
DOI��10.19476/j.ysxb.1004.0609.2019.03.08
����Ħ��������ȱ����̬�Գ�����������Ӱ��
������1���ƴ�ƽ1���� ��1���� ��2��������1
(1. �ϲ����մ�ѧ ��Ͻ�ӹ���ѧ�뼼�������ص�ѧ��ʵ���ң��ϲ� 330063��
2. ����ʡ��¯ѹ�������������о�Ժ���ϲ� 330063)
ժ Ҫ��
����Ħ����ȱ�ݽ��������ϸ��ȡ���ӣ����õļ�ⷽ���ڽǶ�ѡ��ȱ���б��ϴ����ѵ㣬�����������ڵ�һ̽ͷ��ʵ�ֶ�ǶȾ۽�ɨ�顣�Բ�ͬ��̬δ��(LOP)����������Ϊ�о������ó����������ɨ���о��˽���ȡ������ʶԼ���Ӱ�졣��������������������ɨ�ɲ��ƶ�̽ͷ��δ�����������о�ȷʶ��ƽֱδ���������ܽ���ȡ������ǵĹ�ͬӰ�죬�ź�ǿ���������ͽ���ƫ�봹ֱ�ij̶ȳʷ��ȣ�����δ���������ܽ�������Ӱ�죬�ź�ǿ�������ʳɷ��ȣ��ۺ϶�Ƕȼ��õ��ĽǶ�-��ֵ���߿����ж�δ�������Ƿ�������
�ؼ��ʣ�
����Ħ�����������������ɨ��δ������������������̬��
���±�ţ�1004-0609(2019)-03-0491-07���� ��ͼ����ţ�TG441.7���� ���ױ�־�룺A
���Ͻ���и߱�ǿ�ȡ����õļӹ������ԣ��㷺Ӧ���ں��ա����˺���·��ҵ[1]������Ħ������Ϊһ�����͵����Ͻ���ຸ�Ӽ��������н�ͷ���ܺá����ӹ��̲������屣�������̳����ɽ����ŵ�[2-6]�����������ײ���������ϸ��ȡ���ӵ�ȱ��[7]����������⼼���Դ���ȱ��Ӧ����Ϊ�ձ飬����ǰ��صij��������о���Ҫ����������������ȱ�ݼ�⣬����δ��ȱ��ͨ������б���䷽ʽ��⣬����ֻ��һ���ϸߵIJ���[8-10]�����ڱ����ʡ���ȡ���ȱ�ݽ��棬���ڳ������������ϵľ۽���ɢ���������ƽ����������ǿ[11-13]������ȱ�ݼ�����ѣ�ȡ��IJ�ȷ�����ֵ��¼��Ƕ�����ѡ������ƽ��[14]�Ի�е��ʽʵ������ǵı任�������˳������䷽��ȱ��ȡ������Ͻ�FSW���쳬������Ӱ�죬�����豸���ӡ���������������������ߣ�LAFONTAINE��[15]��������봫ͳ�������жԱȣ�������̽��DZ��������Ԥ�⡣
�������ͨ�����ƾ�Ƭ������ʱ����ʵ�������۽���ƫת[16-17]���������������ҿ�ʹ�õ�һ̽ͷ��λ�ò��������½��ж�Ƕ�ɨ��[18]�����ڴˣ������о��߽�����������ⷽ������FSWȱ�ݵļ�⣬������������ȡ���ӵ�ȱ���кܺõļ���ʺ;�ȷ�Ķ�λ����[19]��������͡�������ȱ�ݼ�����ṹ�����������г��Ե�����[20-22]�����dz����������ɨͼ�����ϻ����������ڲ���Ϊ����ķ����ź�ת������������ͼ������Ȼ��ȷ���ж�ȱ����̬��
����������Ͻ�FSW�����в�ͬ��̬��δ���������ף����ó������������ɨ�鷽ʽ���ص��о��˽������ʼ�ȡ�����������Ӱ�죬���Բ�ͬ��������������ɨ��ͼ������õ���δ�����������ź�ʶ����ķ�����
1 ʵ��
������ϲ���2A14���Ͻ��Լ��ߴ�Ϊ200 mm��100 mm��8 mm������ʹ�õĽ���ͷ���ֱ��d 26 mm�������볤��5.5 mm��ͨ���ı�Խ�����б���Լ�����ʱ���������̶�(ʹ�����ֲ�ͬ����ͷ�����������ƽ���ͷ��ͬ���ߴ������ƽ���ͷ)����2A14���Ͻ��Ľ��жԽӺ����Ʊ��������Լ���ͬ��̬δ��ȱ�ݣ���֤������������Խ��潻��������2.5 mm����ͼ1��ʾ����������ϳ̶Ȳ�ͬ�Լ�����Ӱ�졣
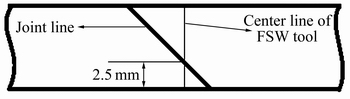
ͼ1 ����ͷ����λ��ʾ��ͼ
Fig. 1 Schematic diagram of insert position of FSW tool
���ý��ڵ�OmniScan MX2���������̽���ǽ��м�⣬ѡ��5 MHz�Შ�����̽ͷ����ϼ�Ϊ���ͣ�ͼ����ʾģʽΪA����ʾ+S����ʾ��ɨ��Ƕ�45��~70�㣬���ڽ���Ħ�������췽�������ȱ���ȶ����ص㣬�Դ�ȱ������ȡ�������н��෨��֤��
2 ��������
2.1 ����Ħ����ȱ������
ͼ2��ʾΪ���ֲ�ͬ����ͷ�Ʊ���ȱ�ݺ����ò����ɫ���߿�Ϊδ��λ�ã���ɫʵ�߱�ʶ��ȱ�ݽ���Ĵ�����̬������ĶԽ�����б�Ƕȸı�ʱ������δ����̬���б仯����ɫ��ͷ����3�ֲ�ͬ���������䷽��ͼ2(a)�������ƽ���ͷ�õ���δ������ƽֱ����ֱ����ߴ�2.0 mm��ǰ����(���ӷ��������ͷ��ת������ͬ��һ��)���־�ײ�3.5 mm�������ף����˲����ԣ�ͼ2(b)���������ƽ���ͷ�õ���δ����������˲���������ֱ����ߴ�1.6 mm�����˳���������а껨�ơ�
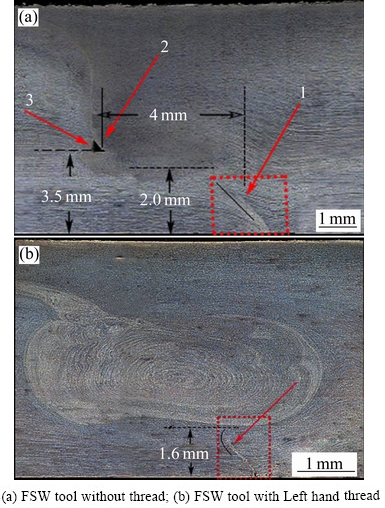
ͼ2 ���ֲ�ͬ����ͷ�Ʊ���ȱ����ò
Fig. 2 Morphologies of defects made by two different FSW tool
���ݳ�����ѹ����[23]����ģ��(��ͼ3��ʾ)��AS����ǰ���࣬RS�������˲࣬ʹ���������ƽ���ͷʱ����������Χ�����������ں�ȷ���������ҵ����������������ƶ˲���������벢����Χ��ѹ���γɻ��μ�ѹ��������Ϊ��а껨�ơ��������볤�Ƚ϶�ʱ����������������Χ��С����������δ��ȱ�ݣ��ڽ���ͷǰ�������У�δ��������̬��Ҫ�ܶ����Ħ����������ͷǰ�ؼ�ѹ�����ã�ͬһ��������ܵ�����ǰ�����ã����Խ�����Ħ������������ǰ��������Ʋ�Ǩ�ơ���ǰ�ؼ�ѹ�������£�������Ϊ��ˮ�룬AS��RS�����ν����ֱ���Ǩ�ƣ�Ȼ���ܵ���������ã�����Ħ���������µ������Խ����ɺ��˲���ǰ����Ǩ�ƣ���1��2��3�����ܵ������ó̶����ͣ�1����Ǩ�Ƴ̶����������б����(���߱�ʾ)�ڿ�RS�࣬����ͷ�˶������У�ǰ����ѹ����Ħ�������ۺ����ô��ں�Ħ���������ã����δ����̬����Ϊ�ϲ�����˲�����(ʵ�߱�ʾ)��ʹ�������ƽ���ͷʱ����������ں��������ƽ��Ϊ������������а껨�ƣ�����������������ʱ���Խ���������������δ�����������ÿɺ��ԣ�ǰ��������������ֲ���ǰ���࣬���˲��������һֱ���쵽ǰ���࣬���˲����ν��������̶Ȳ���������ǰ�����˲ʱ��ǻʱ���ᵼ����ǰ�������������ȱ�ݡ�
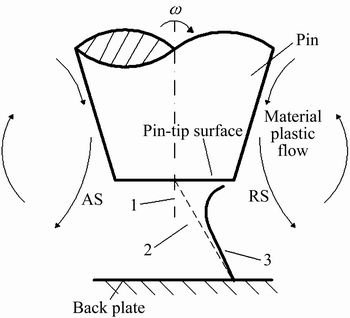
ͼ3 ����-��ѹ����ģ��
Fig. 3 Suction-extrusion theory model
2.2 ����ȡ��Լ���Ӱ��
ͼ4��ʾΪ���ֲ�ͬȡ���ƽֱ�������ͼ����ͼ2(a)��1������ͼ��ͼ4(a)��(b)���Կ�����A��B����ȡ��Ϊ50���65�㣬ͼ4(c)��(d)�����ΪA����ʾ���Ҳ�ΪS����ʾͼ��(45��~70�����ɨͼ��)������ɫ��dz��ʾ�ź�ǿ������ɫ���߿���Ϊȱ��ͼ����ȱ��ͼ�������Ϊ����̽ͷ����������·����45��~70��ÿ���Ƕȶ�Ӧһ������̽ͷ��A��B�������źŷ�ֵΪȫ����84.9%��66.5%���ຸ���Ե11 mm��A�����ֵ����B���棬����Ϊ��������״�������ɾ����Ӳ���S����ʾͼ��Ϊ�в���ɫ��������dz�ij�ɫ����
���ڼ��λ�ý���û������������������Ϊ������ǿ��ֻ�ܽǶȹ�ϵӰ�죬��δ���������ȱ�ݣ�������̽ͷ�Ƕȴ�ֱ�ڽ���ʱ(����������Ƕ������ȡ��Ƕ����ʱ)�����䲨��ǿ������̽ͷ�Ƕ������ƫ�봹ֱʱ������ǿ����ƫ��̶���������ͣ���ͬ��51����Ƕ�ʱ��A�������������Ϊ�Ǵ�ֱ���䣬B����������������ƫ�봹ֱ��A����������ķ���ǿ�����Ը���B���棬�����۷���һ�¡�

ͼ4 A��B�������ͼ�����������ͼ��
Fig. 4 Metallographs of flat interfaces of A((a), (c)) and B((b), (d)) and phase array testing images
ͼ5��ʾΪ��ͬ�Ƕ�����̽ͷ��B����ļ���ֵ���ߡ���ͼ5�п��Կ�����55��~67������̽ͷ��2��Ϊ���ɨ��ʱ���źŷ�ֵ�ֱ�Ϊȫ����56%��67.3%��75.8%��80.2%��84.9%��79.5%��44.6%��63������̽ͷʱ����ǿ����ߣ���63��Ϊ�����Ƕ������С����ǿ�Ⱦ����ͣ��Ƕ�����ʱ���罵�ͣ��Ƕȼ�Сʱ�����ٶȽ�Ϊ�������������߱���Ϊ���̻�������-��ֵ-�̳̻�������-���罵�͡�
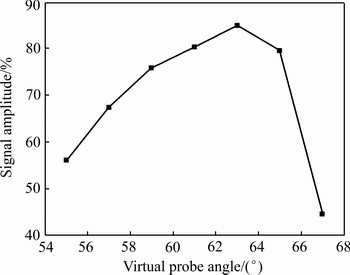
ͼ5 ��ͬ�Ƕ�����̽ͷ��B����ļ���źŷ�ֵ
Fig. 5 Signal amplitude of virtual probe on B interface at different angles
ͨ����Ƕȼ������������������������������ɢ��������ʽ�ڽ����д����������Ծ��Ե�һ�ǶȽ��з��䣬�������в����������������͵�С��Χ�Ƕ�Ⱥ��ʽ���з��䣬���洫���������ӣ�������ɢ����������˥����55����67������̽ͷ��������������Ϊ37.01 mm��57.1 mm��������������ᵼ����������˥������С��Χ�Ƕ�Ⱥ�Լ��ǶȵIJ������ý��ͣ�����ʹ��С�Ƕ�����̽ͷʱ����ƫ�봹ֱ����ij̶����ӣ�����ǿ�Ƚ����������Ե��ڴ�Ƕ�����̽ͷʱ���ӽ���ֱ�����63������̽ͷ���ʱ�������ڷ���������С��Χ�Ƕ�Ⱥ��������ߵ������в�������ǿ�����
ͼ6��ʾΪ��������òͼ����ͼ2(a)��2��3������ͼ��.��ͼ6�п����������״������ֲ�ͬ��̬�Ľ��棬��Ҫ����Ϊȡ�����ҵľ��״�����ȡ��ƽ�ȵĽ��棬ͼ6(b)��S����ʾͼ���Ͽ���ȱ�ݲ��ִ��ڶ���ɫ������һ�����Ƚ϶̵�����δ����ɫ��������ɫ����ɫ�ϵ��ҷֲ����ң���A����ʾ�����Ͽ����ź������ɶ��������ɣ�������Χ�ں���һ������������η壬����η��ֵΪȫ����78%��23%��ͼ6(c)���Դ�S����ʾͼ���й۲쵽4��ɫ��������3�����ھ�ǰ���ຸ���Ե11 mm��������һ�����4 mm���ң�A����ʾͼ����Ϊ4����ֵ�ﵽȫ��28%���ҵIJ��塣
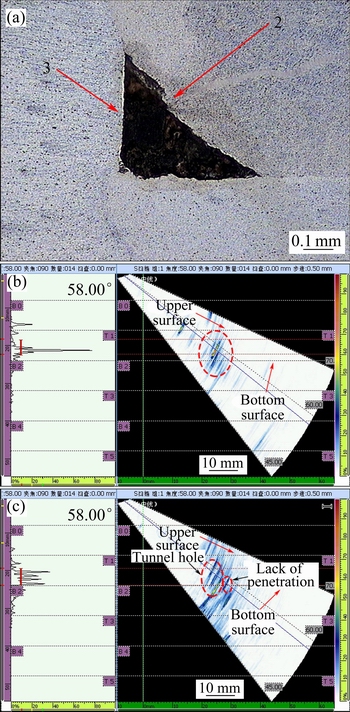
ͼ6 ��������ò����2��3�����������ͼ��
Fig. 6 Morphology of tunnel hole(a) and phased array testing images along directions of 2(b) and 3(c)
��2����ķ������ȡ����ͻ�����ɣ����������������ǿ���������������ķ���ز����������迹���ƿ��������������ʻ�ܴ������ǿ�ز������Ը�����������������һز��������������������3����ķ������ƽ����ȡ��������ں������Ϊ26 mm��ͨ��������ݷ��֣���ǰ���ຸ���Ե15 mm�ĵ����ź�����ƥ�������˲ຸ���Ե11 mm��δ��ȱ���źţ��������洹ֱ�ߴ�Ϊ0.3 mm���ң����ϰ���ߴ�С�ڲ���ʱ��������ǿ���������һ�㳬������������ԼΪ��/2 (��Ϊ����)�����Ƶ��Ϊ5 MHz�����Ͻ��кᲨ����Ϊ3100 m/s�����Ը��ݹ�ʽ(1)����õ�����Ϊ0.628 mm����/2Ϊ0.314 mm������ȱ�ݽ���ߴ磬���¶˵㴦����������źţ��γ�3��ˮƽλ����ͬ���źţ�����������۷��������3��ˮƽλ����ͬ���ź��뵥���źž���4 mm��ͼ2(a)�ijߴ��ϵҲ��������Կ��Զ϶�3��һ�е��ź�Ϊ�����ף������ź�Ϊδ����
 (1)
(1)
ʽ�У�vΪ���٣�fΪƵ�ʡ�
2.3 �������ʶԼ���Ӱ��
ͼ7��ʾΪ���ֲ�ͬ��̬�������������ͼ������ͼ��ͼ7�п��Կ�����C������̬Ϊ41.8��~132��Ĺ��Σ��������Դ�ȱ�ݵ��в���ʼ���֣�D������̬Ϊ50��~114����������棬�����̶Ƚ��ͣ�������ʼλ�����ƣ������������C�����D�������źŷ�ֵΪ������39.1%��52.1%����������������״��Ϊ��������״�������ɾ�û���Ӳ���
���������淴������ģ��(��ͼ8��ʾ)���Ե�֪����������������ķ�����ܽ������ʺ�������ɢ�ǵ�Ӱ�죬������ͬʱ��������ɢ�Ǧ��Լ���������1/rΪ���淴�����ҪӰ�����ء�������ָ������ͬ(����ͬ)ʱ��������������(�뾶��С)�ᵼ�·��䲨�������(r/2)��̣��Ҧ������ڳ����������ʱ����ɢ����ǿ��������ָ���Լ�Сʱ(����90������)������������ɢ���ҷ����������ڳ����������ʱ����ɢ����ǿ��
C�����D�������ú�ɫ���߱�ʾ���˽��Ƶ�����Բ�������ʰ뾶�ֱ�Ϊ0.53 mm��0.64 mm�����䲨������뷴����Ϊ0.265 mm��0.32 mm�����ڰ��Ϊ8 mm����Ȼ�����˽�����룬�����ʷ�ɢ�Է��䣬C���������1/r����D���棬��ɢ�Դ���D���棬��˷��䲨ǿ��ҪС��D���棬���۷�����ʵ�ʼ���������
ͼ9��ʾΪ��ͬ�Ƕ�����̽ͷ��C����ļ���ֵ���ߡ���ͼ9�п��Կ�����49��~65������̽ͷ��4��Ϊ���ɨ��ʱ���źŷ�ֵ�ֱ�Ϊȫ����60.7%��43.6%��41.5%��39.1%��14%������̽ͷ�Ƕ���53����61��ʱ����ǿ�ȱ仯�����ԣ�49��ʱ������ǿ��65��ʱ���Խ��ͣ��������߱���Ϊ����-ƽ̨-���͡�
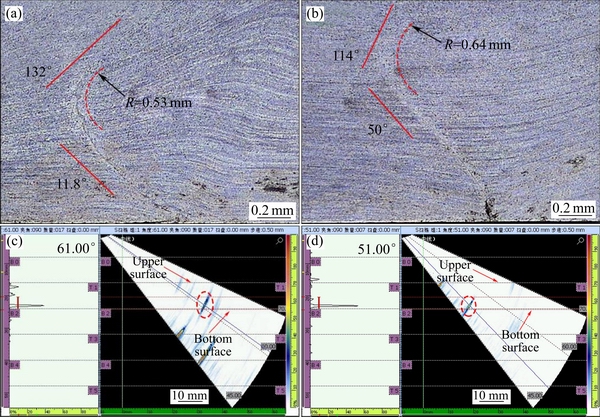
ͼ7 C��D�������ͼ�����������ͼ��
Fig. 7 Metallographs and phased array testing image of C((a), (c)) and D((b), (d)) interfaces
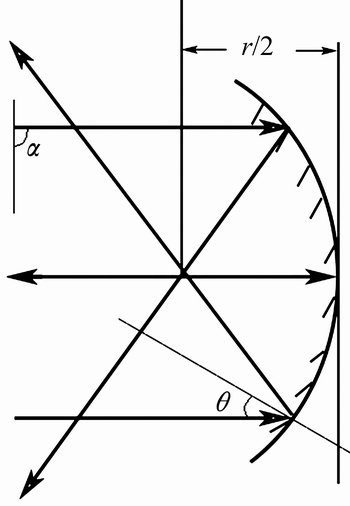
ͼ8 �����淴������ģ��
Fig. 8 Theoretical model of curve interface reflection
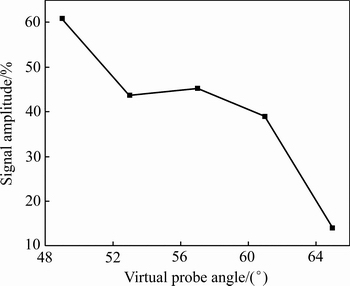
ͼ9 ��ͬ�Ƕ�����̽ͷ��C����ļ���źŷ�ֵ
Fig. 9 Signal amplitude of virtual probe on C interface at different angles
��������淴��ģ�ͼ�C������ò��������Ϊ������C����������λ���ʲ��ϱ仯�����Ƕ���һ����Χ�ڸı�ʱ�����ҵ���ѷ�����棬�Ҵ�������仯������Ϊ��ɢ˥����Ӱ���С������ź���Ҫ�ܵ�������ɢ���Ӱ�죬�źŷ�ֵ������ͬ����ʵ��53��~61��ļ�����������C������ò���Կ��������в�������һ��ȡ��Ǵ������۽�ת��Ĺ��̣��������������λ����ת�䴦�����������һ���ֳ��Ϸ��䣬һ���ֳ��·����������ǿ�Ƚ��ἱ�罵�ͣ�65������̽ͷ����źŷ�ֵ���Խ��͡������²����ʽ��ͣ�������ƽֱ���棬ȡ��DZ�С��49������̽ͷ��˴��Ľ����Ϊ�ӽ���ֱ��������С�Ƕȴ�������Ľ��ͣ�С��Χ�Ƕ�Ⱥ�IJ�������������ɢ˥��Ч��Ҳ���ͣ����۷�����Ϊ�źŷ�ֵ��������������ʵ�ʼ���������
3 ����
1) ���������Ϊȡ�����Һ��ȶ����֡�ǰ��A����ʾ����Ϊһ����Ͷ���η壬��δ���ĵ�������״�������ԣ����������䣬S����ʾͼ��Ϊͬһˮƽλ�õ�3��ɫ����ͨ��S����ʾɫ����λ�ÿ�����������δ����
2) ƽֱδ������ļ����Ҫ�ܽ���ȡ������ǵ�Ӱ�죬�ź�ǿ���������ͽ���ƫ�봹ֱ�ij̶ȳʷ��ȣ�����ѽǶ�Ϊ���������Խ��ƫ�봹ֱ�̶ȵ�Ӱ��Խǿ��
3) ����δ����������Ҫ�ܽ�������Ӱ�죬�ź�ǿ�������ʳɷ��ȣ��������ɨ�����ж�δ�������Ƿ�����������ź����в�������λ����ƽ�ȣ����²���ƽֱ��λ�������ߣ��ϲ�ȡ����������۽�ת�䲿λ����������Ϊ�������������䣬�źż��罵�͡�
REFERENCES
[1] ADAMUS K, ADAMUS J, LACKI J. Ultrasonic testing of thin walled components made of aluminum based laminates[J]. Composite Structures, 2017, 12(7): 1-7.
