
���±�ţ�1004-0609(2012)06-1674-06
Zn-Al-Liϵ��Zn-Alϵǥ�϶�
SiCp/ZL101�������ϲ��ϵ���ʪ��
�Ź��1, 2���� ��1�����ֽ�1���Ž�ѫ1
(1. ������ͨ��ѧ ��������ǿ�ȹ����ص�ʵ���ң����� 710049��
2. ��������ҵ��ѧ �Ƚ����������ӹ����ص�ʵ���ң������� 150001)
ժ Ҫ��
Ϊ��������Ԫ��Zn���������ϲ���ǥ���е���ɢ��Ϊ�����ȥĤЧ����Ӱ�죬������Zn��ǥ�ϵ���ʪ��(���ӻ���Ԫ��Li)�������η���520 �桢10~30 min��5 L/min����Ar���������²��Դ�Zn��Zn-5Al��Ԫ����������Zn-6Al-1Li��Ԫ����������Zn-21Al-3Li��Ԫ��������4��ǥ�϶�SiCp/ZL101�������ϲ��ϵ���ʪ�ԡ����������������Li��Zn��ǥ�ϣ��汣��ʱ����ӳ���Zn���ھֲ���Χ���ؾ�����ɢ��Al���壬���־���Һ��������ʴ�������Գ��־���Һ����ǥ��/ĸ�Ľ����϶��Ȼ�������������ں�Li����ǥ�ϣ�Li���ʶ�����(Լ3%����������)ʹ��Zn�������������������ھ��ȷֲ��������˾ֲ���ʴ������϶������ʪ�������ø���Ч����Zn��������������ߴ�ԼΪ10 ��m��(Si)���ڽ���������
�ؼ��ʣ�
�������ϲ�������ǥ��ǥ������ǥ��ǥ��������������ʴ��Ĥ���ܽ���
��ͼ����ţ�TG454 ���� ���ױ�־�룺A
Wettability of Zn-Al-Li and Zn-Al system brazes on aluminum matrix composite of SiCp/ZL101
ZHANG Gui-feng1, 2, GUO Yang1, ZHANG Lin-jie1, ZHANG Jian-xun1
(1. State Key Laboratory for Mechanical Behavior of Materials, Xi��an Jiaotong University, Xi��an 710049, China;
2. State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology, Harbin 150001, China)
Abstract: In order to characterize the diffusion behavior of Zn as melting point depressant (MPD) and its potential ability on removing oxide film during the brazing of aluminum matrix composite and improve the wettability of Zn based filler metals by adding active element of Li, the wettability of pure Zn, Zn-5Al eutectic, the developed Zn-6Al-1Li ternary eutectic and Zn-21Al-3Li ternary quasi-eutectic on the aluminum metal matrix composite of SiCp/ZL101 were tested with sessile drop method at 520 �� for 10-30 min within flowing argon (5 L/min) atmosphere. The results and that, for the Zn-base filler metal without lithium, with increasing the soaking time, the Zn atoms only penetrated into the matrix in local area only along the grain boundary, resulting in the dissolution of the grain boundary and even local erosion, but the grain dissolution can not occur, and the gap between the matrix and residual filler metal is obvious. For the active filler metal with lithium at a moderate level of about 3% (mass fraction), Zn can uniformly diffuse into the matrix along grain boundary on the whole surface of the matrix covered by the filler, eliminating the local erosion and the interface gap, and hence improving the wettability on the composite. The diffusion of Zn into the matrix of ZL101 causes the precipitation of lots of silicon particles of about 10 ��m along the interface.
