
���±�ţ�1004-0609(2014)07-1761-10
������Al-18%Si�Ͻ��ܿ���ɢ������֯����Ϊ
�ܺ�ΰ1����Ԫ��1, 2���� ӱ1, 2��������1�����˺�1
(1. ����������ѧ ʡ��������ɫ�����Ƚ��ӹ��������ù����ص�ʵ���ң����� 730050��
2. ����������ѧ ��ɫ�����Ͻӹ��������ص�ʵ���ң����� 730050)
ժ Ҫ��
�����ܿ���ɢ����(CDS)�����Ʊ�������Al-18%Si�Ͻ��о���������֯�����ĸ�Ͻ��¶ȱ仯���ݱ���ɺ�������Ϊ���ʡ�����������ܿ���ɢ���������Ƴ�������Ĺ��ȸ���������������Ч���ƺϽ�������֯�ṹ�������ʵ��¶ȵ�Al-25%Si�Ͻ�(800 ��)�ʹ�Al(580 ��)��Ͻ����ܿ���ɢ����ʱ��������֯�г�������ֲ����ȣ����ƫ��������ƽ���ߴ�ﵽ42.85 ��m������Al�¶�ƫ��ʱ��������֯�г�������ƫ�����أ�����Al�¶Ƚϸ�ʱ��������֯�г�������ߴ�ƫ�������������ܿ���ɢ���̹����У���-Һ����ǰ���γ��˽�С�ġ��ɷֹ��䡱�����������ڹ�����������ƽ��������������ԭ����ɢ�����ƽ����ƽ���¶ȳɶ�����ϵ���¶����ߣ���ɢ����֣����ƫ�����١�
�ؼ��ʣ�
������Al-18%Si�Ͻ����ܿ���ɢ������ƽ���¶���������ɢ����������
��ͼ����ţ�TG249; TG146.2���� ���ױ�־�룺A
Microstructure and solidification behavior of Al-18%Si hypereutectic alloy prepared by controlled diffusion solidification
ZHOU Hong-wei1, LI Yuan-dong1, 2, MA Ying1, 2, ZHANG Xin-long1, LIU Xing-hai1
(1. State Key Laboratory of Advanced Processing and Recycling of Nonferrous Metals,
Lanzhou University of Technology, Lanzhou 730050, China;
2. Key Laboratory of Nonferrous Metal Alloys and Processing, Ministry of Education,
Lanzhou University of Technology, Lanzhou 730050, China)
Abstract: Using the controlled diffusion solidification (CDS) technology, the predetermined hypereutectic Al-18%Si alloy was prepared. The solidification microstructure evolutions of Al-18%Si alloy with the changing temperatures of low�Ctemperature precursor alloy and solidification behavior were investigated. The results show that, the anisotropy growth of primary Si phase is inhibited by the CDS during solidification process, which can effectively improve the solidification microstructure of Al-18%Si alloy. Adopting an appropriate precursor alloys mixing condition, which is Al-25%Si alloy at 800 �� and pure Al at 580 ��, the distribution of primary Si phase is uniformly and the average size of Si phase is 42.85mm in the solidification microstructure. When the temperature of pure Al is too low, serious segregation of primary Si phase exists in the solidification microstructure, and when the temperature of pure Al is too high, the average size of primary Si phase is large. The analysis results show that, during the little constitutional supercooling forming on the interface of solid-liquid in controlled diffusion solidification process, the primary Si phase tends to planar interface growth. The relationship between diffused distance square of solute and equilibrium temperature is logarithmic, the higher the equilibrium temperature, the more sufficient the solute diffusion, and the less the segregation.
Key words: hypereutectic Al-18Si alloy; controlled diffusion solidification; equilibrium temperature; solute diffusion; primary silicon phase
�ܿ���ɢ����(Controlled diffusion solidification)��ͨ���������ֲ�ͬ�ɷֺ��¶ȵ�ĸ�Ͻ�Ļ�������ƺϽ�����̹��̣����յõ���֦����Ŀ��Ͻ���һ��ͨ����������������Ч���ƺϽ�������֯���¹��ա�CDS����1980���״���LANGFORD ��[1]��������ڽ�����κϽ���������⣬����������о��ͷ�չ��CDS�ѳ�Ϊһ��ϸ����������ߺϽ����ܵķ�����SAHA��[2]��SYMEONIDIS��[3]��GABRIEL��[4]��KHALAF��[5]��Ա������Ͻ�һֱ������CDS������о����������������Ͻ���������е����ѵ����⡣APELIAN��[6]��KHALAF��[7]��SAHA[8]��������ѧ�Ͷ���ѧ�����CDS��������ۼ��衣����Ϊֹ������CDS���о���Ҫ�������ǹ�����ϵ�Ͻ𣬶Թ�������ϵ�Ͻ������ǹ���������Ͻ��CDS�о��������ױ�����
����������Ͻ�����ߵ���ĥ�ԡ���ʴ�ԡ������Ժ͵͵��ܶȡ�������ϵ������Ϊ�����������������[9]�����ǹ���������Ͻ������������¶ȷ�Χ�����������������ȴ�ͳ���̳��ι����г��������׳���ɴ��״���Ƭ״�������������壬����Ӱ��Ͻ����ѧ���ܼ������ӹ�����[10]����ˣ���С����������Ͻ�������֯�г�������ijߴ硢���Ƴ����������ò�ͷֲ���Ϊؽ������Ĺ��������⣬Ŀǰ���������о���Ա��Ҫ���ñ��ʼ�����[11-13]����������[14-15]����ѹ����[16] ������Ԥ����[17-18]�����̬����[19-21]ϸ���������ࡣ
�������߲����ܿ���ɢ����(CDS)�����Ʊ�Al-18%Si(��������)�������Ͻ��������Ƴ�����������������Ƴ����������ò�ͷֲ������ƺϽ��������֯����ߺϽ���ѧ���ܣ���̽���ܿ���ɢ���̵���Ϊ���̡�
1 ʵ��
�Թ�����Al-25%Si�Ͻ�(�Ͻ�1)�ߴ�Al(99.99%)(�Ͻ�2)Ϊĸ�Ͻ�ԭ�ϣ������ܿ���ɢ����(CDS)�����Ʊ�������Al-18%Si(�Ͻ�3)Ŀ��Ͻ�
�ܿ���ɢ���̵�ʵ�鷽��Ϊ����������Al-25%Si�Ͻ��봿Al��������Ϊ2.571:1�ֱ��ȡһ�����Ĺ�����Al- 25%Si�Ͻ�ʹ�Alĸ�Ͻ����ϣ�������Al-25%Si�Ͻ���SG-7.5-10��������¯(��)�о������ۻ���������������¶Ȧ�1����Al��SG-7.5-10��������¯(��)�о����ȿ������¶Ȧ�2�����¶�Ϊ��1�Ĺ�����Al-25Si�Ͻ�����ͨ��©��(Ԥ�ȵ��¶Ȧ�1)���¶�Ϊ��2�Ĵ�Al��0.170 kg/s�����ʽ��л�ϣ����Ϲ�����ͼ1��ʾ��ͬʱ�����������ȵ�ż�ֱ�������֮��Ŀ��Ͻ��������ϲ�a�����²�b�����¶Ȧ�u�ͦ�d������16ͨ���¶Ȳɼ�ϵͳ�ɼ���¼����Ŀ��Ͻ����������ȴ���ֱ̺���������֯��a�䴦��b�䴦ȡ��������ĥ����֮����1 mLHF+3 mLHCl+5 mLHNO3��Һ��ʴ40~60 s���� MEF-3 ���������Ϲ۲졢���գ�������������֯������Image-Pro Plus5.0 �������㾧���ߴ����״���ӡ�
Ϊ�Աȷ����ܿ���ɢ���̶Թ�����Al-18%Si�Ͻ�������֯��Ӱ�죬���о���Al-18%Si�Ͻ���Ȼ��ȴ��������֯������Al-18%Si�Ͻ�����ʯī�����м�����720 ���ۻ����漴���ڿ�������Ȼ��ȴ���̡�

ͼ1 �ܿ���ɢ���̹���ͼ
Fig. 1 Schematic diagram of controlled diffusion solidification
2 ���������
2.1 �ܿ���ɢ�����иߵ���ĸ�Ͻ��¶ȵ�ѡ��
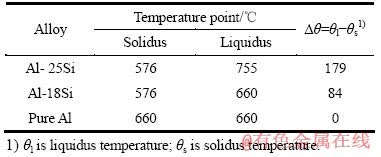
��1����Ϊ���о����õ��Ĵ�Al��Al-Si�Ͻ��Ӧ�Ĺ�Һ�����¶ȡ�����CDS�Ʊ��Ĺ�����Al-18%SiĿ��Ͻ�Ĺ����¶�Ϊ576 �棬��Һ�����¶�Ϊ660 �档
�Ͻ���������һ��������ԭ���Ŵغ�����ԭ�ӹ�ͬ��ɣ�һ���¶��£�ԭ���Ŵصijߴ�ͽṹ������һ�����ȶ��ԡ������¶����ߣ�ԭ���Ŵ���С�ߴ�����ռ�ŷ���չ�������¶Ƚ��ͣ�ԭ���Ŵ����ߴ�����ռ�ŷ���չ����Щ��ߴ��ԭ���Ŵؿɳ�Ϊ�������̹����С����ߡ�����ߴ��ԭ���Ŵ�Խ�࣬��ͬ�����������ٽ羧�˵����߾�Խ��[22] ����ˣ��ܿ���ɢ���̲��õ�Al-25%Siĸ�Ͻ��¶�Ӧ�ӽ���Һ���ߡ�
��1 ʵ�����úϽ��Ӧ�Ĺ����ߺ�Һ�����¶�
Table 1 Solidus and liquidus temperatures for Al-Si alloys
���ܿ���ɢ���̹����У��߹�ĸ�Ͻ�͵�ĸ�Ͻ���²�Խ���ܵ��ļ�������Խǿ����ߴ��ԭ���Ŵس���Ϊ�ٽ羧�˵�����Խ�࣬�Ծ���ϸ��Ч��Խ�á����о����ø���Һ̬Al-25%Si�͵��¹�̬��Al��ϣ�����ĸ�Ͻ��²�ϴ�Al-25%Si��˲�伤�䣬��ߴ��Siԭ���Ŵ�Ѹ�ٳ����γɴ������ٽ羧�ˣ����¹�̬��Al�ۻ��������Al-25%Si��������ɢ�����֮�������ڵ�������ɢ��֮�����������ڲ�����ɢ���ȴﵽƽ�⣬��ˣ������¶Ƚ�֮�����ȴﵽƽ�⣬�Ͻ������ƽ���¶�Ӧ�ӽ���Ŀ��Ͻ�Al-18%Si��Һ���ߣ����ܵ�����������¶ȣ����̫�ߣ������ܵ�����֮����������γɵ��ٽ羧����������٣��ھ��˵������������ܹ��ṩ���ٽ羧����������Խ��٣����յõ��ij�������ߴ���������ﲻ�����ϸ���������Ŀ�ġ�
�������Ϸ���������ȷ��Al-25%Si������¶Ȧ�1Ϊ800 �棬�ܿ���ɢ����������֮���ƽ���¶�Ӧ��576~750 ��֮�䣬�������ֱ�ѡ��640��660��680��700 ��Ϊ�ܿ���ɢ��������ƽ���¶ȡ��ܿ���ɢ���������ֲ�ͬ״̬����ͬ�ɷֵĺϽ�Ļ�Ϲ��̣����ֺϽ�ֱ����Ÿ��Ե����ܣ����ǻ��ǰ�����������غ��(���Կ�����ɢʧ������)������ʽ(1)��(2)ȷ�����´�Al���¶Ȧ�2�ֱ�Ϊ375��470��580��660 �档����������������ݲ�����Pandat�����������ã������������2���С�
 (1)
(1)
 (2)
(2)
ʽ�У���H1����H2�ֱ�Ϊ����ĸ�Ͻ�͵���ĸ�Ͻ�����ʱ䣻��Ϊĸ�Ͻ��¶ȣ���bΪ��Ϻ������ƽ����
�ȣ�nΪ�Ͻ��Ħ��������cp(��)Ϊ�Ͻ�ĵ�ѹ�����ݣ���fusHΪ�Ͻ���ۻ�DZ�ȡ�
2.2 Al-18%Si�Ͻ����Ȼ������֯���ܿ���ɢ������֯�Ա�
ͼ2��ʾΪ��Ȼ������֯���ܿ���ɢ������֯��XRD�ס�������������Եõ�������������֯�����ɦ�(Al)��ͦ�-Si����ɣ���û���������ɣ����Ҵ������ǿ���Ͽ������ຬ���������ֵҲû�����Եı仯�������ܿ���ɢ����ֻ�Ǹ���������֯�����ò�ͷֲ���
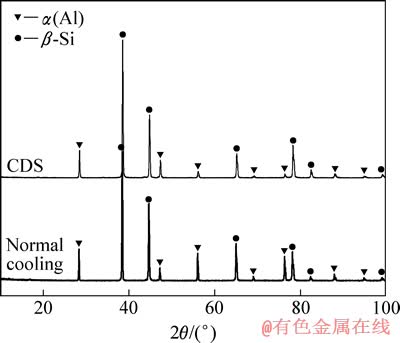
ͼ2 Al-18%Si�Ͻ���Ȼ������֯���ܿ���ɢ������֯��XRD��
Fig. 2 XRD patterns of solidification microstructure under normal cooling and controlled diffusion solidification for Al-18%Si alloy
ͼ3��ʾΪAl-18%Si�Ͻ���Ȼ��ȴ������֯����ɨ�����ס�ͼ4��ʾΪ�ܿ���ɢ������֯����ɨ�����ס���ͼ4���Կ�������Ȼ������֯�ɳ�����-Si�����(��+��)����ɡ���������Ϊ��Ƭ״�ͳ���״�ij����裬��ƽ���ߴ�Ϊ85.32 ��m������(��+��)����������ͻ������������������״��������ɡ��ܿ���ɢ������֯�ɳ�����-Si�ࡢ����(��+��)��ͳ�����(Al)����ɣ�������-Si���Ѿ����Եõ�ϸ���������ǰ�Ͷ����״���ȷֲ�����֯�У������³���״����ֲ����������ϣ�������Ǿޱ״������(Al)���ٽ���������ֲ�������֯�С�
��2 ����ѧ������������
Table 2 Date used in thermodynamic calculation

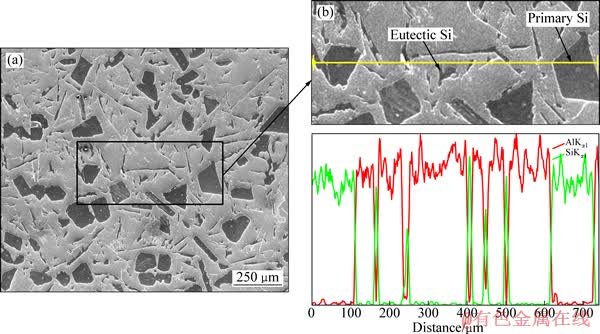
ͼ3 Al-18%Si�Ͻ���Ȼ��ȴ������֯�ͱ�SEM��߱�SEM����ɨ������
Fig. 3 Low magnified SEM image (a) and energy spectrum of high magnified SEM image (b) showing solidification microstructures of Al-18%Si alloy under normal cooling in air

ͼ4 Al-18%Si�Ͻ��ܿ���ɢ������֯�ͱ�SEM��߱�SEM����ɨ������
Fig. 4 Low magnified SEM image (a) and energy spectrum of high magnified SEM image (b) showing solidification microstructures of Al-18%Si alloy under controlled diffusion solidification
������Al-18%Si�Ͻ�����ʵ����Һ������۵Ĺ��ʵ�Ķ������壬�����С�ʵ����������ԭ���Ŵ������������С�����Ȼ��ȴ���̹����У����¶Ȼ�������Һ����ʱ����ߴ��ԭ���Ŵؾͳ�Ϊ�����κ˵ĺ��ģ������¶ȵĻ������ͣ������е�Siԭ�ӵõ���ֵ���ɢ��Χ����Щ���ʺ��ģ�����Сƽ�����������ճ����Ϊ�ִ�İ�Ƭ״�ͳ���״�����裬�����������ױ����Ĵ�ͳ������֯���ơ����¶Ƚ���������ʱ�����ڳ������������������¶Ⱥ�����Ũ�Ⱦ��ﵽ�˹�����Ӧ�¶Ⱥ�Ũ�ȣ�Siԭ����Ϊ�ȵ����ڹ�����Ӧ�г���״�����������������γ���Ƭ״�������������������ϵĹ�����֯�����ҳ�����������Եĺ��ƫ����������֯���ֳ��۵IJ������ԣ����������Ӱ��Ͻ����ѧ���ܡ�
���ܿ���ɢ���̹����У�����Al-25%Si�Ͻ�����õ����¹�̬��Al��˲�伤�䣬�϶��ԭ���Ŵط�չΪ�ٽ羧�ˣ������е�Siԭ�����¶�ƽ�������ƽ������̹����������ٽ羧����ɢ�������ճ���ΪϸС�Ķ����״������-Si�ࡣ
2.3 ��ͬƽ���¶��¹�����Al -18%Si�Ͻ��ܿ���ɢ������֯
ͼ5��ʾΪ��ͬƽ���¶����ܿ���ɢ���������ϲ�a�䴦���²�b�䴦��������֯������̬��AlΪ375 ��ʱ���������ɺ�����ƽ���¶�Ϊ640 ��ʱ(��ͼ5(a)��(b))���ϲ�������֯�г�����-Si�ຬ�����ߣ��������ص��ž������²�������֯������-Si���ϸС��״�������������٣����²����ƫ���������ء���Ϊ�ܵ�����֮���Siԭ���Ŵط�չ���ٽ羧�˵��������࣬�ڽϵ͵�ƽ���¶���ԭ����ɢ�����������ٽ羧���������ɢ���������������жѵ����ӳɴ��״������״�ij�����-Si�ࡣ

ͼ5 ��ͬƽ���¶����ܿ���ɢ����Al-18%Si�����ϲ����²���������֯
Fig. 5 Microstructures of top ((a), (c), (e), (g)) and bottom ((b), (d), (f), (h)) of Al-18%Si by CDS at different equilibrium temperatures
����̬��AlΪ470 ��ʱ���������ɺ�����ƽ���¶�Ϊ660 ��ʱ(��ͼ5(c)��(d))�����֮��������У�ԭ�Ӻ�ԭ���Ŵ��γɵ��ٽ羧��δ�����㹻��ֵ���ɢ��������������ϲ��ij�����-Si����һ���̶ȵ�ƫ�ۣ�����ߴ����ϸС��δ�����صĶѵ����ӡ����²�������֯�ij�����-Si�ຬ����֮��AlΪ375 ��ʱ�������ӣ��������²������Ȼ�ϴ��ƫ�����ԡ�
����̬��AlΪ580 ��ʱ���������ɺ�����ƽ���¶�Ϊ680 ��ʱ(��ͼ5(e)��(f))����Ϻ��γɵ��ٽ羧�˺�����ԭ�����ɢ��֣���������������Ũ���ݶȲ��С�����²���������֯�г�����-Si�ຬ�������Բ�࣬ϸС�ҷֲ����ȣ����ƫ�۲������������²�ƽ���ߴ�ﵽ42.85 ��m��
����̬��AlΪ660 ��ʱ���������ɺ�����ƽ���¶�Ϊ700 ��ʱ(��ͼ5(g)��(h))�����������ֵ�������֯��������ɢ��֣�������-Si��ֲ����ȣ����ƫ�������ǣ��������-Si����������ԣ��ߴ�������������
�Ա�����4�ֲ����ܿ���ɢ���̵õ��Ĺ�����Al-18%Si��֯�ɼ��������¹�̬��AlΪ580 ��ʱ���õ��ij�����-Si��ߴ���ΪϸСԲ�����ҷֲ����ȣ������Եĺ��ƫ�۲�������̬��Al�¶�̫�ͣ����֮���ƽ���¶Ƚϵͣ�����ԭ����ɢ����֣����ƫ�����أ���̬��Al�¶�̫�ߣ�����֮���γɵ��ٽ羧���������٣�������֯�еij�����-Si��ߴ�ƫ��
2.4 ������Al-18%Si�Ͻ��ܿ���ɢ������Ϊ
����Al-Si�Ͻ�ƽ����ͼ����ƽ�����������£�������Al-Si�Ͻ�������֯�ɳ�����-Si�����(��+��)����ɡ���Ȼ���̽ӽ���ƽ������������������Al����ɢ��ͼ6(a)��ʾ���������¶Ƚӽ��ڹ�-Һ����ʱ�����������ȶ����ڵĴ�ߴ�ԭ���Ŵغ�ϸС��Ԥ�ᾧ��Ϊ�κ��ʵ㿪ʼ�κ��������������̵Ľ��У��ڹ�Һ����ǰ�ص�Һ�����γ����ȶ������ʸ����㣬����Һ��������Al��Ũ������-Һ�����������Ӷ���С��������Ӧ��Һ�����¶Ȧ�l���ɵͱ�ߣ�������ɢ��֮������ɢҪ�죬��ˣ���-Һ����ǰ��ʵ���¶Ȧ�s-l�ֲ��ߵ���Һ�����¶Ȧ�l�ֲ���ʱ���ڹ�-Һ����ǰ���γ��ˡ��ɷֹ������������ɷֹ��䡱�б�ʽΪ[23]
 (3)
(3)
ʽ�У�GLΪҺ����ʵ���¶��ݶȣ�vΪ��-Һ�����ƽ��ٶȣ�DLΪҺ����������ɢϵ��������0=mLc0(1-k0)/k0Ϊ�ᾧ�¶ȼ����
��ʽ(3)�ɼ����ᾧ�¶ȼ�������ɷֹ��䡱��������ƽ�����������ƻ�����Ȼ����ʱ���ϴ�Ľᾧ�¶ȼ����ɽϴ�ġ��ɷֹ��䡱���ڹ������ڣ�Siԭ�ӿ��������Si���˵�Сƽ��ѻ��������������γ��˴�Ƭ״�ͳ���״�ij�����-Si�ࣻ��Һ�������ų������ķ�����Һ�̽�����ǰ���Ƶķ����෴������������У�����ʱ��ȡ����Һ�������ų��������ٶȡ�
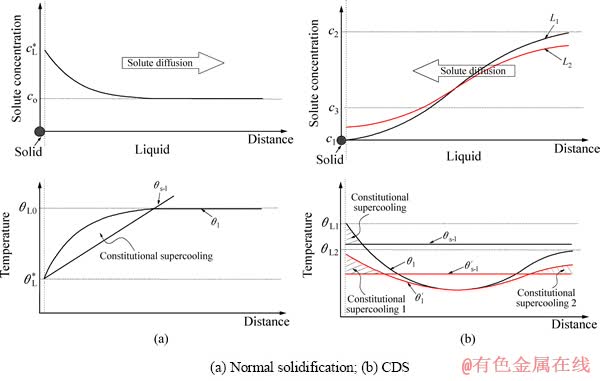
ͼ6 ���ؾ�Al-Si�Ͻ�����ʱ����Si����������ǰ��Al���ʺ��¶ȷֲ�
Fig. 6 Distribution of Al solute concentration and temperature in front of growing primacy Si phase for hypereutectic Al-Si alloy solidification
�ܿ���ɢ����(CDS)ʹ�Ͻ��������۽ṹ�ϳ��ֳ��ϴ���¶��������������ͳɷ��������������У����ڸ���Al-25%Si�����´�Al˲�伤�䣬ԭ�е�ƽ��״̬�����ƣ�Siԭ���������е��ܽ�Ƚ��ͣ�Ѹ���������д����ȶ����ڵ��ʵ��ԭ�Ӽ��Ÿ����������γ��˴������ٽ羧�ˣ�ͬʱ�����¹�̬��Al����Ѹ���ۻ����ڴ˹����У�����ǿ�ҵĻ�ϳ�ˢ���ڻ�Ϻ�������������γ��˺ܶ�������һ�������Al�ijɷ�ƶ�����ͳɷָ�������������ÿһ�������¶��ݶȼ�С���ɷ�ƶ���������ij������ٽ羧����ɷָ�������ɢ���������ܵ�Siԭ�ӿ�ʼ������Alԭ�Ӵӳɷָ�������Һ����ɷ�ƶ�����Ĺ�����ɢ��Һ�����ʸ�����������Al��Ũ������-Һ�����������Ӷ����ӣ������Եģ�Һ�����¶Ȧ�l���ɸ߱���ٱ�ߣ���ͼ6(b)��ʾ��L1Ϊ���̿�ʼʱ������Al��ɢ���ߣ������̿�ʼʱ����-Һ����ǰ��ʵ���¶Ȧ�s-l�ֲ��ߵ���Һ�����¶Ȧ�l�ֲ��ߣ���Һ����ǰ���γ��˽�С�ġ��ɷֹ��䡱�����̽��������ƽ����������
������Siԭ���ڳɷֹ����������ٽ羧�����ܶѻ���������-Si��ֻ������ƽ���滺������Ϊ�ߴ��СԲ���ȽϸߵĶ����״������������ɢ��������ɢ��Ķ࣬һ��ʱ��֮������֮��Ũ���ݶȼ�С������Al��ɢ������ͼ6(b)��L2��ʾ��Ũ�ȱ仯����Һ���߱仯���ȡ�l��������ʵ���¶ȱ仯���ȡ�s-l, ��ʱ������Al��ƶ�����������������ˡ��ɷֹ��䡱���ڳɷ�ƶ�����Ĺ������ڳ�����-Si�������ƽ�����������ɷָ���������Alԭ�Ӹ���Siԭ��ƶ��ʹ���ڳɷֹ������ڽᾧ����������(Al)�ࡣ
�ܿ���ɢ������һ������������ɢ��������ɢ�Ĺ��̣�����������Һ�������ų����ʽ��еģ���ˣ�����ʱ�������������ʵ���ɢ����������أ���������ɢ����ȡ�������屾������绷�������������绷��һ��������£�����ʱ��ֻ��������ɢϵ���йء�������ɢϵ�����¶�֮��Ĺ�ϵ[24]��
 (4)
(4)
ʽ�У�DΪ��ɢϵ����D0Ϊ��ɢ��������GmΪ��ɢ�����ܣ�RΪĦ�����峣����TΪ����ѧ�¶ȡ�
�ɷƿ˵ڶ�����[24]��
 (5)
(5)
����ͨ�⣺
 (6)
(6)
�����ʼ���߽�������
 (7)
(7)
��ʽ(6)�ã�
 (8)
(8)
���˹��������[23]��
 (9)
(9)
��ʽ(4)����ʽ(9)��
 (10)
(10)
��ʽ(10)���Կ�������ɢ�����ƽ������ɢʱ������ȹ�ϵ�����¶ȳ�ָ����ϵ������ɢʱ��һ��ʱ���¶�Խ�ߣ�����ԭ����ɢ�ľ���Խ��Ҳ������ɢ����Խ�졣���ܿ���ɢ���̹����У����֮���ƽ���¶�Խ�ߣ�����Alԭ�Ӻ�Siԭ���Ŵ�֮������ɢԽ��֣�����֮��ĺ��ƫ��Խ�١�
2.5 �ܿ���ɢ������Ϊ�е��¶ȱ仯
ͼ7��ʾΪ�ܿ���ɢ������ĸ�Ͻ��Ϲ����������¶ȵı仯���ߣ���u��ʾ�ڹ���ͼ1�е�λ��a������¶����ߣ���d��ʾ��λ��b����õ��¶����ߡ���ͼ7���Կ�����ͼ7(a)~(d)����A�㿪ʼ�������£��ﵽ��ߵ�B��֮���¶ȼ����½�������C��֮ʱ�½�����ת����ֱ������������D���غ�֮���¶�����ƽ�ȡ�
�ڦ�d�¶������ϣ�A��֮ǰ���¶�Ϊ�ȵ�ż��b���Ĺ�̬�������õ��¶ȣ����¶������ǻ��������ġ���A��֮ʱ������Al-25%Si�Ͻ�ʼ���룬�¶ȼ�����������B��֮ʱ�����������d�ﵽ���ֵ��֮�����ڹ�̬��Al�������ۻ����²��¶ȼ��罵�ͣ���d�¶��������½�������C��֮ʱ����Al�ۻ�ֹͣ���²��¶Ȼ����ﵽ���⣬��������������ɢ�����²��²ʼ��С����d�����½�����ת������D��֮ʱ�����������غϣ����²��¶ȴﵽƽ�⡣
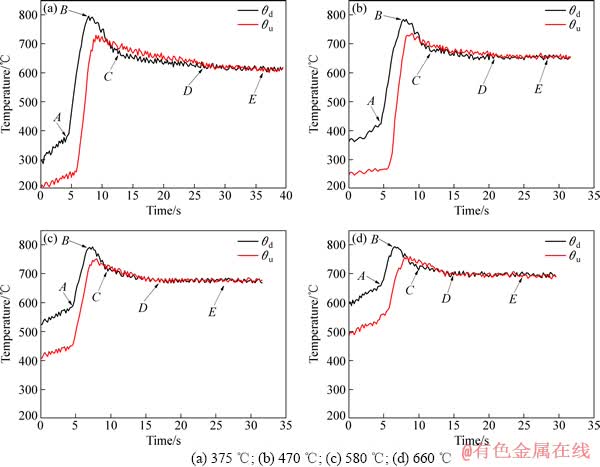
ͼ7 �벻ͬ�¶ȴ�Al���ʱ�ܿ���ɢ����������¶�����
Fig. 7 Temperature curves of CDS melt mixed with pure Al at different temperatures
λ��a�����ȵ�ż�ڹ�̬���Ϸ�����δֱ�ӽӴ���̬��Al����ˣ���Ͽ�ʼ֮ǰ��u�¶ȽϦ�d�¶�Ҫ�ͣ���Ͽ�ʼ��u���ߵ������Ϧ�dҪ��2~3 s���ڻ�Ͻ���ʱ�����²�����֮���¶��ݶȼ��������²��ĸ���С����֮��Ҳ�����Žϴ���¶��ݶȡ��������²���̬���´�Al�������ۻ����²�������֮���¶��ݶ���С������Al�ۻ�ֹͣʱ���²�����֮���¶��ݶȴﵽ��С�����ͬʱ����������������ɢ�����²�֮����¶��ݶȼ�����С������D��ʱ�����㣬�����¶ȴﵽ��ƽ�⡣������ʼ���������ɢ����Ũ�ȴﵽƽ��ʱ����������ԭ�ӵ��������˶���Ũ��ƽ�Ⲣδ��������¶ȵı仯���ڼ䣬��u���ߵ���ߵ�Ϧ�d��Ҫ�ͣ�˵���ڦ�u�ﵽ��ߵ�ʱ�������²���̬��Al���ۻ����Ȳ�������������ɢ���ϲ��¶��������͡�ͬʱ������������ɢ�����²��¶��ݶȵļ�С������Siԭ�Ӻʹ�ߴ�ԭ���ŴشӸ�Ũ�����Ũ�ȵ�������ɢ�����������ݡ�
��ͼ7�п��Կ��������Ź�̬��Al�¶ȵ����ߣ���Ͻ����ﵽD�㴦�¶�ƽ������Ҫ��ʱ����١�������Ϊ��̬��Al���¶�Խ�ͣ����֮���ۻ������ȵ�����Խ�࣬�²��¶�Խ�ͣ�ͬʱ�ϲ��ܵ��ļ���Ч����������˲���κ˵�����Խ�࣬�ᾧ��ų���DZ��ҲԽ�࣬�������²����¶��ݶ����ﵽƽ������Ҫ��ʱ���ӳ���800 ���Al-25%Si ��375 ��Ĵ�Al��ϴﵽƽ��ʱ���¶�Ϊ618 �棬��470 �洿Al��Ϻ��ƽ���¶�Ϊ651 �棬��580 �洿Al��Ϻ��ƽ���¶�Ϊ670 �棬��660 �洿Al��Ϻ��ƽ���¶�Ϊ789 �档�����ѡ�����¶�֮�������ԼΪ10 �棬����Ҫ����ʵ����������е�������ʧ������
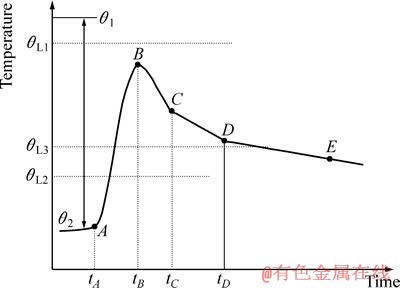
ͼ8 CDS�����¶ȱ仯ʾ��ͼ
Fig. 8 Schematic diagram of typical thermal profile observed in CDS process
���о�ͨ���Թ�����Al-18%Si�Ͻ��ܿ���ɢ���̹����¶ȵ�ʵʱ�ⶨ�Ͷ�������֯�ķ�������������Al-18%Si�Ͻ��ܿ���ɢ���̹��̷�Ϊ3���Σ�
1) ��ϽΣ���ͼ8�е�AB�Σ���A��ʱ��Ͽ�ʼ���¶�Ϊ��1��ĸ�Ͻ�1��ʼ���뵽�¶�Ϊ��2��ĸ�Ͻ�2�У����¹�̬��ĸ�Ͻ�2��ʼ���²��ۻ�������ĸ�Ͻ�1�ܵ��������ʼ�κˣ����������²����κ����������ϲ��ģ���B��ʱ��Ͻ����������¶ȴﵽ��ߡ���ʱ���������²���������֮����ڽϴ���¶��ݶȺ�Ũ���ݶȣ����ϲ��¶ȸߣ��²��¶ȵͣ��ϲ�SiĦ�������ߣ�AlĦ�������ͣ��²�SiĦ�������ͣ�AlĦ�������ߡ�
2) �¶�ƽ��Σ���BCD�Σ�������֮���¹�̬ĸ�Ͻ�2�����ۻ��������¶Ⱦ��ҽ��ͣ�����C��֮ʱ����̬ĸ�Ͻ�2�ۻ���ɣ���ʱ���������²��Դ��ڽϴ���¶��ݶȼ�Ũ���ݶȣ��������������ʵ���ɢ�����κ˵ij�����-Si���ڽ�С�ijɷֹ������ڿ�ʼ��������������������ɢ��������ɢ�죬�����¶���D��ﵽ��ƽ�⣬��ʱ�����¶Ⱦ�һ��
3) ���Ƚ��½Σ���DE�Σ���������¶ȴﵽƽ��֮�������¶ȵĽ�����Ҫ������绷������ľ����Խ��£��¶Ƚ��͵�ͬʱ������ԭ�Ӻ����κ������ľ��˷������ɢ��������-Si��������������¶Ƚ�����Al��Һ��������ʱ���ڸ�Al���ᾧ����������(Al)�ࣻ�������̵Ľ��У����¶Ƚ���������ʱ�������������̡�
������ô�ѧ��KHALAF��[7]�ڲ����ܿ���ɢ����(CDS)�о��ǹ������Ͻ��з�֦��������(Al)���γɻ����Ļ����ϣ�������ǹ������Ͻ��ܿ���ɢ���̽��ۼ�Ϊ���ơ�
3 ����
1) �ܿ���ɢ������Ч�ظ����˹�����Al-18%Si�Ͻ��������֯�������˳�����-Si��Ĺ�������������������˳�����-Si�ྦྷ��Բ���ȣ�������������֯�е�ƫ������
2) �����ʵ��¶ȵ�Al-25%Si(800 ��)�ʹ�Al(580 ��)�ܹ��õ��Ϻõ�������֯���������-Si��ƽ���ߴ�ﵽ42.85 ��m����Al�¶ȹ��ͻᵼ�»��֮��ƽ���¶�̫�ͣ������ϴ���ƫ������Al�¶ȹ��ᵼ�³�����-Si����ȳ���
3) ���ܿ���ɢ������Ϊ�����У���-Һ����ǰ��Һ�����γ��˽�С�ġ��ɷֹ��䡱���ٽ羧���ڳɷֹ�����������ƽ����������������ԭ����ɢ�����ƽ�����¶ȳ�ָ����ϵ���¶�Խ�ߣ���ɢԽ��֣����ƫ��Խ�١�
4) �����ܿ���ɢ���̹�����������¶ȱ仯�������Ϊ3���Σ���ϽΡ��¶�ƽ��Ρ����Ƚ��½Ρ�
REFERENCES
[1] LANGFORD G, APELIAN D. Diffusion solidification[J]. Journal of Metals, 1980, 32(9): 28-34.
[2] SAHA D, SHANKAR S, APELIAN D, MAKHLOUF M M. Casting of aluminum based wrought alloys using controlled diffusion solidification[J]. Metallurgical and Materials Transactions, 2004, 35(7): 2174-2180.
[3] SYMEONIDIS K, APELIAN D, MAKHLOUF M. Controlled diffusion solidification[C]//SAINT S. Proceedings of Third International Light Metals Technology. Quebec: CANMET, 2007: 1-7.
[4] GABRIEL B. Controlled diffusion solidification for Tilt Pouring casting process[D]. Hamilton: McMaster University, 2009: 17-76.
[5] KHALAF A A, SHANKAR S. Effect of mixing rate on the morphology of primary Al phase in the controlled diffusion solidification (CDS) process[J]. Journal of Materials Science, 2012, 47: 8153-8166.
[6] APELIAN D, MAKHLOUF M M, SAHA D. CDS method for casting aluminum-based wrought alloy compositions: the oretical framework[J]. Materials Science Forums, 2006, 519/521: 1771-1176.
[7] KHALAF A A, ASHTARI P, SHANKAR S. Formation of nondendritic primary aluminum phase in hypoeutectic alloys in controlled diffusion solidification (CDS): a hypothesis[J]. Metallurgical and Materials Transactions, 2009, 40B: 843-849.
[8] SAHA D. Novel processing methods and mechanisms to control the cast microstructure in Al based alloys 390 and wrought alloys[D]. Worcester: Worcester Polytechnic Institute, 2005: 51-92.
[9] HOU Long-gang, CAI Yuan-hua, CUI Hua, ZHANG Jia-hang. Microstructure evolution and phase transformation of traditional cast and spray-formed hypereutectic aluminium-silicon alloys induced by heat treatment[J]. Metallurgical and Materials Transactions, 2010, 17(3): 297-306.
[10] YE Hai-zhi. An overview of the development of Al-Si-alloy based material for engine applications[J]. Journal of Materials Engineering and Performance, 2003, 12(3): 288-297.
[11] HE Ke-zhun, YU Fu-xiao, ZHAO Da-zhi, ZUO Liang. Effect of phosphorus modification on the microstructure and mechanical properties of DC cast Al-17.5Si-4.5Cu-lZn-0.7Mg-0.5Ni alloy[J]. Transactions of the Indian Institute of Metals, 2009, 62: 4-5.
[12] SIGWORTH G K. Refinement of hypereutectic Al-Si alloys[J]. AFS Transactions, 1987, 82: 303-314.
[13] ������, �� ��, л ��. Mg��MnԪ�ض�Al-Si�Ͻ�����֯����ѧ���ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2012, 22(8): 2196-2204.
HUANG Xiao-feng, FENG Kai, XIE Rui. Effects of Mg and Mn element on microstructure and mechanical properties of Al-Si alloy[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(8): 2196-2204.
[14] KIM T S, LEE B T, LEE C R, CHUN B S. Microstructure of rapidly solidified Al-20Si alloy powder[J]. Materials Science and Engineering: A, 2001, 304/306(1/2): 617-620.
[15] WU H, CHIN B A. Rapid pressure solidification in an Al-Si alloy[J]. Journal of Materials Science, 1991, 26: 993-999.
[16] �� ��, ����, ������, ������. ��ѹ���������A390�Ͻ����֯����ѧ����[J]. ���пƼ���ѧѧ��: ��Ȼ��ѧ��, 2008, 36(8): 92-95.
WAN Li, LUO Ji-rong, LAN Guo-dong, LIANG Qiong-hua. Mechanical properties and microstructures of squeezed and cast hypereutectic A390 alloy[J]. Journal of Huazhong University of Science and Technology: Natural Science Edition, 2008, 36(8): 92-95.
[17] LI P J, NIKITIN V I, KANDALOVA E G, NIKITIN K V. Effect of melt overheating, cooling and solidification rates on Al-16 wt.%Si alloy structure[J]. Materials Science and Engineering A, 2002, 332(1/2): 371-374.
[18] �� ��. ������ȴ���Al-Si�������Ͻ�������֯����ĥ�Ե�Ӱ��[D]. ����:������ҵ��ѧ, 2000: 36-48.
ZHANG Rong. The effect of melt overheating treatment on the microstructure and wear resistance of Al-Si hypereutectic alloys[D]. Xi��an: Northwestern Polytechnical University, 2000: 36-48
[19] HOGG S C, ATKINSON H V. Inhibited coarsening of a spray-formed and extruded hypereutectic aluminum-silicon alloy in the semisolid state[J]. Metallurgical and Materials Transactions A, 2005(36): 149-159.
[20] PAN Q Y, APELIAN D, ALEXANDROU A N. Yield behavior of commercial A1-Si alloys in the semisolid state[J]. Metallurgical and Materials Transactions B, 2004, 35: 1187-1202.
[21] ë����, ������, ����, ����, ��ѩ��. ��Ž���Թ�����Al-Si�Ͻ����Si�ֲ���Ӱ��[J]. ����ѧ��, 2001, 37(7): 781-784.
MAO Wei-min, LI Shu-suo, ZHAO Ai-min, CUI Cheng-lin, ZHONG Xueyou. Effect of electromagnetic stirring on the distribution of primary silicon in hypereutectic Al-Si alloys[J]. Acta Metallurgica Sinica. 2001, 37(7): 781-784.
[22] �� ��, ��Ԫ��, �� ӱ, �����, �� Զ. ��Ϸ�ʽ����ɢ���̹�����Al-Si�Ͻ���������Ӱ��[J]. �й���ɫ����ѧ��, 2011, 21(12): 3033-3041.
LI Xia, LI Yuan-dong, MA Ying, CHEN Ti-jun, HAO Yuan. Effect of mixing ways on primary silicon of hypereutectic Al-Si alloys during Controlled Diffusion Solidification[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(12): 3033-3041.
[23] ������. ��������ԭ��[M]. ����: ��е��ҵ������, 1991: 73-78.
HU Han-qi. Metal solidification principle[M]. Beijing: China Machine Press, 1991: 73-78.
[24] ������, ���, ������. ұ����ԭ������[M]. ����: ұ��ҵ������, 2000: 471-472.
SHEN Yi-shen, LI Bao-wei, WU Mao-lin. Metallergy transport principle[M]. Beijing: Metallurgical Industry Press, 2000: 471-472.
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51064017)������ʡ�ߵ�ѧУ����������Ŀ(1201ZTC056)
�ո����ڣ�2014-03-27�������ڣ�2014-05-10
ͨ�����ߣ���Ԫ�������ڣ���ʿ���绰��0931-2976795��E-mail��liyd lut@163.com
ժ Ҫ�������ܿ���ɢ����(CDS)�����Ʊ�������Al-18%Si�Ͻ��о���������֯�����ĸ�Ͻ��¶ȱ仯���ݱ���ɺ�������Ϊ���ʡ�����������ܿ���ɢ���������Ƴ�������Ĺ��ȸ���������������Ч���ƺϽ�������֯�ṹ�������ʵ��¶ȵ�Al-25%Si�Ͻ�(800 ��)�ʹ�Al(580 ��)��Ͻ����ܿ���ɢ����ʱ��������֯�г�������ֲ����ȣ����ƫ��������ƽ���ߴ�ﵽ42.85 ��m������Al�¶�ƫ��ʱ��������֯�г�������ƫ�����أ�����Al�¶Ƚϸ�ʱ��������֯�г�������ߴ�ƫ�������������ܿ���ɢ���̹����У���-Һ����ǰ���γ��˽�С�ġ��ɷֹ��䡱�����������ڹ�����������ƽ��������������ԭ����ɢ�����ƽ����ƽ���¶ȳɶ�����ϵ���¶����ߣ���ɢ����֣����ƫ�����١�
[1] LANGFORD G, APELIAN D. Diffusion solidification[J]. Journal of Metals, 1980, 32(9): 28-34.
[12] SIGWORTH G K. Refinement of hypereutectic Al-Si alloys[J]. AFS Transactions, 1987, 82: 303-314.
[18] �� ��. ������ȴ���Al-Si�������Ͻ�������֯����ĥ�Ե�Ӱ��[D]. ����:������ҵ��ѧ, 2000: 36-48.
[23] ������. ��������ԭ��[M]. ����: ��е��ҵ������, 1991: 73-78.
HU Han-qi. Metal solidification principle[M]. Beijing: China Machine Press, 1991: 73-78.
[24] ������, ���, ������. ұ����ԭ������[M]. ����: ұ��ҵ������, 2000: 471-472.
