
DOI�� 10.11817/j.issn.1672-7207.2019.09.004
��ɢ���Ʊ�Al2O3��ɢǿ��ͭ-���Ͻ��ĩ�������
��־��1, 2,�·�1, 3,��ӽ3,����4
��1. �㶫ʡ��ѧԺ �㶫ʡ������ӹ��о������㶫 ���ݣ�510650��
2. �����Ѽ�ϡ�н�����ĩұ�̼����о����ģ��㶫 ���ݣ�510650��
3. ���ϴ�ѧ ��ĩұ���о�Ժ������ ��ɳ��410083��
4. �㶫ʡ��ѧԺ �㶫ʡ��ҵ�����ɹ�ת���ƹ����ģ��㶫 ���ݣ�510650��
ժ Ҫ��
>2O3��ɢǿ��ͭ�Ͻ�(��ơ���ɢͭ�����ۺ���������Ϊԭ�ϣ���600��700��800 ����ɢ�����Ʊ���ɢͭ-���Ͻ��ĩ���о���ɢ�¶ȶԺϽ��ĩ������ɡ���֯��ò����װ�ܶȡ������ԡ���Ӳ�Ⱥ����ȷֲ������ܵ�Ӱ�죬������Ͻ��ĩ�ij������ԡ��о������������700 ���800 ����ɢ�����ɻ�����ֲ����ȵ���ɢͭ-���Ͻ��ĩ���úϽ��ĩ����ʲ�������״���ֲ��ʽ����Ρ���700 ����ɢ�����Ʊ�����ɢͭ-���Ͻ��ĩ������ѵ��ۺϷ�ĩ���ԣ�����װ�ܶȡ������ԡ���Ӳ��(HV0.05������λ�����ֱ�Ϊ2.74 g/cm3��35.1 s/(50 g����140.2��38.8 ��m����ɢ���Ʊ�����ɢͭ-���Ͻ��ĩ������װ�ܶȵ͡������Ժá���Ӳ�ȸߺ�����ϸС���ص㣬���ҳ����ȶ������ã������ڹ�ģ��������
�ؼ���:ͭ���Ͻ�Al2O3��ɢǿ��ͭ�Ͻ���ɢ
��ͼ�����:TF124 ���ױ�־��:A ���±��:1672-7207��2019��09-2084-07
Preparation and characterization of Al2O3 dispersion-strengthened copper-tin alloyed powder by diffusion method
YAN��Zhiqiao1, 2, CHEN��Feng1, 3, LIU��Yong3, WANG��TAO4
(1. Guangdong Institute of Materials and Processes, Guangdong Academy of Sciences, Guangzhou 510650, China��
2. Engineering Research Center for Powder Metallurgy of Titanium & Rare Metals, Guangzhou 510650, China��
3. Powder Metallurgy Research Institute, Central South University, Changsha 410083, China��
4. Guangdong Industrial Technology Achievements Transformation and Promotion Center, Guangdong Academy of Sciences, Guangzhou 510650, China)
Abstract: With Al2O3 dispersion-strengthened copper(referred to as ��ODS copper��) powder prepared by internal oxidation method and atomized tin powder as raw materials, ODS copper-tin alloy powder was synthesized by diffusion treatment at 600, 700 and 800 ��, respectively. The effects of diffusion temperature on the phase composition, microstructure, apparent density, fluidity, microhardness and particle size distribution of the alloy powder were investigated, and the forming properties of the alloy powder were also studied. The results show that after diffusion treatment at 700 �� and 800 ��, ODS copper-tin alloy powder with uniform tin distribution can be obtained. It overall exhibits an irregular shape and is partially spherical. The as-prepared ODS copper-tin powder at 700 ��C has the best comprehensive powder characteristics with bulk density, fluidity, microhardness and median diameter 2.74 g/cm3, 35.1 s/(50 g) , 140.2(HV0.05) and 38.8 ��m, respectively. The ODS copper-tin powder prepared by the diffusion method has the characteristics of low bulk density, good fluidity, high microhardness and fine particle size, and has good forming stability and can be used for large-scale production.
