
��Bi����������Zn-Al�Ͻ�����֯������
�ָ���1, 2������ƽ1�����ջ�1������1
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ������ ��ɳ��410083��
2. ���ϴ�ѧ ��ɫ�������Ͽ�ѧ�빤�̽������ص�ʵ���ң����� ��ɳ��410083)
ժ Ҫ��
�ԡ���ѧ������ɨ��羵���������������������ܲ��ԡ����������������Ƶĺ�Bi����������Zn-Al�Ͻ���̬����ѹ̬����֯�����ܽ����о����о�������������۵��Bi����Zn-Al�Ͻ�������״��ɢ�ֲ�������Zn-Al�Ͻ���������ܣ�Bi��������0.5%(��������)ʱ��Bi��Zn-Al���������κϽ������ܲ�������Ӱ�죻�������Ƶ�Zn-10%Al-0.3%Bi-X�Ͻ������������ã�����ǿ�ȴﵽ351 MPa���쳤��Ϊ18%����Ʋ������ݣ����ֳ��Ϻõ��ۺ����ܣ�����Ϊ����ͭ�Ͻ�������ϣ�������С����Ӽ�����𡢼ҵ�Ƚṹ����
�ؼ��ʣ�
����п�Ͻ���Bi������֯������������
��ͼ����ţ�TG146.1+3 ���ױ�־�룺A ���±�ţ�1672-7207(2011)11-3296-07
Microstructure and properties of
free-cutting deformation Zn-Al alloy containing Bi
LIN Gao-yong1, 2, SUN Li-ping1, ZENG Ju-hua1, WANG Li1
(1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. The Key Laboratory of Nonferrous Metal Materials Science and Engineering, Ministry of Education,
Central South University, Changsha 410083, China)
Abstract: The microstructure and properties of self-developed free-cutting deformation Zn-Al alloys containing Bi in the cast and extruded conditions were investigated by mechanical tests, optical microscopy, scanning electron microscopy, energy spectrum analysis, machinability tests and plating performance tests. The results show that the machinability of the Zn-Al alloy can be improved by needle dispersion distributed low-melting Bi phase. The plating performance of free-cutting deformation Zn-Al alloys gets worse when the content of Bi is more than 0.5% (mass fraction). This self-developed Zn-10%Al-0.3%Bi-X alloy has excellent comprehensive properties, such as free-cutting without blistering when electroplated, tensile strength and elongation reaches 351 MPa and 18% respectively. So it can be used to replace some copper alloys as bearing, handware, household appliance and other structural parts.
Key words: deformation zinc alloy; Bi; microstructure; machinability
����ɫ������п�Ŀ��ﴢ������������������������ͭ���ӵ�3λ[1-2]�������ҹ���ɫ������ҵ�Ŀ��ٷ�չ���ҹ�ͭ��Դ��ȱ��ͭ������������ì������Ӿ磬���ٿ���ͭ��ͭ�Ͻ�������ϣ��������ִ���ҵ������Ϊ���Ϲ����ߵĹ�ʶ[2-5]���ҹ�п��Դ���������࣬������ǰ�У�ƷλҲ��[6]��п�Ͻ�����۵�͡��������ܺá���ѧ�������졢�����������̶̡��ܺ�С���ŵ㣬�Dz���ͭ�Ͻ������������ϣ���ΪĿǰ�������о����ȵ�[7-12]��������ʮ��ķ�չ��п�Ͻ����γ�����п�Ͻ�ͱ���п�Ͻ�����ϵ�С�����п�Ͻ�ĵ��ʹ���ΪZn-Al��Zn-Cu-Ti�Ͻ�Zn-Cu-Ti�Ͻ���Ŀǰʹ�ý϶�ı���п�Ͻ𣬿���������������ǧ�������������ȣ����������ۺ����ܽϵͣ�Ӧ�÷�Χ�кܴ���ޣ���Zn-Al�Ͻ����������������ܣ����۵�͡����������٣�����Ч�ʸߣ���ѧ�������õȣ�Ŀǰ����̷�չ�˼����ɷֵ�Zn-Al�Ͻ�(ZnAl15��ZnAl10-1��ZnAl10-5��ZnAl0.2-4��ZnAl14-1)��Ϊ��ͭ�Ĵ���Ʒ[2]��������Zn-Al�Ͻ������ǽӽ������ɷֵ�Zn-Al�Ͻ��������ӹ�ʱͨ���������ϴ����ѣ����Զ��������DZ������������ӹ�Ч�ʵͣ���м��������𤵶���ϵ����ӹ������治���ȣ������˱���Zn-Al�Ͻ��Ӧ��[13]����ˣ��о�������һ�ּȾ��������������ܣ��־���������ѧ���ܵı���Zn-Al�Ͻ�ʵ�ֶ�����������Ǧ��ͭ�����������Ҫ���塣һ���ͨ������Pb��Sn��Bi�ȵ��۵�Ԫ������ߺϽ����������[14]����ͨ������������Al��Cu��Mg��Ti�ȺϽ�Ԫ�����Zn�Ͻ����ѧ�������������[2, 15-16]��Ŀǰ����û�й�������������Zn-Al-Bi�Ͻ���֯�����ܵ��о���������������ͨ����ϵͳ�����飬���������Ƶ���Ǧ��Bi����������Zn-Al�Ͻ���̬����ѹ̬����֯�����ܽ������о���
1 ������ϼ�����
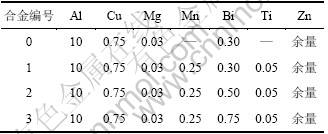
������������������������Ƶĺ�Bi����������Zn-Al�Ͻ𡣰��ձ�1��ʾ�ĺϽ�ɷֽ������ϣ��ڹ�Ƶ��Ӧ¯�����������������У�Bi�Դ��������룬Ti��Cu-Ti�м�Ͻ���룬Mn��Al-Mn�м�Ͻ���롣��������β����Ƥ����3 150 kN��ʽ��ѹ���Ͻ��м�ѹ����ѹ���ղ���Ϊ��ģ�ߡ���ѹͲԤ���¶�200 �棬���������¶�250~260 �棻��ѹ�Ȧ�=18.8��
��1 ����Ͻ�ѧ�ɷ�(��������)
Table 1 Chemical compositions of experimental alloys %
����POLYVAR-MET�ͽ��������۲�����������֯�����Ͻ�ѹ̬��GB/T 228��2002�Ƴ�������������CSS-44100�͵�������������Ͻ��������������飬�����ٶ�Ϊ2 mm/min������Sirion200������ɨ����������۲�Ͻ�����֯����DJ-CL-1�������ԷŴ���/CD6140A�����϶ԺϽ�ѹ̬�������������ԣ����ԺϽ���̬����ѹ̬��м��ò���жԱ� �۲졣
2 ���������
2.1 ��ѧ����
�Ͻ�ѹ̬��ѧ���ܲ��Խ�����2��ʾ���ӱ�2���Կ�����δ��Mn��Ti��0�źϽ���ǿ��Ϊ351 MPa���쳤��Ϊ18%�����1�źϽ���ǿ�ȵ�12 MPa�����쳤�ʸ�5%�����ֳ��Ϻõ��ۺ����ܡ�2�źϽ���ǿ����ߣ�Ϊ368 MPa�����쳤�ʽ�Ϊ7%�������Խϲ3�źϽ�ǿ����ͣ�Ϊ345 MPa���쳤�ʺ�1�źϽ����ͬ��Ϊ13%��ͨ���ȽϿ��Է��֣�0�źϽ��1�źϽ���ֳ��˽Ϻõ��ۺ���ѧ���ܣ������нϺõ����ԣ�����ǿ��Ҳ�ﵽ350 MPa���ϣ��������������ͭ�Ͻ��Ҫ��[6]��
��2 ��ѹ̬Zn-Al-Bi�Ͻ���ѧ����
Table 2 Mechanical properties of extruded Zn-Al-Bi alloys

2.2 �Ͻ���̬������֯
�ԺϽ���̬���н�����֯�۲죬�����ͼ1��ʾ����ͼ1���Կ�����δ����Ti�Ͻ�Ԫ�ص�0�źϽ���̬������֯����֦״����������Ti��1�š�2�ź�3�źϽ���̬��֦֯�������ƣ���������ϸ��������Ti�ܶ�Zn-Al�Ͻ�����������ϸ�����ã��������� [2, 7]�Ľ����һ�µġ���ͼ1�����Կ�����2�źϽ������֯�д��ڴ����������࣬�������������������֪�������Zn-Al�Ͻ�����Կ��ܲ������Զ����á�
2.3 ɨ��羵�۲�
0�š�1�ź�2�źϽ���̬����ѹ̬��SEM����֯��ͼ2��ʾ������ͼ2(a)~(c) ��ʾΪ�Ͻ���̬����֯��ͼ2(d)~(f)��ʾΪ�Ͻ�ѹ̬����֯����ͼ2(a)~(c)���Կ�����δ����Ti��0�źϽ���̬��֯��֦״(��ͼ2(a))����������Ti��1�źϽ���̬��֦֯�������ƣ���������ϸ��(��ͼ2(b))��2�źϽ���̬��֯�д��ڴ�����������(��ͼ2(c))������Ͻ���̬������֯�����һ�µġ����⣬ͨ����ɢ�����ɨ��羵�����Թ۲쵽���Ͻ���Bi�ķֲ�Ϊ����ϸС������(��ͼ2�и����İ�ɫ��)���������ڵ��۵�Bi�����ɢ�ֲ�������������Zn-Al�Ͻ���������ܡ���ͼ2(d)~(f)���Կ�������ѹ��Ͻ���֯����ϸС��δ����Ti��0�źϽ���̬��֦֯�������ƣ���֯ϸС���ȣ�Bi����ɢ�ֲ�(ͼ2(d))����ˣ��伷ѹ̬��ѧ���ܼ��������ܶ��Ϻá�������Mn��Ti��Bi��1��������ѹ̬��֯����ϸС����Mn���Bi����ɢ�ֲ�(ͼ2(e))��2�źϽ�ѹ��̬��֯�д��ڴ��������Ŀ�״��(ͼ2(f)�еĺ�ɫ��)�����ݱ�1�Ͻ���ѧ���ܲ��Խ����2�źϽ��������Ե���0�ź�1�źϽ�����ԣ������������2�źϽ��д��������Ŀ�״��Ϊ�����ࡣ��ˣ�����������Ϊ����Ti��Ȼ������ϸ��Zn-Al�Ͻ���̬��֯�������ڱ���Zn-Al�Ͻ���ѹ���Σ���֯�Ѿ��dz�ϸС����ˣ�������Ti��0�źϽ�����֯�������Ѿ��ܹ�����Ҫ���⣬Mn�ļ��������߱���Zn-Al����ѧ�������ò����ԡ�
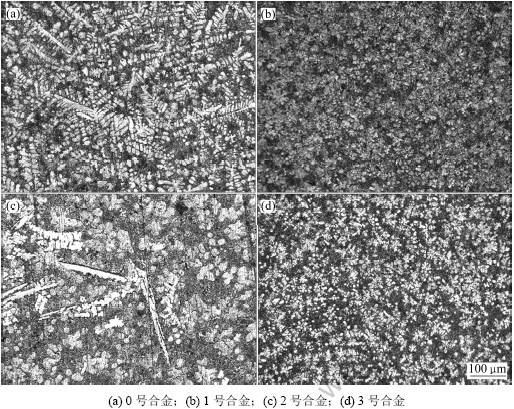
ͼ1 Zn-Al-Bi�Ͻ���̬����֯(OM)
Fig.1 Optical micrographs of as-cast Zn-Al-Bi alloys
2�źϽ���̬��֯���ɷַ��������ͼ3��ʾ����ͼ3��֪��2�źϽ����̬��֯������5�ֲ�ͬ���ࣺ��-Zn������(A��)����������(B��)��������+����(C��)��Mn�����Ļ�����(D��)������Bi��(E��)����-Zn����������ZnΪ������������Al��Mn�Ĺ�����(��ͼ3(b)��ʾ)��Ϊ������������ṹ��������������AlΪ���������д���Zn����Mn�Ĺ�����(��ͼ3(c))��Ϊ������������ṹ��������+�����ɦǹ�����ͦ������干ͬ���(��ͼ3(d))��Mn�����Ļ�����ʿ�״��������������״�ֲ�(��ͼ3(e))������Bi���Ե�״��ɢ�ֲ��ڦ�-Zn�����ࡢ�������ࡢ������+�����Mn�����Ļ�������(��ͼ3(f))���������ڵ��۵��Bi���ںϽ�����ɢ�ֲ����ںϽ�����ʱ��м���ã��Ӷ�����˱���Zn-Al�Ͻ���������ܡ�
2.4 ��������
��������������п�Ͻ�ѹ̬��������������DJ-CL-1�������ԷŴ���/CD6140A�����Ͻ��еģ����Խ�����3��ʾ���������������ڹ̶������� �ȡ��������ͱ��Ե���������»�õģ����бȽ�ʱ��Ҫ������������ӱ�3��֪��0�źϽ�������ƽ��ֵ��ͣ�Ϊ42.30 N��1�źϽ�������ƽ��ֵ��ߣ�Ϊ48.03 N��2�ź�3�źϽ�������ƽ��ֵ��1�źϽ���Եͣ��ֱ�Ϊ47.28 N��46.51 N�����Ͻ��������δ����Mn��Ti������0.3% Bi��0�źϽ�����������ã�����������ͣ�������Mn��Ti��1�š�2�ź�3�źϽ�����Bi���������ӣ��������½�����������������ߡ�
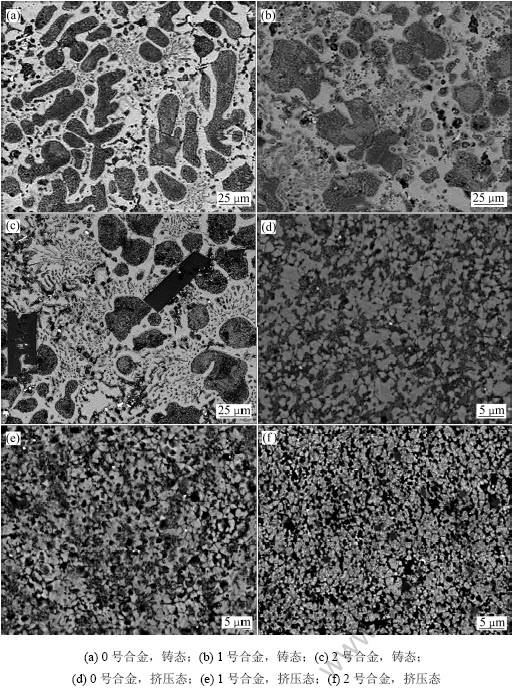
ͼ2 Zn-Al-Bi�Ͻ�SEM��ɢ�������
Fig.2 SEM back-scattered electron images of Zn-Al-Bi alloys
0�źϽ���̬����ѹ̬��м��ò��ͼ4��ʾ����ͼ4���Կ������Ͻ���̬����ѹ̬���ӹ�ʱ�� м����м����ֱ��״���ҳ�м��ϸС�����������ܺá�
��3 ��ѹ̬Zn-Al-Bi�Ͻ��������������
Table 3 Cutting force measurements of extruded Zn-Al-Bi alloys

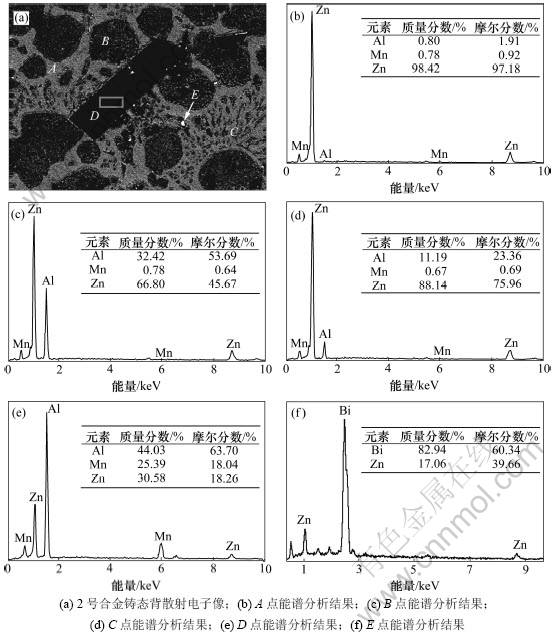
ͼ3 2�źϽ���̬��ɢ����������������
Fig.3 Back-scattered electron image and EDS analyses results of as-cast alloy 2
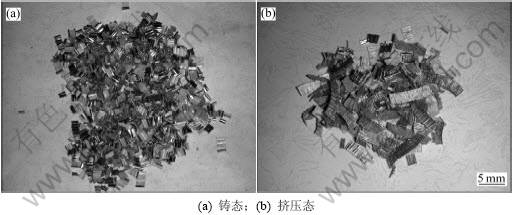
ͼ4 0�źϽ�м��ò
Fig.4 Photos of cuttings of alloy 0
2.5 ���Ԥ�����͵��������
Zn-Al�Ͻ����һ���ľ��丯ʴ����Ŀǰ�Ͻ�ʵ��Ӧ��ʱ���õ�Ʊ���������ߺϽ���ʴ���ܣ���ˣ����Ƶ�Zn-Al-Bi�Ͻ����ܹ�ʵ�ֵ�ơ�Bi�����������Zn-Al�Ͻ���������ܣ�����ʵ���з�����ԺϽ������ܲ����˲���Ӱ�죬Bi���ܵ��±���Zn-Al�Ͻ������ݡ�ͨ�������Ƶĺ�Bi����������Zn-Al�Ͻ���е��Ԥ������������飬�ó�������Ҫ��������
(1) ��0�š�1�š�2�š�3�źϽ�ѹ̬�������е��Ԥ������Bi�������ٵ�0�š�1�źϽ����ݣ���2�š�3���������ݣ�����Bi�����ϸߵ�Zn-Al�Ͻ��������ݣ���ͼ5��ʾ��
(2) ��2�źϽ�ѹ̬�ͳ��ӹ�̬�ֱ���е�ƣ���ƽ����ͼ6����ͼ6���Կ������������ӹ��������������ݳ̶����Խ��͡�
��Bi����������Zn-Al�Ͻ���������Ҫ��Bi��������Ʒ������ȵ������йأ�Bi��������0.5%ʱ���Ͻ�������ݡ��ۺϱȽϷ��֣��������Ƶĺ�0.3%Bi��0�źϽ��������õ��������ܺ��ۺ���ѧ���ܣ����Ҳ���������ݣ��ܹ�����ʹ��Ҫ����Ϊ����ͭ�Ͻ�������ϣ�������С����Ӽ������ͼҵ�Ƚṹ����
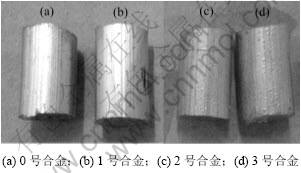
ͼ5 Zn-Al-Bi�Ͻ�ѹ̬�������Ԥ��������Ƭ
Fig.5 Photos of extrusion Zn-Al-Bi alloys after plating pretreatment
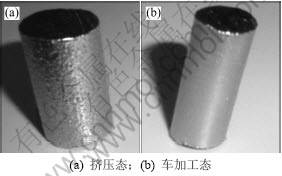
ͼ6 2�źϽ�������������Ƭ
Fig.6 Photos of alloy 2 after plating
3 ����
(1) ���۵��Bi����Zn-Al�Ͻ�������״��ɢ�ֲ����ڻ��ӹ�ʱ��м���ã�������Zn-Al�Ͻ���������ܡ�
(2) Bi��������0.5%ʱ��Bi��Zn-Al�Ͻ������ܲ�������Ӱ�죬��ˣ�������Zn-Al�Ͻ���Bi�������˳���0.5%��
(3)�������Ƶ�Zn-10%Al-0.3%Bi-0.75%Cu- 0.03%Mg�Ͻ������������ã�����ǿ�ȴﵽ351 MPa���쳤��Ϊ18%����Ʋ������ݣ����ֳ��Ϻõ��ۺ����ܣ�����Ϊ����ͭ�Ͻ�������ϣ�������С����Ӽ�����𡢼ҵ�Ƚṹ����
�ο����ף�
[1] ��С��, ������. ����п��������[M]. ����: ұ��ҵ������, 1996: 143-248.
BAO Xiao-bo, HUANG Qi-xing. Zinc technical economics in the world[M]. Beijing: Metallurgical Industry Press, 1996: 143-248.
[2] ������, �����. п��п�Ͻ�����ұ��ѧ[M]. ��ɳ: ���Ϲ�ҵ��ѧ������, 1994: 11-20.
SUN Lian-chao, TIAN Rong-zhang. Physical metallurgy of zinc and Zn-alloy[M]. Changsha: Central South University of Technology Press, 1994: 11-20.
[3] Prasad B K. Influence of some material and experimental parameters on the sliding wear behaviour of a zinc-based alloy, its composite and a bronze[J]. Wear, 2003, 254(1/2): 35-46.
[4] ����Ȼ, ������, ����. ����п��ͭ�Ͻ�[M]. ����: ��ѧ��ҵ������, 2006: 9-20.
GENG Hao-ran, WANG Shou-ren, WANG Yan. Casting zinc and copper alloys[M]. Beijing: Metallurgical Industry Press, 2006: 9-20.
[5] �ָ���, ֣С��, �ܼ�, ��. һ��п���Ͻ��ȱ�����Ϊ������ģ��[J]. ��е���̲���, 2007, 31(7): 60-62.
LIN Gao-yong, ZHENG Xiao-yan, ZHOU Jia, et al. Thermo- compression behavior of a zinc based alloy[J]. Materials for Mechanical Engineering, 2007, 31(7): 60-62.
[6] �Ʋ���, ��ɹ�, ʯ����, ��. �й����Ϲ��̴��[M]. ����: ��ѧ��ҵ������, 2006: 431-455.
HUANG Bo-yun, LI Cheng-gong, SHI Li-kai, et al. The material engineering tome of China[M]. Beijing: Chemistry Industry Press, 2006: 431-455.
[7] ��ǿ. п�Ͻ�[M]. ��ɳ: ���Ϲ�ҵ��ѧ������, 1987: 102-170.
CAI Qiang. Zinc alloy[M].Changsha: Central South University of Technology, 1987: 102-170.
[8] Savakan T, Hekimolu A P, Purcek G. Effect of copper content on the mechanical and sliding wear properties of monotectoid-based zinc-aluminium-copper alloys[J]. Tribology International, 2004, 37(1): 45-50.
[9] Zhang F, Vincent G, Sha Y H, et al. Experimental and simulation textures in an asymmetrically rolled zinc alloy sheet[J]. Scripta Materialia, 2004, 50(7): 1011-1015.
[10] �ָ���, ֣С��, ���ջ�, ��. п���Ͻ�ѹ�Ͳĵ���֯������[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2008, 39(2): 246-250.
LIN Gao-yong, ZHENG Xiao-yan, ZENG Ju-hua, et al. Microstructure and properties of extruded profiles of zinc-based alloys[J]. Journal of Central South University: Science and Technology, 2008, 39(2): 246-250.
[11] 袺��. 4��60 m��תҤ��������Ӧ��п�Ͻ����ͭ�Ͻ�Ŀ������о�[J]. ������ѧѧ��, 2003(3): 10-14.
JU Hong-chang. The studies of Zn-alloy replacing Cu-alloy as supporting wheel axle bush material of 4��60 m rotating kiln[J]. Journal of Anyang University, 2003(3): 10-14.
[12] Nilsson A, Gabrielson P, Stahl J E. Zinc-alloys as tool materials in short-run sheet-metal forming processes: Experimental analysis of three different zinc-alloys[J]. Journal of Materials Processing Technology, 2002, 125/126(9): 806-813.
[13] �ָ���, Ф��, ֣С��. п�Ͻ��������ܵ��о�[J]. ��ұ����, 2006, 25(5): 68-70.
LIN Gao-yong, XIAO Xian, ZHENG Xiao-yan. Study on the cutting property of Zn-alloy[J]. Mining and Metallurgical Engineering, 2006, 25(5): 68-70.
[14] ������. ��������ԭ��[M]. ����: ��е��ҵ������, 1992: 132-170.
CHEN Ri-yao. Principle of metal cutting[M]. Beijing: China Machine Press, 1992: 132-170.
[15] ������, ������, �춫��, ��. ����ͭ��þ����̬п���Ͻ���֯���������ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 1999, 9(1): 1-6.
ZHANG Zhong-ming, WANG Jing-cheng, XU Dong-hui, et al. Effects of Al, Cu, Mg on the microstructure and damping properties of cast zinc-based alloys[J]. The Chinese Journal of Nonferrous Metals, 1999, 9(1): 1-6.
[16] LI Yuan-yuan, Ngai T L, XIA Wei, et al. Effects of Mn content on the tribological behaviors of Zn-27%A1-2%Cu alloy[J]. Wear, 1996, 198(1/2): 129-135.
(�༭ �°���)
�ո����ڣ�2011-01-11�������ڣ�2011-04-06
������Ŀ�����ҡ�ʮһ�塱�Ƽ�֧�żƻ���Ŀ(2009BAE71B01)
ͨ�����ߣ��ָ���(1966-)���У����϶����ˣ���ʿ�����ڣ�������ɫ�������ϼӹ���ģ����ƺ���ֵģ�ⷽ����о����绰��13507422779��E-mail: gylin6609@yahoo.com.cn
ժҪ��������ѧ���ܲ��ԡ���ѧ������ɨ��羵���������������������ܲ��ԡ����������������Ƶĺ�Bi����������Zn-Al�Ͻ���̬����ѹ̬����֯�����ܽ����о����о�������������۵��Bi����Zn-Al�Ͻ�������״��ɢ�ֲ�������Zn-Al�Ͻ���������ܣ�Bi��������0.5%(��������)ʱ��Bi��Zn-Al���������κϽ������ܲ�������Ӱ�죻�������Ƶ�Zn-10%Al-0.3%Bi-X�Ͻ������������ã�����ǿ�ȴﵽ351 MPa���쳤��Ϊ18%����Ʋ������ݣ����ֳ��Ϻõ��ۺ����ܣ�����Ϊ����ͭ�Ͻ�������ϣ�������С����Ӽ�����𡢼ҵ�Ƚṹ����
