
DOI: 10.11817/j.issn.1672-7207.2017.04.007
��ѹ��̼����ĥ�����ܵ�Ӱ��
��ʢ��1��������1�������1����־ǿ2����Сǿ1
(1. ����������ѧ ��е����������ѧԺ���㶫 ���ݣ�510640��
2. �й����ʴ�ѧ(����) ���̼���ѧԺ��������100083)
ժ Ҫ��
��ĥ�����ԣ����ò�ͬ�����Ĺ�ѹ���ն�45�Ÿ��������б��洦����ͨ��������ò�����ǡ�ά����Ӳ�ȼƺ�ɨ��羵(SEM)�����ڲ�ͬ�����£���ѹ���նԸֵı���ֲڶȡ���Ӳ�ȡ�Ӳ����ĺ�ȵȵ�Ӱ�죬Ȼ����SRV IVĦ��ĥ��������϶Ա��о������մ�����������ĥ�����ԡ��о������������ѹ����ʹ���������γ�һ����ȵ�Ӳ���㣬���Խ�����������Ĵֲڶȣ���߱�����Ӳ�ȣ���ѹ����ʹ������ĥ������Ħ������������С��δ����������ĥ����ʽ��ҪΪ���ĥ���ƣ��ĥ�𣬹�ѹ��������ĥ��ĥ��Ϊ��������������ƣ�Ͱ��䣻��ͬ�Ĺ�ѹ������45�Ÿֱ������ܺ�������Ӱ��ϴ�ѹ����ʹ45�Ÿ������Ŀ���ĥ�����ܸ������졣
�ؼ��ʣ�
��ͼ����ţ�TG176��TG506.2 ���ױ�־�룺A ���±�ţ�1672-7207(2017)04-0896-07
Effect of burnishing on fretting wear behaviors of carbon steel
QU Shengguan1, HE Ruiliang1, WANG Guanghong1, FU Zhiqiang2, LI Xiaoqiang1
(1. School of Mechanical and Automotive Engineering,
South China University of Technology, Guangzhou 510640, China;
2. School of Engineering and Technology, China university of Geosciences (Beijing), Beijing 100083, China)
Abstract: In order to improve fretting wear properties of the carbon steel, the burnishing processes with different parameters were introduced to the surface treatment of 1045 steel specimens. The surface roughness, microhardness and the thickness of hardening layer treated by different burnishing processes were evaluated using surface topography device, vickers microhardness tester and scanning electronic microscopy (SEM). In addition, the fretting wear characteristics of samples with different burnishing parameters were investigated using SRV IV tester. The results show that thick hardening layer is generated on the surface of the steel samples by burnishing process. The surface roughness reduces and the microhardness increases significantly. The friction coefficient and wear loss are decreased obviously after burnishing process. Moreover, the wear mechanisms of untreated specimens are mainly adhesive wear and fatigue wear, whereas the treated specimens are mainly damaged by abrasive wear accompanied with slight fatigue spalling. The burnishing parameters have an obvious effect on steel surface properties and fretting wear characteristics. And the burnished 1045 steel specimens have better wear resistance.
Key words: burnishing; fretting wear; carbon steel; wear mechanism
����ָ�����ڽӴ�����䣬λ�Ʒ������������������˶�[1]������ĥ����һ�����������в����˻�����ʽ���㷺������3����ͬ�������������ֻ��������������������[2-3]�����漰��Ħ�������Ա��Ρ����������Ƶȵĸ��ӹ���[4]����ĥ��������ϼ�����˨���Ӽ��������������[5-8]���ɶ���ҧ�ϣ�������ĥ������С�����ǻ���ɽӴ����������Ƶ���չ������Ӱ���㲿����ʹ������[9]����ĥ�������ڹ�ҵ�������ձ���ڣ��Ѿ���Ϊ��ɺܶ�ؼ��㲿��ʧЧ����Ҫԭ�����ѹ��������Ҫ�ı������������ͨ����е�ֶ��ڽ����������ѹ�����Σ�ʹ�������㷢������Ť��������ϸ�����γɸ�ǿ�ȵ���������֯������˽�������Ӳ�ȣ�ͬʱ���ڹ�ѹ����Χ�������Ļظ����ã�ʹ������ϲ�������ѹӦ��������ѹ���ղ����ļӹ�Ӳ���Ͳ���ѹӦ�����������Ŀ���ĥ�����ܺ�ƣ��ǿ�Ⱦ�����Ҫ����[10]��WANGER[11]�о����ѺϽ����Ͻ�þ�Ͻ��ڹ�ѹ���ƣ�����ܣ�ָ��ƣ��ǿ����Ҫȡ���ڼӹ��γɵIJ���ѹӦ���Ĵ�С�ͷֲ���MAJZOOBI��[12]�о��˹�ѹ���7075���Ͻ����ƣ�ͣ�ָ����ѹ���Խ�7075���Ͻ�Ŀ���ƣ�����ܴ������ߣ�������[13]�о��˹�ѹ�յ��ݶȳ�ϸ��ͭ�������µ���ĥ�����ԣ�ָ�����ݶ�ͭ����ĥ�����ܱȴ�ͭ���10�����ϡ�̼����Ϊһ���ڹ�ҵ�г��õ��㲿�����ϣ�����ĥ�������ܵ�����Ĺ�ע������Ŀǰ���ڹ�ѹ��̼����ĥ�����ܵ��о�ȴ���б��������������Բ�ͬ�Ĺ�ѹ������45�Ÿֽ��й�ѹ������Ȼ��ͨ��������������ĥ�����飬ϵͳ�ط����˹�ѹ���ն�̼����ĥ�����ܵ�Ӱ�죬Ϊ�������ն�̼�ֵ������ṩ����Ҫ�IJο���
1 ����
1.1 �������
Ϊ�˳��̽����ѹ���նԸ�45�Ÿ���ĥ�����ܵ�Ӱ�죬�ر�ʹ��δ���ȴ�����Բ�����ϣ���̼�ְ���F(������)+P(�����)�࣬�仯ѧ�ɷ����1��ʾ��
1.2 ���鷽��
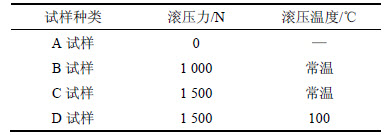
����һ���������Ĺ�ѹ�����ڳ����϶�̼���������ж����ѹ��������ѹʾ��ͼ��ͼ1��ʾ������ֱ��������Ϊ5 mm��12 mm������ΪYG6Ӳ�ʺϽ�Ӳ��(HRA)Ϊ90.5������ǿ�ȸߣ���������ܺá���������ת��Ϊ360 r/min��ͨ��װ�й�ѹ���ߵĻ���β������������ʩ�ӹ�ѹ��������ѹ��������������ѹ����װ��ʾ��ͼ������[13]��ͨ�����ù�ѹ����(��ѹ����ѹ�¶�)��������Ϊ4�࣬���2��ʾ���������鴦������ѹʱ��Ϊ60 s��
��1 ̼�ֵĻ�ѧ�ɷ�(��������)
Table 1 Chemical composition of carbon steel %

��2 ��ѹ��������
Table 2 Classification on burnishing parameters
����BMT Expert3D������ò�Dz�����ѹǰ�������ı���ֲڶȣ�������SEM(ɨ��羵)�۲������ı�������������ѹ�����Ľ���������������Ϊ4%������ƾ���Һ���и�ʴ����SEM�Ϲ۲츯ʴ�������֯�ṹ������HVS-1000��Ӳ���Dz�����ͬ��ѹ�������������������ȷ����ϵ�Ӳ�ȱ仯��������Ϊ0.98 N������ʱ��Ϊ15 s��
����Optimal SRV IVĦ��ĥ�������������������ĥ�����飬Ħ�����ĽӴ���ʽΪ��-�̽Ӵ�������ĥ������ǰ��ʹ�ó�������ϴ������ˮ�Ҵ�����ϴ�����������ڸ������б�����Ⱦ����ĥ����������Ϊ�����£���Ħ������ż��ΪGCr15��и���ֱ��Ϊ10 mm��Ӳ��(HRC)Ϊ62~63����������г�Ϊ200 ��m�������غ�Ϊ20 N��Ƶ��Ϊ5 Hz������ʱ��Ϊ1 800 s�������������BMT Expert3D������ò�Dz���ĥ�۵ļ�����ò����������[14]�еĹ�ʽ���Լ����������ƽ��ĥ�������Ȼ������ɨ��羵�۲�ĥ�ߵı�����ò��
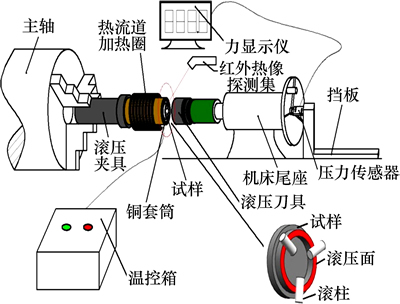
ͼ1 ��ѹʾ��ͼ
Fig. 1 Schematic diagram of burnishing
2 ���������
2.1 �����ı�������
2.1.1 ����ֲڶ�
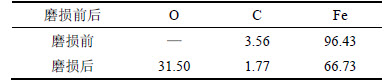
�������ı���ֲڶ���ͼ2��ʾ��A��B��C��D�����ı���ֲڶȷֱ�Ϊ2.20��0.55��0.38��0.32 ��m����A������D�����������Ե��½����ơ�����D��������ֲڶȽ�A�����½���85.5%��4��������SEM�¹۲�ı�����ò��ͼ3��ʾ����ͼ3��֪��A�������溬�кܶ���γɵĹ��ۺͰ��ӣ�����ֲڶȽϴ�B��C�������ڲ�ͬ�Ĺ�ѹ���ã�����Ĺ��ۺͰ������Եļ��٣�D�������ڹ�ѹ�¶ȵ�����������淢��ǿ�ҵ����Ա��Σ����������Ĺ��ۺͰ��ӱ�������ƽ������������ӹ���������ֲڶ������½���
2.1.2 ��Ӳ�ȷֲ�
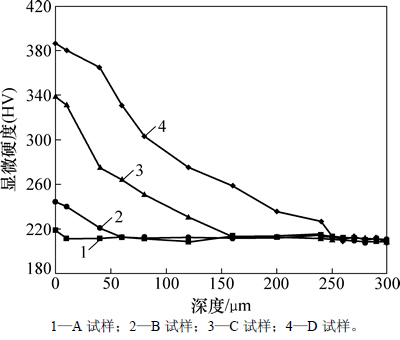
����������Ӳ������ȵı仯��ͼ4��ʾ����������Ӳ������ȷ����ϳ��ݶȱ仯������������Ӳ����ߣ�������ȵ����ӣ�Ӳ�����͵������
Ӳ�ȡ�������������ǰ�����γ����ļӹ�Ӳ���㣬 A�����ı�����Ӳ��(HV)Ϊ 218.82���Ȼ���Ӳ���Ըߣ�D�����ı��������Ӳ��Ϊ386.46���Ȼ���Ӳ����߽�82.7%��������Ϊ��ѹ����ʹ�������淢�����Ա��Σ���ͼ5��ʾ���ڹ�ѹ�������ľ���ṹ����Ť�������������쳤��ϸ����������η������죬���н��������γ��˱Ȼ�����и���ǿ�ȵĽ��ܲ���֯-��ѹӲ���㡣ͬʱ����ѹӲ����ĺ�����ѹ�����ı仯���仯������ʵ��ǰ����������С�����������ļӹ�Ӳ������Բ��ƣ��ɸ���������Ӳ������ȷ���ı仯��֪��B��C��D������Ӳ�����ȷֱ�ԼΪ60��160��250 ��m����һ����Χ�ڣ�Ӳ���������Ź�ѹ����������������ڹ�ѹ�¶ȵ���ߣ����Ա��θ���ǿ��[15]������ͬ��ѹ�������£�Ӳ�����ȸ���
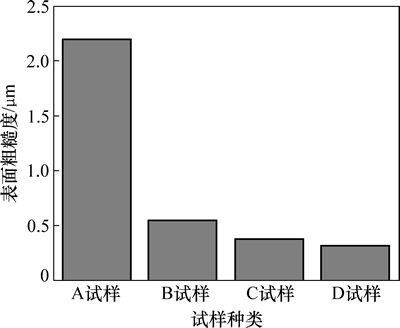
ͼ2 �������ı���ֲڶ�
Fig. 2 Surface roughness of each specimen
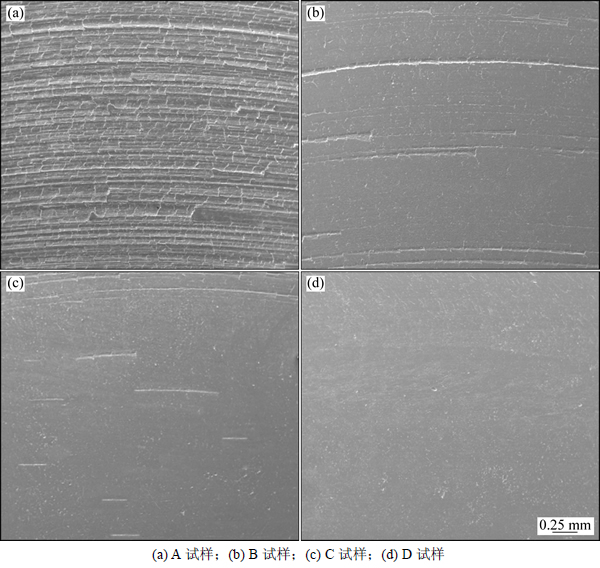
ͼ3 ��ͬ�����ı�����ò
Fig. 3 Surface topography of different specimens
ͼ4 ����������ȷ����Ӳ�ȷֲ�
Fig. 4 Vickers hardness variation with depth for each specimen
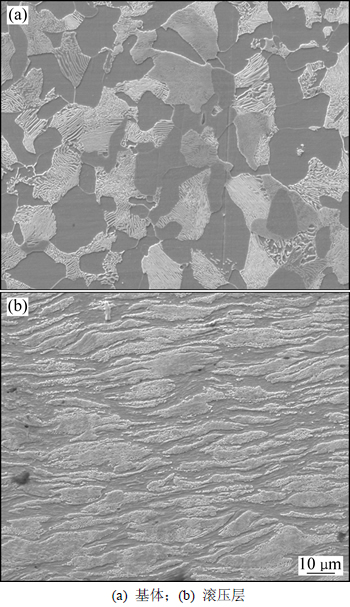
ͼ5 ������ͬ�����֯�Ա�
Fig. 5 Microstructure comparison of specimens with different depths
2.2 Ħ��ĥ������
2.2.1 Ħ������
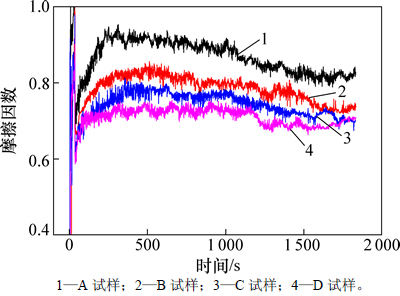
�������Ķ�̬Ħ��������ͼ6��ʾ����Ħ�����ڣ����������ֲڷ�ֱ�ӽӴ����γɾֲ��㺸��ʹ����ֲڶ�����Ħ�������ϸߣ�����ĥм���γɣ�����Ϊ�������塱������[16]������������ã��γ�����Ħ�����棬ʹ��Ħ�������½�����Ħ�����ȶ��ڣ�������Ħ��������ĥм�IJ��ϲ������ų����γɶ�̬ƽ�⣬Ħ���������ȶ�������Ħ����������Ϊ���������½����������ȶ������ơ�ͼ6�и�����֮��Ħ�������IJ������������������йأ���Ħ��ѧԭ����ʽ��֪��

ʽ�У���ΪĦ��������SΪ����Ӧ����AΪ�Ӵ������WΪʩ���غɡ�����D����Ӳ����������ϴ�Ħ������ĽӴ������С�����Ħ��������С��
ͼ6 �������Ķ�̬Ħ������
Fig. 6 Dynamic friction coefficient of each specimen
2.2.2 ĥ������
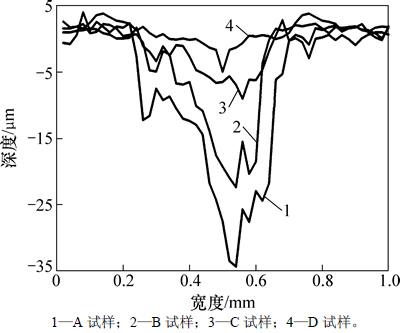
����������ĥ�����ϵĽ���������ͼ7��ʾ����ͼ7��֪��A������ĥ�������ﵽ34.3 ��m��������ΪA�������ڳ����γɵļӹ�Ӳ����dz�������������ƻ��������Ļ���ֱ�ӱ�¶������ʹ������ĥ�����أ�B��C��D���������ĥ����ȷֱ�Ϊ22.4��9.0��4.9 ��m��D������ĥ����Ƚ�A����������85.7%��
ͼ7 ĥ�߽�������
Fig. 7 Section profiles of wear scars
����������ĥ�������ͼ8��ʾ����ͼ8���Կ�������A�������ε�D������ĥ�������١�����B��C��D��ĥ�����ֱ������A��ĥ����������63.4%��74.1%��91.2%��˵����һ����Χ�ڹ�ѹ�����������������ĥ�ԣ��������Ź�ѹ����(��ѹ����ѹ�¶�)�IJ�ͬ��������ĥ�Ե���̶߳�Ҳ�����仯��������Ϊ��ѹʹ�������㷢�����ҵ����Ա��Σ��γ��˾��нϸ�Ӳ�ȺͲ���ѹӦ����Ӳ���㣬�ٽ���������ĥ�Ե����[17]��
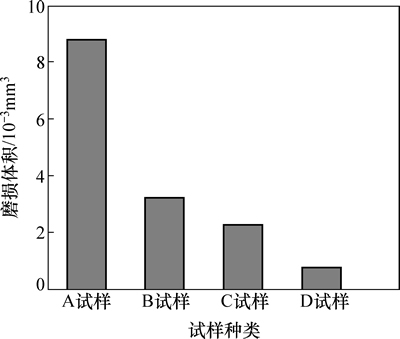
ͼ8 ����������ĥ�����
Fig. 8 Fretting wear volume of each specimen
2.3 ĥ���������
����������ĥ���������������غ�ɫ��ĩ״ĥм�������ٵ�[18]ָ��ĥм����Ҫ�ɷ�ΪFe2O3�͵����������γɻ���Ϊ��������ĥ��Ľ��У��ϴ�Ľ���ĥ���������ѹ�����飬������һ���ĵ����Ա��Σ��������ø��ӳ�֣�������������ĥ�𣬴Ӷ��γ�������ĥм[19]������Dĥ��ǰ����������(EDS)�����ԱȽ����ͼ9�ͱ�2��ʾ(����A��B��C�������ƽ��)����������ĥ���������Ԫ����������Ϊ31.50%��������ĥ������з������ҵ��������ã���������ĥ����ĥм�����������ϡ�
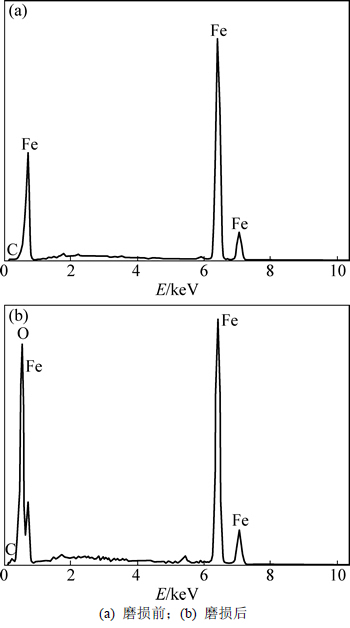
ͼ9 ĥ��ǰ�����������ͼ
Fig. 9 EDS spectra of worn and unworn surface
��2 ĥ��ǰ��������������(��������)
