

J. Cent. South Univ. (2019) 26: 3261-3278
DOI: https://doi.org/10.1007/s11771-019-4251-z

Surface integrity and flexural strength improvement in grinding partially stabilized zirconia
Javad KHODAII1, Farshad BARAZANDEH1, Seyed Mehdi REZAEI1,Hamed ADIBI1, Ahmed A. D. SARHAN2
1. Department of Mechanical Engineering, Amirkabir University of Technology (Tehran Polytechnic),Tehran, P.O.B. a15875-4413, Iran;
2. Mechanical Engineering Department, University of Malaya (UM), Kuala Lumpur, Malaysia
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2019
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2019
Abstract:
Zirconia has been used in medical applications since last few years and an optimum and cost-effective condition in grinding zirconia has drawn industrial attention. This paper aimed to improve and control the surface integrity, flexural strength and grinding cost in grinding partially stabilized zirconia (PSZ) using a diamond grinding wheel. The phase transition and grindability of PSZ were also evaluated. Ground surfaces analysis shows that all samples subjected to the grinding presented an increase in surface integrity, and the subsurface damages 100 ��m below the surface were reduced from 3.4% to 0.9%. The flexural strength using 3 point bending test (3PB) shows that grinding increased the flexural strength more than 29% which is the result of higher surface integrity. The ground surfaces were analyzed using X-ray diffraction (XRD) and the results shows that T-M phase transition trend is in accordance with the surface integrity. In other words, XRD analyses prove that T-M phase transition results in higher flexural strength and surface integrity. It was also observed that in the best condition, the grinding cost was reduced by 72%. It can be concluded that controlling the grinding condition in grinding PSZ will result in the increase of the surface integrity and flexural strength. A mathematical model was created to find an optimum condition using response surface method (RSM). It is observed that feed rate has greater effect on the outputs rather than depth of cut.
Key words:
grinding; ceramic; partially stabilized zirconia; crack��
Cite this article as:
Javad KHODAII, Farshad BARAZANDEH, Seyed Mehdi REZAEI, Hamed ADIBI, Ahmed A. D. SARHAN. Surface integrity and flexural strength improvement in grinding partially stabilized zirconia (PSZ) [J]. Journal of Central South University, 2019, 26(12): 3261-3278.
DOI:https://dx.doi.org/https://doi.org/10.1007/s11771-019-4251-z1 Introduction
Zirconia is widely used in medical applications because of its biocompatibility and mechanical properties [1-6]. Zirconia could be a better replacement due to mechanical and biological properties. In the last few years, there has been a growing interest in using zirconia in dental implant applications [1, 3]. Titanium has been extensively used for dental implant for decades which may cause problems such as allergic reactions, corrosion and lack of biocompatibility [1, 8, 9].
It is known that monoclinic zirconia is the most thermodynamically stable phase at room temperature. Tetragonal and cubic appear stable at higher temperatures. Meanwhile, the tetragonal phase has a better mechanical property which can be stabilized by addition of oxides like MgO, Y2O3 and CaO [9, 10]. Sandblasting, annealing and grinding could result in T-M phase transition [11, 12]. As the tetragonal phase is more compressed, the transition may lead to expansion, compressive stress and crack closure [13, 14].
Grinding is the most suitable process to obtain a dimensional and geometrical accuracy. The cost of required tools for grinding is one of the most important obstacles in the application of ceramics [1, 15, 16]. Therefore, wheel life is an important parameter and investigating tool wear and machining cost in grinding ceramics is of great importance. Grinding brittle materials such as ceramics may result in surface and subsurface cracks, which decreases the mechanical property and life time of work pieces [17-22]. It has been reported that cracks are the main cause of dental implants failure. Cracks also result in bacteria accumulation and bacterial infection has been reported to be one of the reasons for implant failure. This bacteria accumulation also results in enamel corrosion of adjacent teeth [23-29].
In the last years, investigations were conducted considering the effect of grinding on PSZ phase transformation and specific grinding energy. GARVIE et al [30] named PSZ as ceramic steel in 1975. It has been shown that grinding results in 17% T-M phase transition. REED et al [11] reported that in PSZ-4Y2O3, grinding results in cubic to tetragonal and monoclinic phase transition. While the microstructure remains unchanged after grinding of PSZ-7Y2O3.
XU et al [31] investigated the effect of grinding PSZ-2.5Y2O3 on flexural strength. It was reported that by increasing both depth of cut and abrasive size, flexural strength decreases. SHIH et al [32] ground PSZ and M2 tool steel using CBN grinding wheel. It has been observed that increasing material remove rate (MRR) results in decreasing specific grinding energy.
Other researches were carried out to investigate the grinding temperature and effect grinding parameters on grinding forces. CURRY et al [33] investigated the temperature of ground PSZ-MgO using SiC grinding wheel. It has been reported that the temperature in contact point is near 3000 ��C which results in local melting of zirconia and is approved by taking scanning electron microscopy (SEM) of chips. ISERI et al [34] investigated the effect of cutting speed on flexural strength in grinding PSZ. It has been observed that using higher cutting speed results in higher flexural strength. CHEN et al [35] studied grinding of PSZ, Si3N4 and Al2O3. It has been observed that in all cases, increasing cutting speed results in decreasing normal and tangential forces.
YANG et al [36] conducted an analytical and experimental investigation on the effect of lubrication on the maximum undeformed equivalent chip thickness for ductile-brittle transition (DBHMax-e). It was observed that increasing the friction coefficient decreased the DBHMax-e. It was also observed that using minimum quantity lubrication (MQL) and nanoparticle jet MQL impressively increased the DBHMax-e.
Many studies have been conducted to investigate the effect of environmental conditions surface treatment on the performance of teeth implants. QEBLAWI et al [37] experimentally measured the flexural strength of PSZ in acidic and basic conditions using 3 point bending (3PB). It has been shown that in all cases grinding results in increasing flexural strength. Le GUEHENNEC et al [38] reviewed the effect of titanium dental implants surface treatment on osseointegration. It has been reported that high surface roughness results in both early fixation and long term mechanical stability of the implants. However, using a dental implant with lower surface roughness could result in infiltrations such as peri-implants and ionic leakage.
ABOUSHELIB et al [23] studied the effect of surface treatment of zirconia dental implants on osseointegration. It has been observed that an implant by selective invitation etch (SIE) has a significantly better bone-implant contact (BIC). ANAND et al [39] ground PSZ using diamond grinding wheels. It has been observed that by increasing the depth of cut, both grinding force and surface roughness increase.
Based on the aforementioned premises, finding an optimum condition for mechanical property and surface integrity in grinding PSZ is of great importance. The present study aimed to improve and control the surface integrity, flexural strength and grinding cost in grinding partially stabilized zirconia (PSZ) using a diamond grinding wheel. The phase transition and grindability of PSZ were also evaluated. Grinding was conducted in 36 different conditions based on Taguchi experiment design using 8 different grinding wheel and each experiment was repeated 3 times. Surface and subsurface damages (SSDs) were analyzed using SEM micrographs and flexural strength was investigated using 3-point bending (3PB) test. Effect of grinding condition on PSZ phase transition was evaluated using X-ray diffraction (XRD).
2 Experimental setup
2.1 Sample preparation
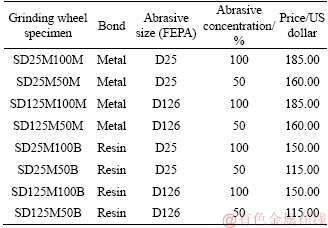
Grinding experiments were carried out on 2 sets of specimens including PSZ-3%Y2O3 and PSZ-4%MgO. Properties of specimens are shown in Table 1. To investigate the effect of grinding wheel specifications, 8 different diamond grinding wheels were used, as shown in Table 2 and Figure 1. Concentration of the grinding wheel indicates the volumetric concentration of abrasive grain rather than grinding wheel bond, has a higher concentration value, indicating more abrasive particles [39].
