

Ultrasonic dissolution of brazing of 55% SiCp/A356 composites
ZHANG Yang(�� ��), YAN Jiu-chun(�ƾô�), CHEN Xiao-guang(������), CUI Yan(�� ��)
State Key Laboratory of Advanced Welding Production Technology,
Harbin Institute of Technology, Harbin 150001, China
Received 22 May 2009; accepted 3 September 2009
Abstract:
The brazing of 55% SiCp/A356 (volume fraction) composites in air using Zn-Al alloy as a filler metal was investigated. During the brazing process, ultrasonic vibrations were applied to samples for bonding and a significant dissolution of the filler metal into the matrix alloy in the base materials occurred. As brazing temperatures were increased, the thickness of the partial melting layers in the base material increased. SiC particles in the partial melting layer of the base material were transferred into the liquid filler under ultrasonic action and a bond with homogeneously distributed reinforcements was obtained after solidification. The volume fraction of SiC particles in the bonds could be varied by changing the brazing temperature. The maximum SiC particle volume fraction of the bond material reached 37% at a brazing temperature of 500 ��. The shear strength of the brazed bonds was improved at pressures up to 244 MPa (at 20 ��) and increased by 133.8% (at 200 ��) compared with the filler of the Zn-based alloy.
Key words:
aluminum matrix composites; brazing; ultrasonic dissolution of brazing; composite bond;
1 Introduction
Aluminum matrix composites (Al-MMCs) with high volume fraction reinforcements are currently considered as potential candidate materials in advanced electronic packaging and aerospace industry because of their excellent thermophysical properties, mechanical properties as well as available fabrication techniques at a relatively low cost[1]. Joining technologies are required to use the materials as structural components, but only a few studies on the joining of these materials have been done. More attention should be paid to this technology for a wider application of the materials.
In fusion welding, serious reaction between Al matrix and SiC particles occurred in the molten pool, which was responsible for the severe degradation of the SiC particles in the weld and for the fracture of the welded composites[2-3]. Therefore, brazing with various filler metal[4-5], solid-state diffusion bonding with various interlayers[6-9] and transient liquid phase bonding with various interlayers[10-12] were studied as other approaches. These technologies are successfully used to join Al-MMCs with low volume fraction reinforcements. However, due to rejections of SiC particulates by the solidification front, the normal solidification process of the welding pool is broken down, and this leads to microsegregation or inhomogeneous distribution of the reinforcements. As a result, the properties of welded joints are very low. In the reported studies on transient liquid phase (TLP) bonding of MMCs, ZHAI and NORTH[13] paid attention to the particulate segregation and pointed out that a thinner interlayer should be preferentially selected to prevent particulate segregation. Unfortunately, it is difficult to prepare a very thin interlayer, such as less than 5 ��m. In practice, a composite bond that contains homogeneously distributed reinforcing particles is desirable because such a bond would maintain the structure and physical properties that would be consistent with the base material, and obtain higher strength than the metal bond. WIELAGE et al[14] prepared conventional Sn-based solders directly reinforced by ceramic particles and obtained a composite bond that showed a 100% increase in shear strength compared with the unreinforced bond. In other investigation, a composite bond of 50 MPa was achieved using mixed powder interlayer (Al-Si-SiC-Ti) by HUANG et al[15] for joining 6063-SiCp composite by a reactive diffusion bonding process.
In this work, 55% SiCp/A356 (volume fraction)composites were brazing filled with a Zn-based alloy metal filler. Ultrasonic vibration was used to promote the dissolution and mixing of the metal filler into the base materials, a particulate reinforced bond with a different volume fraction of SiC particles was produced. The effect of brazing temperature on the volume fraction of SiC particles in the bond metal and the shear strength of the brazed bonds was examined.