Table 2 EDS results of worn and unworn surface %
Ϊ��һ��̽����ѹ��������ĥ���Ӱ�죬���������ͬ������ĥ�������ò���з�������ͼ10��ʾ����ͼ10��֪���������涼������ƽ������������繵������ĥ��ĥ�����Ҫ����������δ����������A����Ӳ�Ƚϵͣ������ĥ�������ϲ���ұ���ֲڶȽϴ�����ñ���Ĵֲڷ�˴�Ƕ�룬�����ܸߵľֲ�Ӧ�����������A�����������ĥ������˺ܶ���ſӣ������ڱ���Ħ������ѭ��Ӧ���Ĺ�ͬ�����£����濪�ѣ��γɴ�ֱ���������ƣ�����ƣ����²������䣬�γɰ��ӡ�������A������B��C��Dĥ��̶����εõ����Ը��ƣ�����B��C��D�����ƣ�Ͱ������ſ����Լ��٣���������D��ĥ�����ֻ�������繵����������Ϊһ�����ѹʹ�ñ����������С�˽Ӵ������Ӧ�����У����Ҿ��и�Ӳ�ȵ�Ӳ��������������Ŀ����ĥ�������[20]����һ���棬��ѹ�����IJ���ѹӦ�����������Ƽ�˵���չ�������˲��϶�ȱ�ڵ����У�����������Ŀ�ƣ��������
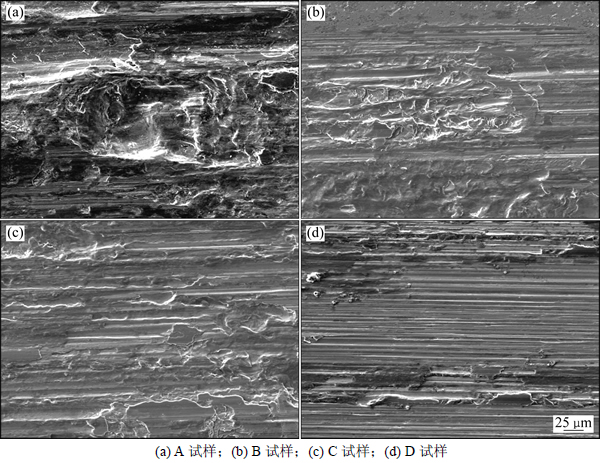
ͼ10 ��ͬ�����ı���ĥ����ò
Fig. 10 Surface wear micrographs of different specimens
3 ����
1) ��ѹ���ն����45�Ÿֱ������ܾ����������ã� ��ͬ��ѹ����(��ѹ����ѹ�¶�)�������������������������Ӳ�ȡ�Ӳ�����ȳ̶����Բ�ͬ����һ����Χ�ڣ����Ź�ѹ����ѹ�¶ȵ�������������������������Ӳ������ߣ�Ӳ�������Ӵ����¹�ѹ(��ѹ��Ϊ1 500 N����ѹ�¶�Ϊ100 ��)���������������ֲڶ�Ϊ0.32 ��m����δ��������������85.5%��������Ӳ��(HV)Ϊ386.46����δ����������˽�82.7%��Ӳ������ԼΪ250 ��m��
2) ��ѹ���ն����45�ŸֵĿ���ĥ�����ܾ����������ã���Ӱ��������Ҫ��Ӳ�ȵ���ߺͲ���ѹӦ��������ͬ��ѹ������̼�ֵĿ���ĥ��������߷��Ȳ�ͬ���¹�ѹ(��ѹ��Ϊ1500 N����ѹ�¶�Ϊ100 ��)������ѡ�
3) ��������ĥ������з���ǿ�ҵ��������ã�δ����������ĥ����ʽ��ҪΪ���ĥ���ƣ�Ͱ��䣻��ѹ��������ĥ����ʽ��ĥ��ĥ��Ϊ������������ƣ�Ͱ��䡣
�ο����ף�
[1] ������. ��Ħ��ѧ�ķ�չ��״������[J]. Ħ��ѧѧ��, 1997, 17(3): 272-280.
ZHOU Zhongrong. Recent development in fretting research[J]. Tribology, 1997, 17(3): 272-280.
[2] LEMM J D, WARMUTH A R, PEARSON S R, et al. The influence of surface hardness on the fretting wear of steel pairs-Its role in debris retention in the contact[J]. Tribology International, 2015, 81(8): 258-266.
[3] REN Pingdi, CHEN Guangxiong, ZHU Minhao, et al. Influence of oil and water mediums on fretting behavior of AISI 52100 steel rubbing against AISI 1045 steel[J]. Trans Nonferrous Met Soc China, 2004, 14(S2): 364-369.
[4] LI Jie, LU Yonghao, ZHANG Haoyang, et al. Effect of grain size and hardness on fretting wear behavior of Inconel 600 alloys[J]. Tribology International, 2015, 81: 215-222.
[5] PERRETA J, BOEHM-COURJAULT E, CANTONI M, et al. EBSD,SEM and FIB characterization of subsurface deformation during tribocorrosion of stainless steel in sulphuric acid[J]. Wear, 2010, 269(5/6): 383-393.
[6] PAPE J A, NEU R W. Subsurface damage development during fretting fatigue of high strength steel[J]. Tribology International, 2007, 40(7): 1111-1119.
[7] RYBIAK R, FOUVRY S, BONNET B. Fretting wear of stainless steels under variable temperature conditions: introduction of a ��composite�� wear law[J]. Wear, 2010, 268(3/4): 413-423.
[8] FOUVRY S, FRIDRICI V, LANGLADE C, et al. Palliatives in fretting: a dynamical approach[J]. Tribology International, 2006, 39(10): 1005-1015.
[9] VARENBERG M, HALPERIN G, ETSION I. Difference aspects of the role of wear debris in fretting wear[J]. Wear, 2002, 252(11/12): 902-910.
[10] �����, ��ΰ, ����ҫ. ������ѹ������������Ľ���������ʵ����֤[J]. ����������ѧѧ��(��Ȼ��ѧ��), 2008, 36(8): 98-103.
LI Fenglei, XIA Wei, ZHOU Zhaoyao. Analytical investigation and experimental verification of surface smoothing mechanism of roller burnishing[J]. Journal of South China Uiversity of Technology (Natural Science Edition), 2008, 36(8): 98-103.
[11] WAGNER L. Mechanical surface treatments on titanium, aluminum and magnesium alloys[J]. Materials Science and Engineering A, 1999, 263(2): 210-216.
[12] MAJZOOBI G H, AZADIKHAH K, NEMATI J. The effects of deep rolling and shot peening on fretting fatigue resistance of Aluminum-7075-T6[J]. Materials Science and Engineering A, 2009, 516(1/2): 235-247.
[13] ����, ��ΰ, ���, ��. ��ѹ�յ��ݶȳ�ϸ��ͭ������ĥ�������о�[J]. Ħ��ѧѧ��, 2014, 34(1): 20-27.
LI Ning, XIA Wei, ZHAO Jing, et al. Lubrication fretting wear of gradient ultrafine-grained copper induced by burnishing[J]. Tribology, 2014, 34(1): 20-27.
[14] �ַ�Ԫ, �ܻ��, ����. ������Ħ����ĥ������IJ����ͼ���[J]. Ħ��ѧѧ��, 1995, 15(2): 145-151.
YAN Fengyuan, ZHOU Huidi, ZHANG Zefu. The measurement and caculation of the wear volume of the pairs for fretting test[J]. Tribology, 1995, 15(2): 145-151.
[15] TIAN Y G, SHIN Y C. Laser-assisted burnishing of metals[J]. International Journal of Machine Tools and Manufacture, 2007, 47(1): 14-22.
[16] DIOMIDIS N, MISCHLER S. Third body effects on friction and wear during fretting of steel contacts[J]. Tribology International, 2011, 44(11): 1452-1460.
[17] ����, ����, ���, ��. WC-Ni/SiC Ħ��������Ħ������[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2009, 40(1): 99-105.
YI Danqing, HUANG Liang, LI Jian, et al. Sliding friction properties of WC-Ni/SiC friction couple[J]. Journal of Central South University (Science and Technology), 2009, 40(1): 99-105.
[18] ������, ����, �����. Ӳ�ȶ�̼����ĥ����Ϊ��ĥм��ֵ�Ӱ��[J]. Ħ��ѧѧ��, 1995, 15(4): 300-305.
ZHANG Xushou, LIU Hong, WANG Xiue. Effect of the hardness on fretting wear behaviour and wear debris composition of carbon steel[J]. Tribology, 1995, 15(4): 300-305.
[19] ���϶�, ������, ��Դ��, ��. NiAl-2.5Ta-7.5Cr�Ͻ������Ħ��ĥ������[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2015, 46(1): 88-93.
ZHANG Mengen, WANG Zhensheng, GUO Yuanjun, et al. Friction and wear behavior of NiAl-2.5Ta-7.5Cr alloy at room temperature[J]. Journal of Central South University (Science and Technology), 2015, 46(1): 88-93.
[20] ��ʢ��, �����, ������, ��. ��������������ĥ�������о�[J]. Ħ��ѧѧ��, 2012, 32(5): 486-492.
QU Shengguan, WANG Guanghong, LI Wenlong, et al. Fretting wear of a high-performance plasma nitride steel[J]. Tribology, 2012, 32(5): 486-492.
(�༭ ����ƽ)
�ո����ڣ�2016-03-07�������ڣ�2016-05-28
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(41572362��51375466��51275494)(Projects (41572362, 51375466, 51275494) supported by the National Natural Science Foundation of China)
ͨ�����ߣ���ʢ�٣���ʿ�����ڣ���ʿ����ʦ�����¸����ܽ������ϵ��Ʊ������ܳ��μ���е�㲿����Ħ��ĥ���о���E-mail��qusg@scut.edu.cn
ժҪ��Ϊ�����̼�ֵ���ĥ�����ԣ����ò�ͬ�����Ĺ�ѹ���ն�45�Ÿ��������б��洦����ͨ��������ò�����ǡ�ά����Ӳ�ȼƺ�ɨ��羵(SEM)�����ڲ�ͬ�����£���ѹ���նԸֵı���ֲڶȡ���Ӳ�ȡ�Ӳ����ĺ�ȵȵ�Ӱ�죬Ȼ����SRV IVĦ��ĥ��������϶Ա��о������մ�����������ĥ�����ԡ��о������������ѹ����ʹ���������γ�һ����ȵ�Ӳ���㣬���Խ�����������Ĵֲڶȣ���߱�����Ӳ�ȣ���ѹ����ʹ������ĥ������Ħ������������С��δ����������ĥ����ʽ��ҪΪ���ĥ���ƣ��ĥ�𣬹�ѹ��������ĥ��ĥ��Ϊ��������������ƣ�Ͱ��䣻��ͬ�Ĺ�ѹ������45�Ÿֱ������ܺ�������Ӱ��ϴ�ѹ����ʹ45�Ÿ������Ŀ���ĥ�����ܸ������졣
[1] ������. ��Ħ��ѧ�ķ�չ��״������[J]. Ħ��ѧѧ��, 1997, 17(3): 272-280.
[13] ����, ��ΰ, ���, ��. ��ѹ�յ��ݶȳ�ϸ��ͭ������ĥ�������о�[J]. Ħ��ѧѧ��, 2014, 34(1): 20-27.
[14] �ַ�Ԫ, �ܻ��, ����. ������Ħ����ĥ������IJ����ͼ���[J]. Ħ��ѧѧ��, 1995, 15(2): 145-151.
[17] ����, ����, ���, ��. WC-Ni/SiC Ħ��������Ħ������[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2009, 40(1): 99-105.
[18] ������, ����, �����. Ӳ�ȶ�̼����ĥ����Ϊ��ĥм��ֵ�Ӱ��[J]. Ħ��ѧѧ��, 1995, 15(4): 300-305.
[20] ��ʢ��, �����, ������, ��. ��������������ĥ�������о�[J]. Ħ��ѧѧ��, 2012, 32(5): 486-492.
