
���±�ţ�1004-0609(2011)04-0701-07
ZK40��ǿþ�Ͻ�CO2���⺸�ӽ�ͷ����֯����ѧ����
���ջԣ��Ϻ��� ������ ��
(���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410082)
ժ Ҫ��
����CO2���������̬ZK40þ�Ͻ��Ľ��к��ӣ����о����ӹ��ղ����Խ�ͷ����֯����ѧ���ܵ�Ӱ����ɡ�����������ں����Ĺ��������£����Ի�ó������õĺ��ӽ�ͷ���俹��ǿ�ȿɴﵽ315MPa��Ϊĸ�ĵ�91.3%���۳ر߽���������������״���������۳���ȫ��ϸС���ȵĵ�����֦����ɣ��ֲ��ھ��缰֦���ۼ�ĵڶ���������Ҫ��Mg51Zn20�����ź��������������֦����������Ϊ��������ֻ���
�ؼ��ʣ�
ZK40þ�Ͻ������⺸��������֯����ѧ������
��ͼ����ţ�TG456.7 �� ���ױ�־�룺A
Microstructures and mechanical properties of ZK40 high strength magnesium alloy joints by CO2 laser beam welding
YU Zhao-hui, YAN Hong-ge, CHEN Qiong, SU Bin
(School of Materials Science and Engineering, Hunan University, Changsha 410082, China)
Abstract: The as-rolled ZK40 magnesium alloy sheets were joined by laser beam welding. The effects of welding parameters on the microstructures and mechanical properties of the joints were studied. The results show that a sound bead, with the ultimate tensile strength of 315 MPa, up to 91.3% of that of base metal, can be obtained with the optimized welding parameters. No columnar grains can be found at the fusion boundary, and the fusion zone (FZ) is characteristic of equiaxed dendritic grains and fine Mg51Zn20 precipitates disperse along the grain boundaries and among the dendritic arms. With the heat input increasing, the grains in FZ get coarser and more dendritic.
Key words: ZK40 magnesium alloy; laser beam welding; microstructure; mechanical property
