.3���ʸ��������������ѹ�����崦�����������Բ������2���С�
2.2 ������
ͨ����������Լ�飬��GAMBIT�н������֡���ģ�ͽ��ж�ʱ�䲽���ķ���̬���㣬ʱ�䲽��Ϊ0.001 s��������ģ��ѡ��VOFģ�ͣ�ѹ���ٶ����ѡ��PISO�㷨��ѹ������ɢ����PRESTO��ʽ��Ϊ������㾫�ȣ����̵���ɢ�����ö���ӭ���ʽ��
��2 �״��۳�����¯����������Բ���
Table 2 Property parameters of fluids in bottom-blowing bath smelting furnace

3 ģ����֤
ʵ����֤��������ԭ������ʵ���Ҵ���۳�����¯ԭʼ�ߴ�10:1�������л�����ʵ��ƽ̨����ͼ2��ʾ��ʵ�����ʹ��ѹ��������ˮ��ʵ��ƽ̨��������ȡ��Ҫ�����ڸ�����Ӱ�ǡ�Ϊ�˼��ټ�������ʵ����֤ѡ���ά�״��۳�����¯�ݽ�����С�����ʵ��ƽ̨����ֵģ��ģ�͵���������������ȶԸ�����ģ�͵���ֵģ��������ʵ����֤���Ӷ��õ����ڸ���������������㾫����ߵ�����ģ�͡�

ͼ2 ˮģ��ʵ��ƽ̨
Fig. 2 Water model experiment platform
3.1 ��ǹ����������̬
������������ǹ�����۳��γ�������һ���dz����ӵĹ��̣�ͭ���Һ������ĸ������(��ѹ�����ٶȡ��¶ȵ�)�����������Եı仯�����⣬��ǹ�����������γ��ڽ���������������������ģ�ͼ���ı������ڣ���ˣ���ǹ����������̬�Ǻ���������ģ��ģ������һ����Ҫ������������ģ�ͼ������ǹ����������̬��ͼ3��ʾ��

ͼ3 ��ǹ����������̬�Ƚ�
Fig. 3 Comparison of bubbles form at bottom of lance
��ͼ3��ǹ����������̬�ıȽϿ��Ժ�ֱ�۵ط��֣�rkeģ�ͺ�skeģ��ģ���������̬��ʵ��������̬�ܽӽ���������������ǹ�����۳غ������ǹ�������γ�һ���ߴ�����������ݡ�RNG k-��ģ�ͺ�RSMģ�����ǹ�������ݴ������Եı��Σ���ʵ�ʲ����ϣ�ģ��Ч���
3.2 ��ǹ�������ݳߴ�
������ģ�ͼ�������ݳߴ�����ǹֱ��֮�����3���С�
��3 ���ݳߴ�����ǹֱ��֮��
Table 3 Ratio of size of bubble and lance diameter
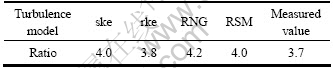
�ɱ�3��֪��������ģ�ͼ������ǹ�������ݳߴ����ʵ��ֵƫ������rkeģ�͵�ģ��Ч����ã��������Ϊ2.7%��skeģ�ͺ�RSM��ģ��Ч���� �������Ϊ8.1%��RNG k-��ģ�͵�ģ��Ч������ǹ�����������ڽ��������ڹ�����渽�����ڷ���ճ�Ե����ã������������ܵ����ᣬRe�����С��k-��ϵ��ģ�ͺ�RSMģ�Ͷ����ڸ�Re������������ģ�ͣ���ˣ��ڽ�������ֱ��ʹ�þͲ������ˣ��������߲��ñ����溯���Խ���������д������ɼ�������֪��rkeģ�ͺͱ����溯�������ϴ���Ч�����ţ����⣬RSMģ��Ϊ�巽��ģ�ͣ������ٶ�Ҳ������ܶࡣ
3.3 ����ƽ���ϸ��ٶ�
����ƽ���ϸ��ٶȶ���Ϊ���ݲ�������ȫ�ﵽҺ������г̵�ƽ���ٶȡ����ݴӲ��������룬��ͨ���ϸ��˶���Һ����һ����Ϊ���ӵ������������̣��������ƽ���ϸ��ٶȼ����ȷ��Ҳ�Ǻ�������ģ��ģ����������Ҫ���ݡ���4������ֵģ�����ݺ�ʵ��������������ǹ�����ĵ�һ�����ݵ�ƽ���ϸ��ٶȡ�
�ɱ�4��֪��skeģ�ͺ�rkeģ�͵ļ������ܽӽ�ʵ�����ݣ���RNG k-��ģ�ͺ�RSM�ļ�������ƫ���������ϸ���������Ҫ�ܵ����������������������Լ�ճ����Ӧ����Ӱ�졣�����skeģ�ͣ�rkeģ�͵�c��������һ��������ר�ſ�������ת��������Ӱ�죬��������������Ĵ���������ǿ��������ԶС��5%��
��4 ����ƽ���ϸ��ٶ�
Table 4 Average speed of floating bubbles
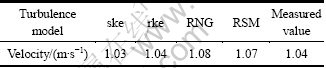
��ˣ������϶Ը�����ģ�͵�ʵ����֤�����֪��������ģ�Ͷ��ڸ���������Һ��������������һ����ģ��������������һ���̶��Ϸ�ӳ��Ӧ���ٶȳ���ѹ������Ũ�ȳ����¶ȳ�����Ϣ�����Ǹ�����ģ����Ը��������������ģ����������ܴ��ۺϱȽϷ���Realizable k-��ģ�͵�Ч����ѣ������5%���ڣ�ģ�����ɿ���
4 ��ǹ���÷�ʽ��ֱ���Ե״��۳��������̵�Ӱ��
��ʵ����֤��֪��Realizable k-��ģ�Ͷ��ڸ��������������ģ��Ч����ѣ����ѡ��Realizable k-��ģ�ͶԵ״��۳�����¯�ĺ��IJ�����ǹ�IJ��÷�ʽ��ֱ�������������̵�Ӱ���������ֵģ���о���
4.1 ��ǹ���Ӱ��
4.1.1 ������ǹ���
������ǹ����о��ڿ�����ǹ������������ǰ���½��У�������ά�״��۳�����¯�ݽ���IJ�ͬ�Ƕȵ���ǹ�紵ģ�ͣ���ÿ��ģ�ͽ��м��㲢��ȡ���ݣ����Եõ��۳��ȶ�����Ӧ��ǹ�Ƕ������µ��۳������ʡ�����ƽ���ٶȼ��Ķ�������ǹ��ǵĹ�ϵ��
ʵ�����Ƶ�7����ǹ�ǶȽ��з������ֱ�Ϊ0�㡢7�㡢12�㡢17�㡢22�㡢27���32�㣬ÿ��ģ�ͼ���ʱ��Ϊ10 s��
�۳��ȶ���ͬ�Ƕ���ǹ�����µ��۳������ʡ��Ķ��ܼ�����ƽ���ٶȷֲ��ֱ���ͼ4~6��ʾ��
�ۺϷ���ͼ4��5��6��֪���۳��ȶ�������ǹ���Ϊ0��~22��֮��ʱ���۳�������������ǹ��ǵ�������������ӣ���17��~22��֮��ﵽ���ֵ�����������ǹ��ǵ������۳������ʲ��Ͻ��ͣ�����ǹ��Ǵ���27��ʱ���۳���������������ǹ��ǵ���������ӣ�����ƽ���ٶ�����ǹ��ǵ�������֡�M�������߷ֲ���������ֵ�ֱ������7���17�㴦����ǹ��Ǵ���22��ʱ������ƽ���ٶȺ�С������ƽ���Ķ���������ǹ��ǵ��������������״�ķֲ�������ǹ���Ϊ17��ʱ�������ֵ������3�������ۺ����۷����ɵã�����ǹ���Ϊ17��~22��֮��ʱ���۳ظ���ָ������ڽϸߵ�ˮƽ��
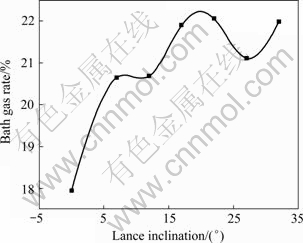
ͼ4 �۳�����������ǹ��ǵĹ�ϵ