[2] KINCHEN D G, ALDAHIR E. NDE of friction stir welds in aerospace applications[R]. New Orleans: Lockheed Martin Michoud Space Systems, 2002: 1-7.
[3] �����, ����¶, Ǯ ��, �� ��, �� Ӣ, ��־��. Al-Mg-Mn-Sc-Zr�Ͻ����Ħ������ͷ����֯����ѧ���ܼ���ʴ����[J]. �й���ɫ����ѧ��, 2017, 27(2): 225-233.
XU Guo-fu, DUAN Yu-lu, QIAN Jian, TANG Lei, DENG Ying, YIN Zhi-min. Microstructure, Mechanical properties and corrosion behaviors of Al-Mg-Mn-Sc-Zr alloy friction stir welded joints[J]. The Chinese Journal of Nonferrous Metals, 2017, 27(2): 225-233.
[4] �����, ���ȫ, ������. ��ֹ������Ħ�������о���[J]. ����ѧ��, 2012, 33(5) : 18-22.
LIU Hui-jie, LI Jin-quan, DUAN Wei-jun. Progress in the stationary shoulder friction stir welding[J]. Transactions of the China Welding Institution, 2012, 33( 5): 18-22.
[5] ��ѩ÷. ���Ͻ����Ħ������ͷ�����ź��������������۷���[D]. ������: ��������ҵ��ѧ, 2010.
ZHAO Xue-mei. Ultrasonic signal features and quality evaluation method of friction stir welded joint of aluminum alloy[D]. Harbin: Harbin Institute of Technology, 2010.
[6] KHAN N Z, KHAN Z A, SIDDIQUEE A N, AL-AHMARI A M, ABIDI M H. Analysis of defects in clean fabrication process of friction stir welding[J]. Transactions of Nonferrous Metals Society of China, 2017, 27(7): 1507-1516.
[7] BIRD C. Quality control of friction stir welds by the application of non-destructive testing[C]// 4th International Symposium on Friction Stir Welding. Part City, Utah, USA, 2003.
[8] VUGRIN T, STANIEK G, HILLIGER W, DONNEL C. Nondestructive detection of flaws in FSW and their metallographic characterization[C]// 5th International Friction Stir Welding Conference. Metz France, 2004: 1-14.
[9] TABATABAEIPOUR M, HETTLER J, DELRUE S, van den ABEELE K. Nondestructive ultrasonic inspection of friction stir welds[J]. Physics Procedia, 2015, 8(71): 660-663.
[10] ������. ����Ħ����ȱ�ݵ������⼼���о�[D]. �ϲ�: �ϲ����մ�ѧ, 2011.
MENG Yong-le. Research on non-destructive testing technology of friction stir welding defects[D]. Nanchang: Nanchang Hangkong University, 2011.
[11] LEE J R, TAKATSUBO J, TOYAMA N, KANG D H. Health monitoring of complex curved structures using an ultrasonic wave field propagation imaging system[J]. Measurement Science and Technology, 2007, 18(12): 3816-3825.
[12] ����ΰ, ������, ������, ���۱�, ��㿪. ���湹��ˮ���������ȱ�ݶ����о�[J]. ����ѧ��, 2014, 35(11): 3166-3173.
HU Hong-wei, PENG Ling-xing, ZHOU Zheng-gan, LI Xiong-bing, SUN Guang-kai. Quantitative research on defect of curved components with immersion ultrasonic testing[J]. Acta Aeronautica et Astronautica Sinica, 2014, 35(11): 3166-3173.
[13] �� ��, ������, ���۱�, �����, ���ն�. þ�Ͻ�����ڲ�ȱ�ݵľ�ȷ������������[J]. �й���ɫ����ѧ��, 2015, 25(10): 2666-2671.
YANG Yue, DAI Wan-lin, LI Xiong-bin, NI Pei-jun, QIAO Ri-dong. Accurate ultrasonic quantitative method for internal defects of magnesium alloy shell[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(10): 2666-2671.
[14] ����ƽ, ���Ʒ�, ���ָ�, ������, ����. ����Ħ�����������dz�����ⷽ���о�[J]. ������, 2006, 28(5): 225-228.
LIU Song-ping, LIU Fei-fei, LI Le-gang, GUO En-ming, WANG Rui-chuan. Ultrasonic detection method of variable angle of incidence in friction stir welding [J]. Nondestructive Testing, 2006, 28(5): 225-228.
[15] LAFONTAINE G, CANCRE F. Potential of ultrasonic phased arrays for faster, better and cheaper inspections [EB/OL]. [2014-03-10]. http://www.ndt.net/article/v05n10/ lafont2/lafont2.htm.
[16] ������, �� ��. �ֽṹ�����ӽ�ͷ���������ʵ��̽������������[J]. ������, 2011, 35(3): 2-6.
MIAO Ling-yu, LI Yan. Research on the actual test conditions of ultrasonic phased array for welded joints of steel structures[J]. Nondestructive Testing, 2011, 35 (3): 2-6.
[17] ����ϲ, ������, �� �, �� ��. ������������⼼�����ѺϽ��庸���е�Ӧ��[J]. �й���ɫ����ѧ��, 2010, 20(S1): 964-966.
WANG Fu-xi, ZHOU Xiao-feng, E Nan, LI Bin. Application of ultrasonic phased array technology in titanium alloy thick plate welds[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(S1): s964-s966.
[18] POPOVYCH O V, KARPASH O M, KARPASH M O. Procedure of choosing of phased array transducers for the determination of the sizes and shapes of defects[J]. Materials Science, 2016, 52(3): 438-445.
[19] LAMARRE A, DUPUISO O, MOLES M. Complete inspection of friction stir welds in aluminum using ultrasonic and eddy current arrays[J]. CINDE Journal, 2006, 27(4): 14-16.
[20] �� ��, ����, �ƴ�ƽ, ������. ����Ħ��������ȱ�ݵij���������⼼��[J]. ����ѧ��, 2014, 35(1): 21-24.
YU Liang, CHEN Yu-hua, HUANG Chun-ping, KE Li-ming. Ultrasonic phased array detection of friction stir welding defects[J]. Transactions of the China Welding Institution, 2014, 35 (1): 21-24.
[21] GAO X R, JIANG Q Y, PENG C Y, Li JY. Application of water immersion ultrasonic phased array technology in wheel rim inspection[J]. Advanced Materials Research, 2012, 468: 733-737.
[22] ������, �� ��, �� ��, �� ΰ, �� ��. һ�����Ͻ𱡰����Ħ��������ij������ټ�ⷽ��[J]. ��е����ѧ��, 2015, 51(2): 7-13.
WANG Chang-xi, YU Peng, FENG Wei, WANG Long. An ultrasonic rapid detection method for the friction stir welding of aluminum alloy sheet [J]. Journal of Mechanical Engineering, 2015, 51(2): 7-13.
[23] ������, �˼���, �� ��, ������. ����Ħ��������������������ij���-��ѹ����[J]. ��е����ѧ��, 2009, 45(4): 89-94.
KE Li-ming, PAN Ji-luan, XING Li, WANG Shan-lin. Sucking-extruding theory for the material flow in friction stir welding[J]. Journal of Mechanical Engineering, 2009, 45(4): 89-94.
Effect of friction stir welding defects morphology on phased array ultrasonic testing
HU Bo-wen1, HUANG Chun-ping1, XIA Chun1, LIU Yue2, KE Li-ming1
(1. National Defense Key Discipline Laboratory of Light Alloy Processing Science and Technology, Nanchang Hangkong University, Nanchang 330063, China;
2. Jiangxi Province Boiler Pressure Vessel Inspection and Testing Institute, Nanchang 330063, China)
Abstract: The defects of friction stir welding(FSW) are close and usually have complicated orientations, the commonly used methods have some difficulties in the selection of the angle and the identifying of defects, phased array ultrasonic testing can realize multi-angle focusing scanning by a single probe. Different morphologies of lack of penetration(LOP) and tunnel holes are taken as the research object, ultrasonic phased array S-scan was used to study the effects of interface orientation and curvature on the detection. The results show that the ultrasonic phased array S-scan can accurately identify LOP and tunnel holes without moving the probe. The detection of the flat LOP interface is affected by the interface orientation and the incident angle, the signal intensity is inversely proportional to the degree of deviation of the vertical reflection of the ultrasonic beam. The signal intensity is inversely proportional to the curvature of the interface when the LOP interface is curving. The angle-amplitude curve obtained by multi-angle detection can determine whether the interface can be used to determine whether the interface is curved or not.
Keywords: friction stir welding; ultrasonic phased array S-scan; lack of penetration; tunnel hole; interface morphology
Foundation item: Project(51465044) supported by the National Natural Science Foundation of China; Project(20111156004) supported by the Aviation Science Foundation, China; Project supported by Jiangxi Bureau of Quality and Technical Supervision, China
Received date: 2018-02-08; Accepted date: 2018-07-10
Corresponding author: HUANG Chun-ping; Tel: +86-13576030335; E-mail: hcp98106@163.com
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51465044)�����տ�ѧ����������Ŀ(20111156004)������ʡ�ʼ�ֿƼ��ƻ���Ŀ
�ո����ڣ�2018-02-08�������ڣ�2018-07-10
ͨ�����ߣ��ƴ�ƽ�������ڣ��绰��13576030335��E-mail��hcp98106@163.com
ժ Ҫ������Ħ����ȱ�ݽ��������ϸ��ȡ���ӣ����õļ�ⷽ���ڽǶ�ѡ��ȱ���б��ϴ����ѵ㣬�����������ڵ�һ̽ͷ��ʵ�ֶ�ǶȾ۽�ɨ�顣�Բ�ͬ��̬δ��(LOP)����������Ϊ�о������ó����������ɨ���о��˽���ȡ������ʶԼ���Ӱ�졣��������������������ɨ�ɲ��ƶ�̽ͷ��δ�����������о�ȷʶ��ƽֱδ���������ܽ���ȡ������ǵĹ�ͬӰ�죬�ź�ǿ���������ͽ���ƫ�봹ֱ�ij̶ȳʷ��ȣ�����δ���������ܽ�������Ӱ�죬�ź�ǿ�������ʳɷ��ȣ��ۺ϶�Ƕȼ��õ��ĽǶ�-��ֵ���߿����ж�δ�������Ƿ�������
[4] �����, ���ȫ, ������. ��ֹ������Ħ�������о���[J]. ����ѧ��, 2012, 33(5) : 18-22.
[5] ��ѩ÷. ���Ͻ����Ħ������ͷ�����ź��������������۷���[D]. ������: ��������ҵ��ѧ, 2010.
[10] ������. ����Ħ����ȱ�ݵ������⼼���о�[D]. �ϲ�: �ϲ����մ�ѧ, 2011.
[16] ������, �� ��. �ֽṹ�����ӽ�ͷ���������ʵ��̽������������[J]. ������, 2011, 35(3): 2-6.
[20] �� ��, ����, �ƴ�ƽ, ������. ����Ħ��������ȱ�ݵij���������⼼��[J]. ����ѧ��, 2014, 35(1): 21-24.