Key words: copper-tin alloy; Al2O3 dispersion-strengthened copper alloy; diffusion
ͭ������Ҫ���ں�����С����ʯ���ߵ���ҵ������CuSn10��ĩ����нϺõ�ѹ�ƺ��ս����ܣ���Ϊ����������еĻ���ԭ��[1-2]���������������ߣ��Ͻ��п�ʼ���֦ĵ�Ӳ���࣬ʹ��Ӳ�ȡ���ĥ�Ե�����������ߣ�������������CuSn15��CuSn20�ȷ�ĩ���㷺�������ʯ���ߵ�̥�����[3-5]�����õ�ͭ������Ҫ��ͭ�������۵Ļ�Ϸۡ�ͭ�������Ͻ�ۺ�ͭ����ɢ�Ͻ��3�֡����У���Ϸ۳ɷֲ����ȣ��ս�ߴ��������ȶ��������Ͻ�۳����λ�����Σ�����ѹ��ʱ�����Բ����ǿ�ȵͣ���ɢ�Ͻ�ۼ̳���ԭ��ͭ�۵IJ�������״�����нϺõij����Ժ��������ս����ܣ�����ʵ�ָ��ܶȺ�ǿ��[6-7]��ͭ����ɢ�Ͻ����Ϊ������кͽ��ʯ���ߵ���ҵ����Ҫԭ�ϣ����н϶��о�������ɢ���Ʊ���CuSn10�Ͻ��ĩ[2,8-10]������ǿЧ�����ԣ�ͭ���Ͻ���Ҫͨ�����Ĺ���ǿ����/��Ӳ����ij���ǿ�������ǿ�ȣ�����ǿ��Ч�����ޣ���Ӳ�����ڸ����»ᷢ���ֻ����ܽ⣬�����ڸ��������ܱ��[11-13]�����֮�£��ȶ���ɢ�ĵڶ��������ܹ�ǿ���谭λ����������Ǿ�����˶�����ˣ���ɢǿ����������ǿ����������ã������ܹ�ʹ����������õĸ���ǿ����Ӳ�ȣ���һ�ָ���Ч�Ļ���ǿ��;����Al2O3�����۵�ߡ����������ȶ��Ժú͵���ģ���ߵ����ԣ��dz��õ���ɢǿ���࣬������ǿ��ͭ�Ͻ�ʱȡ��������Ч��[14-16]�������������Ʊ���Al2O3��ɢǿ��ͭ�Ͻ�(��ơ���ɢͭ��)��ĩΪԭ�ϣ�ͨ������ѹ�ơ��ȼ�ѹ����ѹ�ȶ��ַ����Ʊ�����ɢͭ�Ͻ𣬲����������õĵ���͵������ܡ��ߵ�ǿ�Ⱥ�Ӳ�ȣ����Ҿ�������ĸ��¿���������[17]�������Ĺ���ǿ���ͦĵ�Ӳ����ij���ǿ����ȣ�Ԥ��Al2O3��ɢǿ����ȡ�ø������ǿ��Ч������ˣ��������߶�Al2O3��ɢǿ��ͭ-���Ͻ��ĩ�����о�������ɢͭ�ۺ�����Ϊԭ�ϣ�ͨ����ɢ�����Ʊ���ɢͭ-���Ͻ��ĩ���ԺϽ��ĩ����֯�ṹ������ò����ĩ���Ժͳ������Ե����ܽ���ȫ�����������ͨ����ɢǿ����һ������CuSn���Ͻ��ĩ�����ܡ�
1 ʵ��
1.1��ʵ�鷽��
���õ�ԭ�Ϸ�ĩ�������������Ʊ�������С��150 ��m����ɢͭ��ĩ(Al2O3��������Ϊ1.0%)��ƽ������Ϊ10 ��m���������ۣ�������ɢͭ��ĩ���Ʊ����̼�����[18]������ɢͭ�����۰�������Ϊ9:1��Ͼ��ȣ��ֱ���600��700��800 �������ɢ����1 h��Ȼ���е���顢����0.15 mmɸ�������»�ԭ���Ʊ�����������Ϊ10%����ɢͭ-���Ͻ��ĩ���ڻ�еѹ���Ͻ��Ͻ��ĩ�����Զ�ѹ�Ƴ��⾶���ھ�����Ϊ9.16 mm��6.08 mm��10.00 mm�����ѹ���������ĩ�ij������ԡ�
1.2����Ʒ����
����X������(XRD)�����Ͻ��ĩ��������ɣ����ý�������(OM)�۲�����֯������JXA-8100�͵���̽��(EPMA)�۲�����ò��ͬʱ�������(EDS)���гɷַ���������Zwick��Ӳ�ȼƲ�����Ӳ�ȣ�����GB/T 1479.1��2011����©�����ⶨ��ĩ����װ�ܶȣ�����GB/T 1482��2010���ñ�©����(�������ټ�)�ⶨ��ĩ�������ԣ�����GB/T 19077��2016���ü������䷨�������ȷ�����
2 ���������
2.1����ɢ�¶ȶԷ�ĩ������ɵ�Ӱ��
�������������Ʊ���ɢͭ�Ͻ�ʱ���ں��ʵ������������£�Al������ȫ��ͭ�����з������ܣ�������ɢ�ֲ�������Al2O3���ӣ���ʱ����ɢͭ�Ͻ��XRDͼ���봿Cu����ͬ��ͼ1��ʾΪ��ɢͭ-����Ϸ�ĩ���侭��ͬ��ɢ�¶ȴ������XRDͼ�ס��ڻ�Ϸ�ĩ��(ͼ1(a))��������Cu��Sn������壬����Cu(111)��������λ��Ϊ2��=43.240�㣬�봿Cu(111)��������λ��2��=43.297��ӽ�������ԭ�Ϸ�ĩ��������������ɵñȽϳ��ף�������CuAl�Ͻ��е�Al������ܣ�ת������ΪAl2O3��������ɢͭ��ĩ��Al2O3���������ϵ�(1.0%)��������С(Լ10 nm)��ͼ1(a)��δ��̽�Al2O3�������[19-21]����600 ����ɢ�Ͻ�����������Cu13.7Sn�࣬��(111)�������λ��Ϊ2��=42.70�㣬ͬʱ��Sn���������ʧ(ͼ1(b))������ɢ�¶�������700 ��ʱ��Cu13.7Sn(111)������������С�Ƕ�ƫ�ƣ�λ��Ϊ2��=42.54��(ͼ1(c))������������ɢ�¶���800 �棬Cu13.7Sn(111)�������λ����ȻΪ2��=42.54��(ͼ1(d))������Sn��ԭ�Ӱ뾶(0.158 nm)����Cu��ԭ�Ӱ뾶(0.128 nm)[3]��Sn�Ĺ���ʹCu���徧�������ͣ�����������������С�Ƕȷ���ƫ�ƣ���ζ��Sn�����˽�һ���Ĺ��ܡ���700 ����ɢ�����Ͻ���ȣ�800 ����ɢ�����������λ��û�б仯����������ɢ�Ͻ��¶ȴﵽ700 ��ʱ���Ϳ���ʹSn��ͭ�����г�ֹ��ܡ�
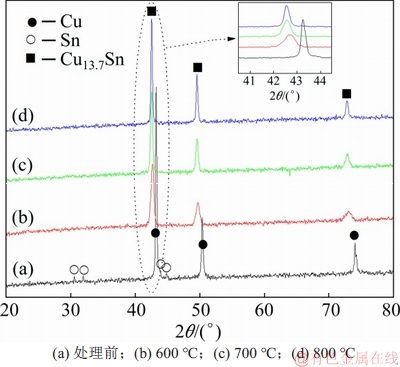
ͼ1����ͬ��ɢ�¶ȴ������ĩ��XRDͼ��
Fig.1��XRD Patterns of powders treated at different diffusion temperatures
��600 ����ɢ��������ɢͭ-���Ͻ��ĩ�д��ڽ϶�ĸ�������������600 �汣��1 hδ��ʹ����ɢ���ȡ�����ɢ�¶������700 ��ʱ����������ʧ����ĩ�ɷ־���(ͼ2(b))����800 ����ɢ������ķ�ĩ������֯(ͼ2(c))��700 ������ƣ�������700 ���800 ����ɢ��������������ɢ��ͭ�����С��ý�������XRD���һ�¡�
Ϊ�˽�һ��ȷ��������ɢ�����ԣ���������(EDS)�Է�ĩ�������гɷַ���������600 ��ѡȡ��ɫ��һ�ķ�ĩ�������з�������1��ʾΪ��ĩ�������㡢�ڲ��о����EDS�����������600 ����ɢ������ĩ������ͬ��λ������������Ϊ5.17%~5.46%�������������������10%���ϴ��������ڴ�����δ��ɢ�ĸ��������¡���700 ����ɢ������ĩ������ͬ��λ������������Ϊ8.90%~9.99%����һ��������ɢ�¶���800 �棬��ĩ������ͬ��λ������������Ϊ10.58%~11.28%����700 �漰800 ����ɢ��������������������ӽ����ֵ����һ��֤������ͭ����������ɢ���ȣ�����700 ���800 ����ɢ�����õ������ֲ����ȵ���ɢͭ-���Ͻ��ĩ��
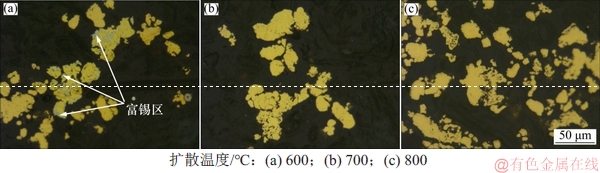
ͼ2����ͬ��ɢ�¶ȴ������ĩ��OM��Ƭ
Fig. 2��OM images of powders treated at different diffusion temperatures
2.2����ɢͭ-���Ͻ��ĩ������ò
ͼ3��ʾΪ��ɢͭ-����Ϸ�ĩ���侭��ͬ�¶���ɢ�����������ò���ɼ����ڻ�Ϸ�ĩ�У�����⻬�����κ������ο���Ϊ�������ۣ���״��������ֲڵĿ���Ϊ��ɢͭ��(ͼ3(a))������ͬ�¶���ɢ���������κ������ε���������ʧ�����ɵ���ɢͭ-���Ͻ��ĩ����ò����ɢͭ��ĩ���ƣ�������ɢͭ��ĩ��ȣ���ɢͭ-���Ͻ��ĩ����ò�������Եġ��Ŵ��ԡ�����ĩ������ֲ�������״���ֲ��ʽ����Ρ����ַ�ĩ��ò�����ڻ�����õ������Ժͳ����ԡ�
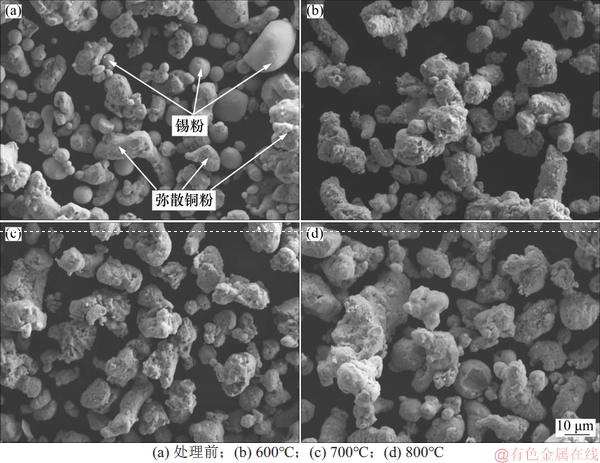
ͼ3����ͬ��ɢ�¶ȴ������ĩ��SEM��Ƭ
Fig. 3��SEM images of powders treated at different diffusion temperatures
��1����ͬ��ɢ�¶ȴ������ĩ������EDS�������(��������)
Table 1��EDS results of powder particles treated at different diffusion temperatures%

2.3����ɢͭ-���Ͻ��ĩ�Ļ�����������
�ӱ�2���Կ�������ͬ�¶���ɢ��������ɢͭ-���Ͻ��ĩ����װ�ܶȺ������Ա仯���ֱ�Ϊ2.66~2.74 g/cm3��34.6~35.8 s/(50 g)���÷�ĩ����װ�ܶȽϵͣ������ԽϺã��ﵽ���Զ�ģѹ���ε�ʹ��Ҫ��(��װ�ܶȡ�3.0 g/cm3�������ԡ�40 s/(50 g))��
����ɢ�¶ȵ����ߣ���ɢͭ-���Ͻ��ĩ����Ӳ���������ߣ�600��700��800 ����ɢ���������Ӳ��(HV0.05)�ֱ�Ϊ132.0��140.2��149.5������ͬ�¶���ɢ�������Ӳ��������������Ϊ6.2%��6.6%������Al2O3����ɢ�¶ȷ�Χ�ھ��ܱ������õijߴ��ȶ��ԣ���ˣ���Ӳ�ȵı仯��Ҫ�����Ĺ��̶ܳ��йء���EDS�����֪������ɢ�¶ȵ����ߣ�������ɢ���Ȼ��̶Ȼ��һ����������ˣ��Ͻ��ĩ����Ӳ�������������봿ͭ������CuSn10��ĩ����Ӳ��(����Ӳ�ȷֱ�Ϊ77��94)��ȣ���ɢͭ-���Ͻ�۵���Ӳ�ȸ��ߡ�����������ǿ����ȣ���ɢǿ��Ч���������ԣ��������������Ʒ��ǿ�Ⱥ�Ӳ�ȡ�
��2����ɢͭ-���Ͻ��ĩ�Ļ�����������
Table 2��Basic physical properties of ODS copper-tin alloy powders
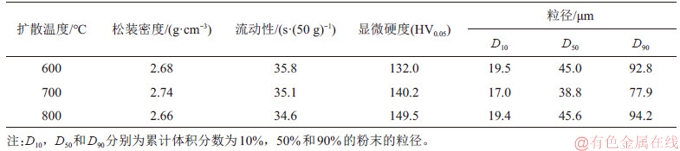
��ɢͭ-���Ͻ��ĩ�ļ������ȷֲ�������ͼ4��ʾ����ͼ4���Կ�����3����ɢͭ-���Ͻ��ĩ�ķ�ĩ���Ⱦ�����̬�ֲ�����ĩ���ȷֲ���Χ�Ͽ��������ȷֲ�����2��ʾ����600��700��800 ����ɢ������3�ַ�ĩ����λ����D50����Ϊ45.0��38.8��45.6 ��m�����֮�£���700 ����ɢ�������ĩ���Ƚ�ϸ������SEM���һ�¡�ʵ��Ӧ��ʱ�����Կ��Ƕ�700 ���800 ����ɢ������ķ�ĩ����ɸ�֡������������Ӷ������װ�ܶȡ������Ժ�ѹ���Կɿ����ȶ�����ɢͭ-���Ͻ��ĩ������700 ����ɢ���������ɢͭ-���Ͻ����ϸ��Ϊ�����Һ���һ�����Ĵַۣ����ַ�ĩͨ�����бȽϺõ�ѹ���ԣ���ˣ�ֱ��ʹ��700 ����ɢ���������ɢͭ-���Ͻ�۽��г�������������
��3����ɢͭ-���Ͻ��ĩ��ѹ����
Table 3��Compression features of ODS copper-tin alloy powder

2.4����ɢͭ-���Ͻ��ĩ�ij�������
��700 ����ɢ�����Ʊ�����ɢͭ-���Ͻ��ĩ������0.5%(��������)��Ӳ֬��п��Ϊ���μ�������6T�ķ�ĩұ���еѹ�������Զ�ѹ�Ƴ��ܶȷֱ�Ϊ6.10��6.30��7.00 g/cm3��3����������������ĩ�ij������ԡ�
ʵ��ѹ�ƹ����У�ͨ������ѹ��ѹǿ��ʹѹ���ܶȷֱ������6.05~6.15��6.25~6.35��6.95~7.05 g/cm3��Χ�ڣ����Ӧ��ѹǿ���3��ʾ��ÿ���ܶ��Զ�������ѹ��100�������������Щ�����Ʒ����״��ã�����⻬����Եδ������������(ͼ5)������ȫ�죬�����߶ȷ����ƫ����� ��0.04 mm��һ�������á����������ɢͭ-���Ͻ��ĩ���������ȶ����ʺ�����������
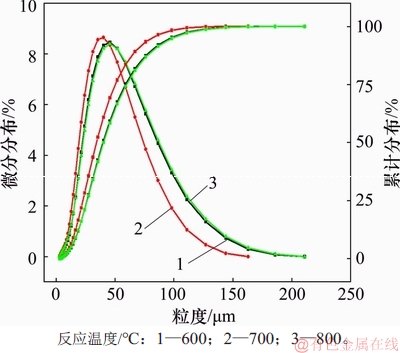
ͼ4����ɢͭ-���Ͻ��ĩ�ļ������ȷֲ�����
Fig. 4��Laser particle size distribution curve of ODS copper-tin alloy powders
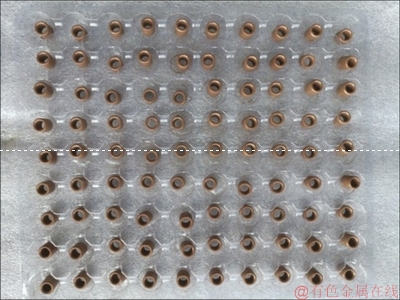
ͼ5����ɢͭ-����������ĺ����Ƭ(�ܶ�6.30 g/cm3)
Fig. 5��Macroscopic image of ODS copper-tin compacts with 6.30 g/cm3 density
3 ����
1) ����ɢͭ�ۺ�����Ϊԭ�ϣ���700 ���800 ����ɢ���������Ʊ��ɷ־��ȵ���ɢͭ-���Ͻ��ĩ����ĩ������ֲ�������״���ֲ��ʽ����Ρ�
2) ��ɢ���Ʊ�����ɢͭ-���Ͻ��ĩ������װ�ܶȵ͡������Ժá���Ӳ�ȸߡ�����ϸС���ۺϷ�ĩ���ԡ���700 ����ɢ�����Ʊ��Ͻ��ĩ����װ�ܶȡ������ԡ���Ӳ��(HV0.05)����λ�����ֱ�Ϊ2.74 g/cm3��35.1 s/(50 g)��140.2��38.8 ��m��
3) ��ɢ���Ʊ�����ɢͭ-���Ͻ��ĩ�������õ�ѹ���ԣ�����ѹ��ʱ�ߴ��ȶ��Ժã������ڹ�ģ��������
�ο����ף�
[1] LI Jun, LIU Ying, LIAN Lixian, et al. Mechanical properties and oil content of CNT reinforced porous CuSn oil bearings[J]. Composites Part B: Engineering, 2012, 43(4): 1681-1686.
[2] �ܽ�, ������, ����ɳ. CuSn10��ͭ��ĩ��ѹ�ս���Ϊ�����ܵ��о�[J]. ��ĩұ��ҵ, 2008, 18(3): 18-21.
XIONG Jie, WANG Limin, PANG Pengsha. Study on sintering behaviors and performance of 10% tin bronze powders[J]. Powder Metallurgy Industry, 2008, 18(3): 18-21.
[3] MAO Zhongfa, ZHANG D Z, JIANG Junjie, et al. Processing optimization, mechanical properties and microstructural evolution during selective laser melting of Cu-15Sn high-tin bronze[J]. Materials Science and Engineering: A, 2018, 721: 125-134.
[4] ����, ������. �����ι��������Ʊ�Cu-SnԤ�Ͻ��ĩ[J]. ��ĩұ����Ͽ�ѧ�빤��, 2010, 15(5): 525-529.
HUANG Rong, CHEN Shiqi. Preparation of Cu-Sn prealloyed powder by oxalate co-precipitation method[J]. Materials Science and Engineering of Powder Metallurgy, 2010, 15(5): 525-529.
[5] ������, ����, ��һ��, ��. CuSn20��ĩ�ս�����۷�������ѧ�����о�[J]. ���ʯ��ĥ��ĥ�߹���, 2013, 33(1): 18-22, 30.
SHEN Ningning, CHEN Zhe, LIU Yibo, et al. Microstructure and mechanical properties of 20% tin copper-tin powder matrix[J]. Diamond & Abrasives Engineering, 2013, 33(1): 18-22, 30.
[6] ������.ͭ��ͭ�Ͻ��ĩ����Ʒ[M]. ��ɳ: ���ϴ�ѧ������, 2010: 96-98.
WANG Limin. Copper and copper alloy powders and products[M]. Changsha: Central South University Press, 2010: 96-98.
[7] ������. ͭ����ĩұ��Ĺ�ȥ����״��ǰ��[J]. ��ĩұ��ҵ, 2009, 19(1): 38-48.
HAN Fenglin. Copper-base PM-part, present and future[J]. Powder Metallurgy Industry, 2009, 19(1): 38-48.