Fig. 4 Relationship between bath gas rate and lance inclination
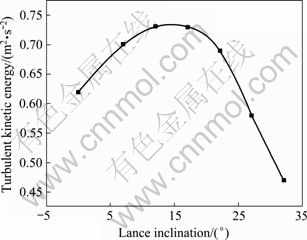
ͼ5 �Ķ�������ǹ��ǵĹ�ϵ
Fig. 5 Relationship between turbulent kinetic energy and lance inclination
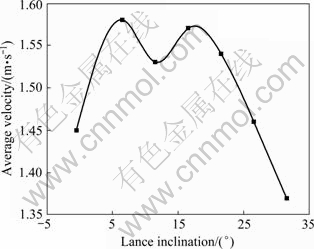
ͼ6 ����ƽ���ٶ�����ǹ��ǵĹ�ϵ
Fig. 6 Relationship between melt average velocity and lance inclination
4.1.2 ˫����ǹ���
ͨ��������ǹ��ǵ��о��õ�����ǹ���Ϊ17��~22��֮��ʱ���۳ظ���ָ������ڽϺõ�ˮƽ�����ڵ״��۳�����¯����Ϊ˫����ǹ���ã��ֱ���5֧7����ǹ��4֧22����ǹ����ˣ��ڽ���˫����ǹ����о�ʱ����������¯����άģ�͡�Ϊ�˼��㡢��Լ������Դ�����״�¯���dzɽ�����֧��ǹ��˫�� �ṹ������7����ǹ�Ż�Ϊ12�㣬22����ǹ��Dz��䣬�״�¯����Ϊ2.6 m����ǹ���Ϊ1.3 m�����������5��ʾ��
��5 ˫����ǹ������
Table 5 Results of double lance simulation
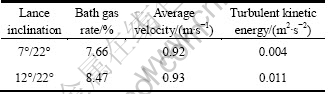
���ϱ������ݷ�����֪�����۴��ĸ��������жԱȷ�����12��/22�㹤�������7��/22�㹤�����в�ͬ�̶ȵ��Ż����۳��������������ԣ�ƽ���ٶ������Ż����Ķ��������һ������������ˣ�12��/22�㹤����������7��/22�㹤�����۳�������ˮƽ�ͽ�������������ǿ���������۳��������̵Ľ��С�
4.2 ��ǹ���Ӱ��
�ڽ�����ǹ�����о�ʱ�����о���ǹ���������µ���Ч������ֱ����������Ч������ֱ��ΪS����ǹ���ΪW�������о���������S/W=1.2~1.5֮��ʱ����ǹ�����ѣ����ܱ�֤�����ĸ�Ч�������ã����ܷ�ֹ���������ij��֡�
����ǹ���Ϊ20��ʱ�������۳�����¯����ά��ѧģ�ͣ��õ��۳��ȶ������Ч������ֱ���ֲ���ͼ7��ʾ��
����ͼ7��֪���۳شﵽ�ȶ�����Ч������ֱ����ʱ��ı仯�����������ȶ�����ȡ���ݿɵã����ֹ�������Ч������ֱ����ƽ��ֵΪ1.475 m�����ɵ�S/W=1.2~1.5ʱ��ǹ���WΪ��ѿɵã���ǹ���W=0.98~1.23 m����ʱ�۳�����¯���������úͽ���Ч�������ڽϸߵ�ˮƽ��
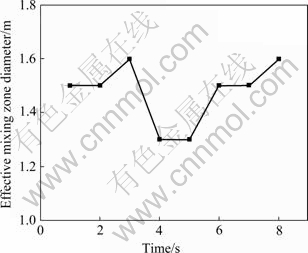
ͼ7 ��Ч������ֱ����ʱ��ֵĹ�ϵ
Fig. 7 Relationship between effective mixing zone diameter and time
4.3 ��ǹֱ��Ӱ��
Ϊ�˱�֤������������ǹ��������۳غ���̬���䣬��ȡ��ǹ�����ٶȲ���IJ��Խ�����ǹֱ����Ӱ���о���������ά�״��۳�����¯�ݽ�����ѧģ�ͣ��ֱ����ǹֱ����10 mm��ÿ������10 mm��������60 mm��6�鹤�����з����о����õ��۳��ȶ������ز���ˮƽ��������ǹ�����ٶȲ��䣬����������ǹֱ�������ӣ���������Ҳ�������ӡ�����ǹ������ͬʱ���������۳������ʡ������Ķ��ܺ�ƽ���ٶȵ�ˮƽ��Ϊ����ָ��Ͳ������ˣ�����ڽ������ݴ���ʱ��������ز�������Ա仯ֵ��Ϊ���۱�������ǹֱ��Ϊ10 mmʱ������Ϊ�����Ƚ�����ز����仯��ֱ���仯֮�ȣ���![]() (����
(����![]() ��
��![]() ��
��![]() �ֱ��Ƕ�Ӧ�IJ���ֵ��ֱ��Ϊ10 mmʱ�IJ���ֵ�Ͳ�������Ա仯ֵ��D�Ƕ�Ӧ����ǹֱ������λΪmm)���õ���ز�������Ա仯ֵ����ǹֱ���Ĺ�ϵ�ֱ���ͼ8~10��ʾ��
�ֱ��Ƕ�Ӧ�IJ���ֵ��ֱ��Ϊ10 mmʱ�IJ���ֵ�Ͳ�������Ա仯ֵ��D�Ƕ�Ӧ����ǹֱ������λΪmm)���õ���ز�������Ա仯ֵ����ǹֱ���Ĺ�ϵ�ֱ���ͼ8~10��ʾ��
���Ϸ�����֪���۳�����������ǹ��ǵ���������ϼ�С��˵����С��ǹֱ������������۳������ʣ�ƽ���Ķ��ܺ�ƽ���ٶ�����ǹֱ��������ֱ�������Һ�����̬���߷ֲ������ֵ����������ǹֱ��Ϊ30 mm����������ǹֱ��Ϊ40~50 mm֮��ʱ���۳��и�����ˮƽ���ϲ�ۺ����۷����ɵã�����ǹֱ��Ϊ30 mmʱ���۳��и�ָ������ڽϸߵ�ˮƽ��
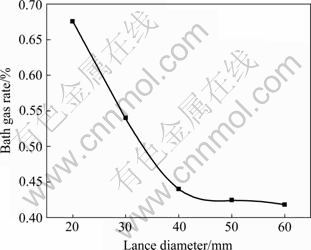
ͼ8 �۳���������Ա仯ֵ����ǹֱ���Ĺ�ϵ
Fig. 8 Relationship between relative bath gas rate and oxygen lance diameter
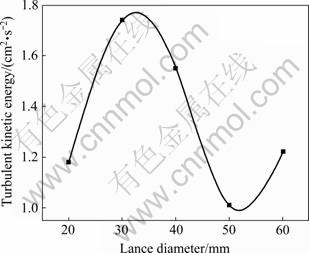
ͼ9 �Ķ�����Ա仯ֵ����ǹֱ���Ĺ�ϵ
Fig. 9 Relationship between relative turbulent kinetic energy and oxygen lance diameter
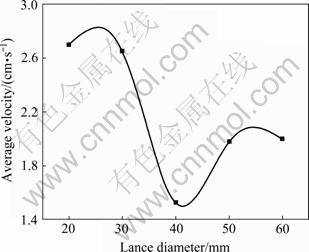
ͼ10 ����ƽ���ٶ���Ա仯ֵ����ǹֱ���Ĺ�ϵ
Fig. 10 Relationship between relative melt average velocity and oxygen lance diameter
5 ����
1) �����˵״��۳�����¯�ڸ���������Һ����������ѧģ�ͣ��������������ĸ���������ȣ��Ը�����ģ�Ͷ��ڸ���������Һ����������ģ������������ˮģ��ʵ����֤��������֣�Realizable k-��ģ�Ͷ��ڸ��������������ģ��Ч����ѡ�
2) ��һ����Χ�ڣ��ʵ�������ǹ��������ڵ״��۳��������̵Ľ��У���������ǹ�����17��~22��֮��ʱ���۳ظ���ָ������ڽϸߵ�ˮƽ��������ֳ�������˫����ǹ��Ƿֱ�Ϊ12���22��ʱ���۳صĽ���Ч��������ǿ��
3) ����ǹ���Ϊ20��ʱ������Ч������ֱ��Ϊ1.475 m����Ӧ�ĺ�����ǹ���Ϊ0.98~1.23 m��
4) �ʵ���С��ǹֱ��������Ч����۳������ʣ�����ǹֱ��Ϊ30 mmʱ���۳��и�ָ������ڽϸߵ�ˮƽ��
REFERENCES
[1] Hsieh K T, Rajamani R K. Mathematical model of the hydrocyclone based on physics of fluid[J]. AIChE Journal, 1991, 37(5): 735-746.
