
��������ĥ�����ĥ��ͷ�ı���ȥ������
������, ���κ�, �� ��
(���ϴ�ѧ ���繤��ѧԺ, ���� ��ɳ, 410083)
ժ Ҫ��
������˶�ѧ���̽����о��������: ��ĥʱ, �����ͷ������һ����˶��켣�������Ե�, �����˶����ڵ��ظ����빤��Բ���Ľ��ٶȦ�2����ĥ�̵Ľ��ٶȦ�1֮���й�; ����������ĥ���������״̬������ʱ, ��1=��2, ��ʱ, �����ͷ������һ���ƶ���·�����, ������ͷ����ȥ������ͬ, ����켣���ظ���̫ǿ�� ��ʵ�ʹ�����, ��ͷ������ȡ�þ�������ĥ����, ��������ĥƽ���ƽ������ȴ��һ���ܸ�; ����һ����ÿ�����ƶ���·�̳�������ٶȦغ�ƫ�ľ�e�й�, �غ�eԽ��, ����·��Խ���� ������·�̽϶�, �����켣�ķ���ı���Ƶ��, �����ڻ�����õı�������, ֻ��ȥ���ʽ��͡� ���, ����ĥʱ, ��ȡ�ϸߵ�ת�������Ч��; ������ĥʱ, ��ȡ�ϵ͵�ת������߱���������
�ؼ���: ��ͷ; ��ĥ; ��; ȥ����
��ͼ�����:TG580.692 ���ױ�ʶ��:A ���±��: 1672-7207(2005)06-1021-05
Analysis of magnetic head surface removal by float-piece polisher
SHEN Ru-lin, WU Ren-he, ZHONG Jue
(School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China)
Abstract: The kinematics equation demonstrates that the path of any point in any magnetic head is periodic in working process of float-piece polisher. The periodicity repeated according to the ratio of angular velocity between the work ring��s and the lap��s. When the float-piece polisher works in the perfect condition, ��1 (lap��s angular velocity) will equal ��2(work ring��s angular velocity). Then, the length of movement path of any point in any magnetic will be equal, which indicates that the surface removal rate will be equal, but the periodicity of the path will be repeated too often. In fact, the perfect condition is hardly existing, so the movement path on magnetic head surface will be reasonable, while the work face will be not planar enough. The equation also shows that the path of any point in a periodicity is relational with the parameter �� and e(eccentricity of work ring). The larger the parameter �� and e are, the longer the path will be. The path��s direction will be changed more frequently if the movement path in every periodic is shorter, which will does good to surface quality, but the surface removal rate will be lower. So, the higher speed is supposed to be selected in rough polishing process to obtain higher removal rate, while the lower speed should be selected in fine polishing process to gain higher surface quality.
Key words: magnetic head; lapping; polishing; removal rate
�����Ӳ�̷�չ�dz�Ѹ��, ��Ԥ��, ��洢����������1000 GB��չ[1]�� Ϊ������һ����, ���벻�Ͻ��ʹ�ͷ��Ӳ�̱���ķ��и߶ȡ� Ϊ���⻮�˴��̱���, Ӳ�̴�ͷ�ı���ֲڶȱ����㹻С,��һ����ͷ����Ĵֲڶ�Ҫ��С��0.2 nm[2, 3]�� ͬʱ, ��ͷ�Ĺ�����ʽҲ�ɽӴ���ͣ��ʽ�������س���ʽת�䡣 �������ַ�ʽ�����˴�ͷ��������ֹͣ��˲������̱������ײ, �ӳ���Ӳ��ʹ������[4]�� ���ڴ�ͷ��һ�ָ��ӵ���ά�ṹ, �ӹ��г�Ҫ�����ֲڶȵ���, ��Ҫ�����й���Ļ���, Ҫ�����γɺڵ�, ����������ܹ����, ����dz�����[5-7]�� ��дͷ�������ɲ�ͬ������ɵ�, ��Cu��NiFe�Ͻ��, ����ʴ, ����ڵ���Ƕ�дͷ���港ʴ�γɵ�[8]�� Ϊ���ⸯʴ, ��ӹ�����һ�����������ĥ���ʵĻ�еȥ������ �ڴ�, ���߷���һ�����ڴ�ͷ��ĸ�������ĥ���(��ͼ1)����ʱ��ͷ������ϵ�ȥ������� �乤��ԭ��Ϊ: ����ĥ���Ϸ���3���̶��ı��ּ�, ����ʱ��װ�й�����Բ��������ĥ����, ��ĥ��ת��ʱ, ����Ħ���������ý�����Բ���˶�, ��Ϊ���ּ�������Բ����ƽ��, Բ������������ת�� ��ʱ, ���������ĥ���������˶�, ���˶��켣�DZ�����ĥ�����Ĺؼ�����[9]��

ͼ 1 ��������ĥ���ԭ��ͼ
Fig. 1 Main configuration of prototype machine for float-piece polisher
1 ��ͷ��ĥ����
��40~50����ͷ������ճ�����մ�����, Ȼ��������װ�̶���һ��, ���üо߰�����װ��Բ���̶���, ��ͷ�ų�ֱ�߷ֲ���Բ����ֱ��λ���ϡ� ����ĥ����������תʱ, ����Ħ����������, ����������Բ����������ת�� ����ĥ�̵�Բ��ΪO1, ת��Ϊ��1, ����Բ����Բ��ΪO2, �뾶Ϊr2, ת��Ϊ��2�� ��������������, ��1=��2=��, ������Բ����ת���ٶȺ���ĥ�̵�ת����ͬ, ��ʱ, Ҫ��������������:
a. Բ���빤���������ֱ���ȷֲ�;
b. Բ���빤���IJ��Ϸֱ����ͬ��, Ħ�������ֱ����;
c. ��ĥ�̡� Բ���� ��������ƽ��, ��֤Բ���� ��������ĥ�̴������ȽӴ�;
d. ���ּܵĵ������������ת���Ħ������Ϊ��;
e. ��ĥ�̺�Բ���� ����֮�����ĥҺ���ȷֲ�, ����ĥҺ�еĿ��������� ��С�� �������ܾ��ȷֲ���
����⼸�������ò�������, ����Ӱ��Բ����������ת�ٶȺ���ת�ȶ���, �絼����ת�ٱ���ĥ�̵�ת����, ��������ת���������
2 ��ͷ��ĥʱ���˶��켣
����ĥ�̵�Բ��ΪO1, ת��Ϊn1, ���ٶ�Ϊ��1�� ����Բ����Բ��ΪO2, ת��Ϊn2, ���ٶ�Ϊ��2, ƫ�ľ�Ϊe�� ��������ȡ�����˶�����ϵXOY, ����˶�����ϵX1O1Y1�̶���������, Բ���ij�ʼ��λ��Ϊ��0, ����ʱ��t��λ����ͼ2��ʾ��
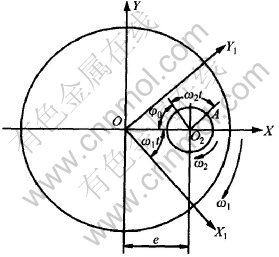
ͼ 2 ��ĥ�˶�����ͼ
Fig. 2 Kinematics�� analysis of polishing
�������ͷ�ϰ뾶Ϊr��һ��A������Ϊ
X1=ecos(��1t)-rcos[(��2-��1)t+��0];(1)
Y1=esin(��1t)+rsin[(��2-��1)t+��0]��(2)
����:
��1=2��n1;(3)
��2=2��n2��(4)
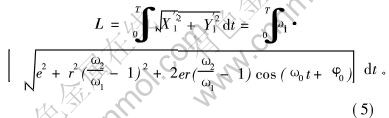
������ĥʱ������ΪT, ��������һ��A�������ĥ���ƶ���·��LΪ
�����������, ����1=��2=��ʱ,
X1=ecos(��1t)-rcos��0;(6)
Y1=esin(��1t)+rsin��0��(7)
��ʱ, ������2ʽ��ȥ����t, ��:
(X1+rcos��0)2+(Y1-rsin��0)2=e2��(8)
��ʱ, ����һ��A�������ĥ�̵��˶��켣����(-rcos��0, rsin��0)ΪԲ��, eΪ�뾶��Բ, ��ʱ��T���߹���·��Ϊ
L=��eT��(9)
3 ��ͷ��ĥ�ı���ȥ��
��ʽ(5)��֪, ����ĥ�˶�����������, ���˶�������ÿһ˲ʱ���ϸı�, ����, ���Ա�֤����ĥ�Ĵ�ͷ������ĥ���Ƹ������, ����������, �Ӷ�ʹĥ�Ͽ����ڸ��������϶�������������, ����ĥ����������������������������ǵĿ���; ��ʹ�������, Ҳ�����ڼ���ĥ�������������; ���ұ���ĥ��������ijһ�����ϵ���ĥ���Ʋ��������� ���, ������ĥ�˶��켣�������ڻ�ü��ߵı�������[10]��
�ڦ�1=��2=�ص����������, ��ʽ(10)��֪, ����������һ���߹���·�����, ����, ��������IJ���ȥ������ͬ�� �����������������ĥ�����߹��Ĺ켣λ������ĥ��������ȫ�̶�, ��ĥ�˶��켣���ظ���̫ǿ, ����ĥ����[10]��
��ʵ��, ��ʵ����ĥ������, ��1�ͦ�2���в���, һ���2����1�� ����, ��ʵ�ʹ�����, ��ĥ�̻���Ϊĥ���ȶ�������, ��Ҫ�������̡� �������ʱ, �����ܲ��������Բ���Ĺ���Բ����ת�ٲ�����ܶ�����
Y.Namba�����һ����ĥ��ʽ��������(��ͼ3)[11-14], ��������ת�ɵ����ĵ������, ���Ծ�ȷ�ص������ٶȡ� ���÷�ʽ����Բ���ι�������ʱ, ��������ת������ĥ��ת��֮�Ƚӽ���1ʱ, �ɻ�þ��ȵ�ȥ���ʺ��ظ����ڽϳ�����ĥ�켣; �������ת�ٲ��Ƚϴ�, ��Ȼ�ܻ���ظ����ںܳ�����ĥ�켣, ���ǻ�Ӿ���ĥ�����ȥ���IJ����ȳ̶ȡ� �ź�ϼ��[10]ͨ���о�����, ���n2=30 r/min, ��ô, ��n1=29.93 r/minʱ, ��ĥЧ���ȽϺ�, �ɼ�, ��2���1����Сʱ��������ĥ����ľ���ȥ����
���ڴ�ͷ��ĥ�ǵ���С��ͷճ����һ��, ���Կ�������������Ԫ��ɵ���ĥ��, ����, ��С��ƽ��ȥ�������ȶԴ�ͷ����������Ӱ�첻�Ǻ�ͻ��, ������켣���ظ��������ӳ�, ��ô, �Ի�ø������Ĵ�ͷ����dz���Ҫ�� ���, �����о��ĸ�������ĥ����Դ�ͷ�������ĥ�ȽϺ���, ���Ը߾��ȵ�ƽ��ӹ�û�����ơ�
�����ͷ�����ϵ�һ��A�������ĥ���߹���·��L�����ȥ�����й�, LԽ��, ��ʾ����ȥ��Խ�ࡣ ��ʽ(5)��֪, �غ�e�ϴ�ʱ, LҲ��, ����ȥ��Խ��, ��֮��Ȼ�� ��һ����, ���غ�e�ϴ�, ��������ʱ���ڹ�����һ���߹��Ļ���·��Խ��, ��ʾ����Խƽ��, ��ζ����ĥ�˶��켣�ķ���仯���١� �෴, ����ĥ�˶���ÿһ�������ڹ켣һ�����������϶�, �����ֳ���ĥ�˶��켣�ķ���仯�����Ƶ���� ����ϣ�����ָ�Ƶ�ʵĹ켣�������ı�, �Ա��ڴ�ͷ������ָ��Ӿ��Ȼ�����ĥ���ơ� ����, ������ת�٦غ�ƫ�ľ�eԽС, �Դ�ͷ��ĥԽ������ ����, ����غ�eԽС, ��ĥЧ�ʽ�Խ�͡� ��ʵ��, �����о���ĥʱ��ĥ�̵�ת�ٱȴ���ĥʱ��ת�ٵ�, �����ڻ�ø��õı���������
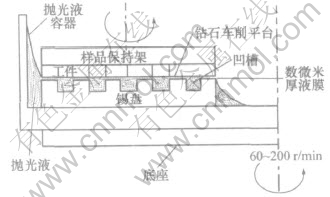
ͼ 3 ����ԭ��ͼ
Fig. 3 Main configuration of prototype machine for float polishing
ͼ4��ʾΪ��ĥ��ת��Ϊ35 r/min, ����Բ����������ĥ����Ч��ĥ�������м�λ��ʱ, һ��ʵ�ʹ����»�õĴ�ͷ������ò(������Ϊ40 ��m��40 ��m)�� ͼ4(a)��ʾΪ����ĥʱ����ĥ�ۼ�, �����������ĥ���ƺ�����; ͼ4(b)��ʾΪ����ĥ�ĺۼ�, ���һ˲ʱ����ĥ�����ڸ���ǰ������Ĵ�����, ֻ�н������������ϡ�ɼ��� ��������ĥ������, ���ϸı����Ƶķ���, �����IJ��������ϸdz����ʹ�������ڹ⻬�� ��ͼ4���ɷ���, �ڸù��չ�����, �ɿ���ijһ������ĥ���Ʋ�������չ, ����, ����ĥ������ijһ˲ʱ�������������, ��Ƚ�����ȥ��, ����ǻ��ˡ� ����, ������, ��ĥ���ʷdz���Ҫ��
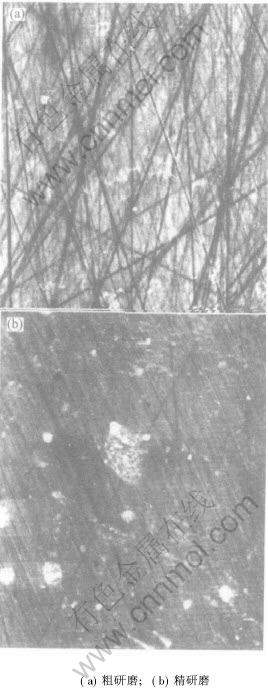
ͼ 4 ��ͷ������ĥ�ۼ�
Fig. 4 Polishing path on magnetic head surface
4 �� ��
a. �����������, �����ͷ������һ�����������߹���·�����, ��L=��eT, ���,���Ի�þ��ȵı���ȥ��, �䲻��֮���ǹ켣�ظ���̫ǿ��
b. ��ʵ�ʹ�����, ���ڼ��������ò�������, �������������, ��ʱ, �����ͷ������һ�������������˶�, �����߹���·���в���, ���ڹ켣���ظ�����Ҳ�ӳ��� ��Щ����ȡ������ĥ�̺���Բ����ת�ٲ �ŵ����ܻ�ø��õı�����ĥ����, �䲻��֮���DZ������ȥ�������ȡ� ���ڴ�ͷ��ĥ, ��Ϊ������Ϊ������ͷ����ĥƽ���ϵ��������Ԫ, ���Ը���������ĥ��
c. ������, �غ�eԽ��, ����ȥ��Ч��Խ��; �غ�eԽС, Խ�����ڻ�ù⻬���档 ����, ��ʵ�ʹ�����, ����ĥʱ��ת�ٱȾ���ĥ��ת�ٸ�, Ե�ڴ���ĥʱϣ����ýϸߵı���ȥ��Ч��, ������ĥʱϣ����ø��⻬�ı��档
�����:
[1]��Դ��, ����, �ý���.����������еĹؼ���ѧ��������[J].�ִ����칤��, 2001(11): 73-75.
LEI Yuan-zhong, DING Han, LUO Jian-bin. Key science and technology problem of computer manufacturing[J]. Modern Manufacturing Engineering, 2001(11): 73-75.
[2]LUO Jian-bin, GAO Feng, HU Zhi-ment, et al. Surface finish and performances of read/write heads by using ultra-fine diamond slurry in polishing process[J]. International Journal of Nonlinear Sciences and Numerical Simulation, 2002, 3(3-4): 449-454.
[3]��־��, �ý���, ��ͬ��. �����ʯ�������ͷ��Һ�����Ƽ�Ӧ��[J]. ���Ͽ�ѧ�빤��ѧ��, 2004, 22(3): 323-327.
HU Zhi-meng, LUO Jian-bin, LI Tong-sheng. Development and application of nano scale diamond polishing slurry of computer magnetic head[J]. Journal of Materials Science & Engineering, 2004, 22(3)323-327.
[4]Tambe N S, Bhushan B. Durability studies of head�Cdisk interface using padded and load/unload picosliders for magnetic rigid disk drives[J]. Wear, 2003, 255: 1334-1343.
[5]Scott W W, Bhushan B. Micro/nano-scale differential wear of multiphase materials: pole tip recession in magnetic-tape heads[J]. Wear, 2002, 252: 103-122.
[6]Yoon E S, Bhushan B. Effect of particulate concentration, materials and size on the friction and wear of a negative-pressure picoslider flying on a laser-textured disk [J]. Wear, 2001, 247: 180-190.
[7]Chilamakuri S, Bhushan B. Contact analysis of laser textured disks in magnetic head-disk interface[J]. Wear, 1999, 230: 11-23.
[8]��־��, �ý���, ��ʫ��, ��. �����ʯ������ͷ����ϵ��о�[J]. ���ϱ���, 2001, 34(12): 94-98.
HU Zhi-meng, LUO Jian-bin, WEN Shi-zhu, et al. Study of nanoscale diamond using as abrasive for magnetic head[J]. Journal of Materials Protection, 2001, 34(12): 94-98.
[9]���ĺ�, Ԭ����, ����, ��. �����������������ϵͳ������[J]. ��ؼ���, 2002, 21(7): 39-42.
ZHAO Wen-hong, YUAN Ju-long, DENG Ling, et al. Design of control system of ultraprecision plane-polishing machine with nanograde flatness[J]. Measurement & Control Technology, 2002, 21(7): 39-42.
[10]�ź�ϼ, ��, ������, ��.��ƫ����ĥ�̳����������ȥ��ģ�����[J].���վ������켼��, 1998, 34(5): 4-6.
ZHANG Hong-Xia, GAO Hong-Gang, WU Ming-Gen, et al. Simulation of even material removal during eccentric plane polishing by a tin polisher[J]. Aviation Precision Manufacturing Technology, 1998, 34(5): 4-6.
[11]Namba Y, Tsuwa H. Chemo-mechanical ultrafine finishing of polycrystalline materials[J]. Annals of the Cirp, 1979, 28(1): 425-429.
[12]�ߺ��, �ܽ���, ���ǵ�.�������������⻬����[J].��ѧѧ��, 1995, 15(6): 824-825.
GAO Hong-gang, CAO Jian-lin, CHEN Xing-dan. Float polishing subnanometer-smooth surface[J]. Acta Optica Sinica, 1995, 15(6): 824-825.
[13]�ߺ��, �±�, �ſ�ƽ, ��.�����������⻬����ij�������[J].�����DZ�ѧ��, 1997, 18(1): 75-79.
GAO Hong-gang, CHEN Bin, ZHANG Jun-ping, et al. Superpolishing of sub-nanometer smooth surfaces[J]. Chinese Journal of Scientific Instrument, 1997, 18(1): 75-79.
[14]�ߺ��, �ܽ���, �ź�ϼ, ��. ��ĥ�̶�ƫ��ƽ�������в���ȥ��ģ��[J]. �����DZ�ѧ��, 2000, 21(1): 83-85.
GAO Hong-gang, CAO Jian-lin, ZHAN Hong-xia, et al. Simulation of stock removal uniformity during eccentric plane polishing by a tin lap[J]. Chinese Journal of Scientific Instrument, 2000, 21(1): 83-85.
�ո�����:2005-04-01
������Ŀ: ������Ȼ��ѧ����������Ŀ(50390061)
�����: ������(1968-), ��, �����۶���, ��ʿ�о���, �������������ۡ� ������װ���о�
������ϵ��: ������, ��, ��ʿ�о���; �绰: 0731-8836499(O); E-mail: srl1234@126.com
ժҪ: �Ը�������ĥ������˶�ѧ���̽����о��������: ��ĥʱ, �����ͷ������һ����˶��켣�������Ե�, �����˶����ڵ��ظ����빤��Բ���Ľ��ٶȦ�2����ĥ�̵Ľ��ٶȦ�1֮���й�; ����������ĥ���������״̬������ʱ, ��1=��2, ��ʱ, �����ͷ������һ���ƶ���·�����, ������ͷ����ȥ������ͬ, ����켣���ظ���̫ǿ�� ��ʵ�ʹ�����, ��ͷ������ȡ�þ�������ĥ����, ��������ĥƽ���ƽ������ȴ��һ���ܸ�; ����һ����ÿ�����ƶ���·�̳�������ٶȦغ�ƫ�ľ�e�й�, �غ�eԽ��, ����·��Խ���� ������·�̽϶�, �����켣�ķ���ı���Ƶ��, �����ڻ�����õı�������, ֻ��ȥ���ʽ��͡� ���, ����ĥʱ, ��ȡ�ϸߵ�ת�������Ч��; ������ĥʱ, ��ȡ�ϵ͵�ת������߱���������
[1]��Դ��, ����, �ý���.����������еĹؼ���ѧ��������[J].�ִ����칤��, 2001(11): 73-75.
[3]��־��, �ý���, ��ͬ��. �����ʯ�������ͷ��Һ�����Ƽ�Ӧ��[J]. ���Ͽ�ѧ�빤��ѧ��, 2004, 22(3): 323-327.
[8]��־��, �ý���, ��ʫ��, ��. �����ʯ������ͷ����ϵ��о�[J]. ���ϱ���, 2001, 34(12): 94-98.
[9]���ĺ�, Ԭ����, ����, ��. �����������������ϵͳ������[J]. ��ؼ���, 2002, 21(7): 39-42.
[10]�ź�ϼ, ��, ������, ��.��ƫ����ĥ�̳����������ȥ��ģ�����[J].���վ������켼��, 1998, 34(5): 4-6.
[12]�ߺ��, �ܽ���, ���ǵ�.�������������⻬����[J].��ѧѧ��, 1995, 15(6): 824-825.
[13]�ߺ��, �±�, �ſ�ƽ, ��.�����������⻬����ij�������[J].�����DZ�ѧ��, 1997, 18(1): 75-79.
[14]�ߺ��, �ܽ���, �ź�ϼ, ��. ��ĥ�̶�ƫ��ƽ�������в���ȥ��ģ��[J]. �����DZ�ѧ��, 2000, 21(1): 83-85.
