
���±��: 1004-0609(2006)03-0488-07
������ܷ��Ʊ����̬���Ϲ��̵���ֵģ��������Ż�
���ǿ, лˮ��, �� ��, �ƹ���
(������ɫ�����о���Ժ ��ɫ���������Ʊ��ӹ������ص�ʵ����, ���� 100088)
ժ Ҫ��
������һ���Ʊ����̬���ϵ��¹��ա���������ܷ�(DCT), ���������������FLOW3D��AZ91Dþ�Ͻ�����������е��Ʊ����̽�����ά��ֵģ��, ������Ʊ����̬���Ϲ����н�������������, ���ó���ѹͷ�߶ȡ� Ш����״����϶��С�ԺϽ������������Ʊ����İ��̬���Ͼ��ȳ̶ȵ�Ӱ�����,�Ӷ�ΪDCTģ�ߵ���Ƽ����ղ������Ż��ṩ��Ч������ָ����
�ؼ���: ������ܷ�; ���̬����; AZ91Dþ�Ͻ� ��ͼ�����: TG146.2
���ױ�ʶ��: A
Numerical simulation and parameters optimization of preparation of AZ91D magnesium alloy semi-solid slurry by
damper cooling tube method
YANG Hao-qiang, XIE Shui-sheng, LI Lei, HUANG Guo-jie
(State Key Laboratory for Fabrication and Processing of Non-ferrous Metals,
Beijing General Research Institute for Non-ferrous Metals, Beijing 100088, China)
Abstract: A new damper cooling tube method used to prepare semi-solid slurry of AZ91D magnesium alloy was introduced. 3D numerical simulations for the flow patterns of AZ91D magnesium alloy in DCT process were carried out by FLOW3D. The effects of technical parameters, such as pressure head, wedge shape and gap size, on the metal flow uniformly were obtained. The results will give effective guidelines for DCT��s design and optimization of process parameters.
Key words: damper cooling tube method; semi-solid slurry; AZ91D magnesium alloy
���̬�ӹ���������һϵ�е��ŵ�, �ѳ�Ϊ���Ͽ�ѧ������о��ȵ�֮һ�� ���̬�ӹ�������Ҫ�����ƽ��ͳ���, ��������Ʊ����ʰ��̬������һ���dz��ؼ������⡣ �ڰ��̬������չ����, ���Ǹ��ݰ��̬��֯����, ͨ���ڽ��������ڼ����֦�����ϸС�� ���ȵĽ�������֯���Ʊ����̬���ϡ� ��һ�ε��Ʊ�������Ҫ������е���跨[1]�� ��Ž��跨[2]�� ������ȴ��ѹ��[3]��˫�����Ʊ���[4]�ȡ� ���Ű��̬�����ķ�չ, ��������ʶ��������֦����֯Ҳ���Ի��ϸС�ġ� �����εİ��̬��֯�� �ڽ������̳���, ͨ�������κ˺ͳ������, �����Ͻ𱣳���Һ�����¶ȸ���������������, ͬʱ���ƾ�������Ҳ�ܻ�ð��̬��֯�� ������һ����, ������ѧ�������һЩ�¹��պ��·���, ��Ҫ������MIT��[5]�� ��ȴб�۷�[6]�� NRC ��[7]�� ת�ܷ�[8]�Լ�Һ�������취[9]�ȡ� ��Щ�¹��շ�������Ҫ�ŵ�Ϊ�ܺĵͶ�����Ч�ʸߡ� Ŀǰ, ��Щ���յIJ��ֳɹ���Ӧ���ڹ�ҵ����, �����ֳɹ��������о���, ��Ҫ�������豸�����Ͷ����Լ��������յ��ȶ��Եȷ��档
������ܷ�[10](damping cooling tube method, DCT)���й��ռ� ������Ӷ����Լ������������������Ӵ��������ŵ�, �ʺ���þ�Ͻ� ��������ͨ�����̬�����Ʊ������ķ���, ���������������FLOW3D��������ܷ��Ʊ���AZ91Dþ�Ͻ���̬���ϵ��������̽�����ֵģ��, ���ý�����Ը��¼�����Ӧ������Ҫ��ָ�����á�
1 ������ܷ�
������ܷ���һ�ֹ��ռ��Ʊ����̬�Ͻ��ϵ��·����� �÷����Ļ���ԭ��Ϊ��Һ�����¶����ϼ��ȵĺϽ�����������������ͨ��һ��������ܡ� �����������о������������ʽ���ڹ�����һ������״Ϊ���ε�Ш��, ����ܱ���һ���ļ�϶, �ڸü�϶������������, �Ͻ����屻���衣 ͬʱ, ���������Χ������ȴϵͳ�ͼ���ϵͳ, ����Ч�ص��ںϽ��������ȴ�ٶȡ� �Ͻ����徭�ܱڵ���ȴ�γ�����ϸС����, �����γɺ�, ��Ѹ�ٳ��� ���ڽ����������ij�ˢ, ʹ����һ���ߴ�ľ����ӹܱ�������, ����������������������, ����һ����ȴ�Ͻ�����, �Ӷ���ý�����İ��̬���ϡ� ������ܷ������ʾ��ͼ��ͼ1��ʾ��
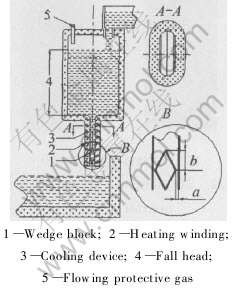
ͼ1 ������Ш�ı��ʽ�������ʾ��ͼ
Fig.1 Schematic diagram of damper cooling tube with wedge damper
2 ����������ģ��
2.1 ��������ѡ��
ѡ��FLOW3D��ҵ��������ģ�����, ����������ǿ��, ������, �ܹ��ܺõؽ��ʵ�ʹ�������, ������Ҫ���ص�Ϊ�������/�����ʾ��(fractional area/volume obstacle representation, FAVOR)�������������(volume of fluid, VOF)����
FAVOR�����ֳ�Ϊ��������(����ͼ����������), ������ͼ�β���������, ���ݼ��㷶Χ�����ϰ���ļ�����״, ͬʱ�ڼ��������, �ϰ���ļ�����״���ݼ������Զ����е����� ���, FLOW3D�������üľ�����������ʾ���⸴�ӵļ�����״�� ���ַ���������������ŵ��Ť���ġ� �������������Եؽ����һ��, �������ڽṹ������ϵͳ֮�ϡ� ���, ���������ʷַ�Ҫ�ȴ�ͳ������ֽ����, ����ʹ��ǻ�ڲ����������ȴ������ȵõ�����, Ҳ�����������ľ��ȡ�
�����������Ŀǰ����Ϊ���õı���������㷨, ��Ҫ��3�������: 1) ��λ����; 2) �������ɱ����˶�����������ʱ���������; 3) Ӧ�ñ���ı߽������� �ڼ��������, ������Ԫ�ط��ѻ�ۺ�ʱ, ���������Զ����֡� �ںϻ���ʧ��
2.2 ����ģ�ͽ���
2.2.1 ��������

2.2.2 ����ģ��
���о�������ģ�Ͳ��õ��ǽ�����Ӧ�ý�Ϊ�㷺��ȷ��Ek-��˫����ģ�͡�

2.2.3 ����ģ��
���е��о��������, ���̬������������Ϊ��Ҫ�ܼ������ʡ� ������������� ����������̬���۳̶ȵ�Ӱ��, ����ʽ(8)����:
![]()
ʽ�� ��Ϊ����ճ��; ��[DD(-*2]��[DD)]Ϊ��������; mΪ��������̬����; sΪ����������۳̶Ȳ����� ����fs�� m��s���¶�T�й�, ��ʽ(8)�ֿɱ�ʾΪ
![]()
�ڱ��о���, �Ͻ�������Ш��Ľ��������������������ʱ, ����ճ����������ʼ������¶����, �����FLOW3D��ʹ��Carreauģ����������ţ������, �����ʽΪ
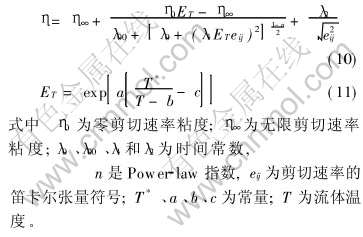
��ӳʱ���ճ�ȵ�Ӱ��; ��n>1ʱ, �������ֵ��Ǽ��г�����Ϊ; ��n=1���=0ʱ, ����ճ����������ʳ����Թ�ϵ, ��ʱ����Ϊţ������; ��n��1ʱ, Ϊ����ϡ����Ϊ��
���, Gebelin��[12]��10-3~103s-1�ļ������ʷ�Χ���о���þ�Ͻ��������Ϊ�� �������: ���̬þ�Ͻ����ǿ�ҵļ��б�ϡ����, �����ճ����������ʵĹ�ϵ����Power-law����, ��ָ��n�ڵͼ�������ʱ�ӽ�0.65, ���ڸ�������ʱ�ӽ�0.95��
3 ���������
����SolidWorks2004����ʵ������, ���ݶԳ���ȡ��1/4, ������Ϊstl�ļ�, ����FLOW3Dǰ��������, ʹ�÷ֿ�(Multi-block)������������������, ���յõ���ʵ��ģ�ͼ����ֽ����ͼ2��ʾ��

ͼ2 ʵ��ģ�ͼ�����
Fig.2 3D model(a) and mesh(b) of quarter of DCT
AZ91Dþ�Ͻ���������������1���С�
��ģ�������, �Ͻ������ʼע���¶��Ը���Һ�����¶�, Ϊ880K�� ����ѹͷ�߶Ȳ���, ���ѹ��Ϊһ��������ѹ�� �����������ȴ����, ����¶�Ϊ����(300K)��
��1 AZ91D�Ͻ������������
Table 1 Thermal-physical properties of AZ91D alloy

��ͼ1��֪, Ӱ��Ͻ����������������������Ҫ��Ш�ο��λ�á� Ш�ο�ĸ߶�b�� Ш�ο�����ܵķ�϶a��ѹͷ�߶�h�ȡ� ���, ���о����ص������Щ�����ԺϽ������������������Ӱ�졣
3.1 Ш�ο�λ�ö�������Ӱ��
����h=800mm�� a=5mm��b=100mm, ͨ����ֵģ����Ш�ο�λ�öԽ���������Ӱ�졣 ͼ3��ʾΪ��Ш�ο�λ����������в�ʱ������¶ȳ��� �������ʳ���������������ķֲ��� ��ͼ3�ɿ���, �Ͻ����徭����϶�����¶���������, ��880K����Լ861K, �������ʴ�0����1840s-1, �������������0������5%����; ���ڷ�϶����, ���¶ȼ���������Լ855K, ��������Ҳ�����½�, ���������������10.4%���ҡ� �ڳ��ڴ�����, �����ֲ���������, ��һ�������¶Ƚ���842K, ������������������, �ڸ�����Ĺ����������Ҳ�ﵽ20.8%�� ��ԭ�������ںϽ����徭����϶������ܵ���ܵ���ȴ, ȴû���ܵ�����, ����ڳ��ڴ��Ĺ�����������ֲ�������, ���ӳ��ڴ������Ľ���û���ܹ���Ͼ��ȡ�
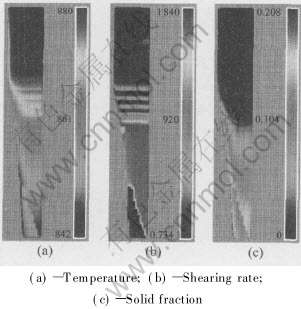
ͼ3 Ш�ο�λ������м���¶ȳ����������ʳ���������������ֲ�ͼ
Fig.3 Distribution of temperature, shearing rate and volume fraction of solid of wedge block in middle of tube
��������ģ����, ��Ш�ο�������ܳ��ڴ����з���, ������¶ȡ� �������ʼ�������������ֲ���ͼ4��ʾ��
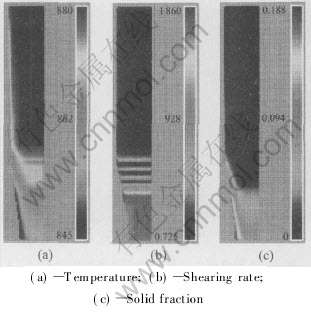
ͼ4 Ш�ο�λ�ڳ��ڴ����¶ȳ����������ʳ���������������ֲ�ͼ
Fig.4 Distribution of temperature, shearing rate and volume fraction of solid of wedge block at outlet of tube
��ͼ4���Կ���, ��ʱ���ڴ������ļ������ʷֲ���������������ֲ��Ͼ���, �������ʵ����ֵ�����ڷ�϶��, ԼΪ1860s-1, ˵��Ш�ο��ϺõĽ�������, ���ϻ�ϱȽϾ��ȡ� �����Ϸ�����֪, ��Ш�ο�������ܳ��ڴ��������õĽ������ò�ʹ�ý��ϻ�Ͼ��ȡ�
3.2 ��϶��С�ԺϽ�����������Ӱ��
����h=400mm�� b=100mm����, �ֱ�ȡaΪ2�� 3�� 4�� 5�� 6�� 7�� 8�� 9��10mm����ģ��, ��ò�ͬ��϶��С�Լ������ʼ��������������Ӱ��, ���ּ�������ͼ5��6��ʾ��
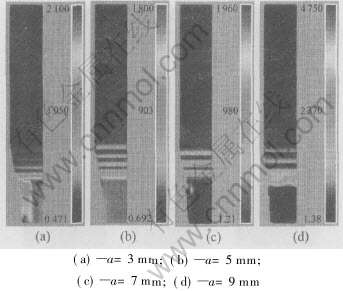
ͼ5 ��ͬ��϶��С��ܼ������ʳ��ķֲ�(s-1)
Fig.5 Shearing rate distribution of cooling tube with different gap size
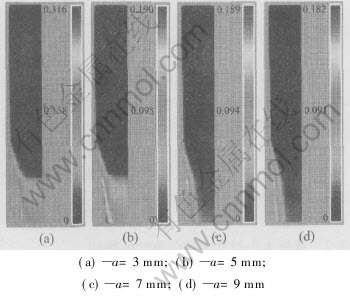
ͼ6 ��ͬ��϶��С��ܵĹ�����������ֲ�
Fig.6 Solid volume fraction distribution of cooling tube with different gap size
��ͼ5���Կ���, ��a=3mmʱ, ��϶���������²��ֵļ������ʷֲ���������, �Գ��渽���ļ�������ֵҪԶ���ڹܱڸ����ļ�������ֵ, ˵�����ڷ�϶̫Сʹ�ý����������ѵ��¼������ʷֲ������ȡ� ��a=5mmʱ����з�϶���ļ����������, ԼΪ1880s-1, �ҷ�϶���µļ������ʷֲ��ȽϾ��ȡ� ��aΪ7��9mmʱ, ��϶����������ֵ��������, ��϶���µļ������ʽӽ�����, ˵����a����5mm��, ����a������, ��϶�Ľ����������½���
��ͼ6���Կ���, ��a=3mmʱ, ��ܳ��ڴ��Ĺ�������ֲ���Ϊ����, ����ֵ�ϴ�, ԼΪ15.8%; ��a=5mmʱ, ���ڴ���������ֲ��ȽϾ���, ԼΪ9.5%, ��a=3mmʱ��СԼ40%; ��a>7mm��, ���ڴ���������ֲ�������, �ӽ��ܱڴ��Ĺ������Ϊ10%����, ����ܳ��ڴ��Ĺ��������С, ˵������϶����7mmʱ, ���ŷ�϶������, ������ܵ���ȴ�ͽ����������͡�
�����Ϸ�����֪, ��a=5mmʱ, ���ڸ�����������ֲ��ȽϾ���, ��϶���ļ����������, ��ʱ������ܺܺõ�������ȴ�ͽ������á�
3.3 ѹͷ�߶ȶԺϽ�����������Ӱ��
����a=5mm�� b=100mm����, �ֱ�ȡhΪ10�� 50�� 100�� 200�� 300�� 400�� 500��600mm���з���, ���ѹͷ�߶ȶ�������ܷ�϶���������ʼ����ڴ��������������Ӱ��(ͼ7)��

ͼ7 ѹͷ�߶ȶԼ������ʼ��������������Ӱ��
Fig.7 Effect of height of fall head on shearing rate and solid volume fraction
��ͼ7���Կ���, ��ܷ�϶���ļ�������ֵ��ѹͷ�߶ȵ�����, �������������, �ҵ�hԼΪ200mmʱ, �������ʼ�������, ��Լ784s-1������Լ1780s-1�� ��h>200mmʱ, ��϶���ļ������ʱ仯����, ���Լ������ӡ� ��ͼ7�л��ɿ���, ���ڴ����ϵĹ��������������ѹͷ�߶ȵ����ӱ仯����, �����в�����
3.4 Ш�θ߶ȶԺϽ�����������Ӱ��
����a=5mm�� h=400mm����, �ֱ�ȡbΪ50�� 60�� 70�� 80�� 90��100mm���з���, ���Ш�θ߶ȶ�������ܷ�϶���������ʼ����ڴ��������������Ӱ����ͼ8��ʾ��
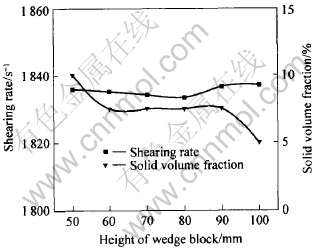
ͼ8 Ш�θ߶ȶԼ������ʼ��������������Ӱ��
Fig.8 Effect of height of wedge block on
shearing rate and solid volume fraction
��ͼ8���Կ���, ����Ш�θ߶�b������, ��϶���ļ�������������½�����, ���仯���Ǻܴ�, ��b=50mmʱ, �����������; ��b=100mmʱ, ����������С; ��b��60�仯��90mmʱ, ��������û�б仯�� ͬʱ, ������ܳ��ڴ��Ĺ��������������Ш�θ߶�b�����ӱ仯����, ���в���; ��b=80mmʱ, ���������С; ��b=100mmʱ, ����������
�����Ϸ�����֪, Ш�θ߶ȵı仯�Է�϶���������ʼ����ڴ��������������Ӱ�춼����, �ҵ�b=80mmʱ, ���������С, ԼΪ8.3%; ��b=100mmʱ, ����������, ԼΪ9.2%��
4 ����
1) ���о�����Ƶ�������ܽ������ȴ��������, ���ø�ϵͳ�ܹ��Ʊ�����İ��̬���ϡ�
2) Ш��λ�ö����������ȴ���õ�Ӱ��Ƚ�����, ��Ш����������м�ʱ, ���ںϽ�����������϶��, ��������ȴʹ�ý��ϻ�ϲ�������; ����Ш��������ܳ��ڴ�ʱ, ���ϻ�ϱȽϾ��ȡ�
3) ��϶��С�ԺϽ������������������Ӱ��ܴ�, ��϶̫С, �Ͻ�����������Ϊ����, ����ȴ����̫������, ʹ�ó��ڴ��������ƫ��; ��϶̫��, ��������С, ���������ٶȿ�, ��ȴ����Ҳ�dz�����, ʹ�ó��ڴ����������С��
4) ѹͷ�߶ȶ���ܵĽ�������Ӱ��dz�����, ����ѹͷ�߶�����, ����кϽ�����ļ�������������, �ҵ�ѹͷ�߶�Ϊ200mm����ʱ, �������ʴ���ͻ�䡣
5) Ш�θ߶ȵı仯�Լ������ʼ����ڴ����Ϲ������������Ӱ�춼����
REFERENCES
[1]лˮ��, ������. ���̬�����ӹ���������Ӧ��[M]. ����: ұ��ҵ������, 1999.
XIE Shui-sheng, HUANG Sheng-hong. The Technology and Application of Semi-Solid Metal Process[M]. Beijing: Metallurgical Industry Press, 1999.
[2]����ʤ, ë����, �º���, ��. ��Ž��蹤�ղ������̬AZ91Dþ�Ͻ���֯��Ӱ��[J]. �����Ƽ���ѧѧ��, 2003, 25(4): 341-345.
ZHEN Zi-sheng, MAO Wei-min, CHEN Hong-tao, et al. Effect of electro-magnetic stirring process parameters on the microstructure of semi-solid AZ91D alloy[J]. J Univ Sci Technol Beijing, 2003, 25(4): 341-345.
[3]���ʹ�, ���岩, �¾���. ��������/��ȴ���ն�LY11���̬�Ͻ���֯Ӱ����о�[J]. �й���ɫ����ѧ��, 2001, 11(1): 5-8.
GUAN Ren-guo, CHEN Yan-bo, WEN Jing-lin. Effects of processing factors on microstructure of semi-solid LY11 alloy during single roll shearing/ cooling process[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(1): 5-8.
[4]Fan Z, Ji S, Fang X. Rheo-diecasting of aluminium alloys and components[A]. Proceedings of the 8th International Conference on Semi-Solid Processing of Alloys and Composites[C]. Limassel Cyprus: WPI��s Metal Processing Institute, 2004.
[5]Yurko J A, Martinez R A, Flemings M C, et al. Development of the semi-solid rheocasting (SSR) process[A]. Proceedings of the 7th International Conference on Semi-Solid Processing of Alloys and Composites[C]. Tsukuba, Japan: National Institute of Advanced Industrial Science and Technology, 2002. 659-664.
[6]Toshio H. Semi-solid strip casting using a twin roll caster equipped with a cooling slope[A]. Proceedings of the 7th International Conference on Semi-solid Processing of Alloys and Composites[C]. Tsukuba, Japan: National Institute of Advanced Industrial Science and Technology, 2002. 107-112.
[7]Jorstad J L. SSM Processes-an overview[A]. Proceedings of the 8th International Conference on Semi-solid Processing of Alloys and Composites[C]. Limassel Cyprus: WPI��s Metal Processing Institute, 2004.
[8]�����, ������. ���̬�����Ʊ�������չ������Բ� [J]. ����ұ��, 2003, 23(6): 110-113.
YANG Xiang-jie, GUO Hong-min. Developing situation and countermeasure of semi-solid slurry-making technology[J]. Jiangxi Metallurgy, 2003, 23(6): 110-113.
[9]����, ·����, ���ܷ�, ��. Һ���������֦�����̬��֯�γɻ���̽��[J]. ����ѧ��, 2002, 38(2): 203-207.
DONG Jie, LU Gui-min, REN Xi-feng, et al, Discussion on the formation mechanism of nondendritic semisolid microstructures during liquidus casting[J]. Acta Metall Sinica, 2002, 38(2): 203-207.
[10]Xie S S, Yang H Q, Li X G, et al. Damper cooling tube method to prepare semi-solid slurry of magnesium alloy[A]. Proceedings of the 8th International Conference on Semi-solid Processing of Alloys and Composites[C]. Limassel Cyprus: WPI��s Metal Processing Institute, 2004.
[11]����ϲ, лˮ��, ���˸�. ���̬���������Ʊ��¼���[J]. ��ѹ����, 2003, 6: 41-47.
JIANG Yun-xi, XIE Shui-sheng, LI Xing-gang, et al. New technology for semi-solid metal slurry preparation[J]. Forging & Stamping Technology, 2003, 6: 41-47.
[12]Gebelin J C, Suery M, Favier D. Characterisation of the rheological behavior in the semi-solid state of grain-refined AZ91 magnesium alloys[J]. Mater Sci Eng A, 1999, A272: 134-144.
[13]���ؾ�, ����, ��֮��. ���̬���������о����½�չ�� ��ҵӦ�ü���˼��[J]. ��е����ѧ��, 2003, 39(11): 52-60.
LUO Shou-jing, JIANG Ju-fu, DU Zhi-ming. New research development, industrial application and some thinking of semi-solid metal forming[J]. Chinese Journal of Mechanical Engineering, 2003, 39(11): 52-60.
[14]���, ��î��, ��ѩ��, ��. ���Ͻ���̬�������ģ�⼼���о�[J]. ������ҵ��ѧѧ��, 2004, 22(3): 292-295.
XU Hong, YANG Mao-sheng, ZHONG Xue-you, et al. Simulation study of flow characteristics of semi-solid slurry filling for aluminium alloy[J]. Journal of Northwestern Polytechnical University, 2004, 22(3): 292-295.
[15]������, ���ʲ�, ���鲨, ��. 60Si2Mn���̬��������Ԫģ��[J]. ��е����ѧ��, 2002, 38(6): 83-87.
KANG Yong-lin, SONG Ren-bo, DONG Hong-bo, et al. Finite-element analysis on the rolling process of 60Si2Mn in the simi-solid state[J]. Chinese Journal of Mechanical Engineering, 2002, 38(6): 83-87.
[16]Mobley C E, Park J, Sahai Y. Mathematical modeling of melt flow in die-casting shot sleeve[A]. 2002 TMS Annual Meeting & Exhibition[C]. Seattle: TMS, 2002. 637-641.
[17]Hamilton R W, Zhu Z, Dashwood R J, et al. Direct semi-solid forming of a powder SiC-Al PMMC: flow analysis[J]. Composites, 2003, Part A34: 333-339.
[18]���ʹ�, ��Ӣ��, ��˳��, ��. ���̬��չ��ѹA2017 �Ͻ�����н�������������Ԫ����[J]. �й���ɫ����ѧ��, 2004, 14(9): 1539-1544.
GUAN Ren-guo, LI Ying-long, WANG Shun-cheng, et al. Finite element modelling analysis of metal flowing during process of extending extruding semisolid A2017 alloy[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(9): 1539-1544.
������Ŀ: ������Ȼ��ѧ����������Ŀ(50374014)
�ո�����: 2005-07-08; ������: 2005-11-26
�����: ���ǿ(1978-), ��, ��ʿ�о���
ͨѶ����: ���ǿ; �绰: 010-82241161-221; E-mail: hnyzyhq@tom.com
[1]лˮ��, ������. ���̬�����ӹ���������Ӧ��[M]. ����: ұ��ҵ������, 1999.
[3]���ʹ�, ���岩, �¾���. ��������/��ȴ���ն�LY11���̬�Ͻ���֯Ӱ����о�[J]. �й���ɫ����ѧ��, 2001, 11(1): 5-8.
[8]�����, ������. ���̬�����Ʊ�������չ������Բ� [J]. ����ұ��, 2003, 23(6): 110-113.
[9]����, ·����, ���ܷ�, ��. Һ���������֦�����̬��֯�γɻ���̽��[J]. ����ѧ��, 2002, 38(2): 203-207.
[11]����ϲ, лˮ��, ���˸�. ���̬���������Ʊ��¼���[J]. ��ѹ����, 2003, 6: 41-47.
[13]���ؾ�, ����, ��֮��. ���̬���������о����½�չ�� ��ҵӦ�ü���˼��[J]. ��е����ѧ��, 2003, 39(11): 52-60.
[14]���, ��î��, ��ѩ��, ��. ���Ͻ���̬�������ģ�⼼���о�[J]. ������ҵ��ѧѧ��, 2004, 22(3): 292-295.
[15]������, ���ʲ�, ���鲨, ��. 60Si2Mn���̬��������Ԫģ��[J]. ��е����ѧ��, 2002, 38(6): 83-87.