Table 1 Dimension and properties of specimens
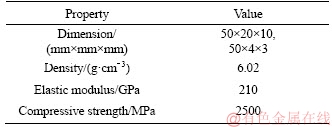
Table 2 Specification of diamond grinding wheels
There are different methods to dress the diamond grind wheels and each method has advantages and disadvantages. However, using a square head dresser is one of the most conventional methods [40, 41]. The grinding wheel was dressed using a square head diamond dresser before each test. Water based flood coolant was used with 5% concentration. 36 different experiments were conducted based on Taguchi experiment design and each experiment was repeated 3 times. 3 PSZ-3%Y2O3 blocks, 3 PSZ-3%MgO blocks, and 54 specimens of 3%Y2O3 3PB test were used for conducting all the experiments. 3PB tests were conducted only on the PSZ-3% Y2O3.
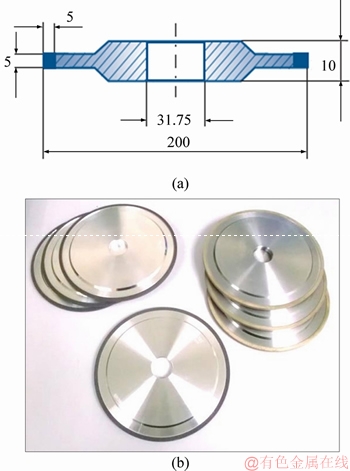
Figure 1 Dimensions (a) and photos (b) of 14A1 type diamond surface grinding wheel (Unit: mm)
2.2 Calculating specific grinding energy, G-ratio and grinding cost
Grinding forces were measured using a Kistler dynamometer. Fz and Fx represent normal and tangential grinding forces respectively, as shown in Figure 2. Grinding ratio is calculated as [21]:
 (1)
(1)
where Vw is total material remover from work piece and Vs is volume of grinding wheel wear. Depth of cut was measured using a dial indicator in order to calculate Vw and Vs. Using wheel wear and grinding wheel cost, grinding cost was calculated for various conditions. The total cost of grinding process can be calculated as [42]:
 (2)
(2)
where CT is total grinding process cost, Cmc is machine tool cost, Cl is labor cost, and Cst is grinding wheel cost per test. Cmc and Cl remain constant while the grinding parameters are changed. Therefore, grinding wheel cost (Cst) could be described as:
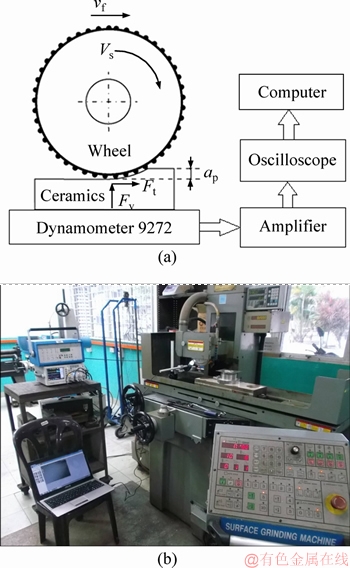
Figure 2 Schematic (a) and photo (b) of experimental set up
 (3)
(3)
where Cs is total price of grinding wheel; dww is the wheel wear depth; dta is total depth of abrasive. According to Figure 1, the total thickness of abrasive is 5 mm. By measuring wheel wear, the effect of grinding parameters on grinding cost could be investigated.
2.3 Phase transformation analysis using XRD
Phase transformation of work pieces was examined using X-ray diffraction (XRD). CHUSOVITINA et al [44] represented a method to calculate the phase content of PSZ using XRD results in 20��-80�� range. Based on this method, the monoclinic, tetragonal and cubic phase content is determined as:
 (4)
(4)
 (5)
(5)
 (6)
(6)
 (7)
(7)
2.4 Measuring flexural strength and surface integrity using SEM
In order to investigate the effect of grinding on flexural of strength, 3PB test was carried out based on ISO 14704 which is defined for investigating the flexural strength of advanced ceramics at room temperature [45]. The schematic of setup and dimension of work piece along with fixture and test specimen is shown in Figure 3. The experiments were conducted using HIWA universal testing machine. The flexural strength could be expressed as [45]:
 (8)
(8)
where ��f is flexural strength, F is the fracture load, L is the length of the fixture outer span, b is the specimen width and d is the specimen thickness parallel to the direction of test force. In order to investigate surface and subsurface cracks, angle polishing method was used. To do this, the ground surface was polished under the angle of about 0��50'. Alumina slurries were used to polish the surfaces. The particle sizes of abrasive particles were 15 and 3 ��m, respectively. The specimens were etched in H2O-HF solution (10:1) at room temperature for 60 s. The micrographs of ground surface were investigated using SEM at 10, 50, 100 and 150 ��m below the surface.
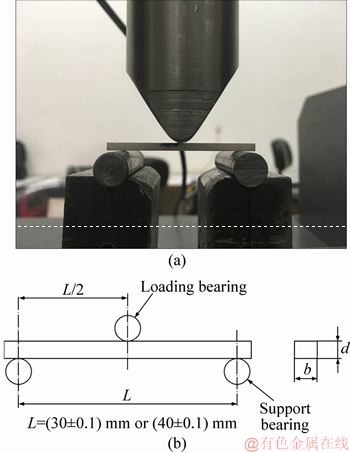
Figure 3 Schematic of 3PB test based on ISO 14704 [45]
2.5 Experiment design
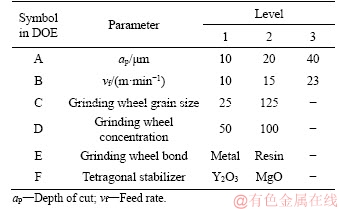
The grinding parameter levels are shown in Table 3. The design of experiments was carried out using the Minitab-17 software based on Taguchi L36 (32-24) design.
Table 3 Input parameters
3 Presentation and discussion of results
3.1 Specific grinding energy
Using a resin bond grinding wheel with higher abrasive concentration and higher feed rate and depth of cut results in the lowest specific grinding energy.
Effect of grinding wheel specifications on specific grinding energy is shown in Figure 4. It is observed that using resin bond grinding wheel results in lower specific grinding energy (Figure 4(a)). This is due to the presence of new and sharp abrasive particles in resin bond grinding wheel. The higher bonding strength of metal bond grinding wheel rather than resin bond grinding wheel results in strong connection of abrasive particle to the grinding wheel [46]. In other word, in resin bond grinding wheel, the flattened particles could separate easily and new sharp abrasive particles are replaced.
Presence of sharp abrasive particles results in lower grinding force and subsequently lower specific grinding energy. Using a grinding wheel with higher abrasive concentration results in lower specific grinding energy (Figure 4(b)).This is due to the presence of higher abrasive particles in unit area, which decreases the grinding force. It was also observed that the tetragonal stabilizer (Y2O3 or MgO) has insignificant effect on specific grinding energy (Figure 4(c)).
Our grinding force and specific grinding energy data show that increasing MRR leads to an increase in grinding force in contact zone but finally specific grinding energy decreases which is in accordance with previous studies [32]. Also, it is observed that grinding wheel specifications play a significant role in specific grinding energy. To achieve a lower specific grinding energy, a resin bon grinding wheel with more abrasive concentration has to be used.
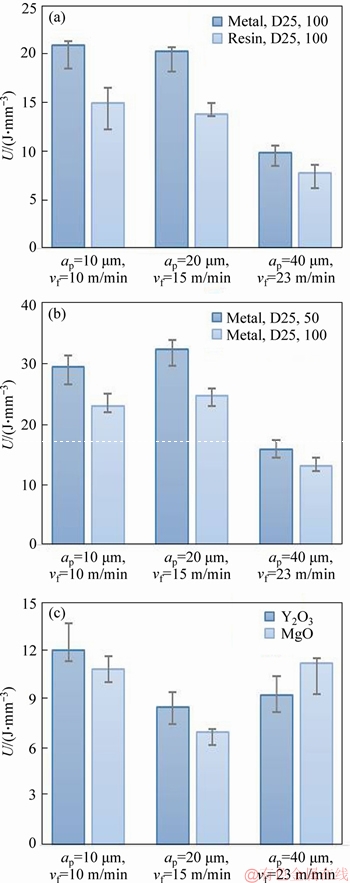
Figure 4 Effect of grinding wheel bond (a), grinding wheel concentration (b) and tetragonal stabilizer (Y2O3 or MgO) (c) on specific grinding energy
3.2 G-ratio and grinding cost
To achieve a lower grinding cost, a metal bond grinding wheel with higher abrasive concentration, higher depth of cut and lower feed rate has to be chosen. G-ratio value for different conditions is shown in Figure 5. Metal bond grinding wheel has a significantly higher G-ratio as compared to resin bond grinding wheel (Figure 5(a)). This is due to higher wear resistance of metal bond.
Using a grinding wheel with higher abrasive concentrations results in higher G-ratio (Figure 5(b)). The abrasive particles have more wear resistance compared to the wheel bond. In grinding wheel with higher grit concentration, the density of abrasive particles in the contact area is higher, which results in higher G-ratio. The G-ratio is independent of tetragonal stabilizer (Y2O3 or MgO) (Figure 5(c)).
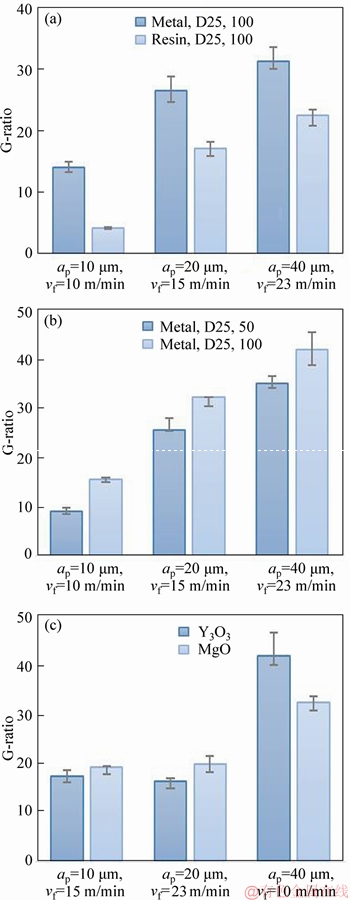
Figure 5 Effects of grinding wheel bond (a), grinding wheel concentration (b) and tetragonal stabilizer (Y2O3 or MgO) (c) on G-ratio
The grinding cost was calculated using Eq. (2). It is shown in Figure 6(a) that despite the higher price of metal bond grinding wheel, the grinding cost using this wheel is lower compared to resin bond grinding wheel. This is because using a metal bond grinding wheel results in higher G-ratio. Effect of grit concentrations on G-ratio is shown in Figure 6(b). The grinding wheel with higher abrasive concentration has 15% higher price, however, the average grinding cost using this wheel is 10% lower. The tetragonal stabilizer has no or insignificant effect on grinding cost.
It is evident that using a higher MRR leads to increase in G-ratio and subsequently decrease in grinding cost. On the other hand, the initial price of metal bond grinding wheel with higher abrasive concentration is higher, however, using this grinding wheel results in lower grinding cost. This is due to the lower G-ratio of metal bond grinding wheel.
3.3 Phase transition, flexural strength and surface integrity
PSZ phase transition trend is according to the specific grinding energy and using a higher feed rate and depth of cut leads to an increase in T-M phase transition. The T-M phase transition results in volumetric expansion and crack closure, and increases the surface integrity and flexural strength. In order to achieve a higher surface integrity and flexural strength, a metal bond grinding wheel with lower abrasive concentration and higher value of feed rate and depth of cut is recommended.
The phase content of PSZ was calculated using Eqs. (3)-(6). As Y2O3 or MgO contents were less than 3% and 4%, respectively, no cubic phase was detected and the microstructure was monoclinic and tetragonal. The monoclinic phase volume in different conditions is shown in Figure 7. Increasing both depth of cut and feed rate results in increasing T-M phase transition. Our data show that increasing depth of cut and feed rate increases the grinding force. This force generates stress and heat in the contact area, which results in T-M phase transition.
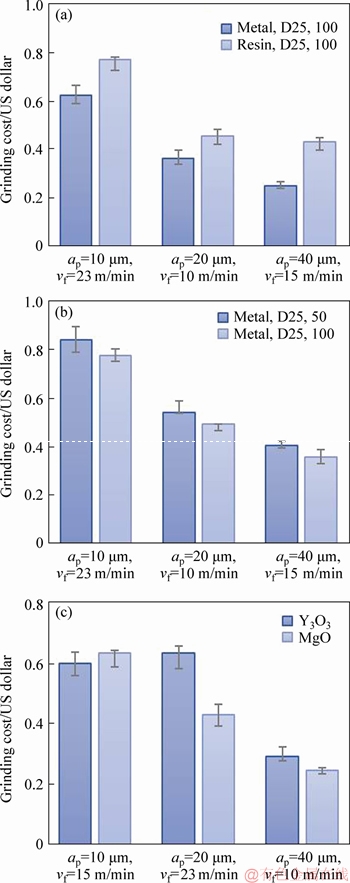
Figure 6 Effect of grinding wheel bond (a), grinding wheel concentration (b) and tetragonal stabilizer (Y2O3 or MgO) (c) on grinding cost
Using a metal bond grinding wheel results in more T-M phase transition (Figure 7(a)). The T-M phase transition is a function of stress and applied heat. On the other hand, it is observed that using metal bond grinding wheel results in higher specific grinding energy. This justifies the higher value of phase transition while using metal bond grinding wheel. It is also shown that increasing the abrasive particle concentration results in decreasing T-M phase transformation (Figure 7(b)).
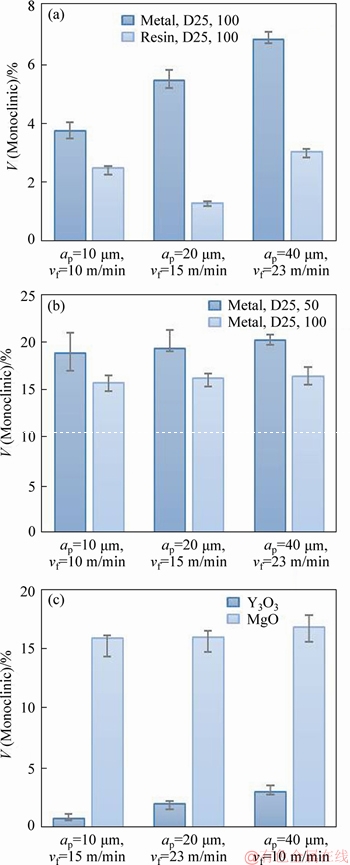
Figure 7 Effect of grinding wheel bond (a), grinding wheel concentration (b) and tetragonal stabilizer (Y2O3 or MgO) (c) on Monoclinic phase content for different grinding condition
In the same condition, the monoclinic phase content of PSZ-4%MgO is significantly higher than PSZ-3%Y2O3. In contrast, the phase transition percent of PSZ-3% Y2O3 is higher (Figure 7(c)).
Due to the complexity of 3PB specimens preparation based on ISO 14704, only the PSZ-3% Y2O3 specimens are made. It is observed that flexural strength is increased by increasing both feed rate and depth of cut (Figure 8). It is shown as in Figure 7 that with increasing depth of cut, feed rate T-M phase transition increases. T-M phase transition results in increasing flexural strength.
Specimens ground using metal bond grinding wheel results in 10% higher flexural strength (Figure 8(a)). The specimens ground using a grinding wheel with higher concentration have an average 2.5% lower flexural strength (Figure 8(b)).
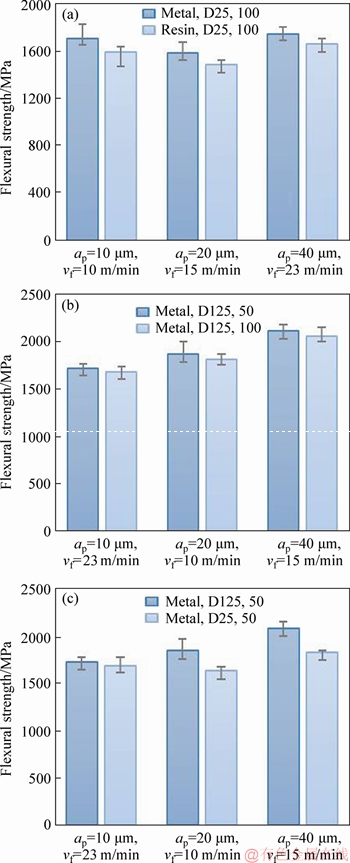
Figure 8 Effect of grinding wheel bond (a), grinding wheel concentration (b) and grinding wheel abrasive size (c) on flexural strength in different grinding condition
The average flexural strength of specimens ground using a grinding wheel by smaller abrasive particles is 7% lower (Figure 8(c)).
To investigate the damaged area in SEM micrograph, images of the ground surface are analyzed using MATLAB software. The percentage of damaged area is calculated. The effect of grinding wheel bond on surface damage is shown in Figures 9 and 13(a). As shown, the subsurface of specimens ground using metal bond grinding wheel is less damaged. This is due to T-M phase transition. This transition leads to volumetric expansion which results in compressive residual stress and crack closure [47]. Using metal bond grinding wheel results in more T-M transition and subsequently more crack closure, and uniform surface.
The effect of grinding wheel concentration on subsurface damages is shown in Figures 10 and 13(b). It can be concluded that using a grinding wheel with lower concentration results in lower subsurface damage. It can be seen in Figure 7 that using a grinding wheel with lower abrasive concentration results in higher T-M transition. This phase transition results in expansion and better surface integrity.
The effect of depth of cut and feed rate on subsurface damage is shown in Figures 11 and 13. It is observed that by increasing both feed rate and depth of cut can lower subsurface cracks and better surface integrity is induced.
Effect of tetragonal stabilizer on subsurface integrity is shown in Figures 12 and 13(c). It is shown that using Y2O3 as tetragonal stabilizer results in better surface integrity. This is a result of more T-M transition which leads to crack closure. The effect of grinding condition on surface and subsurface damage is shown in Figures 15 and 16. It can be seen that at 10, 50 and 100 ��m below the surface, using grinding wheel with fine abrasives results in lower surface and subsurface damage. The maximum depth of subsurface damages is less than 150 ��m.
Our data show that distinct grinding parameters produce a deferent T-M phase transition. Zirconia is difficult to cut because it is composed of dense polycrystalline structure and high hardness. Thus, different diamond grinding wheels are used as cutting tool. Grinding condition which results in higher grinding forces, generates higher heat and stress in the contact zone, which leads to increase in T-M phase transition.
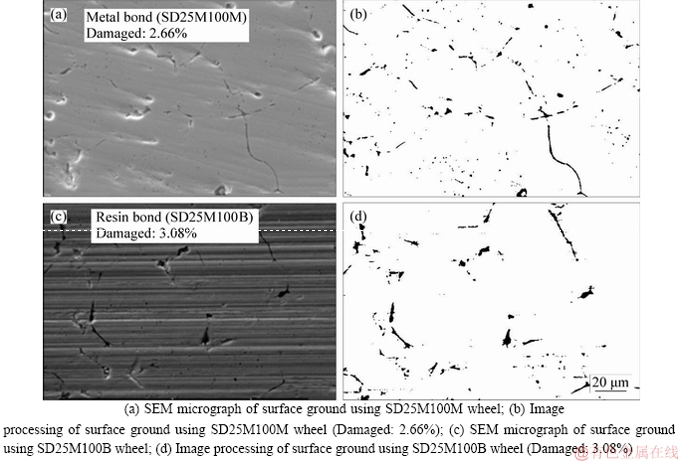
Figure 9 SEM micrographs of PSZ ground surface using metal bond and resin bond diamond grinding wheels 100 ��m blow surface (ap=10 ��m, vf=23 m/min):
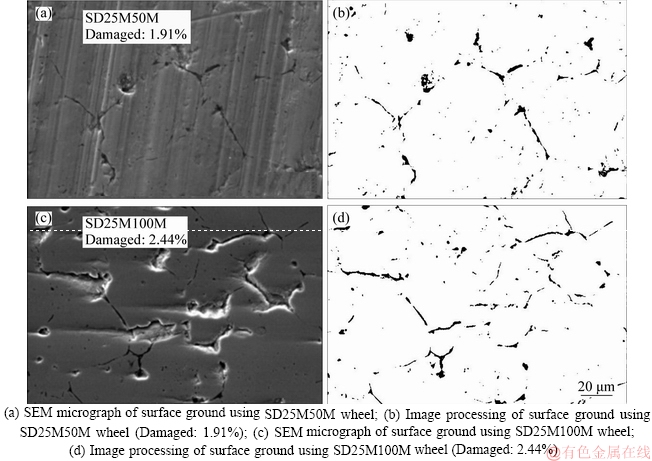
Figure 10 SEM micrographs of PSZ ground surface using metal bond diamond grinding wheels with high and low abrasive concentrations, 100 ��m blow surface (ap=20 ��m, vf=10 m/min):
The SEM images show that surface integrity is a function of grinding condition and T�CM phase transition. Controlling the grinding parameters and grinding wheel specification leads to 18% reduction in surface damage. From a mechanical behavior stand of point, it is well known that the flexural strength of brittle materials is influenced by their surface integrity. Our 3PB tests also show that the grinding condition which leads to an increase in surface and subsurface integrity, results in higher flexural strength.
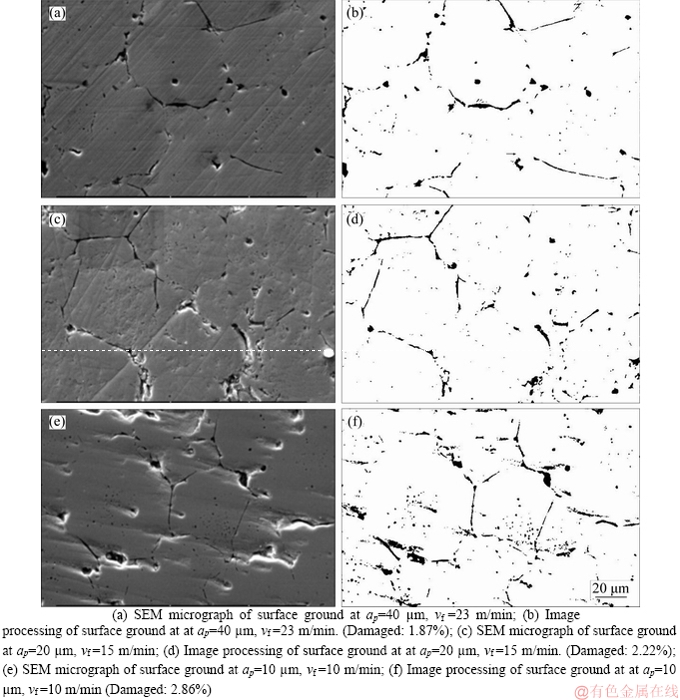
Figure 11 SEM micrograph of PSZ ground surface using metal bond diamond grinding wheels at different grinding conditions, 100 ��m blow surface:
Taken together, using a higher depth of cut and feed rate, along with metal bond diamond grinding wheel and lower abrasive concentration generate more monoclinic phase content, higher surface and subsurface integrity and higher flexural strength.
3.4 Statistical analysis
In order to evaluate the data statistical analysis, the standard deviation (SD, Ds) and coefficient of variation (CV, Vc) are calculated as Eqs. (9)-(11), and the results are presented in Table 4.
 (9)
(9)
 (10)
(10)
 (11)
(11)
Our data show that average CV of specific grinding energy results is less than 14% and maximum CV is 27%. This variation happens due to the nature of grinding brittle materials. In other words, in brittle material, the material removal occurs in crack propagation and fracture mechanism [36]. This results in deviation in grinding force and grinding energy. The non-uniformity work-piece material and random position of abrasive particles in grinding wheel could be other sources of data variation.
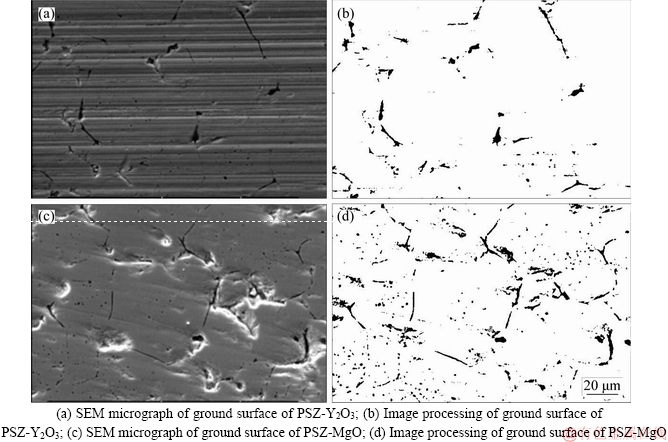
Figure 12 SEM micrographs of PSZ-MgO and PSZ-Y2O3 ground surface using resin bond diamond grinding wheels 100 ��m blow surface:
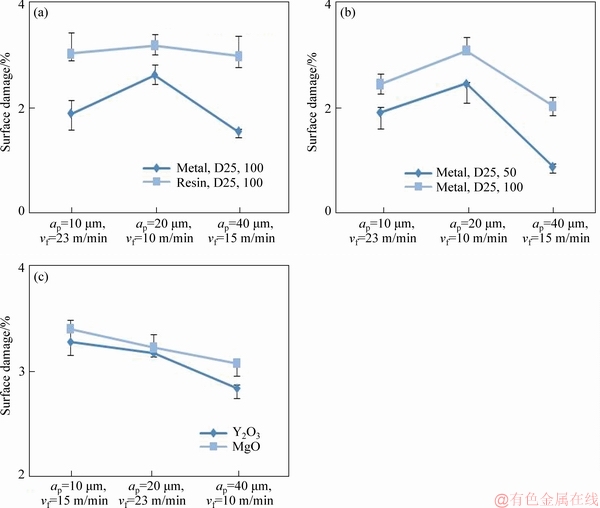
Figure 13 Effect of grinding wheel bond (a), grinding wheel concentration (b) and tetragonal stabilizer (Y2O3 or MgO) (c) on subsurface damage (100 ��m below surface) in different grinding conditions
For the other outputs including G-ratio, G-cost, monoclinic phase content, flexural strength and subsurface damage, it is observed that average value of CV is less than 8% which shows appropriate distribution of data. Only for the monoclinic phase content, it can be seen that there are some data with higher variation. The non- uniformity work-piece material, non-uniformity of force in the local contact area, and measurement error could be sources of data variation.
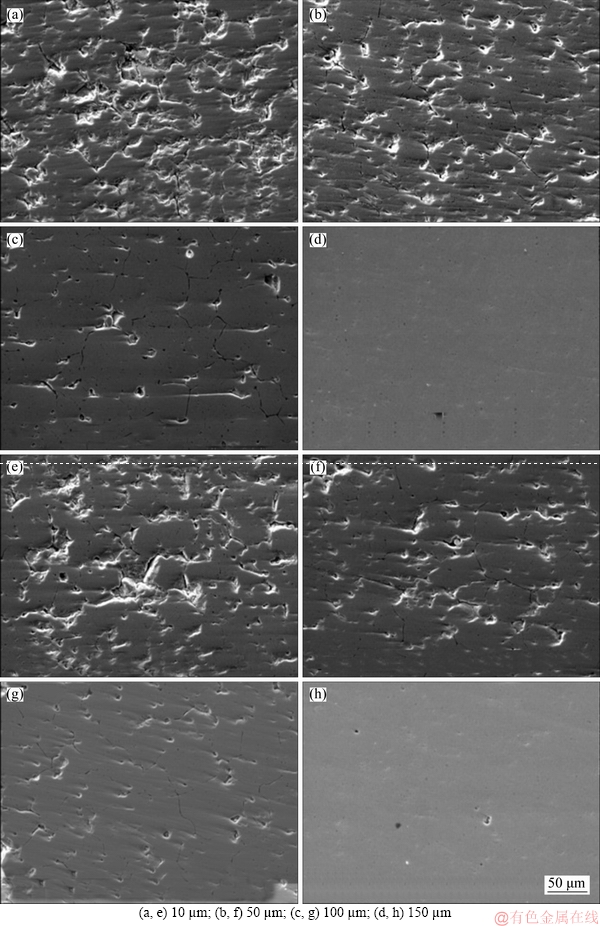
Figure 14 SEM micrographs of PSZ below surface ground of SD12JM100M (a-d) and SD25M100M (e-h) using metal bond diamond grinding wheels:
3.5 Optimization
A mathematical model created using RSM was able to predict the optimum grinding condition to achieve minimum value of grinding cost, subsurface damage and maximum value of flexural strength.
In order to achieve an optimized condition in grinding zirconia, response surface method (RSM) was used. After importing the inputs and outputs, the analyses suggested a linear model as optimum. The average R-square of models is more than 0.88. Response surface map for metal bond grinding wheel with fine abrasives and higher concentration (SD25M100M) is shown in Figure 17.
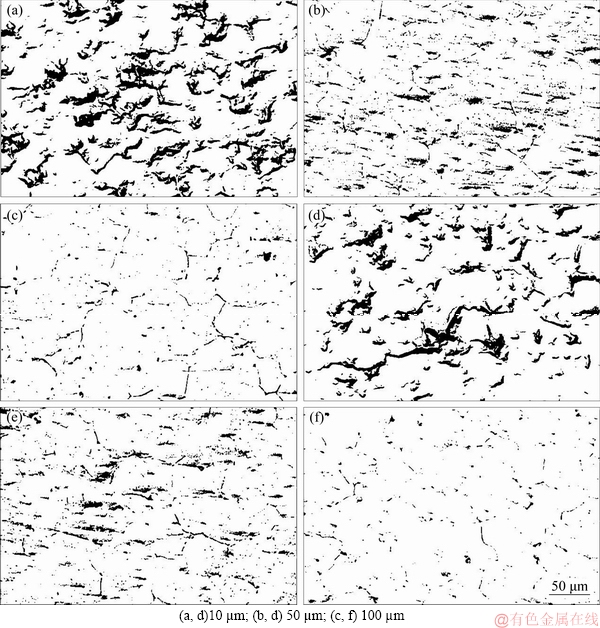
Figure 15 SEM micrographs of PSZ of SD125M100M (a-c) and SD25M100M (d-f) below surface using MATLAB software:
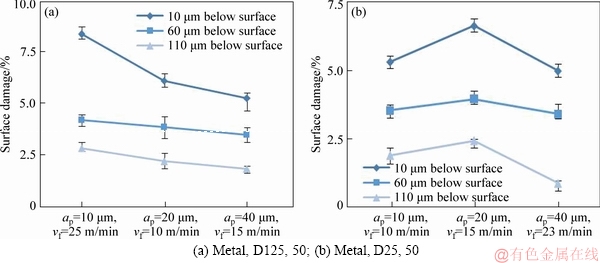
Figure 16 Effect of grinding parameters on surface and subsurface damages induced in grinding:
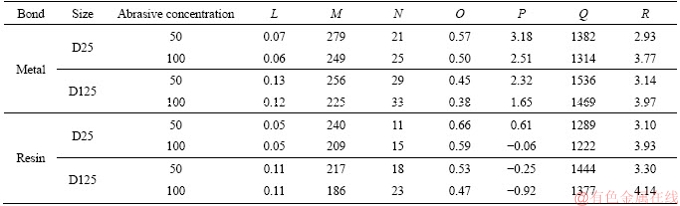
The mathematical model for specific grinding energy, G-ratio, grinding cost, monoclinic phase content, flexural strength and subsurface damage is obtained as Eqs.(12)-(17). The values of M, N, ��, R are constants and shown in Table 5. Generally for the outputs, feed rate has greater effect than depth of cut as shown in Eqs.(12)-(17). This means feed rate has a great role on the output.
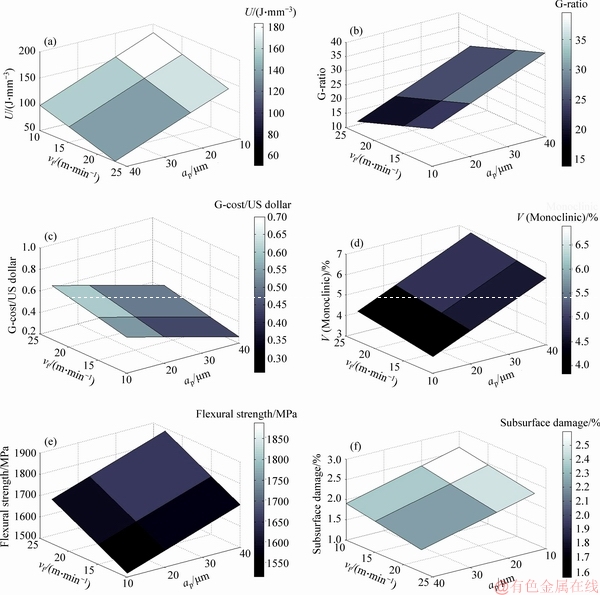
Figure 17 Response surface map for metal bond grinding wheel with fine abrasives and higher concentration (SD25M100M)
Table 4 Average and maximum value of CV for different outputs

It is also shown that for all the outputs except G-ratio and grinding cost, feed rate and depth of cut has the same sign (positive or negative). It means that feed rate and depth of cut has the same effect. But for G-ratio and grinding cost, feed rate and depth of cut have different signs. This is due to the effect of depth of cut on the number of passes.
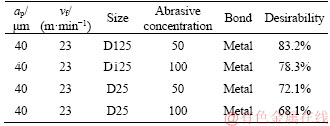
Minimum value of grinding cost, subsurface damage and maximum value of flexural strength are defined as optimization goal. The optimum condition is suggested by the model as shown in Table 6. It is observed that in order to achieve an optimum condition, the model has suggested higher values of depth of cut and feed rate. Therefore, metal bond grinding wheel with lower abrasive concentration leads to the optimum condition.
Table 5 Value of mathematical model parameters
 (12)
(12)
 (13)
(13)
 (14)
(14)
 (15)
(15)
 (16)
(16)
 (17)
(17)
Table 6 Optimized condition for Cs, ��f and SSD suggested by RSM model
4 Conclusions
1) SEM analysis shows that surface damage reduces from 23% to 5%, also the subsurface damages 100 ��m below the surface reduce from 3.4% to 0.9% while grinding PSZ.
2) More than 29% flexural strength improvement is observed while investigating the ground surface using 3PB, which is the result of higher surface integrity.
3) The ground surface is analyzed using XRD and the results show that a T-M phase transition trend is according to the surface integrity and all conditions, which results in higher surface integrity and more phase transition.
4) It is also observed that the grinding cost is reduced as 72% in the best condition.
5) A mathematical model created using response surface method is able to predict the outcomes precisely and the average R-square of model is more than 0.88.
Acknowledgements
This project is supported by the Centre of Advanced Manufacturing and Material Processing of University of Malaya.
Nomenclature
Cc
Cubic phase content, %
ap
Depth of cut, ��m
vf
Feed rate, m��min-1
G
Grinding ratio
Cs
Grinding wheel cost, US dollar
��f
Flexural strength, MPa
F
Fracture load in 3 point bending (3PB), N
Cst
Grinding wheel cost per each test, US dollar
CL
Labor cost, US dollar
L
Length of the fixture outer span in 3PB, mm
CMC
Machine tool cost, US dollar
Qw
Material remove rate (MRR), mm3��s-1
Cm
Monoclinic phase content
U
Specific grinding energy, J��mm-3
Ra
Surface roughness, ��m
d
Specimen thickness in 3PB, mm
b
Specimen width in 3PB, mm
Ct
Tetragonal phase content
CT
Total grinding process cost, US dollar
Vw
Total volume of material removed, mm3
Vs
Total volume of wheel wear, mm3
References
[1] SIKALIDIS C. Advances in ceramics: electric and magnetic ceramics, bioceramics, ceramics and environment [M]. London: Intech Open Publication, 2011.
[2] NISTOR L, GRADINARU M, RICA R, MARASESCU P, STAN M, MANOLEA H, IONESCU A, MORARU I. Zirconia use in dentistry-manufacturing and properties [J]. Current Health Sciences Journal, 2019, 45(1): 28-35.
[3] FLINN B D, RAIGRODSKI A J, MANCL L A, TOIVOLA R, KUYKENDALL T. Influence of aging on flexural strength of translucent zirconia for monolithic restorations [J].The Journal of Prosthetic Dentistry,2017, 117(2): 303-309. DOI: 10.1016/j.prosdent.2016.06.010.
[4] XU S, YAO Z, HE J, XU J. Grinding characteristics, material removal, and damage formation mechanisms of zirconia ceramics in hybrid laser/grinding [J].Journal of Manufacturing Science and Engineering, 2018, 140(7): 071010. DOI: 10.1115/1. 4039645.
[5] ANAND P S, ARUNACHALAM N, VIJAYARAGHAVAN L. Performance of diamond and SiC wheels on grinding of bioceramic material under MQL condition [J]. Journal of Manufacturing Science and Engineering, 2017, 139(12): 121019. DOI: 10.1115/1.4037940.
[6] YANG M, LI C, ZHANG Y, JIA D, LI R, HOU Y, CAO H. Effect of friction coefficient on chip thickness models in ductile-regime grinding of zirconia ceramics [J]. The International Journal of Advanced Manufacturing Technology, 2019, 102: 2617-2632. DOI: 10.1007/s00170- 019-03367-0.
[7] NIKZAD S, AZARI A, NIKAN S, BAHRANI Z. Current status of zirconia in dentistry: An overview [J]. Journal of Dental Medicine,2014, 27(3): 223-232.
[8] ADANEZ M H, NISHIHARA H, ATT W. A systematic review and meta-analysis on the clinical outcome of zirconia implant�Crestoration complex [J].Journal of Prosthodontic Research,2018, 62(4): 397-406. DOI: 10.1016/j.jpor.2018. 04.007.
[9] GEHRKE S A, da SILVA P M, GUIRADO J L, DELGADO- RUIZ R A, DEDAVID B A, NAGASAWA M A, SHIBLI J A. Mechanical behavior of zirconia and titanium abutments before and after cyclic load application [J]. The Journal of Prosthetic Dentistry, 2016, 116(4): 529-535. DOI: 10.1016/j.prosdent.2016. 02.015.
[10] SHAHRAMIAN K, LEMINEN H, MERETOJA V, LINDERBACK P, KANGASNIEMI I, LASSILA L, NARHI T. Sol�Cgel derived bioactive coating on zirconia: Effect on flexural strength and cell proliferation [J].Journal of Biomedical Materials Research Part B: Applied Biomaterials,2017, 105(8): 2401-2407. DOI: 10.1002/jbm.b. 33780.
[11] REED J S, ANNE-MARIE L. Affect of grinding and polishing on near-surface phase transformations in zirconia [J].Materials Research Bulletin, 1977, 12(10): 949-954. DOI: 10.1016/0025-5408(77)90017-4.
[12] OZER F, NADEN A, TURP V, MANTE F, SEN D, BLATZ M B. Effect of thickness and surface modifications on flexural strength of monolithic zirconia [J].The Journal of Prosthetic Dentistry,2018, 119(6): 987-993. DOI: 10.1016/ j.prosdent.2017.08.007.
[13] XU S, YAO Z, CAI H, WANG H. An experimental investigation of grinding force and energy in laser thermal shock-assisted grinding of zirconia ceramics [J].The International Journal of Advanced Manufacturing Technology, 2017, 91(9-12): 3299-3306. DOI: 10.1007/ s00170-017-0013-y.
[14] POLLI G S, HATANAKA G R, de OLIVEIRA A F, de SOUZA G M, REIS J M. Fatigue behavior and surface characterization of a Y-TZP after laboratory grinding and regeneration firing [J].Journal of the Mechanical Behavior of Biomedical Materials, 2018, 88: 305-312. DOI: 10.1016/j.jmbbm.2018.08.019.
[15] NIE Zhen-guo, WANG Gang, JIANG Feng, LIN Yong-liang, RONG Yi-ming. Investigation of modeling on single grit grinding for martensitic stainless steel [J].Journal of Central South University, 2018, 25(8): 1862-1869. DOI: 10.1007/ s11771-018-3875-8.
[16] ZHAO Pei-yi, ZHOU Ming, ZHANG Yuan-jing, QIAO Guo-chao. Surface roughness prediction model in ultrasonic vibration assisted grinding of BK7 optical glass [J]. Journal of Central South University, 2018, 25(2): 277-286. DOI: 10.1007/s11771-018-3736-5.
[17] CHEN Jiang, ZHAO Hang, ZHANG Fei-hu, ZHANG Yuan-jing, ZHANG Yong. Mechanism underlying formation of SSC in optical glass due to dynamic impact of single diamond scratch [J]. Journal of Central South University, 2015, 22(11): 4146-4153. DOI: 10.1007/s11771-015-2961- 4.
[18] WANG Hong-xiang, HOU Jing, WANG Jing-he, ZHU Ben-wen, ZHANG Yan-hu. Experimental investigation of subsurface damage depth of lapped optics by fluorescent method [J]. Journal of Central South University, 2018, 25(7): 1678-1689. DOI: 10.1007/s11771-018-3859-8.
[19] LI P, JIN T, GUO Z, YI J, QU M. Analysis on the effects of grinding wheel speed on removal behavior of brittle optical materials [J].Journal of Manufacturing Science and Engineering, 2017, 139(3): 031014. DOI: 10.1115/1.4034 665.
[20] ZUCUNI C P, DAPIEVE K S, RIPPE M P, PEREIRA G K, BOTTINO M C, VALANDRO L F. Influence of finishing/polishing on the fatigue strength, surface topography, and roughness of an yttrium-stabilized tetragonal zirconia polycrystals subjected to grinding [J].Journal of the Mechanical Behavior of Biomedical Materials, 2019,93: 222-229. DOI: 10.1016/j.jmbbm.2019.02.013.
[21] BECHCINSKI G, EWAD H, TSIAKOUMIS V, PAWLOWSKI W, KEPCZAK N, MCMILLAN A, BATAKO A D. A model and application of vibratory surface grinding [J].Journal of Manufacturing Science and Engineering,2018, 140(10): 101011. DOI: 10.1115/1.4040725.
[22] SOLHTALAB A, ADIBI H, ESMAEILZARE A, REZAEI S M. Cup wheel grinding-induced subsurface damage in optical glass BK7: An experimental, theoretical and numerical investigation [J]. Precision Engineering, 2019. DOI: 10.1016/j.precisioneng.2019.04. 003.
[23] ABOUSHELIB M N, SALEM N A, TALEB A L, el MONIEM N M. Influence of surface nano-roughness on osseointegration of zirconia implants in rabbit femur heads using selective infiltration etching technique [J].Journal of Oral Implantology, 2013, 39(5): 583-590. DOI: 10.1563/ AAID-JOI-D-11-00075.
[24] KHALILI M R, ZIAIE B, KAZEMI M. Finite element analysis for dental implants subjected to thermal loads [J]. Journal of Dental Medicine, 2013, 26(4): 270-280.
[25] GITTENS R A, OLIVARES-NAVARRETE R, TANNENBAUM R, BOYAN B D, SCHWARTZ Z. Electrical implications of corrosion for osseointegration of titanium implants [J].Journal of Dental Research, 2011, 90(12): 1389-1397. DOI: 10.1177/ 0022034511408428.
[26] WNEK G E, BOWLIN G L. Encyclopedia of biomaterials and biomedical engineering [M]. 2nd ed. New York: Taylor and Francis, 2014.
[27] LI Z, ZHENG K, LIAO W, XIAO X. Surface characterization of zirconia ceramics in ultrasonic vibration- assisted grinding [J]. Journal of the Brazilian Society of Mechanical Sciences and Engineering, 2018, 40(8): 1-9. DOI: 10.1007/s40430-018-1296-0.
[28] LEE D H, MAI H N, THANT P P, HONG S H, KIM J, JEONG S M, LEE K W. Effects of different surface finishing protocols for zirconia on surface roughness and bacterial biofilm formation [J]. The Journal of Advanced Prosthodontics, 2019, 11(1): 41-47. DOI: 10.4047/jap.2019. 11.1.41.
[29] STRICKSTROCK M, ROTHE H, GROHMANN S, HILDEBRAND G, ZYLLA I M, LIEFEITH K. Influence of surface roughness of dental zirconia implants on their mechanical stability, cell behavior osseointegration [J]. Bio Nano Materials, 2017, 18(1-2). DOI: 10.1515/bnm-2016- 0013.
[30] GARVIE R, HANNINK R, PASCOE R. Ceramic steel? [J], Nature, 1975, 258: 703-704. DOI: 10.1038/258703a0.
[31] XU H, SAID J, LEWIS K I. Effect of grinding on strength of tetragonal zirconia and zirconia-toughened alumina [J]. Machining Science and Technology, 1997,1(1): 49-66. DOI: 10.1080/ 10940349708945637
[32] SHIH A J, GRANT M B, YONUSHONIS T M, MORRIS T O, MCSPADDEN S B. Vitreous bond CBN wheel for high speed grinding of zirconia and M2 tool steel [J]. Transactions-North American Manufacturing Research Institution of SME,1998: 195-200.
[33] CURRY A C, SHIH A J, KONG J, SCATTERGOOD R O, MCSPADDEN S B. Grinding temperature measurements in magnesia partially stabilized zirconia using infrared spectrometry [J].Journal of the American Ceramic Society, 2003, 86(2): 333-341. DOI: 10.1111/j.1151-2916.2003. tb00019.x.
[34] ISERI U, OZKURT Z, KAZAZOGLU E, KUCUKOGLU D. Influence of grinding procedures on the flexural strength of zirconia ceramics [J].Brazilian Dental Journal, 2010, 21(6): 528-532. DOI: 10.1590/S0103- 64402010000600008
[35] CHEN J, SHEN J, HUANG H, XU X. Grinding characteristics in high speed grinding of engineering ceramics with brazed diamond wheels [J]. Journal of Materials Processing Technology, 2010, 210(6): 899-906. DOI: 10.1016/j.jmatprotec.2010.02.002.
[36] YANG M, LI C, ZHANG Y, JIA D, ZHANG X, HOU Y, LI R, WANG J. Maximum undeformed equivalent chip thickness for ductile-brittle transition of zirconia ceramics under different lubrication conditions [J].International Journal of Machine Tools and Manufacture, 2017, 122: 55- 65. DOI: 10.1016/j.ijmachtools.2017.06.003.
[37] QEBLAWI D M, MUNOZ C A, BREWER J D, MONACO E A Jr. The effect of zirconia surface treatment on flexural strength and shear bond strength to a resin cement [J].The Journal of Prosthetic Dentistry,2010, 103(4): 210-220. DOI: 10.1016/S0022-3913(10)60033-9.
[38] le GUEHENNEC L, SOUEIDAN A, LAYROLLE P, AMOURIQ Y. Surface treatments of titanium dental implants for rapid osseointegration [J]. Dental Materials, 2007, 23(7): 844-854. DOI: 10.1016/ j.dental.2006.06.025.
[39] ANAND P, ARUNACHALAM N, VIJAYARAGHAVAN L.Grinding behavior of yttrium partially stabilized zirconia using diamond grinding wheel [J]. Advanced Materials Research, 2016, 1136: 15-20. DOI: 10.4028/www.scientific. net/AMR.806.15.
[40] MALKIN S, GUO C. Grinding technology: Theory and application of machining with abrasives. [M]. New York: Industrial Press Inc., 2008.
[41] SUZUKI K, UEMATSU T, NAKAGAWA T. On-machine trueing/dressing of metal bond grinding wheels by electro-discharge machining [J].CIRP Annals, 1987, 36(1): 115-118. DOI: 10.1016/S0007-8506(07)62566-9.
[42] HOSOKAWA A, UEDA T, YUNOKI T. Laser dressing of metal bonded diamond wheel [J]. CIRP Annals, 2006, 55(1): 329-332. DOI: 10.1016/S0007-8506(07) 60428-4.
[43] KOPAC J, KRAJNIK P. High-performance grinding��A review [J]. Journal of Materials Processing Technology, 2006,175(1): 278-284. DOI: 10.1016/j.jmatprotec.2005. 04.010.
[44] CHUSOVITINA T V, YU S. TOROPOV, TRETNIKOVA M G. Properties of ceramics based on zirconia partly stabilized with yttrium concentrate [J]. Refractories and Industrial Ceramics, 1991, 32(5): 277-279. DOI: 10.1007/ BF01290392.
[45] ISO14704. Fine Ceramics (Advanced Ceramics, Advanced Technical Ceramics)��Test Method for Flexural Strength of Monolithic Ceramics at Room Temperature. International Organization for Standards, Geneva, Switzerland, 2008 [S].
[46] ICHIDA Y. Creep feed profile grinding of Ni-based superalloys with ultrafine-polycrystalline CBN abrasive grits [J]. Precision Engineering, 2001, 25(4): 274-283. DOI: 10.1016/S0141-6359(01)00078-2.
[47] PLATT A, FRANKEL P, GASS M, HOWELLS R, PREUSS M. Finite element analysis of the T-M phase transformation during oxidation of zirconium alloys [J].Journal of Nuclear Materials, 2014, 454(1-3): 290-292. DOI: 10.1016/ j.jnucmat.2014.08.020.
(Edited by FANG Jing-hua)
���ĵ���
ͨ��ĥ����߲����ȶ�����ﯵı��������ԺͿ���ǿ��
ժҪ�������������һֱ��Ӧ����ҽѧ������λ���Ż����ͳɱ��������ĥ�����������˹�ҵ��Ĺ�ע������ʹ�ý��ʯɰ��ĥ�������ȶ������(PSZ)������ߺͿ�������������ԡ�����ǿ�Ⱥ�ĥ���ɱ������о�PSZ�����Ϳ���ĥ�ԡ�ͨ������������֣����о���ĥ������Ʒ���������Զ��������ӣ�������100 ��m�ı������˴�3.4%������0.9%������ǿ���������������ǿ�������29%���ϣ���������ĥ������˽ϸߵı��������ԡ��ý���X RD����������֣�T-M������������������һ�£���T-M�������������ǿ�Ⱥͱ��������ԡ���������������£�ĥ���ɱ�������72%����ˣ�����ĥ��PSZ�е�ĥ���������Ը��Ʊ��������Ժ�����ǿ�ȡ�������Ӧ���淨(RSM)������ѧģ��������������������ֽ������������Ӱ�����������ȡ�
�ؼ��ʣ���ĥ���մɣ������ȶ�����ﯣ�����
Received date: 2018-11-15; Accepted date: 2019-03-13
Corresponding author: Seyed Mehdi REZAEI, PhD, Professor; Tel: +98-2164543445; E-mail: smrezaei@aut.ac.ir; ORCID: 0000-0001- 6476-4278
Abstract: Zirconia has been used in medical applications since last few years and an optimum and cost-effective condition in grinding zirconia has drawn industrial attention. This paper aimed to improve and control the surface integrity, flexural strength and grinding cost in grinding partially stabilized zirconia (PSZ) using a diamond grinding wheel. The phase transition and grindability of PSZ were also evaluated. Ground surfaces analysis shows that all samples subjected to the grinding presented an increase in surface integrity, and the subsurface damages 100 ��m below the surface were reduced from 3.4% to 0.9%. The flexural strength using 3 point bending test (3PB) shows that grinding increased the flexural strength more than 29% which is the result of higher surface integrity. The ground surfaces were analyzed using X-ray diffraction (XRD) and the results shows that T-M phase transition trend is in accordance with the surface integrity. In other words, XRD analyses prove that T-M phase transition results in higher flexural strength and surface integrity. It was also observed that in the best condition, the grinding cost was reduced by 72%. It can be concluded that controlling the grinding condition in grinding PSZ will result in the increase of the surface integrity and flexural strength. A mathematical model was created to find an optimum condition using response surface method (RSM). It is observed that feed rate has greater effect on the outputs rather than depth of cut.