[8] ��С��, ������, �ž���, ��. ��ͬ��ò���ֺϽ�CuSn10��ĩ�Ժ�������ս����ܵ�Ӱ��[J]. ��ĩұ��ҵ, 2010, 20(4): 28-32.
DONG Xiaojiang, WANG Limin, ZHANG Jinghuai, et al. Influence of morphology of different partially alloyed CuSn10 powders on the sintering character of self lubricated bearings[J]. Powder Metallurgy Industry, 2010, 20(4): 28-32.
[9] �Ž���, ����, ����, ��. ��ɢ�¶ȶ�Cu-Sn��ĩѹ�����ս����ܵ�Ӱ��[J]. ���Ϲ�ҵ��ѧѧ��(��Ȼ��ѧ��), 1995, 26(4): 488-492.
ZHANG Jinsheng, FAN Yi, GAO You, et al Effect of diffusion temperature on the compressibility and sinter ability of Cu-Sn powders [J]. Journal of Central South University of Technology(Natural Science),1995, 26(4): 488-492.
[10] ���, ������, ������, ��. ��ɢ�����Ʊ�CuSn10���ֺϽ�ĩ���о�[J]. ��ĩұ��ҵ, 2003, 13(6): 13-17.
LI Hui, WANG Limin, WAN Xinliang, et al. Study on preparation of partially alloyed CuSn10 powders by diffusion treatment[J]. Powder Metallurgy Industry, 2003, 13(6): 13-17.
[11] UNLU B S, ATIK E. Evaluation of effect of alloy elements in copper based CuSn10 and CuZn30 bearings on tribological and mechanical properties[J]. Journal of Alloys and Compounds, 2010, 489: 262-268.
[12] �ɹ⺣, ������, ¬����, ��. CuSn15��Fe����ѹ�ս���ʯ����̥�����ܵ�Ӱ��[J]. ��ĩұ����, 2015, 33(2): 105-110.
MENG Guanghai, LEI Xiaoxu, LU Anjun, et al. Effects of CuSn15 and Fe on the properties of pressureless sintered diamond tools matrix[J]. Powder Metallurgy Technology, 2015, 33(2): 105-110.
[13] ����, Ҧ����, �����, ��. Cu-Snϵˮ�����Ͻ�������о�[J]. ���ʯ��ĥ��ģ�߹���, 2015, 35(3): 52-56.
SHEN Xiang, YAO Jiongbin, MA Hongqiu, et al. Study on properties of water atomized Cu-Sn alloy powder[J]. Diamond & Abrasives Engineering, 2015, 35(3): 52-56.
[14] RAJKOVIC V, BOZIC D, DEVECERSKI A, et al. Characteristic of copper matrix simultaneously reinforced with nano- and micro-sized Al2O3 particles[J]. Materials Characterization, 2012, 67: 129-137.
[15] BESTERCI M, KOH TEK I, VELGOSOV
TEK I, VELGOSOV O. Microstructural parameters of dispersion strengthened Cu-Al2O3 materials[J]. Journal of Materials Science, 2008, 43(3): 900-905.
O. Microstructural parameters of dispersion strengthened Cu-Al2O3 materials[J]. Journal of Materials Science, 2008, 43(3): 900-905.
[16] LEE J, KIM Y C, LEE S, et al. Correlation of the microstructure and mechanical properties of oxide-dispersion-strengthened coppers fabricated by internal oxidation[J]. Metallurgical and Materials Transactions A, 2004, 35(2): 493-502.
[17] YAN Zhiqiao, CHEN Feng, YE Fuxing, et al. Microstructures and properties of Al2O3 dispersion-strengthened copper alloys prepared through different methods[J]. International Journal of Minerals, Metallurgy, and Materials, 2016, 23(12): 1437-1443.
[18] ��־��, �·�, ��һ��. ����ѹ�Ʒ��Ʊ�Al2O3��ɢǿ��ͭ�Ͻ�[J]. �й���ɫ����ѧ��, 2015, 25(3): 747-753.
YAN Zhiqiao, CHEN Feng, CAI Yixiang. Al2O3 dispersion strengthened copper alloy prepared by high-velocity compaction[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(3): 747-753.
[19] HWANG S J, LEE J H. Mechanochemical synthesis of Cu-Al2O3 nanocomposites[J]. Materials Science and Engineering: A, 2005, 405(1/2): 140-146.
[20] ZHANG Xuehui, LIN Chenguang, CUI Shun, et al. Characteristics of nano-alumina particles dispersion strengthened copper fabricated by reaction synthesis[J]. Rare Metal Materials and Engineering, 2016, 45(4): 893-896.
[21] YING D Y, ZHANG D L. Processing of Cu-Al2O3 metal matrix nanocomposite materials by using high energy ball milling[J]. Materials Science and Engineering: A, 2000, 286(1): 152-156.
(�༭ �Կ�)
�ո����ڣ� 2018 -11 -30; �����ڣ� 2019 -01 -30
������Ŀ(Foundation item)���㶫ʡ��ѧԺʵʩ����������չ��������ר��(2018GDASCX-0117)���㶫ʡ�����о�������������Ŀ(2017A070701029)����ɽ�пƼ��ƻ���Ŀ(2016G1FC0007)�������пƼ��ƻ���Ŀ(201907010022��201707010145��ZWY201704003) (Project(2018GDASCX-0117) supported by the Science and Technology Development of Guangdong Academy of Science; Project(2017A070701029) supported by the Public Welfare Research and Capacity Building of Guangdong Province; Project(2016G1FC0007) supported by Zhongshan Science Technology Planning; Projects(201907010022��201707010145��ZWY201704003) supported by Guangzhou Science and Technology Planning)
ͨ�����ߣ��·壬��ʿ��������ʦ�����½��ʯ���ߺ�̥����ϵ��о���E-mail��chenfengcsu@163.com
ժҪ:��Al2O3��ɢǿ��ͭ�Ͻ�(��ơ���ɢͭ�����ۺ���������Ϊԭ�ϣ���600��700��800 ����ɢ�����Ʊ���ɢͭ-���Ͻ��ĩ���о���ɢ�¶ȶԺϽ��ĩ������ɡ���֯��ò����װ�ܶȡ������ԡ���Ӳ�Ⱥ����ȷֲ������ܵ�Ӱ�죬������Ͻ��ĩ�ij������ԡ��о������������700 ���800 ����ɢ�����ɻ�����ֲ����ȵ���ɢͭ-���Ͻ��ĩ���úϽ��ĩ����ʲ�������״���ֲ��ʽ����Ρ���700 ����ɢ�����Ʊ�����ɢͭ-���Ͻ��ĩ������ѵ��ۺϷ�ĩ���ԣ�����װ�ܶȡ������ԡ���Ӳ��(HV0.05������λ�����ֱ�Ϊ2.74 g/cm3��35.1 s/(50 g����140.2��38.8 ��m����ɢ���Ʊ�����ɢͭ-���Ͻ��ĩ������װ�ܶȵ͡������Ժá���Ӳ�ȸߺ�����ϸС���ص㣬���ҳ����ȶ������ã������ڹ�ģ��������
[2] �ܽ�, ������, ����ɳ. CuSn10��ͭ��ĩ��ѹ�ս���Ϊ�����ܵ��о�[J]. ��ĩұ��ҵ, 2008, 18(3): 18-21.
[4] ����, ������. �����ι��������Ʊ�Cu-SnԤ�Ͻ��ĩ[J]. ��ĩұ����Ͽ�ѧ�빤��, 2010, 15(5): 525-529.
[6] ������.ͭ��ͭ�Ͻ��ĩ����Ʒ[M]. ��ɳ: ���ϴ�ѧ������, 2010: 96-98.
[7] ������. ͭ����ĩұ��Ĺ�ȥ����״��ǰ��[J]. ��ĩұ��ҵ, 2009, 19(1): 38-48.
[10] ���, ������, ������, ��. ��ɢ�����Ʊ�CuSn10���ֺϽ�ĩ���о�[J]. ��ĩұ��ҵ, 2003, 13(6): 13-17.
[13] ����, Ҧ����, �����, ��. Cu-Snϵˮ�����Ͻ�������о�[J]. ���ʯ��ĥ��ģ�߹���, 2015, 35(3): 52-56.
[18] ��־��, �·�, ��һ��. ����ѹ�Ʒ��Ʊ�Al2O3��ɢǿ��ͭ�Ͻ�[J]. �й���ɫ����ѧ��, 2015, 25(3): 747-753.