[2] Malhotra A, Branion R M R, Hauptmann E G. Modeling the flow in a hydrocyclone[J]. The Canadian Journal of Chemical Engineering, 1994, 72: 953-960.
[3] CHEN C J, JAW S Y. Fundamentals of turbulence modeling[M]. Washington: Taylor&Francis, 1998.
[4] LI Bao-kuan, YIN Hong-bin, ZHOU C Q, Tsukihashi F. Modeling of three-phase flows and behavior of stag steel interface in an argon gas stirred ladle[J]. ISIJ International, 2008, 48(12): 1704-1711.
[5] ���, ������, �����, �� ��, �� ǫ. �״��ְ�����/��Һ/��������ģ�ͼ�������Ϊ���о�[J]. ����ѧ��, 2008, 44(10): 1198-1204.
LI Bao-kuan, GU Ming-yan, QI Feng-shen, WANG Fang, ZHOU Qian. Modeling of three-phase(gas/molten steel/slag) flows and slag layer behavior in an argon gas stirred ladle[J]. Acta Metallurgica Sinica, 2008, 44(10): 1198-1204.
[6] Shamsi M, Ajmani S K. Three dimensional turbulent fluid flow and heat transfer mathematical model for the analysis of a continuous slab caster[J]. ISIJ International, 2007, 47: 433-442.
[7] �� ��, ������, �Ž���, ��ΰ��, ֣�ٲ�, �� ��, �� ��. ������ģ��ģ�����ڻ�ԭ¯����������[J]. ���̹���ѧ��, 2009, 9(z1): 420-428.
LEI Ming, WANG Zhou-yong, ZHANG Jie-yu, CHENG Wei-ling, ZHENG Shao-bo, WANG Bo, HONG Xin. Study on modeling of fluid flow in iron-bath smelting reduction furnace with multi-phase model[J]. The Chinese Journal of Process Engineering, 2009, 9(z1): 420-428.
[8] ZHOU B, YANG Y, Reuter M A, BOIN U M J. Modelling of aluminium scrap melting in a rotary furnace[J]. Minerals Engineering, 2006, 19: 299-308.
[9] �߳���, Ԭ����, �º���. �����״�������ǹdz��[J]. �й���ɫұ��, 2006, 6: 13-17.
GAO Chang-chun, YUAN Pei-xin, CHEN Han-rong. On lance for oxygen bottom-blown smelting[J]. China Nonferrous Metallurgy, 2006, 6: 13-17.
[10] Davis M P, Dry R J, Schwarz M P. Flow simulation in the HIsmelt process[C]//Proceedings of the Third International Conference on CFD in the Minerals and Process Industries. CSIRO, Melbourne, 2003, 12: 305-312.
[11] Davis M P, PERICLEOUS K, SCHWAZ M P. mathematical modeling tools for the optimization of direct smelting process[J]. Applied Mathematical Modeling, 1998, 22: 921-940.
[12] ղ����, ������, ����ǿ. �വ�����۳��ڵĽ�������[J]. ���Ϲ�ҵ��ѧѧ��: ��Ȼ��ѧ��, 2003, 34(2): 148-151.
ZHAN Shu-hua, LAI Chao-bin, XIAO Ze-qiang. CFD analysis of gas stirring behavior in side-blown metallic bath[J]. Journal of Central South University: Natural Science, 2003, 34(2): 148-151.
[13] ��־��, ����, �� ��, ��άȺ, ������. �ߵ״��۳�������ͭ�¹���[J]. ��ɫұ��: ұ������, 2010, 3: 17-20.
CUI Zhi-xiang, SHEN Dian-bang, WANG Zhi, LI Wei-qun, BIAN Rui-min. New process of copper smelting with oxygen enriched bottom blowing technology[J]. Nonferrous Metals: Extractive Metallurgy, 2010, 3: 17-20.
[14] Rabha S S, Buwa V V. Volume-of-fluid (VOF) simulations of rise of single/multiple bubbles in sheared liquids[J]. Chemical Engineering Science, 2010, 65: 527-537.
[15] �ΰ, ����ƽ, ʷ ��, ��С��, �� ��. �����������ᾧ������ά��������ֵģ��[J]. �й���ɫ����ѧ��, 2001, 11(2): 248-252.
YANG Jian-wei, DU Yan-ping, SHI Rong, CUI Xiao-chao, LIU Cai. 3D numerical simulation on flowing distribution in mould for beam blank continuous casting[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(2): 248-252.
[16] Shih T, Liou W W, Shabbir A, YANG Zhi-gang, ZHU Jiang. A new k-e eddy viscosity model for high Reynolds number turbulent flows[J]. Computers Fluids, 1995, 24(3): 227-238.
[17] ��ɲ�, �����, �� ��, ������, �ű���, �� �. �����۸�������������������ά�¶ȳ���ֵģ��[J]. �й���ɫ����ѧ��, 2003, 13(6): 1534-1538.
WU Cheng-bo, YIN En-sheng, ZHANG Li, LIU Yong-gang, ZHANG Bing-huai, TANG Qian. Numerical simulation of three-dimensional temperature field of gas start-up method for aluminum electrolysis cell[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(6): 1534-1538.
[18] ZHANG Xiao-wei, JIN Xiao-li, WANG Yin, DENG Kang, REN Zhong-ming. Comparison of standard k-�� model and RSM on three dimensional turbulent flow in the SEN of slab continuous caster controlled by slide gate[J]. ISIJ International, 2011, 51(4): 581-587.
(�༭ ������)
������Ŀ�����Ҹ����о���չ�ƻ�������Ŀ(2010AA065201)�����ϴ�ѧ����̽���ƻ�������Ŀ(2011QNZT097)
�ո����ڣ�2011-08-11�������ڣ�2012-02-20
ͨ�����ߣ��ƺ�ܣ����ڣ���ʿ���绰��13873102530��E-mail: s-rfy@csu.edu.cn
ժ Ҫ������FLUENT�������ֱ�ѡ��k-��ϵ������ģ�ͺ���ŵӦ��ģ��(RSM)�Ե״��۳�����¯�ڵĸ���������Һ������������ֵģ�⣬������������ԭ����ͨ��ˮģ��ʵ�����ֵģ����������֤���ۺ����۷��� Realizable k-��ģ�͵ļ��㾫����ߡ�ѡ��Realizable k-��ģ�ͣ�����ǹ���÷�ʽ��ֱ���Ե״��۳��������̵�Ӱ�������ֵģ���о��������������һ����Χ�ڣ��ʵ�������ǹ��������ڵ״��۳��������̵Ľ��У���������ǹ�����17��~22��֮��ʱ���۳ظ�ָ������ڽϺõ�ˮƽ��������ֳ�������˫����ǹ��Ƿֱ�Ϊ12���22��ʱ���۳صĽ���Ч��������ǿ������ǹ���Ϊ20��ʱ������Ч������ֱ��Ϊ1.475 m����Ӧ�ĺ�����ǹ���Ϊ0.98~1.23 m���ʵ���С��ǹֱ��������Ч����۳������ʡ�
