
Trans. Nonferrous Met. Soc. China 23(2013) 909-915
Application of cyclic upsetting-extrusion to semi-solid processing of AZ91D magnesium alloy
Jian-quan TAO1, Ju-fu JIANG2, Hong CHEN1, Yuan-lun XIAO1, Rong-chao ZHANG1, Qing-hua HU1, Jun ZHAO1, Qiang ZHAO1
1. Southwest Technique and Engineering Institute, Chongqing 400039, China;
2. School of Materials and Engineering, Harbin Institute of Technology, Harbin 150001, China
Received 21 March 2012; accepted 15 October 2012
Abstract:
The microstructural evolution of AZ91D magnesium alloy prepared by means of the cyclic upsetting-extrusion and partial remelting was investigated. The effects of remelting temperature and holding time on microstructure of semi-solid AZ91D magnesium alloy were studied. Furthermore, tensile properties of thixoextruded AZ91D magnesium alloy components were determined. The results show that the cyclic upsetting-extrusion followed by partial remelting is effective in producing semi-solid AZ91D magnesium alloy for thixoforming. During the partial remelting, with the increase of remelting temperature and holding time, the solid grain size increases and the degree of spheroidization tends to be improved. The tensile mechanical properties of thixoextruded AZ91D magnesium alloy components produced by cyclic upsetting-extrusion and partial remelting are better than those of the same alloy produced by casting.
Key words:
AZ91D magnesium alloy; semi-solid processing; cyclic upsetting-extrusion; mechanical properties; microstructure;
1 Introduction
Magnesium alloys are promising light structural materials because of their low density, good recyclability and abundant resources [1-3]. Thixoextrusion is a powerful technology for forming magnesium alloys in the semi-solid state to near net shaped products [4]. In the thixoextrusion, the alloy is only partially melted and the shrinkage is much less than that of a fully molten alloy. Furthermore, the die filling process can be controlled to eliminate porosity, due to the high viscosity of semi-solid alloys. The thixoextrusion requires starting material which has been treated in such a way that when it is in the semi-solid state the microstructure is spheroidal rather than dendritic. There are various methods to achieve it, such as semi-solid thermal transformation (SSTT) [5], grain refinement, near-liquidus casting, strain induced melt activation (SIMA) [6,7] and recrystallisation and partial melting (RAP) [8]. In this work, the effects of processing parameters on the microstructure of ECAE-formed magnesium alloy in the semi-solid state were investigated. The results show that the recrystallization first occurred in deformed areas under the solidus temperature. With increasing the isothermal temperature, liquid fraction increased, grains coarsened and spheroidization was also promoted. With the increase of holding time, liquid fraction gradually increased and grains also coarsened.
The performing parameters before partial remelting have an important effect on microstructure of semi-solid magnesium alloy [9-11]. Equal channel angular extrusion processing, compound extrusion, squeeze casting-solid extrusion can refine the microstructure and improve the mechanical properties of magnesium alloy [12,13]. With the increase of extrusion ratio, the grain refinement is more obvious. Therefore, spheroidal grains can be obtained during partial remelting.
Much work has been done on the microstructure evolution of magnesium alloys and magnesium matrix composites in the semi-solid state, including AZ91D [14,15], Al2O3sf/AZ91D [16], AZ31B [17], ZK60 [18], AZ80 [19] and AM50A [20]. However, there have been few reports on the microstructural evolution of semi- solid magnesium alloy prepared by the cyclic upsetting-extrusion and partial remelting.
In this work, we examine the microstructure evolution of AZ91D magnesium alloy prepared by cyclic upsetting-extrusion and partial remelting, which is used to provide starting material for subsequent thixoextrusion. Then, the effect of predeformation on microstructure of the alloy in the semi-solid state is investigated. Furthermore, results on tensile mechanical properties of thixoextruded AZ91D magnesium alloy are also presented.
2 Experimental
The material used in this work was as-cast AZ91D magnesium alloy. Before cyclic upsetting-extrusion, cast bars of AZ91D magnesium alloy were machined into cylindrical billet with diameter of 120 mm and height of 60 mm. These as-cast billets with 120 mm in diameter were held at 350 ��C for 40 min and then were extruded down to 60 mm in diameter, at a speed of 10 mm/s. Therefore, the equivalent strain in each pass was 1.386. Before each pass, as-cast billets were heated at 350 ��C for 10 min. The solid fraction-temperature relationship was determined using differential scanning calorimetry (DSC). 12 mg samples with 2 mm in diameter were cut from as-cast AZ91D, weighed and put into carbon pans with carbon lids in a nitrogen atmosphere. The DSC tests were carried out by using a SDT Q600 differential scanning calorimeter. The sample was heated to 610 ��C at 5 K/min and cooled to room temperature at the same rate. The heat flow and temperature were monitored by thermocouples to obtain heating and cooling curves. The solid fraction versus temperature curves were obtained. Figure 1 shows the curve of solid fraction versus temperature derived from the DSC results.
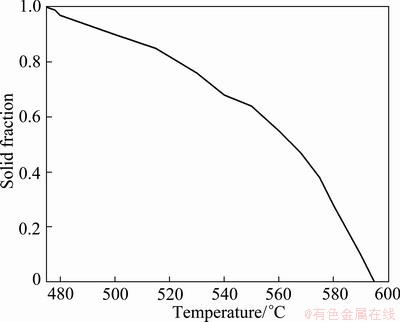
Fig. 1 Solid fraction of AZ91D magnesium alloy under semi-solid state
As-cast billets were processed four passes. Cyclic upsetting-extrusion formed billets with different equivalent strains were then air cooled to room temperature. Figure 2 shows the process of cyclic upsetting-extrusion. Figure 3 shows the schematic diagram of thixoextrusion. Microstructure evolution during the partial remelting was studied on small cylindrical samples of 15 mm in diameter and 15 mm in length. The samples were heated into the semi-solid state under a protective gas flow (Ar atmosphere), isothermally held and quenched in water to 0 ��C. The furnace temperature was controlled by a thermocouple placed next to the sample being isothermally held. Samples were heat treated isothermally at various temperatures between the solidus and liquidus of the alloy for different holding time of 10-40 min. For the thixoforming, slugs with 75 mm in diameter and 35 mm in length were cut from the cyclic upsetting-extrusion formed billets. The slugs were rapidly heated to different temperatures in the semi-solid region and then thixoextruded into a die.
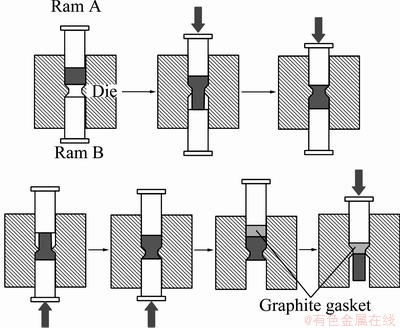
Fig. 2 Schematic diagram of cyclic upsetting-extrusion of AZ91D alloy
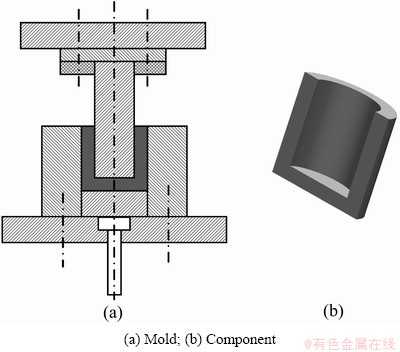
Fig. 3 Schematic diagram of thixoextrusion of AZ91D alloy
As-cast and partially remelted samples were etched with 4% HNO3 aqueous solution. Cyclic upsetting- extrusion formed samples were etched with a solution of 100 mL ethanol, 6 g picric acid, 5 mL acetic acid and 10 mL water. The microstructure of samples was studied and analyzed using optical microscopy (OM). To determine the variations of primary particle size and shape factor during the partial remelting, the microstructures of the specimens heated for different durations at 580 ��C were quantitatively examined. The areas Ai and perimeters Pi of each particle were obtained. The average particle size D was calculated by the following formula [21]:
 (1)
(1)
where N is the total grain number in each image. The shape factor F was calculated by the following formula:
 (2)
(2)
If the particles are perfectly spheroidal, the shape factor is 1; it is larger for less spheroidal particles. Samples for tensile testing were machined from thixoformed components and were tested by using an Instron 5569 testing machine at a crosshead speed of 0.5 mm/min. Each tensile is the average of at least three measurements.