2 Experimental
SiCp/A356 composites used in this study were fabricated by pressureless infiltration processing and contained 55% SiC (volume fraction) particles having an average diameter of 50 ?m. The chemical composition of the matrix metal was Al-(6.5-7.5)Si-(0.25-0.45)Mg- (0.08-0.20)Ti (mass fraction, %). The filler metal was a Zn-Al alloy with a composition of 89.3% Zn, 4.20% Al and 3.22% Cu (mass fraction). Its melting point was 383-399 ��. The shear strength of the Zn-Al alloy was 131 MPa at room temperature and 71 MPa at 200 ��. A schematic diagram of the bonding process is shown in Fig. 1. The dimensions of the samples were 40 mm��10 mm��3 mm and the overlapping length was 10 mm. Zn-Al filler with a size of 10 mm��10 mm��0.3 mm was located between the parts to be joined. Surfaces to be bonded were mechanically polished to a 500-grit finish and then ultrasonically degreased in acetone before heating.
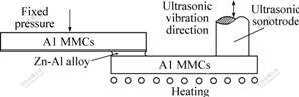
Fig.1 Schematic diagram of ultrasonic brazing process
Fig.2 shows the schematic diagram of the formation of composite bonds. The ultrasonic vibration with 20 ��m amplitude and a frequency of 20 kHz were applied for 1 s when samples were heated up to 420 ��. After that, the samples were heated to a preset temperature (420, 450, 475 and 500 ��) in air at a heating rate of 20 ��/min again and held at that temperature for 0-20 min. Ultrasonic vibrations were applied for 5 s once more at the preset temperature. Then the samples were allowed to cool in air.
Cross-sections of brazed joints were prepared for metallographic analysis by standard polishing techniques. Microstructures of the brazed joints were examined using a scanning electron microscope (SEM, S-570) equipped with an energy dispersive X-ray spectrometer (EDS, TN5500). A shear test was used to determine the shear
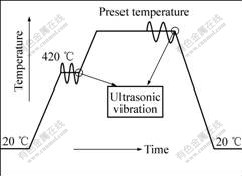
Fig.2 Schematic diagram of formation process of composite bonds
strength at 20 �� and 200 ��, respectively. The overlapping size used for shear testing was 5 mm��10 mm which was cut from the original joints. The shear strength of brazed bonds was evaluated by a specially designed fixture in an electron tension testing machine (Instron-5569). Under each bonding condition, five samples were mechanically tested to assess the reproducibility of the process.
3 Results and discussion
3.1 Formation process of composite bond
Fig.3(a) shows microstructure of the joint by applying ultrasonic vibration at 420 �� for 1 s. The oxide film disappeared and the metallurgy bonding formed between the filler metal and base metal. After bonding, samples were heated to 475 �� and held for 5 min; the diffusion of the Zn-Al alloy into the base material decreased the local melting point and resulted in a partial melting of the interaction region (see Fig.3(b)). After that, another ultrasonic vibrating process was applied in the partial melting zones in base materials mixed with the bond region and the particles in the partial melting zone dispersed into the bond region. A particle reinforced bond material was thus fabricated (see Fig.3(c)).
3.2 Controlling content of reinforcement in bonds
SiC particles in the composite bond come from the partial melting layer of the base material. Then the volume fraction of SiC particles in the bonds can be changed by controlling the thickness of the partial melting layer. Fig.4 shows the variation of thickness of the partial melting layer with the maintaining time at 475 ��. The oxide film is removed sufficiently from the composite surfaces by ultrasonic waves. The diffusion and penetration of Zn from the molten Zn-Al filler metal into the composite result in a local decrease of the base metal��s solid temperature. This causes partial melting at the interface of the base metal at the brazing temperature. It can be seen that the thickness of the partial melting layer is up to the maximum when the maintaining time is
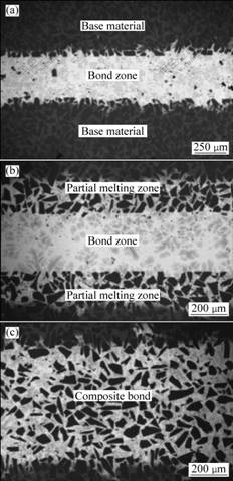
Fig.3 SEM images of formation process of particles reinforced bonds: (a) Bond by application of ultrasonic vibrations at 420 �� for 1 s; (b) Bond after raising temperature to 475 �� for 5 min; (c) Composite bond after ultrasonic vibrations for two times at 475 ��
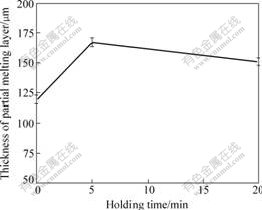
Fig.4 Variation of partial melting layer thickness with holding time
5 min. Then due to the isothermal solidification occurs at the interface of the partial melting zone and the base metal zone, the thickness of the partial melting layer starts to decrease when the holding time increases.
Fig.5 shows the variation of thickness of the partial melted layer with the brazing temperature when the holding time is 5 min. Experimental results show that the thickness of the partial melting layer increases with the brazing temperature and is about 39 ?m at 420 �� and 270 ��m at 500 ��. Reinforcements in the molten composite are thus dispersed into the bond region under ultrasonic stirring.
Fig.6 shows the variation of SiC volume fraction in the bond with the brazing temperature when held for 5 min and then ultrasonic stirred for 5 s. Experimental results show that the content of SiC particles is a function of brazing temperature. At 420 ��, the penetration of Zn-Al alloy into the SiC/A356 composite is only 39 ?m which is lower than the mean size of the SiC particles (50 ��m). A few SiC particles are transferred to the bond region under ultrasonic vibrations. As the brazing temperature increases, the volume fraction of SiC particles in the bonds increases. When the brazing
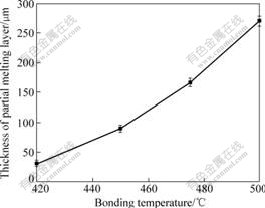
Fig.5 Variation of partial melting layer thickness with brazing temperature
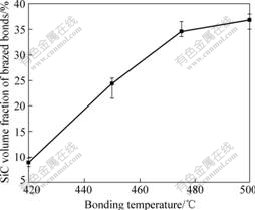
Fig.6 Variation of SiC volume fraction in bonds with brazing temperature
temperature was increased to 475 ��, the Zn-Al alloy penetrated the SiC/A356 composite to a depth of 167 ��m. A large number of SiC particles enter the bond region under ultrasonic vibrations and the content reaches 34% (volume fraction). A maximum SiC volume fraction of 37% (volume fraction) was obtained when brazing at 500 ��.
Fig.7 shows typical microstructures of the SiCp/A356 composite joints that were bonded at different temperatures (420, 450, 475 and 500 ��) with application of holding time for 5 min and then ultrasonic vibrated for 5 s. With an increase in brazing temperature, mass transfer between the filler metal and the composite was intensified, and the bond metal changed into a mixture of Zn-Al alloy and SiC particle reinforcements. At brazing temperatures of 420-500 ��, the width of bond zone ranged from 350 to 850 ��m, the content of Al in the bond zone was in the range of 10.28%-31.92% (mass fraction) and the content of Zn in the bond zone was in the range of 86.71%-65.12% (mass fraction). SiC particle volume fractions in the bond zone were in the range of 7%-37%. Zn-Al alloys basically comprised a mixture of three phases, namely ��, �� and eutectic phase, distributed in a specific manner depending on the Al content. In materials of 7% (volume fraction) SiC particles reinforced composite bonds, the primary �� and �� phases exhibited a well-developed spheroidal shape. The eutectic phase, in which the �� and �� phases were embedded, showed a network structure (Fig.7(a)). In materials of 37% SiC (volume fraction) particles reinforced composite bonds, the primary �� phase showed a typical dendritic structure. The interdendritic region was filled with the segmented eutectic phase (Fig.7(d)). A metallurgical investigation of the joints showed good bonding between the particles and the bond metal. After the soldering process, the distribution of SiC particles in the bonds is uniform without any particle clustering. Most SiC particles are located within interdendritic spaces and they retained the original morphology and sizes.
3.3 Shear properties
Fig.8 shows the effect of SiC volume fraction on the shear strength of SiCp/A356 composite bonds. For all welding conditions, failure of ultrasonic brazed joints occurred in the bond region. It can be clearly seen that the shear strength of the brazed bonds at room temperature and 200 �� increases with the SiC volume fraction. At the testing temperature of 20 ��, the shear strength of the reinforced bonds increased from 153 MPa to 244 MPa as the SiC volume fraction increased from 7% to 35%. One of the major limitations of Zn-based alloys was the deterioration of their mechanical properties at temperature exceeding 90 ��. It is suggested to be reduced through adding SiC particles. At the test temperature of 200 ��, the shear strengths of brazed bonds at SiC volume fraction of 35% was 158 MPa, which was increased by 133.8% higher than that of the Zn-based alloy filler (71 MPa at 200 ��).
The SEM microstructures of the SiCp/A356 composite bonds show that two factors are responsible for the change of shear strength of the bonds. 1) Aluminum dissolve from the composite into the filler metal with a rising brazing temperature, because Zn penetrates from the filler metal into the composite which decreases their solidus temperature locally. The solubility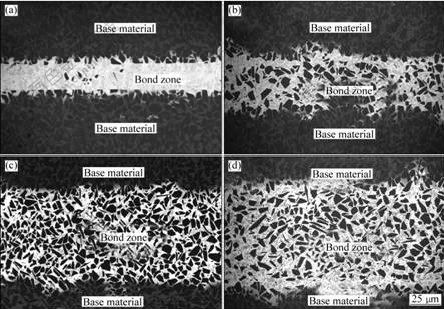
Fig.7 Microstructures of Zn-Al alloy and SiCp/A356 composite joints at different brazing temperatures: (a) 420 ��; (b) 450 ��; (c) 475 ��; (d) 500 ��
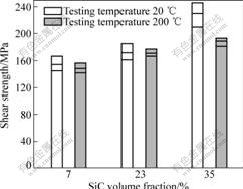
Fig.8 Variation of shear strength of SiCp/A356 composite bonds with different SiC volume fractions: (a) 7%; (b) 23%; (c) 35%
limit of Al in molten Zn is dependent on temperature according to the Zn-Al phase diagram. Therefore, a higher brazing temperature leads to increased aluminum dissolution within the bond region. Aluminum, as an alloying element in Zn-based filler alloys, greatly controls solidification behavior of the alloys and in turn affects their microstructure, which results in an increased shear strength of the brazed joints. It is noted that increasing of Al content from 8% to 27% (mass fraction) leads to an improvement in ultimate strength from 180 MPa to 450 MPa at room temperature of the Zn-based alloys[16]. 2) Increase the volume fraction of SiC particle in the bond region. As the brazing temperature increases, many SiC particles incorporate into the bond region under ultrasonic vibrations. All the investigated brazed bonds display good bonding between the filler metal and reinforcement components. This is a crucial factor that is responsible for the increase in shear strength.
4 Conclusions
1) Ultrasonic aided interaction between Zn-Al alloy and 55% (volume fraction) SiCp/A356 composites was investigated. The diffusion of the Zn-Al alloy into the base material decreased the local melting point and resulted in a partial melting at the interaction region of the base metal. Partial melting of the composite matrix allowed it to be incorporated into the molten Zn-Al alloy by ultrasonic vibrations. The molten Zn-Al alloy composition changed during the process with the increase of aluminum content and the decrease of zinc content. SiC particles from the partially melted layers of the base material were also transferred into the liquid filler under ultrasonic action. A uniform distribution of SiC particles as well as good bonding between SiC particles and the bond metal was obtained.
2) The volume fraction of SiC particles in the bond region was controlled by changing the brazing temperature.
3) The shear strength of brazed joints increased as brazing temperatures increased. The increased shear strength was associated with an increase in the aluminum content and the volume fraction of reinforcement particles in the bond metal.
References[1] WU Gao-hui, ZHANG Qiang, CHEN Guo-qin, JIANG Long-tao, XIU Zi-yang. Properties of high reinforcement-content aluminum matrix composite for electronic packages [J]. Journal of Materials Science: Materials in Electronics, 2003, 14: 9-12.
[2] URE?A A, ESCALERA M D, GIL L. Influence of interface reactions on fracture mechanisms in TIG arc-welded aluminium matrix composites [J]. Composites Science and Technology, 2000, 60(4): 613-622.
[3] CAROTENUTO G, GALLO A, NICOLAIS L. Degradation of SiC particles in aluminium-based composites [J]. Journal of Materials Science, 1994, 29(19): 4967-4974.
[4] ZHANG Xin-ping, QUAN Gao-feng, WEI Wei. Preliminary investigation on joining performance of SiCp-reinforced aluminium metal matrix composite (Al/SiCp-MMC) by vacuum brazing [J]. Composites Part A: Applied Science and Manufacturing, 1999, 30(6): 823-827.
[5] URE?A A, GIL L, ESCRICHE E, G?MEZ DE SALAZAR J M, ESCALERA M D. High temperature soldering of SiC particulate aluminium matrix composites (series 2000) using Zn-Al filler alloys [J]. Science and Technology of Welding and Joining, 2001, 6(1): 1-11.
[6] MURATO?LU M, YILMAZ O, AKSOY M. Investigation on diffusion bonding characteristics of aluminum metal matrix composites (Al/SiCp) with pure aluminum for different heat treatments [J]. Journal of Materials Processing Technology, 2006, 178(1/3): 211-217.
[7] BUSHBY R S, SCOTT V D. Joining of particulate silicon carbide reinforced 2124 aluminium alloy by diffusion bonding [J]. Materials Science and Technology, 1995, 11: 753-758.
[8] LIU Li-ming, ZHU Mei-li, PAN Long-xiu, WU Lin. Studying of micro-bonding in diffusion welding joint for composite [J]. Materials Science and Engineering A, 2001, 315(1/2): 103-107.
[9] PARTRIDGE P G, DUNFORD D V. The role of interlayers in diffusion bonded joints in metal-matrix composites [J]. Journal of Materials Science, 1991, 26(8): 2255-2258.
[10] ZHANG Gui-feng, ZHANG Jian-xun, PEI Yi, LI Si-yu, CHAI Dong-lai. Joining of Al2O3p/Al composites by transient liquid phase (TLP) bonding and a novel process of active-transient liquid phase (A-TLP) bonding [J]. Materials Science and Engineering A, 2008, 488(1/2): 146-156.
[11] LI Z, FEARIS W, NORTH H. Particulate segregation and mechanical properties in transient liquid phase bonded metal matrix composite material [J]. Materials Science and Technology, 1995, 11: 363-369.
[12] ASKEW J R, WIDE J F, KHAN T I. Transient liquid phase bonding of 2124 aluminium metal matrix composite [J]. Materials Science and Technology, 1998, 14: 920-924.
[13] ZHAI Y, NORTH T H. Transient liquid-phase bonding of alumina and metal matrix composite base materials [J]. Journal of Materials Science, 1997, 32(6): 1393-1397.
[14] WIELAGE B, HOYEV I, WEIS S. Soldering aluminum matrix composites [J]. Welding Journal, 2007, 86: 67-70.
[15] HUANG Ji-hua, DONG Yue-ling, WAN Yun, ZHAO Xing-ke, ZHANG Hua. Investigation on reactive diffusion bonding of SiCp/6063 MMC by using mixed powders as interlayers [J]. Journal of Materials Processing Technology, 2007, 190(1/3): 312-316.
[16] ABOU EL-KHAIR M T, DAOUD A, ISMAIL A. Effect of different Al contents on the microstructure, tensile and wear properties of Zn-based alloy [J]. Materials Letters, 2004, 58(11): 1754-1760.
(Edited by FANG Jing-hua)
Foundation item: Project(50375039) supported by the National Natural Science Foundation of China; Project supported by the Excellence Team Program at the Harbin Institute of Technology, China
Corresponding author: YAN Jiu-chun; Tel:+86-451-86418695; E-mail: jcyan@hope.hit.edu.cn
DOI: 10.1016/S1003-6326(09)60208-9