þ�Ͻ�����ܶȵ͡���ǿ�Ⱥͱȸնȸߡ������Ժá���������Լѡ����ͳ�����������������켰�ɻ��յ��ŵ㣬��Ŀǰ�dz���Ҫ���������ṹ����ɫ���̲��ϣ����㷺Ӧ���ں��ա����������Ӻ�ͨѶ������[1-3]������þ�Ͻ�ṹ��Ӧ�÷�Χ�IJ�����������������Ľ��Ҳ����������У��������ھ߱��������ӷ��������ܱ�����ŵ��ܵ��˼���Ĺ�ע�����ӡ�������þ�Ͻӵķ����кܶ࣬�磺�ټ�벻���(TIG)����������(EBW)�����⺸(LBW)������Ħ����(FSW)������-�绡���Ϻ���[4-9]������ǰ��ҵ�����ж���þ�Ͻ�ĺ�����Ҫ���Dz��ô�ͳ��TIG�����ֺ��ӷ�����������������ٶȵ͵�ȱ�㽫���º������Ӱ�����Ͽ��������ִ�������Ӧ���������أ���ͷ���ܲ�����[4]�����봫ͳ�绡����ͬ���ǣ����⺸�Ӿ��нϵ͵������롢�ϸߵĺ����ٶȼ����ƾ��ȵ��ŵ㣬���Կ˷���ͳ�绡�������ں���þ�Ͻ��������������ȱ�㣬��þ�Ͻӵ���ѡ����֮һ[10]��
Ŀǰ���й�þ�Ͻ⺸�ӵ��о���Ҫ������Mg-Al-Zn(AZ)��Mg-Al-Mn(AM)��ϵ�кϽ��θ� ��[11-12]��AZ31þ�Ͻ⺸�ӵĹ��ռ�����֯������ϵͳ���о����ں��ʵĹ��������½�ͷ�Ŀ���ǿ����߿ɴ�96%����������֯��Ҫ��ϸС�ĵ��ᾧ��ɡ����ʹ���[13]���AZ31þ�Ͻ�ij���������ϸ���о���������������ʡ����ٺ������ڻ�����խ�ĺ��졣ȫ�ǽܵ�[14]���о�AM60þ�Ͻ⺸�ӹ����з��֣������Ż��ĺ��ӹ��������£���ͷ�������ۣ������Ե�ȱ�ݣ��俹��ǿ�ȿɴ�ĸ�ĵ�94%���볣��AZϵ��AMϵ�Ͻ���ȣ�Mg-Zn-Zr(ZK)ϵ����þ�Ͻ���и��ߵ�ǿ�ȡ�����Ŀ�Ӧ����ʴ�������ܼ����ȴ���ǿ�����ŵ㣬��Ŀǰ�ۺ�������Ϊ��������ñ���þ�Ͻ���ϵ֮һ����ͨ���������ѹ�ķ���������������������ǿ�ȵĺ����㲿������ɻ������ߡ�ֱ���ɻ��ij������[3]�����ǣ�����Ͻ�����Zn���������ӽᾧ�¶�����Ѹ�ٿ��������̹����гɷ�ƫ�����أ��ں��ӹ����������������Ӷ����Ի����������ĺ��ӽ�ͷ[15]���⼫���������ZKþ�Ͻ����������ṹ���е�Ӧ�ã���ˣ��б�Ҫ�Լ��⺸������������Ͻ��ұ����Ϊ����ͷ���ܽ����о�����ĿǰΪֹ����������ZKϵ��þ�Ͻӵ��о���Ҫ�����ڸ�Zn������ZK60�͵�Zn������ZK21[16-17]����δ�й����е�Zn����ZKϵ����þ�Ͻ��о��ı�������ˣ�Ϊ���о��е�Zn����ZKþ�Ͻ�ĺ������ܣ��������߲���CO2��������ZK40�Ͻ���к��ӣ��������ӹ��ղ����Խ�ͷ��֯�����ܵ�Ӱ�죬��ѡ��������ļ��⺸�ӹ��գ�ּ��Ϊ�и�Zn�������Ѻ�þ�Ͻ��ں��ӹ����е�Ӧ���ṩ����֧�֡�
1 ʵ��
��ʵ����ù��Ϊ120 mm��50 mm��2 mm������̬ZK40þ�Ͻ𱡰������������廯ѧ�ɷ�ΪMg-4.0%Zn-0.45%Zr(��������)����ǰ���ñ�ͪȥ����֬����и��Ȼ��ֱ���ɰֽ��ˢȥ������Ĥ��Ϊ��ֹ�������Σ��������˲��üо߹̶�������������ô���Ϊ99.99%�ĸߴ�����������豸����GS-TFL-6000W�߹��ʺ���CO2��������������802D�Զ���ϵͳ������ʱ���������öԽӽ�ͷ��ʽ����ƴ�������溸˫����ͼ�˫�����屣�����������κ������ϣ����ӹ��ղ����������1��ʾ�������ȡС���ͷ��������5%��ʯ����Һ��ʴ5 s�������н���۲졣����ɨ��羵(JSM-6700F)������EDS���ܵ���羵(JEM-3010)��X����������(Siemens D5000)�Ժ���������������й۲첢���������⣬��������ͼ1��ʾ�ķ���ͳߴ��ȡ������������WDW-E200�����Ƶ�������ʵ����Ͻ��������������飬����ɨ��羵�Ϲ۲���Ͽ���ò��
��1 ���Ӳ����仯��Χ
Table 1 Variety of welding parameters

2 ��������
ͼ2(a)��ʾΪZK40þ�Ͻ⺸�ӽ�ͷ�ĺ������״����ͼ2(a)���Կ����������Ϊ��խ���������������Ⱦ�С��1 mm������ȴ���2��Ϊ���͵����ۺ���ͷ�������������Եİ���֮�⣬����������ã������Եĺ��ȱ�ݡ�ͼ2(b)��(c)��ʾ�ֱ�Ϊ�����ϱ�����±���ĺ����ò����ͼ2(b)��(c)���Կ������������±������Ϊ������ƽ���������ԽϺá�
ͼ3��ʾΪZK40þ�Ͻ�CO2���⺸�ӽ�ͷ�����������֯����ͼ3(a)�п��Կ�����ĸ�ijʵ��͵�����̬��֯��������С�����ȣ��ڴ�����Χ�ֲ����������ƹ����еĶ�̬�ٽᾧ���ö��γɵ�ϸС������ͼ3(b)��ʾΪ�ۺ��߸���������֯����ͼ3(b)
��֪����Ӱ����(HAZ)�ľ������Է������ٽᾧ����

ͼ1 ���ӽ�ͷ����������ȡ��λ�ü��ߴ�
Fig.1 Position(a) and geometry((b), (c)) of tensile specimens of welded joint (mm)
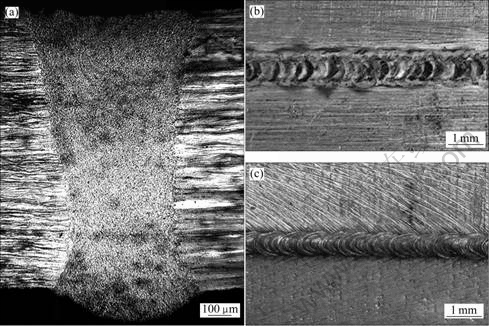
ͼ2 ���ӽ�ͷ��ò
Fig.2 Cross-section geometry of welded joint(a) and macrostructures of face(b) and back(c) of weld
���ʵ��͵����Ǿ���״����û�з����ֻ�������ƽ�������ߴ�ԼΪ10 ��m���ں��ӹ����У�λ��HAZ���������̬�������ڴ��ܽϸߣ��ں�����Դ�������½������ٽᾧ���ٽᾧ���������κ��ٳ������������Ҫһ����ʱ�����ڡ����ǣ����ڼ��⺸���ٶȿ졢�������У�ʹ����Դ��HAZ������ʱ��̣���ΧС�������ٽᾧ������������ֳ��������һ����С�ľ����ߴ緶Χ���⽫������HAZ���ֽ��ŵ���ѧ���ܡ�ֵ��ע����ǣ�ZK40þ�Ͻ⺸�ӽ�ͷ���۳ر߽粢������������������״���������۳���(FZ)��ȫ��ϸС�ĵ�����֦����ɣ���ͼ3(b)��(c)��ʾ������ϸС�ľ�����������ߺ������ѧ���ܡ�һ����˵�����۳ر߽絽���ľ��������̷�ʽ������G/R(GΪ�¶��ݶȣ�RΪ��������)ֵ�ļ�С���仯������Ϊƽ�����״����״��֦��������֦[18]������һ���̷�ʽ�ı仯ͬʱҲ�ܵ�����Ͻ�ɷֺͺ�����Ӱ�졣ZK40þ�Ͻ�����Zn�����ϸߣ�����һ����G/R��ֵ��Χ�ڣ������۳�����Χ�Ľ������彫�Ե�����֦����ʽ���̣�������������֯��һ����������֯�仯�ݶ�[18]����������ZK40�Ͻ��д���ǿ�κ�Ԫ��Zr��Ϊ��������κ��ṩ�˴����������κ��ʵ㣬�����ڵ�����֦�����γɡ���ĸ����ȣ��۳����ľ�����֯��
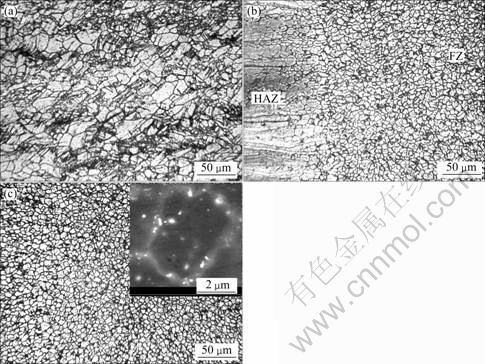
ͼ3 ���ӽ�ͷ��ͬ���������֯
Fig.3 Microstructures of welded joints: (a) Base metal; (b) Fusion boundary; (c)FZ
��ϸ������ƽ�������ߴ��Ϊ5 ��m����ͼ3(c)��ʾ��һ���棬����Ҫ�����ڼ��⺸�ӹ����к�������ȴ�ٶȺܿ죬�۳غܿ����̣�ʹ�ú�����֯�õ�ϸ������һ�������ھ���ϸ����ZrԪ�ص������κ����ã��Լ��۳�������ԭ��Zn��Ũ�Ƚϸ߶������˹��䣬�Ӷ��ٽ���Һ̬�������κ���[1]��ϸ�����쾧�������⣬��ͼ3(c)�л����Է��֣����۳����������ڲ������紦�ֲ����������Ȳ����ĵڶ��������ͨ���Ժ��������XRD����(��ͼ4)���Կ����ϴ�ĵڶ����ӵ�������(��ͼ5)��ʾ���ڶ�����ҪΪMg51Zn20��Mg51Zn20��Mg-Zn�Ͻ�Ĺ��������۵��Ϊ341 ��[1]��������ij��ֶ�ZK40�Ͻӽ�ͷ�ĸ��������Dz����ġ�
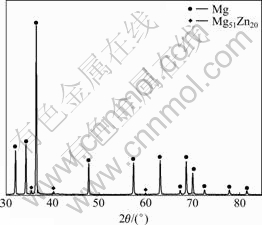
ͼ4 �۳�����XRD��
Fig.4 XRD pattern of FZ

ͼ5 �����еڶ������ӵ���ò������ͼ
Fig.5 SEM image(a) and EDS analysis(b) of precipitated particles in FZ
���ܼ��⺸�ӹ�����������ܵͣ����ǹ��ղ����ĸı�Ҳ������۳���������֯�IJ�ͬ��ͼ6��ʾΪ�����ٶ�Ϊ3 m/minʱ��ͬ����������ZK40þ�Ͻ��ͷ�۳�����������֯���Ա�ͼ6(a)��(b)��(c)�������Եؿ������ں����ٶ�һ���������£����ż���ʵĽ��ͣ��۳����ľ����ߴ��С������ò��ԭ���ĵ�����֦��ת��Ϊ���ᾧ���ݱ�������ߺ����ٶȻ��߽��ͼ���ʣ�����ٺ��������벢�����۳��������С����ˣ���������۳��������������̹����е���ȴ����[18]������ʱ�������ȴ���������ڴٽ��۳�������Ľᾧ�κˣ������̾���������ʱ�䣬��
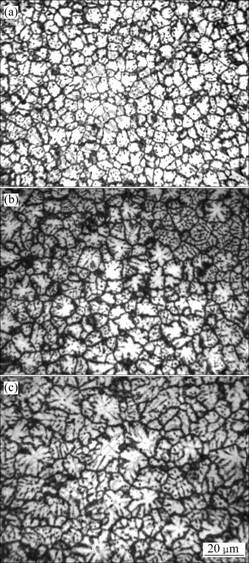
ͼ6 �����ٶ�Ϊ3 m/minʱ��ͬ������������۳���������֯
Fig.6 Microstructures of FZ under constant welding speed of 3 m/min with different laser powers: (a) 1 000 W; (b) 1 200 W; (c) 1 400 W
������ϸ���۳����ľ����ߴ磬��������֦���۵ij���[19]���ɴ˿�֪�����ͺ��������������ڻ�þ���ϸС�ĺ�����֯��
ͼ7��ʾΪ��ͬ���ӹ��ղ��������½�ͷ�Ŀ���ǿ�ȡ���ͼ7���Կ���������ʺͺ����ٶȶԺ��ӽ�ͷ�����������Լ�����������кܴ��Ӱ�졣�������ٶȽϴ�����ӹ��ʽϵ�ʱ������õ�δ���Ľ�ͷ���纸���ٶ�Ϊ4 m/min������ʵ���1 400 W�ĺ�������(����1)���෴�أ����ӽ�ͷ�����������ź���Ŀ��������д��ڵĺ���ȱ���ر���������Ҳ����Ӧ����[18]���⽫���ض��ӽ�ͷ����ѧ���ܣ�ͬʱ�������ٶȽϵ�ʱ���亸��������������ͷ��֯��Ӧ�ֻ�����Ҳ�ή�ͺ��ӽ�ͷ����ѧ���ܡ���ͼ7��֪���������ٶ�Ϊ2 m/minʱ����ͷ�Ŀ������ܽϲ��ˣ�Ϊ�˻����֯���������õĺ��ӽ�ͷ��Ҫѡ����ʵĺ��ӹ��ղ���������ZK40þ�Ͻ�ļ��⺸�ӣ��������ٶ�Ϊ3 m/min�������Ϊ1 000 Wʱ�����õ��Ľ�ͷ����������ã��俹��ǿ�ȸߴ� 315 MPa��Ϊĸ�ĵ�91.3%��������������ͼ8��ʾ��
���������������ͷ�Ķ��Ѿ������ں�����������ͶϿ���ò��ͼ9��ʾ����ͼ9(a)���Կ���������̨���������ڶ����ϲ��棬�����ѳߴ��С����Ƚ�dz����˵�������ѵĴ��Խϴʻ���Ͷ����������ԶϿڽ�һ���Ŵ�۲���Է��֣����ѵĵײ��гߴ�ϴ�ĵڶ������Ӵ���(��ͼ9(b))����˵������������������У�������������Щ��ߴ�ڶ������ӵı����������洦�ѿ�����ʼ����ˣ�������ڶ����
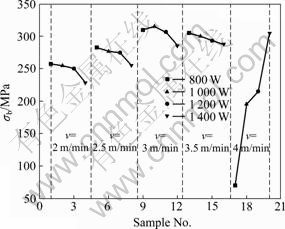
ͼ7 ��ͬ���ӹ��ղ��������º��ӽ�ͷ�Ŀ���ǿ��
Fig.7 Ultimate tensile strength (UTS) of laser welded ZK40 magnesium alloy samples under different welding conditions
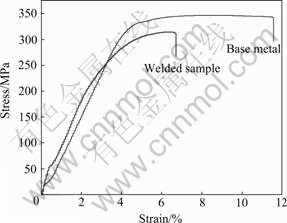
ͼ8 ZK40ĸ�ĺ�CO2���⺸��������Ӧ����Ӧ������
Fig.8 Stress��strain curves for ZK40 base metal and CO2 laser beam welded sample
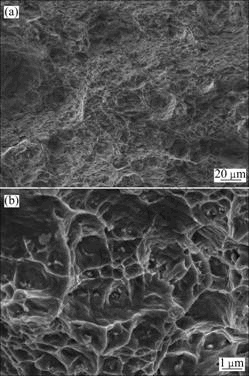
ͼ9 ZK40þ�Ͻ�CO2���⺸�������Ͽڵ�SEM��
Fig.9 SEM image of tensile fracture at room temperature
���ڶԺ����ǿ���Dz����ġ����⣬���ں�����֯Ϊ��ȫ��̬�������д������ơ����ͼ��ӵ�ȱ��Ҫ��ĸ�ĵĶ࣬ͬʱ���⺸��ͷ��HAZ��֯��û�дֻ������ԣ�����������˺��ӽ�ͷ�ı�������������ѳ������ڴ������ҽ�ͷ�ĶϿ��쳤�����Խ��ͣ���ʹ�����������쳤��Ҳ��Ϊĸ�ĵ�56%��
3 ����
1) ����CO2�������ܶ�ZK40��ǿþ�Ͻ��Ľ����˺��ӡ��ں����ٶ�Ϊ3 m/min�������Ϊ1 000 W�������£���ͷ�������ã������Ե�ȱ�ݣ��俹��ǿ�ȿɴﵽ315 MPa��Ϊĸ�ĵ�91.3%��
2) �����ŵĹ��������£��۳ر߽���������������״���������۳�������ϸС�ĵ�����֦����ɣ��ֲ���֦���估���紦�ĵڶ���������ҪΪMg51Zn20�����ź������������������֦����������Ϊ��������ߴ�����
3) ���ڼ��⺸�ӽϵ͵������룬ZK40þ�Ͻӽ�ͷ����Ӱ��û�з������Եľ����������������Ѿ������ڽ������۳���������ģʽΪ����Ͷ��ѡ�
REFERENCES
[1] ����, �Ϻ��, �¼���, ȫ�ǽ�, ������, �� ��. þ�Ͻ�[M]. ����: ��ѧ��ҵ������, 2004: 325-384.
CHEN Zhen-hua, YAN Hong-ge, CHEN Ji-hua, QUAN Ya-jie, WANG Hui-min, CHEN Ding. Magnesium alloy[M]. Beijing: Chemical Industry Press, 2004: 325-384
[2] ���ٲ�, �� ΰ, ������, ������, ������. Mg�Ͻ�����·�չ��Ӧ��ǰ��[J]. ����ѧ��, 2001, 37(7): 673-685.
ZENG Rong-chang, KE Wei, XU Yong-bo, HAN En-hou, ZHU Zi-yong. Recent development and application of magnesium alloys[J]. Acta Metall Sin, 2001, 37(7): 673-685.
[3] AVEDESIAN M M, BAKER H. ASM specialty handbook: Magnesium and magnesium alloys[M]. Materials Park: ASM International, 1999: 16-19.
[4] �����, ������, �� ��, �ڵ¿�. ����þ�Ͻ��ۺ���ͷ��֯��������[J]. ����ѧ��, 2003, 24(2): 63-66.
MIAO Yu-gang, LIU Li-ming, ZHAO Jie, YU De-kai. Microstructure feature analysis of fusion welded joint of wrought Mg-alloy[J]. Transactions of the China Welding Institution, 2003, 24(2): 63-66.
[5] MARYA M, EDWARDS G R, LIU S. An investigation on the effects of gases in GTA welding of a wrought AZ80 magnesium alloy[J]. Welding Journal, 2004, 83(7): 203-212.
[6] ����Ӣ, ��־��, �����. AZ31þ�Ͻ𱡰��CO2���⺸�ӽ�ͷ����[J]. ����, 2006(3): 47-50.
WANG Hong-ying, LI Zhi-jun, CHEN Fei-ming. Properties of the CO2 laser welded joint of AZ31 magnesium alloy sheet[J]. Welding, 2006(3): 47-50.
[7] ����Ӣ, ��־��. AZ61þ�Ͻ⺸�ӽ�ͷ����֯������[J]. �й���ɫ����ѧ��, 2006, 16(8): 1388-1393.
WANG Hong-ying, LI Zhi-jun. Microstructure and properties of AZ61 magnesium alloy joints produced by laser welding method[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(8): 1388-1393.
[8] COMMIN L, DUMONT M, MASSE J E, BARRALLIER L. Friction stir welding of AZ31 magnesium alloy rolled sheet: Influence of processing parameters[J]. Acta Materialia, 2009, 57(8): 326-334.
[9] LIU Li-ming, SONG Gang, WANG Ji-feng, et al. Microstructure and mechanical properties of wrought magnesium alloy AZ31B welded by laser-TIG hybrid[J]. Trans Nonferrous Met Soc China, 2004, 14(3): 550-555.
[10] �뼪��, ������, ���ҵ�. þ�ϽӼ������о���״��Ӧ��[J]. �й���ɫ����ѧ��, 2005, 15(2): 165-178.
FENG Ji-cai, WANG Ya-rong, ZHANG Zhong-dian. Status and expectation of research on welding of magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(2): 165-178.
[11] �� ��, ������, ���̷�, ����ʤ. ����þ�Ͻ�AZ31B�ļ��⺸�ӹ����о�[J]. Ӧ�ü���, 2003, 23(6): 327-329.
SONG Gang, LIU Li-ming, WANG Ji-feng, XU De-sheng. Study of YAG laser welding process on wrought magnesium[J]. Applied Laser, 2003, 23(6): 327-329.
[12] ���̷�, ������, �� ��. ���⺸��AZ31Bþ�Ͻ��ͷ����֯����[J]. ����ѧ��, 2004, 25(3): 15-18.
WANG Ji-feng, LIU Li-ming, SONG Gang. Microstructure character of YAG laser welding AZ31B Mg alloy[J]. Transactions of the China Welding Institution, 2004, 25(3): 15-18.
[13] ���ʹ�, �� ��, ̷�ȴ�, �ź��, ������, �μ���. AZ31B����þ�Ͻ�CO2���⺸��ģʽ����������ص�[J]. ����ѧ��, 2008, 29(4): 9-12.
SHAN Ji-guo, LEI Xiang, TAN Wen-da, ZHANG Hong-jun, CHEN Wu-zhu, REN Jia-lie. Welding modes and weld formation characteristics of CO2 laser welding of wrought magnesium alloy AZ31B[J]. Transactions of the China Welding Institution, 2008, 29(4): 9-12.
[14] ȫ�ǽ�, ����, �� ÷, ���ջ�, ������. AM60 ����þ�Ͻ𱡰弤�⺸�ӽ�ͷ����֯������[J]. �й���ɫ����ѧ��, 2007, 17(4): 525-529.
QUAN Ya-jie, CHEN Zhen-hua, LI Mei, YU Zhao-hui, GONG Xiao-san. Microstructure and properties of joints of wrought magnesium alloy AM60 plates welded by laser beam welding[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(4): 525-529.
[15] KEARNS W H. Welding handbook[M]. Miami: American Welding Society, 1982: 396.
[16] VILUKIN, DOBRYNINA I S. Weldability of cast magnesium alloys of the Mg-Zn-Zr system[J]. Welding International, 1998, 12(10): 801-803.
[17] YU Z H, YAN H G, GONG X S, QUAN Y J, CHEN J H, CHEN Q. Microstructure and mechanical properties of laser welded wrought ZK21 magnesium alloy[J]. Materials Science and Engineering A, 2009, 523(1/2): 220-225.
[18] KOU S. Welding metallurgy[M]. Hoboken: Wliley-Interscience, 2002: 196-197.
[19] ������, �� ��. ���Ͽ�ѧ����[M]. �Ϻ�: �Ϻ���ͨ��ѧ������, 2000: 217-218.
HU Gen-xiang, CAI Xun. Scientific foundation of materials[M]. Shanghai: Shanghai Jiao Tong University Press, 2000: 217-218.
������Ŀ���ߵ�ѧУ��ʿѧ�Ƶ�ר����л���������Ŀ(20070532087)
�ո����ڣ�2010-03-18�������ڣ�2010-06-18
ͨ�����ߣ��Ϻ����ڣ���ʿ���绰��0731-88664005�����棺0731-88821611��E-mail: yanhg68@163.com
[7] ����Ӣ, ��־��. AZ61þ�Ͻ⺸�ӽ�ͷ����֯������[J]. �й���ɫ����ѧ��, 2006, 16(8): 1388-1393.
[10] �뼪��, ������, ���ҵ�. þ�ϽӼ������о���״��Ӧ��[J]. �й���ɫ����ѧ��, 2005, 15(2): 165-178.
[15] KEARNS W H. Welding handbook[M]. Miami: American Welding Society, 1982: 396.
[18] KOU S. Welding metallurgy[M]. Hoboken: Wliley-Interscience, 2002: 196-197.
