
���±�ţ�1004-0609(2010)S1-s0048-06
�ѺϽ���խ��϶TIG���ӽ�ͷ����֯����ѧ����
��ΰ������֣���ϣ�֣��Ž������� ��
(�й������ع����Ź�˾������ 471039)
ժ Ҫ��
ͨ��խ��϶TIG�Զ����ӷ��������40 mm TA2��ĶԽӺ��ӣ������ȱ�ݵĺ��죬��ȫ�����Ƚ�����֯����ѧ���ܼ��顣������������㺸�����ܾ��ϸ���խ��϶���ӷ������Ի�����ʵĺ��ӽ�ͷ���Ⱥ�����������ѹ�����Ա��Σ�����ij�������������Ե���ߡ������������˳��������ߵ�ԭ��
�ؼ��ʣ�
�ѺϽ�����������ӽ�ͷ����֯�����������
��ͼ����ţ�TG 407���� ���ױ�־�룺A
Microstructure and mechanical property of narrow-gap TIG welding joint of titanium alloys thick plate
HU Wei-min, LI Guo-lin, LIU Xi-lin, ZHANG Jian-xin, WANG Gang
(Luoyang Ship Material Research Institute, Luoyang 471039, China)
Abstract: By the method of narrow gap TIG welding, TA2 plate with a depth of 40 mm and without defects was jointed. The microstructure of the joint was analyzed and the mechanical properties were tested about the whole welding line. The results show that every layer can be eligible and the TA2 joints welded by narrow gap TIG welding are of high-quality. Furthermore, the impact toughness of welding joints in the areas of welded foregoing increase obviously because of being compressed, leading to plastic distortion. The reasons that the impact toughness can be increased were analyzed also.
Key words: titanium alloy; thick plate; welding joint; microstructure; impact toughness
�����ִ���ҵ��������װ���к��ӽṹ��������ͻ�������Ӧ��Խ��Խ�㷺��ʹ�ô�ͳ�ĺ��ӷ������к�庸�ӣ������ٶ���������Ӧ�����δ���Ч���ϲ�[1]��������խ��϶���Ӳ����ɴ���ȵؼ����¿ڽ�����������ٺ������������������ҿ����ڽ�С�ĺ��������������£�ʵ�ֺ��ӣ��������Ϊһ�־��õġ��ܹ��õ�������ѧ���ܺͱ��ν�С�����ʺ��ӽ�ͷ�ĺ��ӷ������㷺Ӧ���ڸ��ִ�����Ҫ�ṹ[2-4]��
խ��϶TIG���Ǻ��������ɿ���խ��϶���ӹ���֮һ����������ı������ã�TIG�������ں�������������ɫ��������Ͻ𡢲���֡����ºϽ��Ѽ��ѺϽ��Լ����۵Ļ��Խ���(���⡢�ꡢ�)�ȣ����ͷ�������õ����ԣ���������е��⺬���ܵ͡����ԣ�խ��϶TIG���ӷ�����Ϊ�ѺϽ��峣�õĺ��ӷ� ��[5]�����������[2, 6-7]���о����Ƕ��ѺϽ��խ��϶TIG���ӹ��պ��ص������̽���������о������룬խ��϶TIG���ӷ������ѺϽ��е�Ӧ�ý�Խ��Խ�ࡣ
1 ʵ��
�������ѡ��40 mm TA2�˻�̬��ģ���ĵij�ʼ��ѧ�������1���С�
��1 TA2��ĵ���������
Table 1 Tensile properties of TA2 plate

����խ��϶���ӷ���ʵ��40 mm TA2��ĶԽӺ��ӡ����Ժ�����ɵ������X����������飬�����ڲ�����ȱ�ݣ�����JB/T 4730.2 I���ĺ���Ҫ��
2 ��������
���к���ȫ������졢������飬�غ�����ȡ��λ����ͼ1��ʾ����������������������(��ֵ)����2��
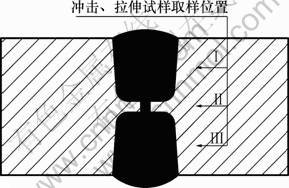
ͼ1 ����������ȡ��λ��
Fig.1 Sampling position of tensile and impact test
��2 TA2խ��϶���ӽ�ͷ����������������
Table 2 Tensile test results of TA2 narrow gap weld joint at room temperature

�ɱ�2���Կ�����ȫ�����Ⱥ��ӽ�ͷ��������Ķ��Ѿ���ĸ�ģ�˵��խ��϶TIG���ӽ�ͷ����������ǿ����ʹ����ǿ�ȵõ������[2]��
����GB/T 2650��2008����40 mm TA2���ӽ�ͷȫ���V��ȱ�ڳ�����飬������������3���С�
��3 TA2խ��϶���ӽ�ͷ�ij��������
Table 3 Impact testing results of TA2 narrow-gap weld joint

�ɱ�3���Կ����������в�����ij������aKVԶ������������ġ�����������ں����в��Ⱥ������ں��ں��ӹ��������ں������������ֲ���ѹ�����Ա��Σ�ʹ������֯�ں��ӱ��κͺ����ȴ�����ͬ�����±�ô��۸��ӣ��Ӷ���ߺ��������ѹ��̵�����������˺��������ԡ�����ͨ���Խ���ͳ������Ͽڵ�ɨ��羵�о�����һ������������ֵ��ߵ� ԭ��
40 mm TA2ȫ�����ȵͱ�������ͼ4��ʾ����ͼ4�ɿ�����δ�������ơ���Ѩ��������ӡ�δ�ۺϺ�δ������״�ͳߴ粻����ȱ�ݡ�
ѡ������桢1/4�����ȡ�1/2������3������������и߱��������������λ����ͼ2�е�1����2����3����ʾ��

ͼ2 ���ӵ�ĵͱ�����
Fig.2 Metallograph of joint
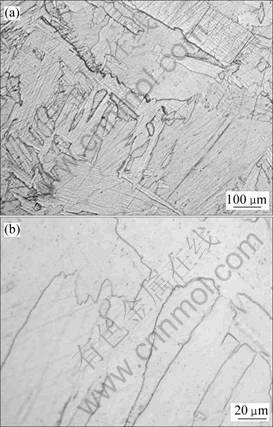
��3������������и߱���������������ͼ3~5��ʾ��ͼ6Ϊ����TIG���Ӻ���Ľ�����֯��
��ͼ3~5���Կ�����40 mm TA2խ��϶TIG�������֯��Ҫ�ɻ������Ƭ״������״�����ɣ����Կ����������ӵ���֯����ͼ6���Կ���������TIG���ӽ�ͷ����֯��Ҫ�ɴ��״�����״����ɣ���������������֯����״���ࡣ
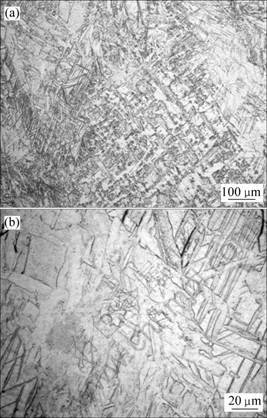
ͼ3 ͼ2��1�����������֯
Fig.3 Metallographs of welding joint in zone 1 in Fig.2

ͼ4 ͼ2��2�����������֯
Fig.4 Metallographs of welding joint in zone 2 in Fig.2

ͼ5 ͼ2��3�����������֯
Fig.5 Metallographs of welding joint in zone 3 in Fig.2
ͼ6 ����TIG���Ӻ��������֯
Fig.6 Metallographs of TIG welding joint
�ڽ���1������ʱ�����ӹ����е��������νϴ����������κͺ����ȴ�����Эͬ������ɺ���������֯�����������������˲ʱ�Ķ�̬�غɣ��ں㶨���غ��£���������Ҫ�������Ա��Ρ����Ա��κ����ƵĿ�����չ���������Ա��κ�������չ�Գ�������Ͷ�Ӱ��ϴ�[8]�����������֯�ڳ������������չ�����ж����γ����������Ӷ���ߺ������ij�����ԡ�����2����3������ʱ���Ѻ�����ĸ��Խϴ���������������С������Ӧ���������ȴ����Ͳ��ֵĺ��ӱ��Σ�Ҳ��һ���̶��ϴٽ�����֯�Ľ�����������ͨTIG���ӣ����Ӳ���٣����ӹ����ڿ��ŵ��¿��н��У����������ͱ��ζ��ܹ�������С�ͬʱ����ͨTIG���ӹ����к�����ȴ�ٶȽ�������Ҳ��һ���̶���������״������γɣ���������ͨTIG���Ӻ������ĵĽ�����֯�н����ھ��״���࣬ͬ����ͨTIG���ӽ�ͷ�ij�����Դ�ԼΪ800 kJ/m2��������������ij�����Բ��
�Ժ����±��������������ϱ������Ľ�����ά��Ӳ�ȼ��飬��������ͼ7��ʾ����ͼ7���Կ��������첻ͬ�������Ӳ�ȵIJ�������30HV���ڡ�

ͼ7 ����ά��Ӳ�ȵķֲ�
Fig.7 Vickers hardness distribution of welding joint
����Quanta600ɨ����������Ժ���ȫ��ȳ�����������Ͽڷ�������Ͽ���ò��ͼ8~10��ʾ����ͼ8��10���Կ����������͢����Ͽ���ò����һ�£����ѷ�ʽ��ҪΪ�ؾ����ѣ��Ͽ����ƽ�������ѽ�dz�����ҷֲ����ȡ���ͼ9(a)���Կ����������Ͽڴֲڲ�ƽ�����ѷֲ������ȣ����ڽ�������ѣ�˵���ڳ�����ѹ������ܵ�����������ͼ9(b)����ֳ����ֽ�������ѡ�

ͼ8 �����Ͽ���ò
Fig.8 Fractographs of welding joint in zone ��

ͼ9 �����Ͽ���ò
Fig.9 Fractographs of welding joint in zone ��

ͼ10 �����Ͽ���ò
Fig.10 Fractographs of welding joint in zone ��
3 ����
����խ��϶TIG����ʵ����40 mm TA2�ԽӺ��ӣ�����������С��10 mm�����쾭X�������������JB/T4730 ����Ҫ�Ժ��ӽ�ͷ����ȫ�����ѧ���ܼ��飬���ӽ�ͷ�������������ĸ�ģ�������խ��϶���ӵĽ�ͷǿ�Ƚϸߣ�����ϵ������1���Ժ���������ȫ�����ά��Ӳ�ȼ��飬���ֺ���ȫ��ȷ�������ά��Ӳ�Ȳ�������30HV���ڣ����ϱ�Ҫ�Ժ��ӽ�ͷ���г����������ʱ�������в��ij���������Ը��ں���߲��ġ��Գ���Ͽڽ���SEM���������ֺ�������в��ij���Ͽڣ����ѽ��������չ����������
��40 mm TA2խ��϶���ӹ����У�����Գ�������ԼΪ4 mm�����Һ��ӹ��̵���������Ҫ�����ں��Ӻ��Ϊ0~20 mm�ķ�Χ�ڣ������Ӻ�ȳ���20 mm�����������������Ѻ����ָ��Թ��������ֹͣ������֮�⣬��ȫ�����Ⱥ��ӹ����У�������������������Ժ��ӹ��̵��������κ�խ��϶TIG���ӵ�������̱㹹���˺�������в�������������ߵ���Ҫ���أ�����������¡�
խ��϶���ӹ������ϴ�ɢ�ȽϿ죬ͬʱխ��϶�����¿ڿ��Ƚ�С(��10 mm)���ټ��IJ��������ᱻ������գ��Ӷ�խ��϶TIG���ӽ�һ���TIG������Ҫ����������ȣ��Ӷ��γ������խ���۳أ���ʹ�ʹ��խ��϶���Ӻ�������ǰ��������ȴ�������֣�������ǰ������ǰ�������춼�ṹ����Ӱ�죬��ε��ȴ����ٽ����ѺϽ쾧����ϸ�������������������������չ����������ߺ���ij�����ԡ���0~20 mm�ĺ�ȷ�Χ�ں���ʱ�����ӹ��̵��������νϴ��Ѻ����������ں��ӹ��̵������ͺ�������ǰ��������ȴ������Ӿ��˾���ϸ���ij̶ȣ�ͬʱ������֯Ҳ��˱�ô��۸��ӣ��Ӷ�����˺���ij�����ԡ�
4 ����
1) ����խ��϶���ӷ�������40 mm TA2���ϣ����Ի����ȱ�ݺ��죬���ӽ�ͷ��ѧ�������á�
2) �Ⱥ����������ܵ����ӱ���Ӧ���Ͳ��֮�亸���ȴ�����Эͬ���ã�ʹ���쾧��ϸ������֯����������˽�ͷ��ǿ�Ⱥͳ�����ԡ�
REFERENCES
[1] �Ÿ���, ����. խ��϶�������½�չ[J]. ���Ӽ���, 2000, 29(6): 33-36.
ZHANG Fu-ju, LUO Chuan-hong. Narrow-gap welding and new research progress[J]. Welding Technology, 2000, 29(6): 33-36.
[2] ֣ϲ��, �� ��. �ѺϽ�խ��϶TIG���ӹ����о�[J]. �ѹ�ҵ��չ, 2006, 23(5): 40-43.
ZHENG Xi-gang, ZHAO Yong. The research on narrow-gap TIG welding of titanium alloys[J]. Titanium Industry Progress, 2006, 23(5): 40-43.
[3] ������, �Ÿ���. խ��϶���ӹ��ռ������Է���[J]. ���Ӽ���, 2001, 30(2): 47-48.
HU Cun-yin, ZHANG Fu-ju. The narrow-gap welding technology and economical efficiency analyzing[J]. Welding Technology, 2001, 30(2): 47-48.
[4] �ܷ���, ������, ��ӿ��, �� ��. խ��϶���ӵ�Ӧ����״����չ����[J]. ���Ӽ���, 2007, 36(4): 4-7.
ZHOU Fang-ming, WANG Jiang-chao, ZHOU Yong-ming, ZHANG Jun. The actuality and develop direction of narrow gap welding[J]. Welding Technology, 2007, 36(4): 4-7.
[5] �� ��, �Ÿ���. խ��϶���Ӽ��������½�չ[J]. ��������, 1999(8): 12-14.
WANG Peng, ZHANG Fu-ju. Narrow gap welding technology and its new development[J]. Electric Power Construction, 1999(8): 12-14.
[6] ��ϣ��, ������, �� ��, �Ž���. �ѺϽ����Զ�խ��϶TIG���ӹ����о�[J]. ϡ�н��������빤��, 2008, 27(����3): 177-180.
LIU Xi-lin, GAO Pei-qin, WANG Gang, ZHANG Jian-xin. Research on narrow-gap automatic TIG welding technology of titanium alloys thick plate[J]. Rare Metal Materials and Engineering, 2008, 27(S3): 177-180.
[7] �Ž���, ��ϣ��, ������, ¬ ��. �����ѺϽ���Ļ���ĺ���[J]. ϡ�н��������빤��, 2008, 27(����3): 224-226.
ZHANG Jian-xin, LIU Xi-lin, CUI Yong-jie, LU Hai. The welding ring welding seam of heavy section titanium alloys ring section material[J]. Rare Metal Materials and Engineering, 2008, 27(S3): 224-226.
[8] ֣����. ������ѧ����[M]. ����: ������ҵ��ѧ������, 1996.
ZHENG Xun-lin. The tensile properties of materials[M]. Xi��an: Northwestern Polytechnical University Press, 1996.
(�༭ �� ��)
ͨ�����ߣ���ΰ������ʦ���绰��0379-67256058��E-mail: XILIN.L@126.com
