
Trans. Nonferrous Met. Soc. China 24(2014) 3825-3833
Homogenization pretreatment and electroless Ni-P plating on AZ91D magnesium alloy
Can SUN1, Xing-wu GUO1,2, Shao-hua WANG1, Jia-cheng GUO1, Wen-jiang DING1,2
1. National Engineering Research Center of Light Alloy Net Forming, Shanghai Jiao Tong University, Shanghai 200240, China;
2. State Key Laboratory of Metal Matrix Composites, Shanghai Jiao Tong University, Shanghai 200240, China
Received 17 October 2013; accepted 21 November 2014
Abstract:
Electroless nickel plating on AZ91D substrate with a new and eco-friendly pretreatment process based on tuning an electrochemical homogeneous surface was investigated. The morphology, deposition process, chemical composition and microstructure of Ni-P coating were studied. It is indicated that �� phases are selectively removed, producing a microstructural homogeneous surface and the subsequent uniform and compact Zn immersion layer. A defect-free and well adhesive Ni-P coating can be successfully obtained due to its uniform nucleation and growth based on such pretreatment. Potentiodynamic polarization and electrochemical impedance spectroscopy (EIS) tests reveal that Ni-P coating could significantly improve the corrosion resistance of AZ91D substrate.
Key words:
AZ91D magnesium alloy; homogenization pretreatment; electroless nickel plating; corrosion;
1 Introduction
Magnesium alloys are increasingly used in various industries, e.g., automotive, aerospace and portable electronics. However, the widespread application of Mg alloys is largely limited by their poor corrosion and wear resistance. Electroless nickel plating is considered to be an efficient way to improve the surface properties of Mg alloys [1-4].
Electroless nickel plating on magnesium alloys has many challenges in the process of plating [5-7]. As a highly chemically active alloy, Mg is quite sensitive to galvanic corrosion and severe pit corrosion on the metal results in unexpected appearance and poor mechanical properties [8]. The most difficult and critical part of plating magnesium alloy is how to develop a suitable pretreatment process to obtain high performance plating coating with superior anti-corrosion resistance, adherence performance and mechanical properties. Nowadays, there usually exist two plating techniques [9]: 1) zinc immersion and 2) direct nickel plating procedures. The zinc layer obtained by zinc immersion could equalize the surface potential and reduce potential difference between the Mg alloy substrate and subsequent nickel deposit. Once a suitable undercoating is available, many desired metals can be plated easily [10].
In practice, the process of plating on AZ91D is rather complicated. AZ91D alloy is chemically and electrochemically heterogeneous due to the heterogeneous distribution of Al in the three constituent phases (primary �� phase (i.e., matrix), eutectic �� phase (i.e., Al-rich ��) and �� phase (i.e., Mg17Al12 intermetallic)). �� phase is more cathodic than eutectic �� and primary �� phase [11]. Several prior studies have shown that the deposition of Ni-P coating is preferentially nucleated on the position of �� phases and spread to eutectic-�� and primary-�� phase in the plating process. In the electroless plating bath, the initial deposition is seriously affected by the galvanic couple between �� phase and adjacent �� phase. The anodic dissolution of magnesium from �� phase provides electrons which are consumed by the cathodic deposition of electroless nickel on �� phase [5]. However, the coating on �� phases was discontinuous and grew slowly, leading to non-uniform coating growth [12], which would cause coating defects and coating failure. It should be noted that in many reports on electroless nickel plating, Mg alloy was etched in a solution of chromium oxide, phosphorous acid and nitric acid and soaked in HF or NH4HF2 solution in order to form a conversion film [5-7]. The use of these chemicals introduced strong damage to the environment and was progressively restricted due to their high toxicity [13]. Therefore, an environment-friendly pretreatment is in need to be developed.
Previous pretreatment processes mainly focused on providing a thin layer on the surface to improve homogeneity [14,15]]. In previous work, YANG et al [16] developed a novel and eco-friendly pretreatment process called homogenization pre-treatment (HP) which could effectively enhance the homogeneity of microstructure on AZ91D surface by controlling the �� phase amount. Noticeably, the HP was totally environment-friendly, avoiding the use of hexavalent chromium and fluoride, etc, compared with the conventional pretreatment process. Hence, it was anticipated that HP could be a suitable approach to obtain a resultant uniform, compact and defect-free Ni-P coating on AZ91D substrate.
Herein, electroless nickel coating upon AZ91D magnesium alloy based on HP process was studied. The deposition process, morphology, chemical composition and microstructure of Ni-P coating were investigated by SEM/EDS and XRD measurements. The corrosion resistance of the obtained coating was evaluated by electrochemical measurement including potentiodynamic polarization and electrochemical impedance spectroscopy (EIS) tests, and also the adhesion was examined by thermal shock test.
2 Experimental
2.1 Materials and procedure
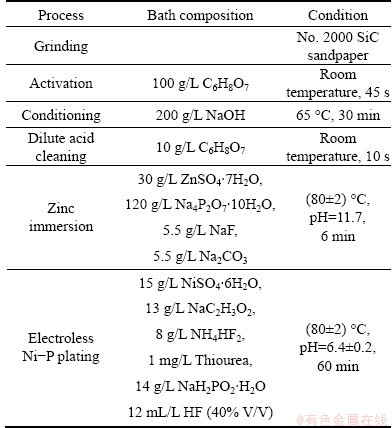
The substrate material was die-cast AZ91D magnesium alloy (15 mm �� 15 mm �� 3 mm) with a nominal composition of 8.9% Al, 0.89% Zn (mass fraction) and balanced Mg. Specimens were mechanically ground with #1500 SiC papers before the pretreatment process. The HP process tuning of �� phases on the AZ91D surface was used according to our previous work [16], which mainly consisted of acid pickling in C6H8O7 solution, conditioning in NaOH solution and dilute C6H8O7 acid cleaning. The detailed procedure of electroless nickel plating on AZ91D magnesium alloy is listed in Table 1. All the chemicals were analytical reagents and used as received without further purification.
2.2 Characterization
The surface, cross-section morphologies and chemical compositions of the zinc immersion layer and Ni-P coating were observed using scanning electron microscopy (SEM, NOVA NanoSEM 230, USA) with energy-dispersive X-ray spectroscopy (EDS) system. The crystallographic structures of the samples were measured by X-ray diffractometer (XRD, D/MAX255ovl/84) with Cu target and a monochromator at 35 kV and 200 mA with scanning rate of 4 (��)/min and step of 0.01��. The corrosion resistance of Ni-P coating was evaluated by electrochemical measurements including potentio- dynamic polarization and electrochemical impedance spectroscopy (EIS) using a PARSTAT 2273 advanced electrochemical system from Princeton Applied Research. All the electrochemical tests were performed in 3.5% NaCl (mass fraction) solution at (25��2) ��C. A classical three-electrode cell was used, with the sample as working electrode, a platinum plate as counter electrode, and a saturated calomel electrode (SCE) as reference electrode. The specimen area exposed to test solution was 0.5 cm2. Prior to each test, samples were immersed into electrolyte for 30 min to stabilize the open-circuit potential (��OCP). EIS tests were conducted at ��OCP and the measuring frequency was ranged from 100 kHz down to 100 mHz, with a sinusoidal signal amplitude of 10 mV. The impedance data were further interpreted to study the corrosion mechanism on the basis of an equivalent circuit through fitting by ZsimpWin program. The potentiodynamic polarization curves were measured at a scanning rate of 0.5 mV/s. The hardness of Ni-P coating was evaluated using a HX-500 microhardness tester with Vickers indenter applying a load of 0.98 N for 15 s. The adhesion strength of Ni-P coating was tested by thermal shock experiments. The sample used for adhesion test was heated at 170 ��C for 60 min, and then quenched in room temperature water. The heating and quenching of sample were carried out circularly to examine whether blistering, crinkle or broken off were observed.
Table 1 Process flow of electroless Ni-P plating on AZ91D magnesium alloy
3 Results and discussion
3.1 Pretreatment layer
The pretreatment layer is of great importance to the resultant quality of electroless Ni-P coating. For the conventional pretreatment process [17], the uneven distribution of �� phase on the alloy surface allows the preferential deposition of zinc and/or Ni nuclei, thus leading to non-uniform coating growth and poor quality of Ni-P coating. If the �� phase on the alloy surface can be effectively removed, a uniform and dense zinc pretreatment layer could be obtained, thus producing a resulting compact and defect-free Ni-P coating.
AZ91D alloy has a typical dual-phase microstructure consisting of the matrix (�� phase) and the intermetallic Mg17Al12 (�� phase), as shown in Fig. 1. When AZ91D alloy is immersed in acid solution, the potential difference between �� matrix and �� phase leads to micro-galvanic corrosion and �� matrix takes the role of the anode. The dissolution of �� matrix results in the relative increase of the fraction of �� phase on the surface. The pretreatment layer after acid pickling displays an uneven morphology with increased surface roughness, as shown in Fig. 2(a).

Fig. 1 SEM image of AZ91D substrate
Mg is passive in alkaline solution with pH>11 due to the formation of Mg(OH)2 [17]:
Mg+2H2O��Mg(OH)2+H2��
However, Al is an amphoteric metal and dissolved in alkaline solution as
2Al+2NaOH+2H2O��2NaAlO2+3H2��
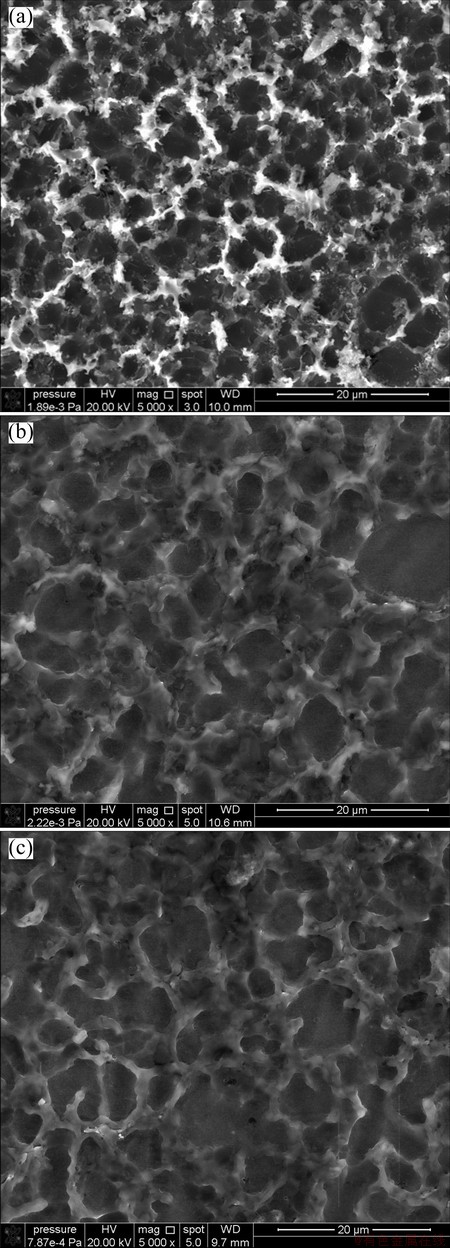
Fig. 2 Surface morphologies of AZ91D substrate after acid pickling (a), acid pickling conditioning (b) and dilute acid solution cleaning (c)
When immersed in the adopted alkaline solution after acid pickling, i.e, 5 mol/L NaOH, almost all the �� phases (Mg17Al12) are selectively removed due to the dissolution of Al (Fig. 2(b)) as well as the formation of a Mg(OH)2 film. To dissolve the Mg(OH)2 film, AZ91D is cleaned in dilute acid for several seconds (Fig. 2(c)) and Mg substrate is exposed. Hence, the surface of AZ91D alloy after HP is microstructurally and electrochemically homogeneous with a certain roughness, which is beneficial for zinc immersion.
The zinc film formed on AZ91D substrate is dense and smooth (Fig. 3(a)). Furthermore, it can be clearly seen from the Zn mapping (Fig. 3(b)) that the distribution of Zn element is homogeneous. Such uniform distribution of zinc film on the entire substrate surface is believed to be beneficial to the following electroless Ni-P coating by providing an equipotential surface as well as suitable roughness. Due to the selective removal of �� phases on the substrate surface, the uniform nucleation of Ni on the entire surface is likely to take place, thus leading to the subsequent uniform and compact Ni�CP coating. Moreover, the surface roughness of pretreatment layer is considerably high, which could effectively improve the adhesion of Ni-P coating to AZ91D substrate by mechanical interlocking.

Fig. 3 Surface morphology (a) and corresponding EDS mapping (b) of zinc immersion layer after homogenization pretreatment
3.2 Deposition process of Ni-P coating
3.2.1 Surface morphologies of Ni-P coating
The typical surface morphologies of the electroless Ni-P coating at different intervals are shown in Fig. 4. As the zinc-coated sample is immersed into the eletroless nickel solution, the replacement reaction occurs immediately, leading to the formation of the precursor nickel as the center of nucleation: Zn + Ni2+ �� Zn2+ + Ni. When deposition time is 30 s (Fig. 4(a)), it is obvious that abundant Ni nuclei are uniformly formed through the whole surface and the precursor nickel replaced by zinc acts as nucleation sites due to the autocatalytic property. This can be attributed to the chemically and electrochemically homogenous surface pretreated through the selective removal of �� phases during the pretreatment process. After 1 min plating (Fig. 4(b)), Ni-P particles with similar size extend very quickly and cover almost the whole surface. The following reaction takes place in this process [6]: Ni2++ 4H2PO2�C + H2O�� Ni+3H2PO3�C +P+H++3/2H2. The hydrogen evolution at the catalytic sites may result in pores in the coating. After 5 min plating (Fig. 4(c)), Ni nodules expand very rapidly to form the preliminary Ni-P coating. After 10 min deposition (Fig. 4(d)), Ni-P particles continually grow both vertically and laterally and spherical Ni-P particles cover the entire catalytic intermediate film, forming the dense Ni-P coating. After 30 min deposition (Fig. 4(e)), the size of Ni-P nodules has slight expansion. The subsequent electroless Ni-P alloy deposited for 60 min is uniform and compact with a typical spherical nodular structure, as shown in Fig. 4(f). It is also seen that the individual Ni-P nodule is composed of numerous sub-micro particles.
The microstructure of Ni-P coating is closely related to P content in the coating. The mass fraction of P in the coating prepared in this work, analyzed by EDS as shown in Fig. 5, is around 4.0%. This implies that the microstructure of the obtained Ni-P coating is likely to be the mixture of amorphous and microcrystalline [18], which would be further confirmed by XRD.
3.2.2 Cross-section morphology of Ni-P coating
Figure 6(a) shows the cross-section morphology of Ni-P coating on AZ91D substrate after 60 min deposition in acidic hypophosphite bath. The suitable surface roughness provided by HP is beneficial to the adhesion and enhancement of deposition rate. The total thickness of Ni-P coating is 22 ��m. Hence, the corresponding deposition rate of 22 ��m/h is nearly three times that of the electroless Ni plating on AZ91D alloy [19]. The higher deposition rate is attributed to the fact that the HP process provides abundant nucleation positions uniformly on the whole surface in the initial stage of Ni-P plating. The precursor Ni nuclei grow fast and the increase number of precursor Ni particles accelerates the coalescence of three-dimensional Ni crystallites. Furthermore, due to the selective removal of �� phase, the adverse effects of �� phase such as the slow growth rate of coating on �� phase and localized defects could be avoided. The coating is embedded in the substrate closely by mechanically interlocking at the rough interface due to the effective removal of �� phases on AZ91D substrate. This strongly indicates the excellent adhesion of Ni-P coating to substrate, which is further confirmed by the fact that neither cracking nor peeling is observed after 10 cycles of thermal shock experiment. The corresponding element distributions in the cross-section of coating along the marked line analyzed by EDS are also given in Fig. 6(b). The uniform distributions of Ni and P elements through the coating are clearly observed.

Fig. 4 Morphologies of electroless Ni�CP deposition on AZ91D substrate after plating for different time
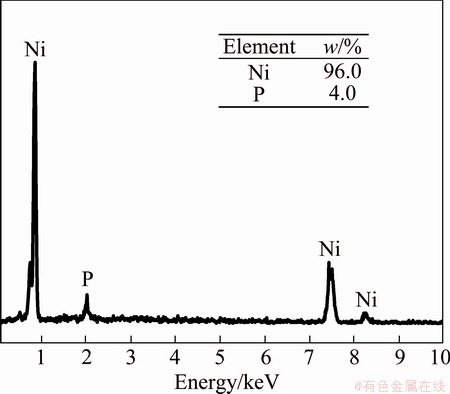
Fig. 5 EDS analysis of Ni-P coating after 60 min plating
3.3 Microstructure of Ni-P coating
The XRD patterns taken on AZ91D substrate, the pretreatment surface, zinc immersion layer and eletroless Ni-P coating are shown in Fig. 7. It is found that �� phase becomes distinguished on the surface after acid pickling (Fig. 7(b)) in C6H8O7 solution compared with that of AZ91D substrate (Fig. 7(a)). By comparing Fig. 7(b) with Fig. 7(c), it is noticed that the intensity of diffraction peaks for �� phase becomes weaker and some of them even disappear. This indicates that �� phases are effectively removed from the substrate surface. After zinc immersion (Fig. 7(d)), the diffraction peaks for zinc are apparently observed, indicating that a zinc layer is formed on the surface of AZ91D substrate after pretreatment. The diffraction pattern of eletroless Ni-P coating after plating for 60 min (Fig. 7(e)) has three broad peaks at 2��=44.5��, 51.8�� and 76.5�� corresponding to (111), (200) and (220) planes of face-centered cubic (FCC) nickel phase, respectively. The pattern indicates that the electroless Ni-P coating which is consistent with the P content (about 4.0%) is a mixture of amorphous and microcrystalline nickel, which is in accordance with the research results in Ref. [18].

Fig. 6 Cross-section morphology of electroless Ni�CP coating on AZ91D substrate after 60 min plating (a), and corresponding quantitative chemical analyses scanning from coating surface to substrate along line as marked (b)
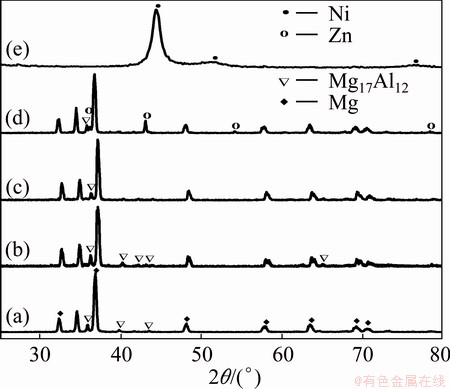
Fig. 7 XRD patterns of AZ91D substrate (a), AZ91D after acid pickling (b), AZ91D after acid pickling+conditioning (c), zinc immersion layer (d), and electroless Ni-P coating after 60 min plating (e)
3.4 Corrosion resistance of Ni-P coating
3.4.1 Potentiodynamic polarization
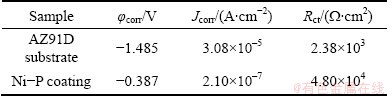
Figure 8 shows the typical potentiodynamic polarization curves for the bare AZ91D and electroless Ni-P coating in 3.5% NaCl solution. The electro- chemical parameters including corrosion potential (��corr) and corrosion current density (Jcorr) are summarized in Table 2. Hydrogen evolution is the main reaction in the cathodic branch of polarization curves for AZ91D substrate and Ni-P coating. The most important features related to corrosion resistance can be observed in anodic branch [20]. As compared to the bare AZ91D substrate, Ni-P coating significantly inhibits both cathodic and anodic reactions, indicating that the Ni-P coating can effectively improve the corrosion resistance of magnesium alloy. As shown in Table 2, the Ni-P coating displays a nobler ��corr by shifting positively from -1.485 V to -0.387 V, and a significantly lower Jcorr from 3.08��10�C5 A/cm2 to 2.10��10-7 A/cm2 by two orders of magnitude compared with AZ91D substrate.
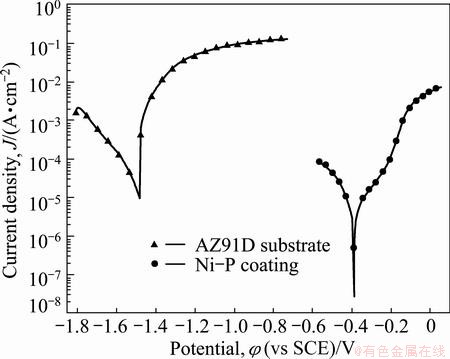
Fig. 8 Potentiodynamic polarization curves of AZ91D substrate and Ni-P coating in 3.5% NaCl solution
Table 2 Corrosion characteristics of AZ91D and Ni-P coating summarized from potentiodynamic polarization curves and EIS test in 3.5% NaCl solution
The surface morphologies of the AZ91D substrate and Ni�CP coating after potentiodynamic polarization test are observed, as shown in Fig. 9. For AZ91D substrate, some large and deep corrosion pits are clearly observed after the polarization test (Fig. 9(a)). However, the corrosion morphology of Ni-P coating is uniform, and only very few small corrosion pits are detected on the coating surface (Fig. 9(b)). These observations of corrosion morphologies also indicate that Ni-P coating can effectively protect the AZ91D magnesium alloy from corrosion. Such different corrosion resistances of AZ91D substrate and Ni-P coating can be attributed to the different corrosion mechanisms.

Fig. 9 Surface morphologies of AZ91D substrate (a) and Ni-P coating (b) after potentiodynamic polarization tests
3.4.2 EIS measurements
The measurement of EIS curves was also carried out to study the corrosion mechanisms of the AZ91D substrate and Ni-P coating, and the results are presented in Fig. 10. It is indicated that the shapes and dimensions of nyquist plots are different, implying that their corrosion process may follow different mechanisms with different corrosion rates. The AZ91D substrate is characterized with a capacitive loop at the high frequency and followed by an inductive loop in the low frequency. The presence of the low frequency inductive loop can be associated with the chloride-induced pit corrosion [21], which is confirmed by the corrosion morphology of AZ91D substrate shown in Fig. 9(a). However, for the Ni-P coating, only one capacitive loop from the low frequency to high frequency is observed, implying that the Ni-P coating can act as a barrier layer corroded by the uniform corrosion.
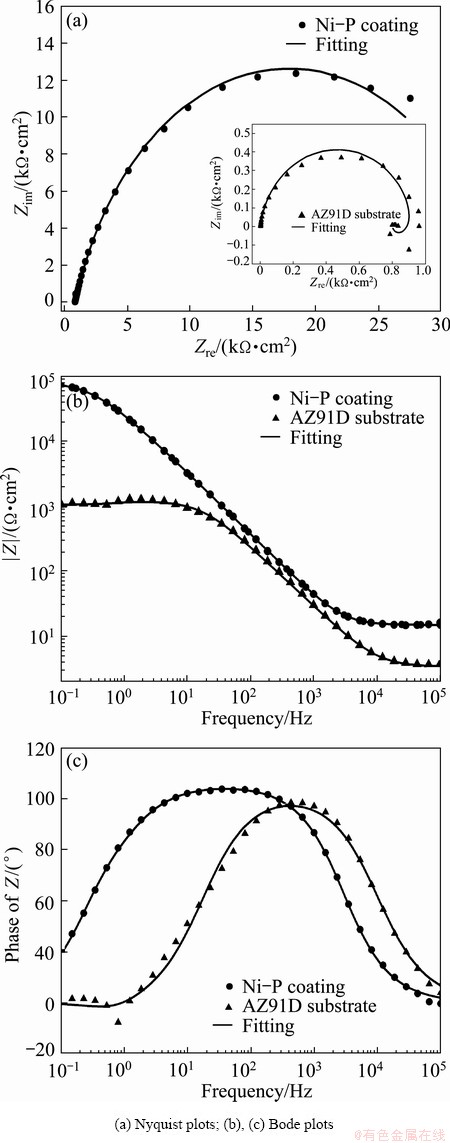
Fig. 10 EIS plots of AZ91D substrate and Ni-P coating in 3.5% NaCl solution
Usually, the corrosion rate can also be estimated by the dimension of EIS plot. Obviously, the dimension of the EIS plot of Ni-P coating is much larger compared to that of the AZ91D substrate. This also indicates that the Ni-P coating exhibits much better corrosion resistance than AZ91D alloy substrate, which is in correspondence with the results of potentiodynamic polarization tests.
To further understand the corrosion mechanisms, the corresponding equivalent circuits for EIS tests are proposed in Fig. 11. The fitting curves are given in Fig. 10 (solid lines). For the AZ91D substrate, one high frequency capacitance loop and one low frequency inductance loop are observed in EIS curves, indicating that there are two reaction courses. As shown in Fig. 11(a), the high frequency capacitance loop corresponding to charge transfer reaction is mainly related to Rs, Rct and CPEdl, while the low frequency inductance loop can be explained with RL (inductance resistance) and L (inductance) that imply the occurrence of corrosion initiation [22]. Rs refers to the solution resistance between working electrode and reference electrode. Rct is the charge transfer resistance representing the resistance of electron transfer during electrochemical reaction course. And CPE is the constant phase element. Taking account of the rough metal surface, CPEdl is used to replace the electric double layer capacitance. For Ni-P coating, the only one capacitance loop corresponding to one corrosion reaction can be explained with Rs, Rct and CPEdl (Fig. 11(b)), suggesting that the Ni-P coating could effectively act as physical barrier to protect AZ91D substrate from corrosion. The values of Rct are also given in Table 2. It is indicated that the significant increase of Rct further proves the superior corrosion resistance of Ni-P coating compared with AZ91D substrate, which is in good agreement with the results of potentiodynamic polarization tests.

Fig. 11 Equivalent circuits for EIS tests of AZ91D substrate (a) and Ni-P coating (b)
3.5 Mircohardness
The hardnesses of AZ91D substrate and Ni�CP coating were evaluated using a HX-500 microhardness tester applying a load of 0.98 N for 15 s. The values were tested 10 times and the average was taken as the final measurement result. The microhardness of Ni-P coating prepared by homogenization pretreatment is about 660 VHN, which is much higher than that of AZ91D substrate (about 70 VHN), as shown in Fig. 12. Therefore, the magnesium alloy coated by the Ni-P coating can be anticipated to greatly improve its mechanical properties.

Fig. 12 Microhardness of AZ91D substrate and Ni-P coating
4 Conclusions
1) �� phases are selectively dissolved from the surface of AZ91D substrate by the homogenization pretreatment (HP). After zinc immersion, the zinc film formed is dense and smooth with Zn element uniformly distributed on the surface.
2) Homogeneous nucleation of Ni-P coating upon the AZ91D surface is realized after selective removal of �� phase by the adopted pretreatment.
3) The subsequent electroless Ni-P coating obtained after HP process is uniform, compact and defect-free with a microstructure of the mixture of amorphous and microcrystalline. The growth rate of electroless Ni-P coating is approximately 22 ��m/h.
4) Compared to AZ91D substrate, Ni-P coating exhibits superior anticorrosion performance with an obvious positive shifting of corrosion potential by 1.098 V and a significant decrease in corrosion density by two orders of magnitude.
References
[1] HIRSCH J, AL-SAMMAN T. Superior light metals by texture engineering: Optimized aluminum and magnesium alloys for automotive applications [J]. Acta Materialia, 2013, 61(3): 818-843.
[2] KIM J, WONG K C, WONG P C, KULINICH S A, METSON J B, MITCHELL K A R. Characterization of AZ91 magnesium alloy and organosilane adsorption on its surface [J]. Applied Surface Science, 2007, 253(9): 4197-4207.
[3] HU Rong-gang, ZHANG Su, BU Jun-fu, LIN Chang-jian, SONG Guang-ling. Recent progress in corrosion protection of magnesium alloys by organic coatings [J]. Progress in Organic Coatings, 2012, 73(2): 129-141.
[4] CHEN X B, YANG H Y, ABBOTT T B, EASTON M A, BIRBILIS N. Corrosion-resistant electrochemical platings on magnesium alloys: A state-of-the-art review [J]. Corrosion, 2012, 68(6): 518-535.
[5] LEI Xi-ping, YU Gang, GAO Xian-lian, YE Li-yuan, ZHANG Jun, HU Bao-nian. A study of chromium-free pickling process before electroless Ni-P plating on magnesium alloys [J]. Surface and Coatings Technology, 2011, 205(16): 4058-4063.
[6] TURHAN M C, LYNCH R, KILLIAN M S, VIRTANEN S. Effect of acidic etching and fluoride treatment on corrosion performance in Mg alloy AZ91D (Mg-Al-Zn) [J]. Electrochimica Acta, 2009, 55(1): 250-257.
[7] ARAGHI A, PAYDAR M H. Electroless deposition of Ni-P-B4C composite coating on AZ91D magnesium alloy and investigation on its wear and corrosion [J]. Materials and Design, 2010, 31: 3095-3099.
[8] ZHANG W X, HE J G, JIANG Z H, JIANG Q, LIAN J S. Electroless Ni-P layer with a chromium-free pretreatment on AZ91D magnesium alloy [J]. Surface and Coatings Technology, 2007, 201(8): 4594-4600.
[9] CHEN X B, BIRBILIS N, ABBOTT T B. Review of corrosion- resistant conversion coatings for magnesium and its alloys [J]. Corrosion, 2011, 67(3): 035005-1-035005-16.
[10] GRAY J E, LUAN B. Protective coatings on magnesium and its alloys��A critical review [J]. Journal of Alloys and Compound, 2002, 336(1-2): 88-113.
[11] LUNDER O, LEIN J E, AUNE T K, NISNCIOGLU K. The role of Mg17Al12 phase in the corrosion of Mg alloy AZ91 [J]. Corrosion, 1989, 45(9): 741-748.
[12] GAO Yan-rui, LIU Chu-ming, FU Sheng-li, JIN Jing, SHU Xin, GAO Yong-hao. Electroless nickel plating on ZM6 (Mg�C2.6Nd�C 0.6Zn�C0.8Zr) magnesium alloy substrate [J]. Surface and Coatings Technology, 2010, 204(21): 3629-3635.
[13] BALARAJU J N, JAHAN S M, ANANDAN C, RAJAM K S. Studies on electroless Ni�CW�CP and Ni�CW�CCu�CP alloy coatings using chloride-based bath [J]. Surface and Coatings Technology, 2006, 200(16-17): 4885-4890.
[14] SHI Zhi-ming, SONG Guang-lin, ATRENS A. Influence of the �� phase on the corrosion performance of anodised coatings on magnesium�C aluminium alloys [J]. Corrosion Science, 2005, 47(11): 2760-2777.
[15] CUI X F, JIN G, LI Q F, YANG Y Y, LI Y, WANG F H. Electroless Ni-P plating with a phytic acid pretreatment on AZ91D magnesium alloy [J]. Materials Chemistry and Physics, 2010, 121(1-2): 308-313.
[16] YANG H Y, CHEN X B, GUO X W, WU G H, DING W J, BIRBILIS N. Coating pretreatment for Mg alloy AZ91D [J]. Applied Surface Science, 2012, 258(14): 5472-5481.
[17] SAHOO P, DAS S K. Tribology of electroless nickel coatings��A review [J]. Materials and Design, 2011, 32(4): 1760-1775.
[18] CORREA E, ZULETA A A, GUERRA L,  J G,
J G,  A, HASHIMOTO T, SKELDON P, THOMPSON G E. Coating development during electroless Ni�CB plating on magnesium and AZ91D alloy [J]. Surface and Coatings Technology, 2013, 232(15): 784-794.
A, HASHIMOTO T, SKELDON P, THOMPSON G E. Coating development during electroless Ni�CB plating on magnesium and AZ91D alloy [J]. Surface and Coatings Technology, 2013, 232(15): 784-794.
[19] LIU Zhen-min, GAO Wei. The effect of substrate on the electroless nickel plating of Mg and Mg alloys [J]. Surface and Coatings Technology, 2006, 200(11): 3553-3560.
[20] DONG H, SUN Y, Bell T. Enhanced corrosion resistance of duplex coatings [J]. Surface and Coatings Technology, 1997, 90(1-2): 90-101.
[21] BRETT C M A , DIAS L, TRINDABE B, FISCHER R, MIES S. Characterisation by EIS of ternary Mg alloys synthesised by mechanical alloying [J]. Electrochimica Acta, 2006, 51(8-9): 1752-1760.
[22] SONG Y W, SHAN D Y, HAN E H. Corrosion behaviors of electroless plating Ni-P coatings deposited on magnesium alloys in artificial sweat solution [J]. Electrochimica Acta, 2007, 53(4): 2009-2015.
AZ91Dþ�Ͻ�ľ�һ��ǰ�����뻯ѧ��Ni-P
�� ��1��������1,2�����ٻ�1�����γ�1�����Ľ�1,2
1. �Ϻ���ͨ��ѧ ��Ͻ��ܳ����ҹ����о����ģ��Ϻ� 200240��
2. �Ϻ���ͨ��ѧ ���������ϲ��Ϲ����ص�ʵ���ң��Ϻ� 200240
ժ Ҫ���������ͻ����ľ�һ��ǰ����������AZ91Dþ�Ͻ�����Ʊ��˻�ѧ��Ni-P�Ʋ㡣�о���ǰ����������AZ91D��������ò���Ʋ�������̡��ɷֺ���ṹ���о�����������������Ħ�����ǰ���������б�ѡ����ȥ����������֯�õ���һ�����Ӷ���þ������ܵĽ�Zn�㡣Ni-P���������κ��������������γ����ܵĶƲ㡣�Ʋ������������ʴ���ܡ�
�ؼ��ʣ�AZ91Dþ�Ͻ𣻾�һ��ǰ��������ѧ��Ni-P����ʴ
(Edited by Yun-bin HE)
Foundation item: Project (51371116) supported by the National Natural Science Foundation of China; Project (2009AA033501) supported by the Ministry of Science and Technology, China
Corresponding author: Xing-wu GUO; Tel: +86-21-54745091; E-mail: xingwuguo@sjtu.edu.cn
DOI: 10.1016/S1003-6326(14)63539-1
Abstract: Electroless nickel plating on AZ91D substrate with a new and eco-friendly pretreatment process based on tuning an electrochemical homogeneous surface was investigated. The morphology, deposition process, chemical composition and microstructure of Ni-P coating were studied. It is indicated that �� phases are selectively removed, producing a microstructural homogeneous surface and the subsequent uniform and compact Zn immersion layer. A defect-free and well adhesive Ni-P coating can be successfully obtained due to its uniform nucleation and growth based on such pretreatment. Potentiodynamic polarization and electrochemical impedance spectroscopy (EIS) tests reveal that Ni-P coating could significantly improve the corrosion resistance of AZ91D substrate.