3 Results and discussion
3.1 Microstructures of as-cast and cyclic upsetting- extrusion processed AZ91D magnesium alloy
Figure 4 shows the optical microstructure of AZ91D billet. The as-cast microstructure is composed of primary ��-Mg matrix and ��-Mg17Al12 phase [19]. The eutectic phase precipitated as discontinuous network at grain boundaries.
The optical microstructure of the extruded feedstock material AZ91D is shown in Fig. 5. Dynamic recrystallization during the extrusion process transformed the coarse, dendritic microstructure of the direct chill cast billet into a fine and equiaxed grain structure. Mean grain size is about 42 ��m. After four-pass cyclic upsetting-extrusion, a large strain accumulation of billets occurred in the process of recovery and recrystallization. Because of the accumulation strain induced, many sub-grain boundaries and dislocations appeared. After a constant strain induced, new grain boundaries produced in new grains, and the grains were refined. The dark areas in Fig. 5 consist of a-Mg solid solution and lamellar precipitates of ��-Mg17Al12 [22,23].
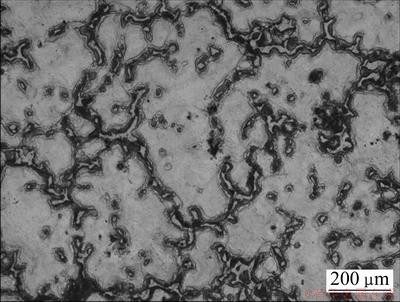
Fig. 4 Optical microstructure of as-cast AZ91D magnesium alloy
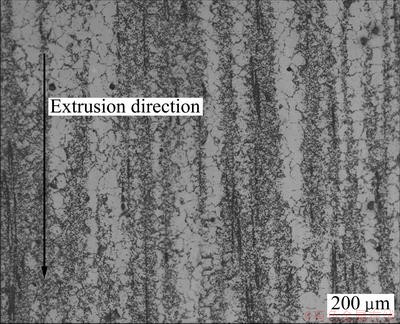
Fig. 5 Optical microstructure of extruded AZ91D magnesium alloy
3.2 Influence of remelting temperature
Figure 6 shows the partial remelting microstructures of semi-solid billets by SIMA at different melting treatment temperatures after four-pass cyclic upsetting-extrusion. The holding time was 20 min for all temperatures. The morphologies show that melting treatment temperatures have a great influence on the remelting microstructures. The spheroidization phenomenon did not occur completely at 550 ��C. However, the spheroidization traces were observed at the grain boundaries. When the heating temperatures were 560 ��C and 565 ��C, the grain boundaries were clearly melted, the solid phase grains grew up gradually and were surrounded by the surrounding liquid. When the heating temperature went up to 570 ��C, the solid phase grains grew up seriously and the liquid phase also increased. With the increase of melting treatment temperature, low-melting point particles at the grain boundaries were gradually melted and increased. As a result the degree of coalescence between solid grains was reduced.
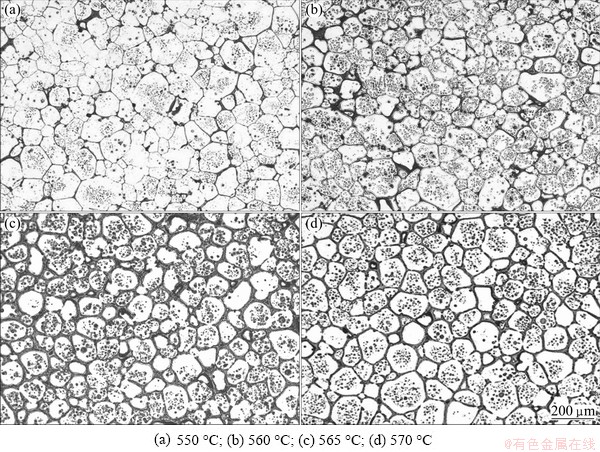
Fig. 6 Partial remelting optical microstructures of AZ91D billets produced by SIMA holding for 20 min at different temperatures
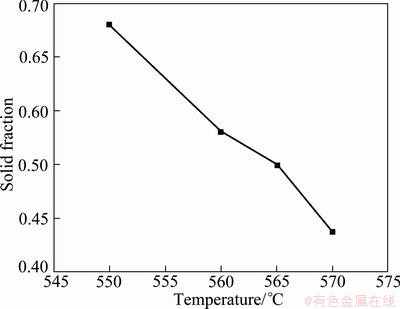
Fig. 7 Solid fraction of AZ91D alloy under different temperatures
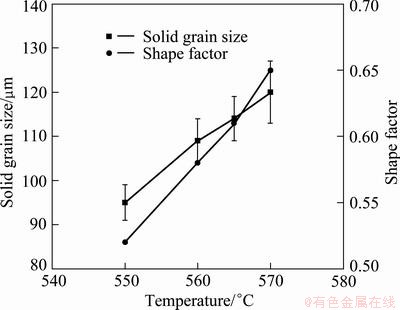
Fig. 8 Solid grain size and shape factor of AZ91D billets produced by SIMA at different melt treatment temperatures for 20 min
Figure 7 shows the solid fraction of AZ91D alloy at different temperatures. The solid fraction of AZ91D alloy was reduced with the increase of temperatures. It can be seen from Fig. 7 that the solid fractions were 0.63 (550 ��C), 0.53 (560 ��C), 0.5 (565 ��C) and 0.438 (570 ��C), respectively. Figure 8 shows the effects of melting temperatures on solid grain size and shape factor of AZ91D billets produced by SIMA after holding for 20 min. It can be seen that the average grain size is increased with the increase of melting temperatures. The values of average grain size were 95 ��m (550 ��C), 109 ��m (560 ��C), 114 ��m (565 ��C) and 120 ��m (570 ��C), respectively. The effect of melting temperature on shape factor of the particles was similar to the particle size. The values of shape factor were 0.52 (550 ��C), 0.58 (560 ��C), 0.61 (565 ��C) and 0.65 (570 ��C), respectively. With the increase of the amount of liquid phase, the corners and edges of the solid grains melted and the distance between solid grains increased, thus the probability of coalescence decreased. As a result, the degree of spheroidization was improved [17].
3.3 Influence of holding time
Semi-solid microstructures of AZ91D during isothermal holding at 560 ��C are illustrated in Fig. 9. It can be found that the microstructure evolved obviously with the increase of holding time. With the holding time of 10 min, spheroidization of solid grains occurred. With the increase of holding time, the solid phase grains were significantly separated by the grain boundaries, and surrounded by the liquid phase. When the holding time was 25 min, the solid phase grains grew up. Figure 10 shows the relationship of solid grain size and shape factor of AZ91D obtained by partially remelting at 560 ��C for different time. The size of the solid grains was determined to be 101, 109, 115 and 138 ��m for holding time of 10, 20, 30 and 40 min, respectively. The shape factor of the particles increased from 0.47 to 0.68 for holding time of 10, 20, 30 and 40 min.
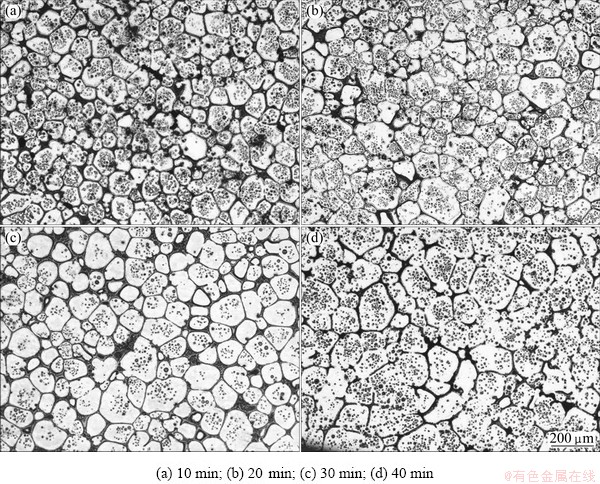
Fig. 9 Semi-solid optical microstructures of AZ91D obtained under partially remelting at 560 ��C for different time
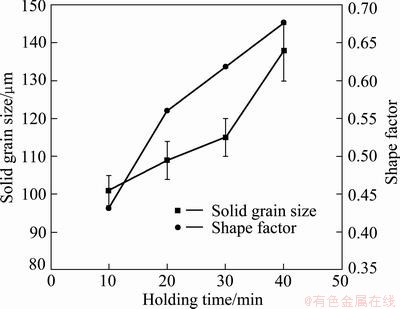
Fig. 10 Solid grain size and shape factor of AZ91D obtained under partially remelting at 560 ��C for different time
3.4 Tensile mechanical properties of AZ91D magnesium alloy under different processes
The mechanical properties of AZ91D magnesium alloy under different processes are shown in Table 1. In this study, the SIMA route (four-pass cyclic upsetting-extrusion plus partial remelting) has been shown to produce ideal, fine semi-solid state structure, in which globular primary phase particles have a little amount of entrapped liquid. It is reasonable to expect relatively high yield strength (YS) as shown in Table 1.
Table 1 Mechanical properties of AZ91D magnesium alloy with different processes
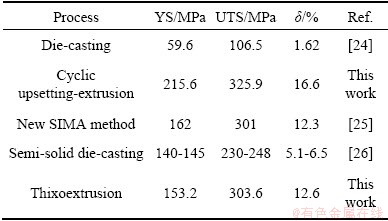
Before the thixoextrusion, as-cast AZ91D magnesium alloy was subjected to four-pass cyclic upsetting-extrusion. Under this condition, the four-pass cyclic upsetting-extrusion alloy is free from porosity with a uniform microstructure. Therefore, good elongation to fracture (16.6%) was obtained for cyclic upsetting-extrusion processed AZ91D magnesium alloy, with a yield strength of 215.6 MPa and a tensile strength of 325.9 MPa. Good elongation to fracture has beneficial effects on the grain refinement before thixoextrusion for the AZ91D magnesium alloy by the introduction of SIMA. After four-pass cyclic upsetting-extrusion plus partial remelting, good elongation to fracture (12.6%) was obtained for thixoextrusion processed AZ91D magnesium alloy component, with a yield strength of 153.2 MPa and a tensile strength of 303.6 MPa.
Figure 11 shows the AZ91D magnesium alloy components thixoformed from starting produced by SIMA route. Although the good tensile mechanical properties of thixoextrusion AZ91D alloy were achieved, thixoextrusion resulted in the decrease of tensile mechanical properties, as shown in Table 1. This can be attributed to the grain coarsening during the partial remelting. However, the mechanical properties of AZ91D magnesium alloy were improved by SIMA route compared with other process routes [24-26].
Fig. 11 AZ91D magnesium alloy components thixoformed from starting produced by SIMA route
4 Conclusions
1) Cyclic upsetting-extrusion followed by partial remelting is an effective route to produce semi-solid AZ91D magnesium alloy for thixoforming. During the cyclic upsetting-extrusion, with the increase of the equivalent strain, coarse grains are refined and tensile mechanical properties are improved. However, with further increasing equivalent strain, it is difficult to get more grain refinement and tensile mechanical properties change a little.
2) During the partial remelting, with the increase of the remelting temperature, the solid grain size decreases and the degree of spheroidization tends to be improved. And with the increase of the holding time, the solid grain size decreases. At the same time, the rate of liquation is also slightly increased. Increasing the reheating temperature is favorable for obtaining the spheroidal semi-solid microstructure and decreasing the probability of calescence among solid grains. However, prolonging holding time results in grain coarsening.
3) The tensile mechanical properties of thixoextrusion AZ91D magnesium alloy components strongly depend on the tensile mechanical properties of cyclic upsetting-extrusion formed billets before thixoforming. Good elongation to fracture (12.6%) is obtained for thixoextrusion AZ91D magnesium alloy component, with a yield strength of 153.2 MPa and a tensile strength of 303.6 MPa.
References
[1] CHEN Q, SHU D Y, ZHAO Z D, ZHAO Z X, WANG Y B, YUAN B G. Microstructure development and tensile mechanical properties of Mg-Zn-RE-Zr magnesium alloy [J]. Materials and Design, 2012, 40: 488-496.
[2] CHEN Q, SHU D Y, HU C K, ZHAO Z D, YUAN B G. Grain refinement in an as-cast AZ61 magnesium alloy processed by multi-axial forging under the multitemperature processing procedure [J]. Materials Science and Engineering A, 2012, 541: 98-104.
[3] CHEN Q, LIN J, SHU D Y, HU C K, ZHAO Z D, KANG F, HUANG S H, YUAN B G. Microstructure development, mechanical properties and formability of Mg-Zn-Y-Zr magnesium alloy [J]. Materials Science and Engineering A, 2012, 554: 129-141.
[4] HAGEN F, NORBERT H, HAJO D, KARL ULRICH K. Influence of processing route on the properties of magnesium alloys [J]. Solid State Phenomena, 2008, 141: 43-48.
[5] CHENG Yuan-sheng, CHEN Qiang, HUANG Zhe-qun, HUANG Shu-hai. Microstructure evolution and thixoextrusion of AZ91D magnesium alloy produced by SSTT [J]. Transaction of Nonferrous Metals Society of China, 2010, 20(3): 739-743.
[6] ZHAO Z D, CHEN Q, TANG Z J, HU C K. Microstructural evolution and tensile mechanical properties of AM60B magnesium alloy prepared by the SIMA route [J]. Journal of Alloys and Compounds, 2010, 497: 402-411.
[7] LIN H Q, WANG J G, WANG H Y, JIANG Q C. Effect of predeformation on the globular grains in AZ91D alloy during strain induced melt activation (SIMA) process [J]. Journal of Alloys and Compounds, 2009, 431: 141-147.
[8] LUO S J, CHEN Q, ZHAO Z D. An investigation of microstructure evolution of RAP processed ZK60 magnesium alloy [J]. Materials Science and Engineering A, 2009, 501: 146-152.
[9] ZHAO Z D, CHEN Q, CHAO H Y, HUANG S H. Microstructural evolution and tensile mechanical properties of thixoforged ZK60-Y magnesium alloys produced by two different routes [J]. Materials and Design, 2010, 31: 1906-1916.
[10] ZHAO Z D, CHEN Q, CHAO H Y, HU C K, HUANG S H. Influence of equal channel angular extrusion processing parameters on the microstructure and mechanical properties of Mg�CAl�CY�CZn alloy [J]. Materials and Design, 2011, 32: 575-583.
[11] CHEN Q, ZHAO Z X, SHU D Y, ZHAO Z D. Microstructure and mechanical properties of AZ91D magnesium alloy prepared by compound extrusion [J]. Materials Science and Engineering A, 2011, 528: 3930-3934.
[12] LIANG S M, CHEN R S, HAN E H. Semisolid microstructural evolution of equal channel angular extruded Mg-Al alloy during partial remelting [J]. Solid State Phenomena, 2008, 143: 557-562.
[13] CHEN Q, YUAN B G, ZHAO G Z, SHU D Y, HU C K, ZHAO Z D, ZHAO Z X. Microstructural evolution during reheating and tensile mechanical properties of thixoforged AZ91D-RE magnesium alloy prepared by squeeze casting-solid extrusion [J]. Materials Science and Engineering A, 2012, 537: 25-38.
[14] ZHAO Z D, CHEN Q, HU C K, HUANG S H, WANG Y Q. Near-liquidus forging, partial remelting and thixoforging of an AZ91D+Y magnesium alloy [J]. Journal of Alloys and Compounds, 2009, 485: 627-636.
[15] ZHAO Z D, CHEN Q, KANG F, SHU D Y. Microstructural evolution and tensile mechanical properties of thixoformed AZ91D magnesium alloy with the addition of yttrium [J]. Journal of Alloys and Compounds, 2009, 482: 455-467.
[16] ZHAO Z D, CHEN Q, TANG Z J, WANG Y B, NING H Q. Microstructure evolution and mechanical properties of Al2O3sf/AZ91D magnesium matrix composites fabricated by squeeze casting [J]. Journal of Materials Science, 2010, 45: 3419-3425.
[17] TOSHIJI M, MASASHI Y, HIROYUKI W, KENJI H. Ductility enhancement in AZ31 magnesium alloy by controlling its grain structure [J]. Scripta Mater, 2001, 45: 89-94.
[18] ZHAO Zu-de, CHEN Qiang, WANG Yin-bin, SHU Da-yu. Effect of predeformation on semi-solid microstructure of ZK60+RE magnesium alloy [J]. Transaction of Nonferrous Metals Society of China, 2009, 19(3): 535-539.
