
DOI��10.19476/j.ysxb.1004.0609.2017.09.11
���ͭ����˿���ι�������֯�����ܵ��ݱ�
�����1, 2����ʫ��1��л����1, 2
(1. �����Ƽ���ѧ �����Ƚ��Ʊ������������ص�ʵ���ң����� 100083��
2. �����Ƽ���ѧ �ִ���ͨ����������ӹ���������ʵ���ң����� 100083)
ժ Ҫ��
��������-����-��ɢ�˻�-���η����Ʊ�ֱ��60 ��m���ͭ����˿���о����ι����и���˿����֯����ѧ���ܺ͵����ʵı仯���ɡ�������������Ʊ���˿������ͽ�/ͭ������״̬���ã����ƽ�����ԼΪ2.0��m������������������ԼΪ10.5%�������ι����У�����Ӧ��������2.5ʱ������˿ͭо���˻�̬�ĵ��ᾧ��֯��ת��Ϊ��״��ά��֯������С�ǶȾ���������������˿�Ŀ���ǿ�����˻�̬��235 MPa���������ֵ451 MPa�����Ϻ��쳤�����˻�̬��49.5%������1.2%����������100.0%(IACS)�½�Ϊ98.3%(IACS)������������Ӧ����3.5��4.8ʱ���ӹ������в����ı�����ʹͭо������̬�ظ��Ͷ�̬�ٽᾧ��С�ǶȾ����������ͣ���ǶȾ����������ࣻ����Ӧ��Ϊ4.8ʱ��˿�Ŀ���ǿ��Ϊ439MPa���쳤��������3.0%���������½���94.5%(IACS)��
�ؼ��ʣ�
���ͭ����˿����������������֯��������
���±�ţ�1004-0609(2017)-09-1838-10���� ��ͼ����ţ�TG244.3���� ���ױ�־�룺A
����˿��Ϊ��װ�������ߣ��Ǽ��ɵ�·�Ͱ뵼����������Ĺؼ���������֮һ[1-3]�����Ͻ�˿���������ĵ��絼�����ܡ���ʴ���ܡ��������ܺͼӹ����ܣ��ڼ���˿�г�ռ������λ[4-7]�������ڽ�ļ۸���ܶȴ�����һֱ�����ڲ��ý������ͭ���Ƚ�������˿�ĵ��о�[8-9]�����У����ͭ����˿���н������Ŀ���������ʴ������ͭ����ĵ��絼�Ⱥ���ѧ���ܡ��۸���������ƣ�����ȡ����˿Ӧ���ڳ����ģ���ɵ�·�ĸ��ܶȷ�װ����������˿�Ľ��ͭ����˿����ֱ��Ϊ20~70 ��m����������0.5~2 ��m���Ʊ��ӹ��ѶȽϴ��ձ�������ʽ������õ�ƻ��������������ͭо˿����������ķ����Ʊ��˽��ͭ����˿[10-11]�����Ǹ÷������ڹ��ո��ӡ��������ɴ�����ǿ�ȵ͵����⡣�о�������Ч�Ʊ��ӹ��������ڴٽ����ͭ����˿��Ӧ�þ�����Ҫ�����塣
�������ߵ�����˲�������-���κ���ɢ�˻�ʵ�ֽ��ͭ�ĸ�Ч���ϣ�Ȼ����������Ʊ�����˿�ķ���[12]�������������Ľ���[13]�������ͷ��Ʊ��˽��������á����ǿ�ȸߵ�ͭ/�Ѹ��Ϲܣ��������ͳ��ξ��е��μӹ������������ڲ���������ѹӦ��״̬���������ѹ�����ε��ص㣬���Ʊ�˫���������߲ĵ���Ч�������ڴˣ����������о��˽��ͭ����˿�������ι����еĽ�����ò������֯����ѧ���ܺ͵������ܵı仯���ɣ�Ϊ�ƶ����ͭ����˿�ĺ��������ƶȣ��Ʊ����������ͭ����˿�ṩʵ�����ݡ�
1 ʵ��
���⾶10.6 mm���ھ�10.0 mm�Ľ��(����Ϊ99.99%)�������������̷��Ʊ���ֱ��10.0 mm��״��������ͭ��Ϊԭ���ϣ�ʹ��ɴ����ĥ��ͭ��������Գ�ȥ����Ĥ������ͭ˿ˢ�������ڱ���ȱ�ݣ�����ܺ�ͭ�������Ҵ���Һ�н��г�����ϴ15 min���ɣ�Ȼ��ͭ�˲������л�ý�/ͭ˫��������������Ϊ�˱�������ʱģ�������ת�ʹ�Ը�������0.3 mm�ں�����������İ��ӡ�����״Ƭ�㡢���Ƶ����ˣ���˫��������������������̬��ͭ����Ϊ��/ͭ���������ı����ף����������ͺ����μӹ��Ʊ���ֱ��1.5 mm��ͭ/��/ͭ�����߲ġ����û�ѧ�����������߲ĵ����ͭ��ȥ�������˻��¶�Ϊ250 �桢����ʱ��Ϊ12 h�������½�����ɢ�˻��������ֱ��1.1 mm���ͭ�����߲ģ����н����ԼΪ26 ��m����������������ԼΪ10.9%��ͨ����ɢ�˻�ͭо�ͽ������ԭ�Ӳ����˻���ɢ���γɽ�����õĽ�/ͭ���棬��ɢ����Լ1.3 ��m����ͼ1��ʾ����ɢ�˻��������߲ĵļӹ�Ӳ���������ں������ͭ����˿�ĵ����μӹ���
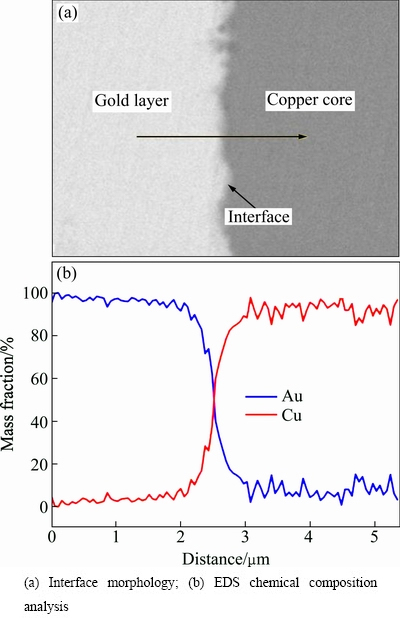
ͼ1 ��ɢ�˻����ͭ�����߲Ľ�����ò��EDS��ɨ��ͼ
Fig. 1 Interface morphology and EDS chemical composition analysis of gold cladding copper wire after diffusion-annealing
���˻��Ľ��ͭ�����߲Ľ��ж�������μӹ����������߲�ֱ����0.1~1.1 mm��Χ��ʱ�����α�����Ϊ10%~25%�������߲�ֱ��Ϊ0.06~0.10 mmʱ�����α�����Ϊ5%~8%�������ٶ�Ϊ3.6 m/min�����������Ƶ���Ӧ���ָ�˻���߲ĵ��ۻ����α�������
����ZEISS EVO-18��Special Edition��ɨ����������Խ��ͭ����˿�Ľ�/ͭ������ò���й۲죬����Nikon ECLIPSE LV150�ͽ��������۲츴��˿��ͭо����֯������LEO-1450��SEM�ĵ��ӱ�ɢ������(EBSD) ϵͳ��ţ��INCA��HKLȫ�Զ�����ȡ�����ݲɼ�ϵͳChannel�Խ���ͭо���ݽ�������֯���з���������AG-2S��������������Ը���˿�ĵ���ѧ���ܣ�ÿ������������3����ȡ��ƽ��ֵ��Ϊ���Խ��������Nano Indenter XP��������ѧ̽����Խ���ͭо������Ӳ�ȣ�ÿ����������5���㣬ȡ��ƽ��ֵ��Ϊ���Խ�������ð���Applent AT-515�;���ֱ����������Dz�������˿�ĵ�ֱ�����裬�������䵼���ʡ�
2 ��������
2.1 ���ͭ����˿�����ι����н�����ò�Ͱ������ȵı仯
���˻��Ľ��ͭ�����߲ľ���������μӹ��Ʊ���ֱ��0.06 mm�Ľ��ͭ����˿����ͬ�����������µĸ���˿�����࣬���������Ϻã���ͼ2��ʾ�������ι�����û�г��ֽ���ͭо���롢�ѻ��Ͷ�˿����������ʵ���в��õġ�����-����-��ɢ�˻�-���Ρ������Ʊ��Ľ��ͭ�����߲ľ�����������ӹ������Լ����Ʊ��ĸ���˿�������õı���������
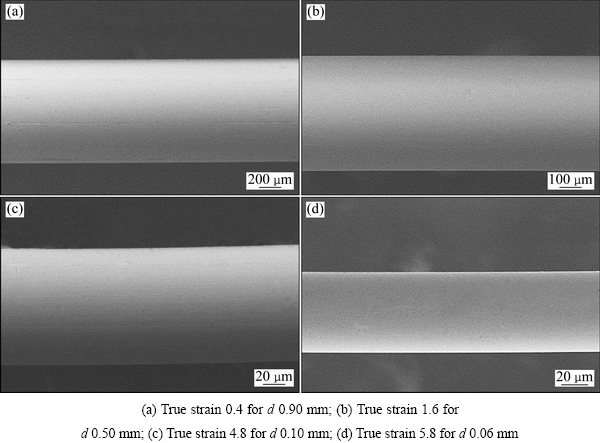
ͼ2 ��ͬ���������κ���ͭ����˿�ı�����ò��SEM��
Fig. 2 Surface SEM images of drawn gold cladding copper micro-wires
ͼ3��ʾΪ���ι����н��ͭ����˿�ĺ������ݽ���SEM����ͼ3���Կ�������ͬ���������κ�ĸ���˿�Ľ�㶼�����ذ�����ͭо��Χ���ҽ�/ͭ���������ã�û�г������ơ�����ȱ�ݡ����⣬�Ӹ���˿�ĺ����ͼ���Կ�������/ͭ����ʾ��״�ֲ������ű�����������/ͭ�������������ࣻ����˿���ݽ���ͼ���Կ�������ͬ�������ӹ���ĸ���˿�Ľ�/ͭ�����ƽֱ��
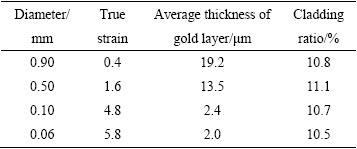
��1�г��˲�ͬ���������κ���ͭ����˿�Ľ��ƽ����ȺͰ����ȵı仯������ɱ�1��֪������˿�����μӹ������ű������������ƽ�������С�������ȱ仯��С��Ϊ10.5%~11.1%����ֱ��1.1 mm�����߲����μӹ���0.06 mm��˿��ʱ�����ƽ�������26.0 ��m��С��2.0 ��m��������ԼΪ10.5%�� ������ǰ���ͭ�����߲İ�����10.9%�ӽ���
����ǰ�����ͭ�����߲ľ�����ɢ�˻��γ���ұ�������õĽ�/ͭ����(��ͼ1)�����нϸߵĽ�����ǿ�ȣ��ں������ι����а�������ͭоЭͬ���γ̶Ƚϸߣ���ˣ���ʹ������������ӹ����/ͭ�����Ծ������õĽ�������������ȱ仯��С����һ����Խ��ͭ����˿���νṹ��ƺ����ι��յ��ƶ�������Ҫ��ָ�����á�
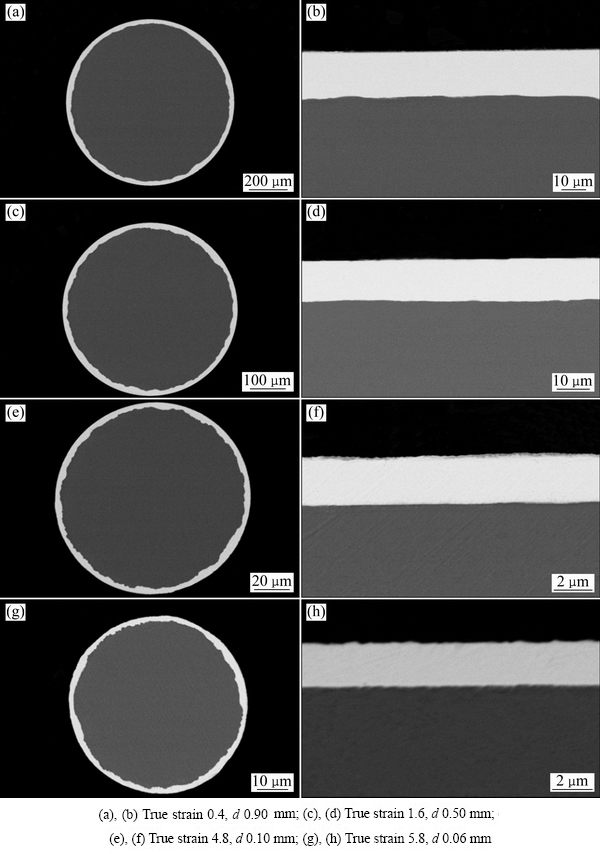
ͼ3 ��ͬ���������κ���ͭ����˿�ĺ������ݽ���SEM��
Fig. 3 SEM images of cross and longitudinal sections of drawn gold cladding copper micro-wires
��1 ��ͬ���������κ���ͭ����˿�Ľ��ƽ����ȺͰ�����
Table 1 Average thickness of gold layer and cladding ratio of drawn gold cladding copper wires
2.2 ���ͭ����˿�����ι���������֯�仯
2.2.1 ͭо��֯
ͼ4��ʾΪ�˻�̬���ͭ�����߲ĺͲ�ͬ����������̬����˿���ݽ��������֯����ͼ4(a)���Կ����������߲ľ�250 �汣��ʱ��12 h����ɢ�˻��ͭо��������ȫ�ٽᾧ���γ��˵��ᾧ��֯������ƽ���ߴ�ԼΪ26 ��m������Ӧ��Ϊ0.4(��Ӧd0.90 mm˿��)ʱ��ͭо�ľ��������η�����������ͼ4(b)��ʾ������Ӧ��������2.5(��Ӧd0.32 mm˿��)ʱ��ͭо��֯�ݱ�Ϊ�����η����ϸ����ά״��֯����ͼ4(c)��ʾ�����⣬���ι����У�ͭо�������洦�����IJ�λ����֯�IJ����С������ͭо�������ξ����ԽϺá�������Ӧ�����������3.5(��Ӧd0.19 mm˿��)ʱ��ͭо�ֲ������������ϸС�ľ�������ά״��֯�ֻ����Ҿ����ý�ģ������ͼ4(d)��ʾ����һ��������Ӧ����4.8(��Ӧd0.10 mm˿��)ʱ��ͭо��ϸС�����������࣬��ά״��֯��ø���ģ������ͼ4(e)��ʾ��
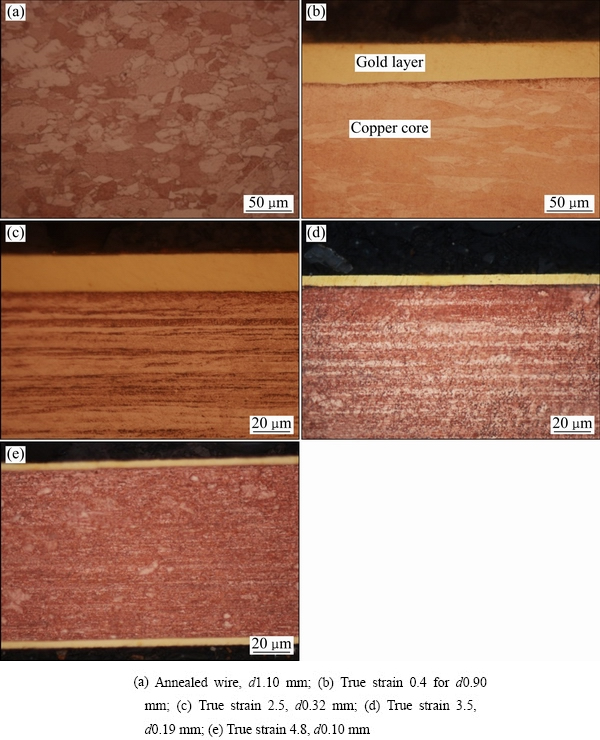
ͼ4 �˻�̬�Ͳ�ͬ����������̬���ͭ����˿���ݽ��������֯
Fig. 4 Longitudinal metallographs of copper core in annealed and drawn gold cladding copper micro-wires
ͼ5 �˻�̬�Ͳ�ͬ����������̬���ͭ����˿���ݽ���ͭо��֯ȡ�����ͼ
Fig. 5 Microstructure evolution of copper core in annealed and drawn gold cladding copper micro-wires
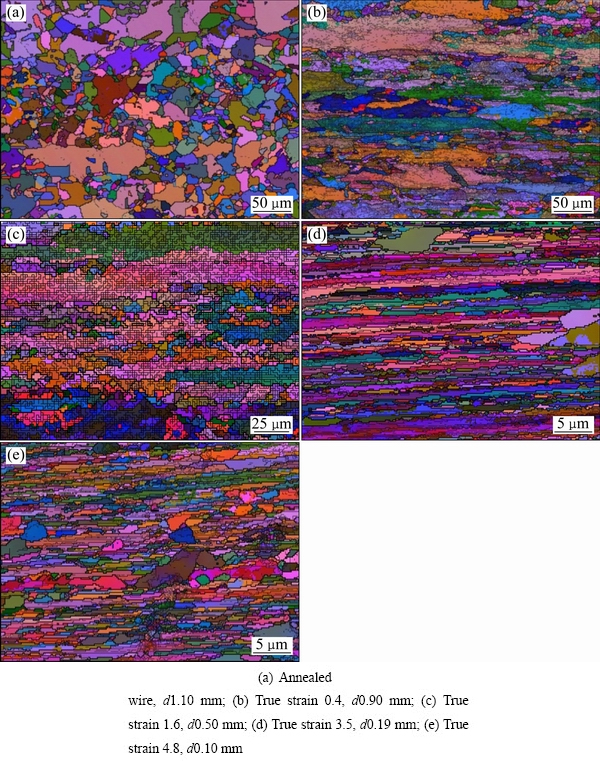
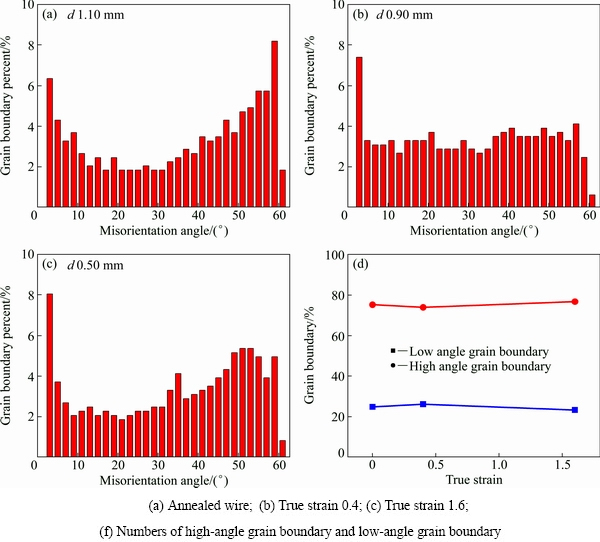
Ϊ�˽�һ���������ι����и���˿��ͭо��֯�ı仯��������õ��ӱ�ɢ�����������(EBSD)�Ը���˿��ͭо��֯������ȡ�������ͼ5��ͼ6��ʾ�ֱ�Ϊ�˻�̬���ͭ�����߲ĺͲ�ͬ����������̬����˿���ݽ���ͭо��֯��ȡ�����ͼ��ȡ���ֲ�ͼ�������˻�����ͭо������ٽᾧ���γ��˵��ᾧ��֯(��ͼ5(a))���Ҿ�����ҪΪ��ǶȾ���(ȡ��15��)����ռ��(��ǶȾ�������ռ���о��������İٷ���)ԼΪ92%����ͼ6(a)��ʾ������Ӧ��0.4���κ�ͭо���������η������Ա�����(��ͼ5(b))�������ڲ������˽϶�С�ǶȾ���(ȡ��15��)����ͼ6(b)��ʾ������Ӧ��������1.6ʱ������˿�����ܵ�ģ�߾��������ѹӦ����������Ӧ���Ĺ�ͬ���ã����������������죬�γ�ƽ�зֲ�������״��ά��֯��С�ǶȾ��������������࣬��ռ��(С�ǶȾ�������ռ���о��������İٷ���)ԼΪ75%����ͼ6(c)��(f)��ʾ������Ӧ�����������3.5ʱ������С�ǶȾ���ٷ���������39%������ǶȾ���ٷ���������61%(��ͼ6(d)��(f))�����Ҿֲ��������������ϸС��������ͼ5(d)��ʾ������Ӧ��Ϊ4.8ʱ��ͭо���γɵ�ϸС�����������ӣ���ͼ5(e)��ʾ��
���ͭ����˿��ͭо�ڲ�������ά״��֯ģ�����塢ϸС�����Լ���С�ǶȾ��������仯�����������ι�����ͭо������̬�ظ��Ͷ�̬�ٽᾧ�йء�������̬�ظ��Ͷ�̬�ٽᾧ��Ҫȡ�������ι�����ͭоӦ�䴢�ܺ������ı仯���ڱ�ʵ�������£����߲�ֱ��Ϊ1.1~0.32 mmʱ�����α�����Ϊ15%~23%�������߲�ֱ���ϴ����μӹ������ı�����ʹͭо������С��������ʹ�䷢����̬�ظ��Ͷ�̬�ٽᾧ��ͭо��֯Ϊ���͵���ά״������֯�������ű��������������ڲ�����������ͬ����ϵ��λ�����γɽ϶��λ�������Ǿ���֯��С�ǶȾ��������������ࡣ�����ܱ������Ľ�һ������ͭо��Ӧ�䴢��������������̬�ظ��Ͷ�̬�ٽᾧ���ٽ��¶Ƚ��ͣ����⣬ͭо��ֱ�����Լ�С�����߲�ֱ��Ϊ0.19 mm���ڵ��α�����������ͬ�������£����β����ı����ȿ�ʹϸС��ͭо�¶����ߵ��������ڷ�����̬�ظ��Ͷ�̬�ٽᾧ���ٽ��¶ȣ�ʹͭо��λ���ܶȽ��ͣ��Է�������Ȼظ�����Ϊ����ͬʱ�����Ǿ���֯ת��Ϊ�ٽᾧ���������ܱ�������������ʱ���߲�ֱ��������С(0.10 mm)��ͭо�¶����̶߳ȸ���ͭо�Ķ�̬�ٽᾧ�̶�����ʹС�ǶȾ����������ͣ�����ǶȾ�����������
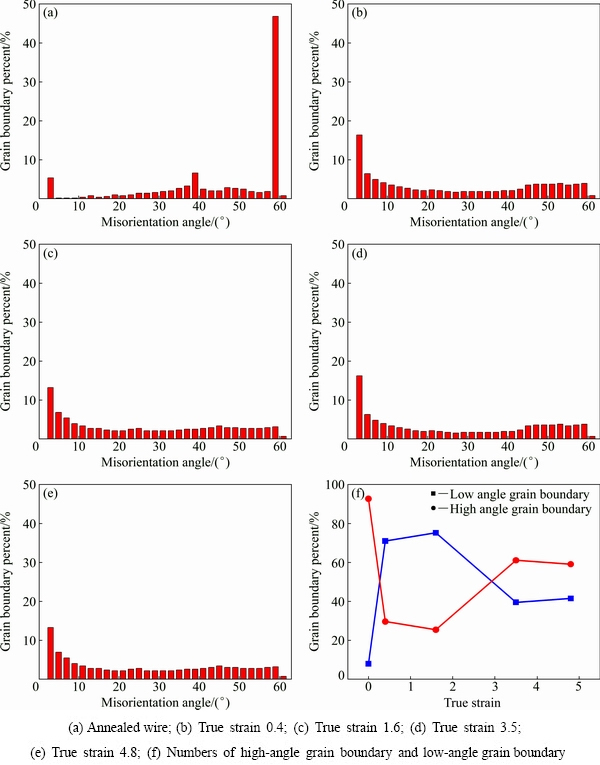
ͼ6 �˻�̬�Ͳ�ͬ����������̬����˿��ͭоȡ���Ƿֲ�ͼ���С�ǶȾ��������仯
Fig. 6 Misorientation angle distribution of copper core in annealed and drawn gold cladding copper micro-wires
2.2.2 ���������֯
ͼ7��ͼ8��ʾ�ֱ�Ϊ�˻�̬�Ͳ�ͬ���������κ��߲��ݽ�����������֯��ȡ�����ͼ��ȡ���ֲ�ͼ�������˻��������֯Ϊ������ֲ��ij���״������������ҪΪ��ǶȾ��磬ֻ�����������ڴ���С�ǶȾ��磬��ǶȾ����С�ǶȾ���İٷ����ֱ�ԼΪ75%��25%(��ͼ7(a)��8(a))��������Ϊ�˻��¶�250 �沢δ�ﵽ����ٽᾧ�¶�300~400 ��[14-15]�������Ҫ������λ������ͽṹ���������Ϊ��Ҫ�ص�Ļظ��������μӹ�����Ӧ��������0.4��1.6ʱ����㾧�������η������Ա�����(��ͼ7(b)��(c))�����Ǵ�ǶȾ����С�ǶȾ���������仯��С�����߰ٷ����ֱ�Ϊ74%~77%��23%~26%(��ͼ8(b)~(d))�������ι����У������߲��н��ϱ���ֱ����ģ�߽��нӴ����Σ�����ܵ����ҵļ���Ӧ����շ���̬�ظ�����[16]��ʹ��ӹ������в�����Ӳ�����úͶ�̬�ظ�������������������ƽ��״̬��������ι����н���д�С�ǶȾ���������仯��С��
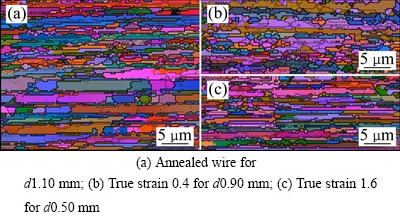
ͼ7 �˻�̬�Ͳ�ͬ����������̬���ͭ����˿���ݽ�������֯ȡ�����ͼ
Fig. 7 Microstructure evolution of gold layer in annealed and drawn gold cladding copper micro-wires
2.3 ���ͭ����˿�����ι�������ѧ���ܺ͵����ʵı仯
2.3.1 ��ѧ����
ͼ9(a)��ʾΪ���ͭ����˿�Ŀ���ǿ�ȺͶϺ��쳤������Ӧ��ı仯���ߡ��˻�̬�����߲ĵĿ���ǿ�ȺͶϺ��쳤�ʷֱ�Ϊ235 MPa��49.5%������Ӧ��Ϊ0.4ʱ��˿�ĵĿ���ǿ������Ϊ354 MPa�����쳤�ʼ��罵����4.7%������Ӧ������Ϊ2.5ʱ������ǿ�ȴﵽ���ֵ451 MPa���쳤���½���1.2%������������Ӧ����3.5��4.8ʱ������ǿ�����н��ͣ��ֱ�Ϊ426 MPa��439 MPa�����쳤���������ֱ�Ϊ2.5%��3.0%��
ͼ8 �˻�̬�Ͳ�ͬ����������̬����˿�Ľ��ȡ���Ƿֲ�ͼ���С�ǶȾ��������仯
Fig. 8 Misorientation angle distribution of gold layer in annealed and drawn gold cladding copper micro-wires
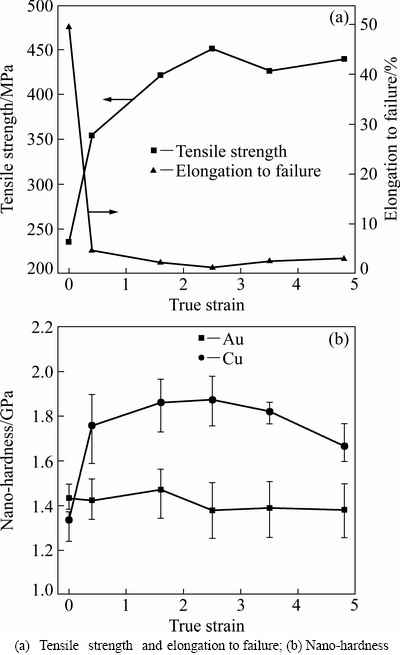
ͼ9 ���ͭ����˿����ѧ��������Ӧ��ı仯����
Fig. 9 Mechanical property changes of gold cladding copper micro-wire with the true strain
ͼ9(b)��ʾΪ���ͭ����˿�Ľ���ͭоƽ������Ӳ������Ӧ��ı仯���ߡ���ͼ9(b)�ɼ����˻�̬�����߲Ľ���ͭо������Ӳ�ȷֱ�Ϊ1.43 GPa��1.34 GPa������ͬ���������������£���������Ӳ�ȶ�����ͭо�����⣬����Ӧ��������2.5ʱ��ͭо����Ӳ�����������ֵ1.87 GPa������������Ӧ�䣬ͭо����Ӳ�������½�������Ӧ��Ϊ4.8ʱ������Ӳ���½���1.67 GPa���������Ӳ������Ӧ��ı仯�����ԣ���1.38~1.45 GPa��Χ�ڱ仯�������˻�̬����˿���ι����н��ļӹ�Ӳ���̶Ƚ�С��������ӹ�������С�ǶȾ�����Ǿ���֯�����仯��С�йء�
���ͭ����˿���ϱ�(�����Ƚ�Ϊ10%~11%)�Ҽӹ�Ӳ���̶�С������˿��ѧ������������ı仯������Ҫ��ͭо����֯�仯��Ӱ�졣����Ӧ��Ϊ0~2.5ʱ������˿��ͭо������֯Ϊ���͵������η�����ά״������֯�����ű��������������ڲ�����������ͬ����ϵ��λ����λ���ܶ������γɽ϶��λ�������Ǿ���֯��С�ǶȾ����������࣬��λ�����谭��������ͭо�ӹ�Ӳ���̶Ƚϴ����߲Ŀ���ǿ�Ⱥ�Ӳ�������Ϻ��쳤�������½�������Ӧ�����������3.5��4.8ʱ��ͭо������̬�ظ��Ͷ�̬�ٽᾧ��ʹλ���ܶȺ�С�ǶȾ��������½�������˿�Ŀ���ǿ�Ⱥ�Ӳ�������½������Ϻ��쳤���������ߡ�
2.3.2 ������
ͼ10��ʾΪ���ͭ����˿����������Ӧ��ı仯���ߡ���ͼ10���Կ�����������Ӧ������ӣ�����˿�ĵ����ʳ���С�ı仯���ơ��˻�̬�����߲ĵĵ�����Ϊ100.0%(IACS)������Ӧ����0~2.5��Χ������ʱ��˿�ĵĵ����������½���Ϊ98.3%~99.7% (IACS)��������Ϊ����˿�������κ���������Ŀ�λ��λ����С�ǶȾ���Ⱦ���ȱ�ݣ�ʹ���Ӳ�ɢ�伸�����ӣ����µ����������������½�������������Ӧ��ʱ�������������½�������Ӧ��Ϊ4.8ʱ���������½���94.5%(IACS)����ԭ�����ڸ�������ͭо�����˶�̬�ظ��Ͷ�̬�ٽᾧ����Ȼλ���ܶȽ��ͣ����γ��˽϶�İ�״�ǽṹ��ϸС�ٽᾧ��������ǶȾ���������������(��ͼ5(e)��ͼ6(f))��ʹ���Ӳ�ɢ�伸�����������¸���˿�ĵ������½��̶��� ��[17-18]��
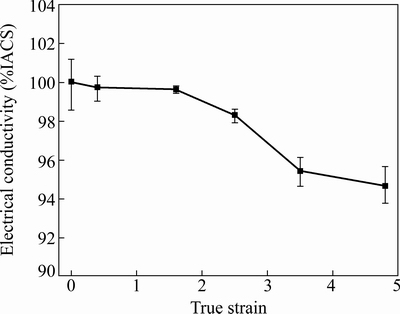
ͼ10 ���ͭ����˿�ĵ���������Ӧ��ı仯����
Fig. 10 Changing curves of electrical conductivity of gold cladding copper micro-wire with true strain
3 ����
1) ��������-����-��ɢ�˻�-���η������Ʊ�ֱ��60 ��m���ͭ����˿�����Ʊ���˿�����࣬��/ͭ���������ã����ƽ�����ԼΪ2.0 ��m������������ԼΪ10.5%�������÷������Ʊ����������ͭ����˿����Ч������
2) �ڽ��ͭ����˿���ι����У�����Ӧ��������2.5ʱ��ͭо���˻�̬�ĵ��ᾧ��֯ת��Ϊ�����η������״��ά��֯������С�ǶȾ�����������������������Ӧ����3.5��4.8ʱ���ӹ������в����ı�����ʹͭо���������ԵĶ�̬�ظ��Ͷ�̬�ٽᾧ���ֲ������γ�ϸС���ٽᾧ������С�ǶȾ����������ͣ���ǶȾ����������ࣻ�ڼӹ������У�����С�ǶȾ������֯�����仯��С��
3) ����������Ӧ��������2.5ʱ�����ͭ����˿�Ŀ���ǿ�����˻�̬��235 MPa������451 MPa�����Ϻ��쳤�����˻�̬��49.5%������1.2%����Ӧ�����������3.5��4.8ʱ������ͭо������̬�ظ��Ͷ�̬�ٽᾧ������������ǿ�ȷֱ���426 MPa��439 MPa�����쳤�ʷֱ�������2.5%��3.0%��
4) ����Ӧ����0������2.5ʱ�����ͭ����˿���������˻�̬��100.0%(IACS)�����½�Ϊ��98.3% (IACS)������Ӧ������4.8ʱ������ͭо�����˶�̬�ظ��Ͷ�̬�ٽᾧ����ǶȾ��������������࣬�������½������ԣ���С��94.5%(IACS)��
REFERENCES
[1] �ﴺϼ. ���ӷ�װ�õ���˿���ϼ���չ[J]. ϡ�н���, 2003, 27(6): 782-787.
TIAN Chunxia. Materials of conducting silks and their development using in electronics packaging[J]. Chinese Journal of Rare Metals, 2003, 27(6): 782-787.
[2] ���ط�. ����ͭ˿�ķ�չǰ��[J]. �Ϻ���ɫ����, 2011, 32(1): 20-24.
SHEN Shao-feng. The development prospects of single-crystal copper wire[J]. Shanghai Nonferrous Metals, 2011, 32(1): 20-24.
[3] ADELINE B Y L, ANDREW C K C, ORANNA Y, BOB C, CHEE L G, ZHONG C. Ultra-fine pitch palladium-coated copper wire bonding: Effect of bonding parameters[J]. Microelectronics Reliability, 2014, 54: 2555-2563.
[4] WULFF F, BREACH C D, DITTMER K. Crystallographic texture of drawn gold bonding wires using electron backscattered diffraction (EBSD)[J]. Journal of Materials Science Letters, 2003, 22: 1373-1376.
[5] NOGUCHI K, ARAKI M, OHNO Y. The preparation of transmission electron microscopy specimens of as-drawn gold wire[J]. Scripta Mater, 2000, 43: 199-204.
[6] SARASWATIA T S, SRITHARAN T, PANG C I, CHEW Y H, BREACH C D, WULFF F, MHAISALKAR S G, WONG C C. The effects of Ca and Pd dopants on gold bonding wire and gold rod[J]. Thin Solid Films, 2004, 462/463: 351-356.
[7] �콨��. ���Ͻ�˿�ĺϽ��о�����[J]. �����, 2002, 23(3): 57-61.
ZHU Jian-guo. Trend of alloying investigation for gold bonding wires[J]. Precious Metals, 2002, 23(3): 57-61.
[8] TSENG Y W, HUNG F Y, LUI T S. Microstructure, tensile and electrical properties of gold-coated silver bonding wire[J]. Microelectronics Reliability, 2015, 55: 608-612.
[9] CHEN Li-li, ZHANG Kang-hou. The recovery investigation on some cold-rolled strips of precious metal composite materials[J]. Heat Treatment of Metals, 1992(4): 17-20.
[10] UNO T, YAMAMOTO Y. Bonding wire for semiconductor device: US, US2006073206[P]. 2006-07-13.
[11] UNO T, KIMURA K, TERASHIMA S, YAMADA T, NISHIBAYASHI A. Bonding wire for semiconductor device: US, US20120104613[P]. 2012-05-03.
[12] �����, л����. һ�ָ����ܽ��ͭ����˿���Ʊ�����:�й�, 201410461599.9[P]. 2014-09-12.
JIANG Yan-bin, XIE Jian-xin. A method of fabricating high-performance gold cladding copper bonding wire: China, 201410461599.9[P]. 2014-09-12.
[13] ���Ľ�. ͭ/�Ѹ��Ϲ����ͳ��μ������о�[D]. ����:�����Ƽ���ѧ, 2014: 37-58.
ZHOU Wen-jiang. Research on rotary swaging forming and properties of Cu/Ti Bi-metallic pipes[D]: Beijing: University of Science and Technology Beijing, 2014: 37-58.
[14] KIM K S, SONG J Y, CHUNG E K, PARK J K, HONG S H. Relationship between mechanical properties and microstructure of ultra-fine gold bonding wires[J]. Mechanics of Materials, 2006, 38(1/2): 119-127.
[15] QI G, ZHANG S. Recrystallization of gold alloys for producing fine bonding wires[J]. Journal of Materials Processing Technology, 1997, 68(3): 288-293.
[16] CHO J H, CHO J S, MOON J T, LEE J, CHO Y H, KIM Y W, ROLLETT A D, OH K H. Recrystallization and grain growth of cold-drawn gold bonding wire[J]. Metallurgical and Materials Transactions A, 2003, 34: 1113-1125.
[17] KO Y G, NAMGUNG S, LEE B U, SHIN D H. Mechanical and electrical responses of nanostructured Cu-3wt%Ag alloy fabricated by ECAP and cold rolling[J]. Journal of Alloys and Compounds, 2010, 504: S448-S451.
[18] DOBATKINA S V, GUBICZA J, SHANGINA D V, BOCHVAR N R, TABACHKOVA N Y. High strength and good electrical conductivity in Cu-Cr alloys processed by severe plastic deformation[J]. Materials Letters, 2015, 615: 249-254.
Evolution of microstructure and mechanical properties of gold cladding copper micro-wire during drawing
JIANG Yan-bin1, 2, GUO Si-jin1, XIE Jian-xin1, 2
(1. Key Laboratory for Advanced Materials Processing, Ministry of Education, University of Science and Technology Beijing, Beijing 100083, China;
2. Beijing Laboratory of Metallic Materials and Processing for Modern Transportation, University of Science and Technology Beijing, Beijing 100083, China)
Abstract: A method of rotary forging-drawing-diffusion annealing-drawing was proposed to produce d0.06 mm gold cladding copper micro-wire. The evolutions of the microstructure, mechanical properties and electrical conductivity of the micro-wire during drawing were studied. The results show that the prepared gold cladding copper micro-wire exhibits the smooth surface, good Au/Cu bonding interface, gold layer with an average thickness of 2.0 ��m and cladding ratio of about 10.5%. During drawing, when the true strain increases to 2.5, the microstructure of the copper core changes from equiaxed grains of the annealed wire to fiber grains, and the number of low angle grain boundary increases significantly. The tensile strength of the composite wire increases from 235 MPa of the annealed wire to the maximum of 451 MPa, while the elongation to failure decreases from 49.5% of the annealed wire to 1.2%, and the electrical conductivity decreases from 100.00%(IACS) of the annealed wire to 98.3%(IACS). When the true strain increases to 3.5 and 4.8, the dynamic recovery and dynamic recrystallization occurs in the copper core due to deformation heat generated during drawing, the number of low angle grain boundary reduces while the number of high angle grain boundary increases. At the true strain of 4.8, the tensile strength of the composite wire is 439 MPa, the elongation increases to 3.0% and the electrical conductivity decreases to 94.5%(IACS).
Key words: gold cladding copper micro-wire; drawing; interface; microstructure; property
Foundation item: Project (51104016) supported by the National Natural Science Foundation of China; Project (SKL-SPM-201204) supported by the State Key Laboratory of Advanced Technologies for Comprehensive Utilization of Platinum Metals
Received date: 2016-07-21; Accepted date: 2016-12-26
Corresponding author: XIE Jian-xin; Tel: +86-10-62332254; E-mail: jxxie@mater.ustb.edu.cn
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(51104016); ϡ������ۺ������¼��������ص�ʵ���ҿ��ſ���������Ŀ(SKL-SPM-201204)
�ո����ڣ�2016-07-21�������ڣ�2016-12-26
ͨ�����ߣ�л���£����ڣ���ʿ���绰��010-62332254��E-mail��jxxie@mater.ustb.edu.cn
ժ Ҫ����������-����-��ɢ�˻�-���η����Ʊ�ֱ��60 ��m���ͭ����˿���о����ι����и���˿����֯����ѧ���ܺ͵����ʵı仯���ɡ�������������Ʊ���˿������ͽ�/ͭ������״̬���ã����ƽ�����ԼΪ2.0��m������������������ԼΪ10.5%�������ι����У�����Ӧ��������2.5ʱ������˿ͭо���˻�̬�ĵ��ᾧ��֯��ת��Ϊ��״��ά��֯������С�ǶȾ���������������˿�Ŀ���ǿ�����˻�̬��235 MPa���������ֵ451 MPa�����Ϻ��쳤�����˻�̬��49.5%������1.2%����������100.0%(IACS)�½�Ϊ98.3%(IACS)������������Ӧ����3.5��4.8ʱ���ӹ������в����ı�����ʹͭо������̬�ظ��Ͷ�̬�ٽᾧ��С�ǶȾ����������ͣ���ǶȾ����������ࣻ����Ӧ��Ϊ4.8ʱ��˿�Ŀ���ǿ��Ϊ439MPa���쳤��������3.0%���������½���94.5%(IACS)��
[1] �ﴺϼ. ���ӷ�װ�õ���˿���ϼ���չ[J]. ϡ�н���, 2003, 27(6): 782-787.
[2] ���ط�. ����ͭ˿�ķ�չǰ��[J]. �Ϻ���ɫ����, 2011, 32(1): 20-24.
[7] �콨��. ���Ͻ�˿�ĺϽ��о�����[J]. �����, 2002, 23(3): 57-61.
[10] UNO T, YAMAMOTO Y. Bonding wire for semiconductor device: US, US2006073206[P]. 2006-07-13.
[12] �����, л����. һ�ָ����ܽ��ͭ����˿���Ʊ�����:�й�, 201410461599.9[P]. 2014-09-12.
[13] ���Ľ�. ͭ/�Ѹ��Ϲ����ͳ��μ������о�[D]. ����:�����Ƽ���ѧ, 2014: 37-58.