[19] CHEN Qiang, ZHAO Zu-de, ZHAO Zhi-xiang, HU Chuan-kai, SHU Da-yu. Microstructure development and thixoextrusion of magnesium alloy prepared by repetitive upsetting-extrusion [J]. Journal of Alloys and Compounds, 2011, 509: 7303-7315.
[20] ZHAO Zu-de, CHEN Qiang, HUANG Shu-hai, KANG Feng, WANG Yan-bin. Microstructure and tensile properties of AM50A magnesium alloy prepared by recrystallisation and partial melting process [J]. Transaction of Nonferrous Metals Society of China, 2010, 20(9): 1630-1637.
[21] CHEN T J, MA Y, LI Y D, LU G X, HAO Y. Microstructural evolution of equal channel angular pressed AZ91D magnesium alloy during partial remelting [J]. Materials Science and Technology, 2010, 26(10): 1197-1206.
[22] CZERWINSKI F. Near-liquidus molding of Mg�CAl and Mg�CAl�CZn alloys [J]. Acta Mater, 2005, 53: 1973-1984.
[23] ZHAO Zu-de, CHEN Qiang, HU Chuan-kai, SHU Da-yu. Microstructure and mechanical properties of SPD-processed an as-cast AZ91D+Y magnesium alloy by equal channel angular extrusion and multi-axial forging [J]. Materials and Design, 2009, 30: 4557-4561.
[24] KLEINER S, BEFFORT O, UGGOWITZER P J. Microstructure evolution during reheating of an extruded Mg�CAl�CZn alloy into the semisolid state [J]. Scripta Materialia, 2004, 51: 405-410.
[25] JIANG Ju-fu. Preparing semi-solid billet by new SIMA method and research on thixotropic die forging of AZ91D [D]. Harbin: Harbin Institute of Technology, 2005: 117-118. (in Chinese)
[26] DU X H, ZHANG E L. Microstructure and mechanical behaviour of semi-solid die-casting AZ91D magnesium alloy [J]. Materials Letters, 2007, 61: 2333-2337.
ѭ���漷��AZ91Dþ�Ͻ���̬�����е�Ӧ��
�ս�ȫ1������2���� ��1��ФԶ��1�����ٳ�1�����컪1���� ��1���� ǿ1
1. ���ϼ��������о��������� 400039��
2. ��������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ�������� 150001
ժ Ҫ���о�AZ91Dþ�Ͻ���ѭ�������漷�;ֲ����۹����е���֯�ݱ䣬�о������¶Ⱥͱ���ʱ���AZ91Dþ�Ͻ���̬��֯��Ӱ�죬���Դ��伷ѹAZ91Dþ�Ͻ�����ѧ���ܡ�������������ڴ�������Ʊ����̬AZ91Dþ�Ͻ�ѭ�������漷�;ֲ�������һ����Ч�ķ������ھֲ����۹����У����������¶ȵ����ߺͱ���ʱ����ӳ������ྦྷ���ߴ���������Ч���Ϻá�����������̬AZ91Dþ�Ͻ�ѭ�������漷�Ͱ��̬�����Ʊ���AZ91Dþ�Ͻ����ѧ���ܵõ�������ߡ�
�ؼ��ʣ�AZ91Dþ�Ͻ𣻰��̬���գ�ѭ���漷����ѧ���ܣ���֯
(Edited by Xiang-qun LI)
Corresponding author: Jian-quan TAO; Tel: +86-23-68792232; E-mail: jarryallen@163.com
DOI: 10.1016/S1003-6326(13)62547-9
Abstract: The microstructural evolution of AZ91D magnesium alloy prepared by means of the cyclic upsetting-extrusion and partial remelting was investigated. The effects of remelting temperature and holding time on microstructure of semi-solid AZ91D magnesium alloy were studied. Furthermore, tensile properties of thixoextruded AZ91D magnesium alloy components were determined. The results show that the cyclic upsetting-extrusion followed by partial remelting is effective in producing semi-solid AZ91D magnesium alloy for thixoforming. During the partial remelting, with the increase of remelting temperature and holding time, the solid grain size increases and the degree of spheroidization tends to be improved. The tensile mechanical properties of thixoextruded AZ91D magnesium alloy components produced by cyclic upsetting-extrusion and partial remelting are better than those of the same alloy produced by casting.