Key words: aluminum metal matrix composite; fluxless brazing; self-flux brazing alloy; grain boundary penetration; erosion; undermining
�������ϲ�����������ȥĤ���ѡ��մ���ǿ����ʪ�Բ������ϵ���͵�ԭ������ֳ��ϲ����ʪ�ԡ����У��������������Ĥ���ܡ��ȶ���ǿ�̣����������ϲ�����ʪ�Ա�����Ҫԭ�������������ȥĤ�������£�Ĥ������(ǥ��ȥĤ[1-2])��Ĥ��Һ��[3]�����̬ĸ��ȥĤ[6]�����̬ǥ��ȥĤ[7]����������ʵ���Ͼ��ɹ�������ȥĤ(����ֱ����������Ĥ��Ӧ������ԭ����ʵ��������ĤҲ���Ա�ֱ�ӻ�ԭ)����ȥĤ��˳����ʼ������������Ĥ��������һǰ�ᡣ���У�Ĥ��Һ��ȥĤ������ǥ��������ϴ������װ���Լ������¶ȵ͵��ŵ㡣����Ĥ��Һ��ȥĤ���ڶ�Ԫ������Ӧ��������Si��[8]��Cu��[9]��Ag��[10]���м�㡣��Щ�м�㱾�����۵㶼����������ģ������ܶ����ۻ�����������屾������Һ���γɹ���(Ե�ڽ���Ͻ����������۵�Ľ���)���Ӷ�ͨ��Ĥ��������������ܽ�ʵ����Ĥ��������Ԫ������ӦȥĤ�ı������£��ô�Cu�����γ�Al-Cu-Si��Ԫ����(525��)[11]����Al-Si-Mg���ǥ��Alʱ[12]��Mg��������Ĥ��ĸ�ı��㣬����ɢ�����Siһ��ʹ�˱����γɵ��۵��Al-Si-Mg�Ͻ���ۻ����Ӷ��ƻ���������Ĥ��ĸ�ĵĽ�ϣ�ʹ�ۻ���ǥ�ϵ�����ʪĸ�ģ���Ĥ����ĸ����չ����������Ĥ�����ȥĤ[13]��
���۵�Zn����ǥ��(������������ǥ�ϼ�������ǥ��)�ɱ���������Ӳ������Ӳ�����Ͻ������ǥ���з����ۻ����ʱЧ��Zn����Al����������Ӧ��������δ�γɽ����仯�����MOMONO��[14]ָ��������25 ��m��Zn���м������TLP��ͷǿ�Ƚ�30 MPa(���Ӳ���Ϊ20 MPa��0.6 ks��850 K)����һ���棬��ȻZn��Alĸ������ʴ����Zn��Alĸ��ȥĤЧ���ϲ�[15]��Ȼ��������Zn��ǥ�������ֳ�������ì���Լ���Ӧ�Ľ�����ʪ��;�����о������٣��⽫Ӱ���������ϲ����õ��۵�ǥ�ϳɷ���Ƽ���ȷʹ��(��ʵ��Zn��ǥ�ϳ��踨��ǥ������[7])��
���ǵ�Zn���м���������(�������ۻ��������ɷֺ�Al���ܵ͵�)�������������Active-TLP[16]��˼·�����������з�����Zn-Al-Liϵ��Ԫ������ǥ��ǥ���Ը���Zn��ǥ�ϵ���ʪ�ԡ�Ϊ�˽⽵��Ԫ��Zn���������ϲ���ǥ���е���ɢ�ص㡢ȥĤDZ�����Ż�Zn��ǥ�ϳɷ���ƣ��������η��Ա�����Zn��Zn-5Al��Ԫ�����������з���Zn-6Al-1Li��Zn-21Al-3Li��Ԫ����ǥ�϶�SiCp/ZL101����ʪ�ԡ�
1 ʵ��
�������ϲ���ĸ��ѡ��SiCp/ZL101(SiC�����������Ϊ10%������Ϊ10 ��m)���ø���ϵ����ʪ�ԽϺã����ý��������ѹ�����Ʊ������еͳɱ������ƣ�Ϊ�����������ϲ���֮һ��Zn����Znǥ�����ں�Zn������ջ���������ѹ�ߣ����������ǥ������ˣ����о���Arͨ�����С�������ڣ����ø�Ӧ���ȣ������η���520 �桢(20��10) min��5 L/min����Ar���������²����˴�Zn (tmΪ420 ��)��Zn-5Al��Ԫ����(tmΪ385.6~397.0 ��)������Zn-6Al-1Li��Ԫ����(tmΪ366.8~385.3 ��)������Zn-21Al-3Li��Ԫ������(�����۵�tm=430~452 ��)��4��ǥ�϶�SiCp/ZL101����ʪ�ԡ����ǵ�Ԥ��ǥ��ʱ����Ƭ״ǥ�ϣ�Ϊ�ƽ���ʵ��ʩ��������4��ǥ����״��ȡƬ״����ߴ�Ϊ 5 mm��5 mm�����Ϊ50~70 ��m����Zn-21Al-3Liǥ����ϴ���Ʋ������Ϊ200 ��m��
������ʵ�鷽������У���ȡ����3���ʩ�о�����Ԫ��Zn���������ϲ�����ǥ��ǥ���е���ɢ��Ϊ�����ȥĤЧ����Ӱ�죺�ӳ�����ʱ��(��GB 11364��89�涨��50 s����ʱ�䳤)���Ӵ�Zn������100%(�ô�Zn)�������ӻ���Ԫ��Li����ZnȥĤ������SEM (VEGA�� XMUINCA)�CBSE�۲���������������֯�����EDS����Ҫ�ӽ����϶��������������Ĥ������������ֲ���ǥ�ϵIJ�������������ɢ��Һ���ȷ���Խ�����֯�����۷����������
2 ���������
2.1 ��Ԫ����ǥ��Zn-5Al��SiCp/ZL101����ʪ��
��״Zn��ǥ����Һ̬�²�δ������(��������ȶȵ͡������������й�)�����ⶨ��ʪ�ǣ����ڴ���ǥ��/ĸ�ĵļ�϶������ǥ����ʪ�ԵIJ��졣ͼ1(a)��(b)��(c)��ʾ�ֱ�Ϊ��520 �汣��15��20��30 min�£���Ԫ����ǥ��Zn-5Al��SiCp/ZL101��ʪ�Բ��Խ����ͼ1�к�Zn��IJ�λ��������Si��IJ�λ�ϰ�����ͼ1(a)��(b)���Կ�������ǥ�����������塣��ͼ1(c)��֪�����ű���ʱ���ӳ���30 min��Zn������ZL101�����ڣ�������������������1) ����ǥ��/��������϶��Ȼ���ڣ�2) ǥ������ֲ��������ȣ�ͼ1(c)��c����ǥ���ұ�Ե����λ�ô����־ֲ���ʴ(���С��������)��������ʴʵ��Ӧ����ʪ�Բ�����һ�ַ�ӳ��һ����ij������һ�����ľֲ����룬����ʪ�Բ�����ʹZn�����������������룬���Ǵ�����Zn-5Al����Һ���ڱ���������������ô��ۼ�������ͬ��ʱ���ڣ�Zn�ڸô���ĸ���е���ɢ��������䲿λ����ɢ������Ӷ�������ʴ���������۲�����������ZnҺ���������Ѵ�ͨ�������������ɢ�������ڱ��������������п����µ���ɢͨ�����Ӷ�ʹ�ֲ���ʴ��������϶�������档

ͼ1 Zn-5Al��520 ��������������±���ʱ���SiCp/ZL101��ʪ�������BSE��
Fig. 1 BSE images showing interfacial microstructures of cross section of wettability testing samples for Zn-5Al braze foil after sessile drop test for different soaking times: (a) Overall micrograph for 15 min; (b) Overall micrograph for 20 min; (c) Overall micrograph for 30 min; (d) Higher- magnification of area A in Fig.1(c); (e) Higher-magnification of area B in Fig.1(c)
��һ���Ŵ�ͼ1(c)�оֲ������(��ͼ1(d)��(e))���Է��֣�Zn��SiCp/ZL101ĸ������Ҫ���ؾ�������ģ��Ҿ���������������״Si���������緢��Һ�������̡���������½��ͣ���Al-Si-Zn��Ԫ��ͼ��֪��Al-Si-Zn��384 ������������Ӧ��L�� (Al)+(Si)+(Zn)����ʵ������Zn-Al��Ԫ�����п��ܽ⼫������Si(0.1%��Ħ������)�����Ե�Zn�ػ��徧����ɢʱ������������徧�紦�۵�Ľ��Ͷ����־���Һ��������ZL101�����е�Si����(ԼΪ7%����������)Զ����������̵������Һ���е�Si���������������Si�ͻ���(Si)��״�ؾ���������Ȼ������Ϊ��Ҫ���ǣ������ڱ���ZL101���徧����Ҳ��Zn����ɢ��������̬��������������δҺ�����ⲻ���ھ���������Ĥ�����ɵأ����������ӽ��棬������ռ����ԶС�ھ��������Խ��о���Һ��(�����ǽ��ڱ�Ե��)������Һ��(����Һ���̶Ȳ���)Ӧ��Zn-5Alǥ�϶�Al����ʪ�Բ����Ҫԭ��
��ͼ2��Al-Zn��Ԫ��ͼ���Կ�����һ���棬��ĸ�ķ��棬Al��Ĺ������½�б��(��Zn��������)����ƽ�������¹����ߴ�Zn��Ũ��(wS)����(520 ���Ӧ��wSԼΪ35%����������)����һ���棬��Zn��Һ̬ǥ�Ϸ��棬����Al���ܽ�̶ȹ��ͣ���520 ���������Һ���ߴ�Zn��Ũ��(wL)Ҳ����(65%)�������˶�Al���ܽ�����������(5%~35%����������)������ǥ���¶ȸ���ʱ����Al���ܽ�������(��λ�ڸ�Zn���Zn-Al����Һ��Al������Ϊ5%����������)��

ͼ2 Al-Zn��Ԫ��ͼ��ĸ�ĺ�ǥ����ZnŨ�ȵı仯
Fig. 2 Al-Zn binary phase diagram and change of Zn concentration in base material and filler metals
2.2 ��Zn��SiCp/ZL101����ʪ��
ͼ3(a)��ʾΪ��Zn����SiCp/ZL101��ʪ��Ӱ��IJ���ʵ�鱳ɢ��ͼ(520 �桢20 min)����Znǥ�ϱ��ֳ������������Զ������ۼ��ڱ߲�����չ���ܱȹ���ǥ�ϵIJ����λ�ý�������ۼ����������������١���Ӧ�����ڣ�һ���棬��Zn�۵����Zn-5Al�����ģ�������������������ھۼ�����һ���棬�ڸ��Ƽ��������ڱڵķ����������£�Zn��Ӧ�ȴ����ܱ߿�ʼ�ۻ���ʹ��Ե��Zn������ͨ�������ѵ�����Ĥ�ѷ���ZL101������������ɢ����������ZnҺ�����ľۼ���ͼ3(b)��ʾΪͼ3(a)��ǥ�Ͼۼ�����ľֲ��Ŵ���Ƭ���ɹ۲쵽��Ȼ����ǥ����SiCp/ZL101 �ļ�϶�����ԣ�������Ĥ��Ȼ���ڡ�ͼ3(b)�е�1����EDS��������Ϊ70.2% Al��29.1% Zn��0.7% Si(Si����������������)����Al-Zn��ͼ��֪���۵����520 �棬δ���Һ̬����������Zn-5Alǥ�϶�ĸ�ĵ���ʪ�����������������ΪZn��ͨ��Ĥ��Һ�����Ƴ�ĸ�Ļ�����������Ĥ��
��Fe��Ni��ĸ����ȣ�Al������������Ĥ����ȥ����Ϊ�ˣ������и�Ϊ�����Ĥ��Һ����DZ������������϶�������Ƴ�����Ĥ����ȻZn�Ծ�����ɢΪ���������ɵ��¾�����ʴ���������Ի�ô������Ĥ��Һ����ȥĤЧ��������ȥĤ�����Ϊ�ˣ���Zn��ǥ����Ѱ��Ľ���ʪ��;��ʱ��Ӧ�跨�ٽ�����Ĥ�ѷ������(���Ż������ƶ��Գ���������ѡ���е��ұ��;����)���ڸ���λ�ô�ͨ���ྦྷ���Գ�����þ�����ɢ���ڴˣ���������ӻ���Ԫ��Liͨ��ұ��;��ȥĤ��
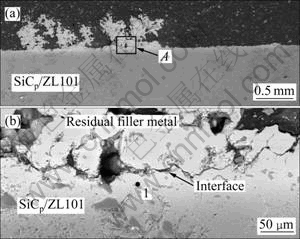
ͼ3 ��Znǥ�϶�SiCp/ZL101��ʪ�Բ��������Ľ�����֯
Fig. 3 Interfacial microstructures (BSE images) of cross section of wettability testing samples for Zn braze foil after sessile drop test: (a) Overall micrograph; (b) Higher- magnification of area A in Fig.3(a)
2.3 ��Ԫ���������ǥ��Zn-6Al-1Li��SiCp/ ZL101����ʪ��
ͼ4(a)��ʾΪ��Ԫ���������ǥ��Zn-6Al-1Li��SiCp/ZL101��ʪ�Բ���������������������֯������������Zn-5Alǥ�ϵģ������϶��Ȼ�������ڣ��ֲ���������ʴ����������ʴ��ʱ�̱���ǰ��˵��Liֻ�ھֲ����˴ٽ���������������е����á�
ͼ4(b)��(c)��ʾΪͼ4(a)�����������A(��ʴ��) ������B�ľֲ��Ŵ���֯��ò������ǥ���е�Zn��ĸ������ɢ����ʹĸ���г�����(Zn)��(Al)��(Si)�飻����ĸ���ڲ�������ִ�����(Zn)����ĸ�ı��澧�������Zn�������١��ɼ���Zn���ؾ������룬����Zn�������������еľ�����������ɢ�������ڱ��濪���µľ�����ɢͨ������Ӧ�DZ��澧��Ϊ����Ĥ�����Ƕ��ڲ��������������赲�����¡����ٴ�֤��Zn��û���������������£���ʹ����������Ԫ��Li�IJ��룬��������Li����ȫ�ı�Zn��Al�еľ�����ɢ�����������ڽ��洦�����ڲ�����Zn������ʹ��������Ĥ�µĻ���Һ��������ʵ�־���Ĥ��Һ������Ĥ���ơ���һ���棬����Li��ԭ�������dz�С��EDS����������Li����֯�еķֲ�״̬�Լ��������ʽ����ͼ4(c)����ĸ�ı���ɿ���(Si)��(Լ 10 ��m)�������������϶(50 ��m)��δ�������������Li���Ϊ����Zn��ɢ·��������Һ������һ���������������������������������϶��
ͼ4 ��Ԫ����ǥ��Zn-6Al-1Li��SiCp/ZL101��ʪ�Բ��������Ľ�����֯
Fig. 4 Interfacial microstructures (BSE images) of cross section of wettability testing samples for Zn-6Al-1Li braze foil after sessile drop test: (a) Overall micrograph; (b) Higher- magnification of area A in Fig.4(a); (c) Higher-magnification of area B in Fig.4(a)
2.4 ��Ԫ��������ǥ��Zn-21Al-3Li��SiCp/ZL101����ʪ��
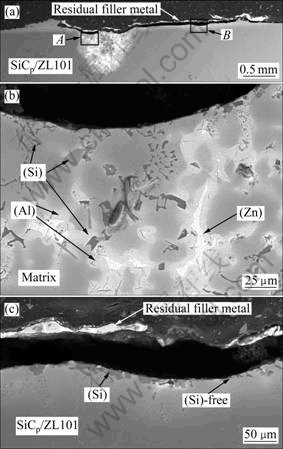
ͼ5(a)��ʾΪ��Ԫ������ǥ��Zn-21Al-3Li��SiCp/ZL101����ʪ�Բ�����������������������֯��Ƭ(����Ϊ520 �桢20 min��5 L/min Ar)���ɼ�����Li����(��������)����Լ3%ʱ����������ǥ����ĸ��֮��Ľ����϶��ʧ��ǥ�����������Ϸֲ����ȣ���δ������Zn-5Al��Zn-6Al-1Liǥ��������������ʴ������δ������ǥ�������������������ǥ���к��д�����Li��ʹǥ�Ͼ��к�ǿ�Ļ��ԣ�Li�����������������Ĥ��Ӧ���ɿ���״������ ��[17]�����п��ܵķ�Ӧ����ʽ���1���У��Ӷ��������Ƴ�ĸ�ı���IJ�������Ĥ�������˶ദ������֮Ч����ǥ����SiCp/ZL101����֮�����ʪ����һ�����ơ���ʴ��������Ҫԭ��ӦΪ����LiʹZn������ֲ����ھ��ȣ���β���Al���������ӡ�
ͼ5(b)��ʾΪͼ5(a)������A�ľֲ��Ŵ���֯��Ƭ����ͼ5(b)���Կ���������ǥ����ĸ��֮����Ȼû�����ԵĽ����϶��������֮��Ľ�����Ȼ���ڣ���δ�γ���ȫ��ұ���ϡ����Ǹ���ͼ5(b)�е�2��EDS�������(44.4% Al��2.9% Zn��52.1% Si����������)��֪�����渽����ĸ���г����˴�������ĸ�Ļ���ı���;��������Ĵ��״(Si)��(Si)������ͬ���Ǿ��總��Һ���������Si���ڸ�Zn��Zn-Al-Si��Ԫ����Һ��ᾧ�����γɵġ�����ͼ5(b)�о��ڵ�1��EDS���(61.8% Al��38.2% Zn����������)��Al-Zn��ͼ(ͼ2)��֪���þ�����520 ��ʱΪ���ۻ�״̬���ʾ���Һ��Ч���Բ��㣬�ȴ������Բ��㣬�ɴ˵�����δ�γ���ȫ��ұ���ϡ�

ͼ5 ��Ԫǥ��Zn-21Al-3Li��SiCp/ZL101��ʪ�Բ��������Ľ�����֯
Fig. 5 Interfacial microstructures of cross section of wettability testing samples for Zn-21Al-3Li braze foil after sessile drop test: (a) Overall micrograph; (b) Higher- magnification of area A in Fig.5(a)
��1 ��530 ��ʱLi��Al2O3������Ӧʱ���ܵIJ��P��Ӧ����˹������[17]
Table 1 Possible reactions at bond interface with formation of Al-Li oxides and Gibbs free energy at 530 ��

����������Zn�ľ������ص�ʹ���總����Zn�����ϴ����ڱƽ�wS�����ȳ��־���Һ������������ȴ���ԴﵽwS������Һ������ˣ���Ҫ��ĸĽ�;��Ӧ��ʹ��������Ĥ���ѿ����ദ������������Ҫ��ĸĽ�;����Ӧ��ʹ����Һ����Li�����������������Ƴ�Al���������Ĥ���ɴ����ദ�����������������������������϶����ʹZn����ֲ����ھ��ȶ�������ʴ������δ��þ���Һ������ĤЧ����
3 ����
1) ��Li�Ĵ�Zn��Zn-Alϵ����ʪ��Ϊ�������ص㣺Zn���м�Ϊ���Ե��ؾֲ�����(������ѡ��߲�)�ľ�������Alĸ�ĵ����������������������չ����һ���̶�������������ʴ���������۴�������Һ�����Է�����̶Ȳ�����ʵ���ھ��ڱ���Ĥ��Һ��ȥĤ�������϶��������������
2) Zn��ǥ��(��Li���Li)����ʵ�־���Һ������Ҫԭ�����£�Zn���۵���Ͷ������ۻ����ڸ�Al��Ĺ�����б�ʹ���ƽ��������������ZnŨ��wS����(35%)��ʹ������������Һ�����ڸ�Zn��Zn-Al����Һ�౾����Al���ܽ������ͣ���Һ������ZnŨ��wLҲ����(65%)�����������Al���ܽ�����������������Һ������Һ�����㽫���������ھ��ڻ�ô������Ĥ��Һ��ȥĤЧ����
3) ���ӻ���Ԫ��Li��Լ3%ʱ��Zn-21Al-3Liǥ�ϵĽ����϶�ڵͱ��¹۲�������ʧ��ǥ����������ĸ�ģ��ҷֲ����ȣ���ͬ�����־���������������ʴ����Ҳ��ʧ��������������������ԵĴ��(Si)(ֱ��Լ10 ��m)�����������Li�������Ƴ�������������Ĥ���Ӷ���ΪZn���������ӽ����ͨ����ľ�����ɢ·����������Һ�����㣻�ҹ�����(Si)���ؽ��������������˽����ϡ�����Al-Si-Zn��Ԫ��ͼ��Ϊ��(Si)������Zn-Al��������֮ǰ���нᾧ�����γɵġ�
4) �ֲ���ʴ����ɢ������ζ������ЧȥĤ��Ĥ��Һ��ȥĤ�ijɹ������ǥ�ϻ��м���ۻ���ʽ(��Ӧ�ۻ��������ۻ�)���������ܽ�����(ȡ����wS)���ܽ�̶�(ȡ����wL��w0֮��)����ͼ�����йء�Zn���м���������(�����ۻ��������ɷֺ�Al�����ͣ�Zn����wS��wL����)����������Alǥ��������ʵ��Ĥ��Һ��ȥĤ��
REFERENCES
[1] URENA A, GIL L, ESCRICHE E, SALAZAR J M G, ESCALERA M D. High temperature soldering of SiC particulate aluminium matrix composites (series 2000) using Zn-Al filler alloys[J]. Science and Technology of Welding and Joining, 2001, 6(1): 1-11.
[2] ����, ����ǿ, ������. ����ǥ����̼���������ǿ�������ϲ����ϵ���ʪ���о�[J]. �������Ͽ�ѧ�빤��, 2004, 27(2): 15-18.
ZOU Jia-sheng, XU Ru-qiang, ZHAO Qi-zhang. Study on wettability on aluminum matrix composites with aluminum base filler metals[J]. Ordnance Material Science and Engineering, 2004, 27(2): 15-18.
[3] XU Zhi-wu, YAN Jiu-chun, ZHANG Bao-you, KONG Xiang-li, YANG Shi-qin. Behaviors of oxide film at the ultrasonic aided interaction interface of Zn-Al alloy and Al2O3p/6061Al composites in air[J]. Materials Science and Engineering A, 2006, 415: 80-86.
[4] XU Hui-bin, YAN Jiu-chun, XU Zhi-wu, ZHANG Bao-you, YANG Shi-qin. Interface structure changes during vibration liquid phase bonding of SiCp/A356 composites in air[J]. Composites: Part A, 2006, 37: 1458-1463.
[5] YU Z S, LI R F, QI K. Joining of SiC particle reinforced aluminium metal matrix composites by electromagnetic field aided brazing method[J]. Materials Science and Technology, 2010, 26(6): 695-698.
[6] NAGAOKA T, MORISADA Y, FUKUSUMI M, TAKEMOTO A. Joint strength of aluminum ultrasonic soldered under liquidus temperature of Sn-Zn hypereutectic solder[J]. Journal of Materials Processing Technology, 2009, 209: 5054-5059.
[7] YAN J C, XU H B, SHI L, WANG X L, YANG S Q. Vibration assisted brazing of SiCp/A356 composites: Microstructure and mechanical behaviour[J]. Science and Technology of Welding and Joining, 2008, 13(8): 760-764.
[8] �� ��, �뼪��, Ǯ����, �����, ��, ������. ��ǥ�ϸ�����Ƽ�����ǥ���е�Ӧ��[J]. �й���ɫ����ѧ��, 2002, 12(6): 1113-1118.
HE Peng, FENG Ji-cai, QIAN Yi-yu, HUANG Zhen-feng, MAI Han-hui, LIU Shi-zhou. Aluminum solder paste and its application[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(6): 1113-1118.
[9] WU M F, YU C, PU J. Study on microstructures and grain boundary penetration behaviours in contact reactive brazing joints of 6063 Al alloy[J]. Materials Science and Technology, 2008, 24(12): 1422-1426.
[10] SUZNMURA A, XING Yu-jin. Diffusion brazing of short Al2O3 fiber-reinforced aluminum composite[J]. Materials Transactions, JIM, 1996, 37(5): 1109-1115.
[11] NIEMANN J T, WILLE G W. Fluxless diffusion brazing of aluminum castings[J]. Welding Journal, 1978, 52(10): 285s-291s.
[12] ZHANG X P, QUAN G F, WEI W. Preliminary investigation on joining performance of SiCp-reinforced aluminium metal matrix composites (Al/SiCp-MMC) by vacuum brazing[J]. Composites A, 1999, 30(6): 823-827.
[13] �� ��. ǥ��[M]. ��1��. ����: ��е��ҵ������, 1981: 110-111.
ZOU Xi. Brazing[M]. 1st ed. Beijing: China Machine Press, 1981: 110-111.
[14] MOMONO T, JACKSON S, WALLACH E R. The transient liquid phase bonding of aluminum alloy metal matrix composite materials[J]. Journal of Light Metal Welding & Construction, 1995, 33(8): 367-372.
[15] �����, ��С��, ���ǫ, ��ɽ��. �������Ӵ���Ӧǥ�������γɼ���ʴ�����о�[J]. ũҵ����ѧ��, 1998, 14(3): 60-63.
XU De-sheng, QIU Xiao-ming, SUN Da-qian, WU Shan-li. Investigation on formation and corrosion of the interface in aluminum eutectic reaction brazing[J]. Transactions of the CSAE, 1998, 14(3): 60-63.
[16] ZHANG Gui-feng, ZHANG Jian-xun, PEI Yi, LI Si-yu, CHAI Dong-lang. Joining of Al2O3p/Al composites by transient liquid phase (TLP) bonding and a novel process of active-transient liquid phase (A-TLP) bonding[J]. Materials Science Engineering A, 2008, 488: 146-156.
[17] URENA A, Gomez de SALAZAR J M, QUI��ONES J, MERINO S, MARTIN J J. Diffusion bonding of aluminum- lithum alloy (AA8090) using aluminum-copper alloy interlayers (Part I): Microstructure[J]. Journal of Material Science, 1996, 31: 807-817.
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(50875199)����������ҵ��ѧ�Ƚ����������ӹ����ص�ʵ���ҿ��Ż���������Ŀ
�ո����ڣ�2011-05-12�������ڣ�2012-01-05
ͨ�����ߣ��Ź�棬�����ڣ���ʿ���绰��029-82663115��E-mail: gfzhang@mail.xjtu.edu.cn
ժ Ҫ��Ϊ��������Ԫ��Zn���������ϲ���ǥ���е���ɢ��Ϊ�����ȥĤЧ����Ӱ�죬������Zn��ǥ�ϵ���ʪ��(���ӻ���Ԫ��Li)�������η���520 �桢10~30 min��5 L/min����Ar���������²��Դ�Zn��Zn-5Al��Ԫ����������Zn-6Al-1Li��Ԫ����������Zn-21Al-3Li��Ԫ��������4��ǥ�϶�SiCp/ZL101�������ϲ��ϵ���ʪ�ԡ����������������Li��Zn��ǥ�ϣ��汣��ʱ����ӳ���Zn���ھֲ���Χ���ؾ�����ɢ��Al���壬���־���Һ��������ʴ�������Գ��־���Һ����ǥ��/ĸ�Ľ����϶��Ȼ�������������ں�Li����ǥ�ϣ�Li���ʶ�����(Լ3%����������)ʹ��Zn�������������������ھ��ȷֲ��������˾ֲ���ʴ������϶������ʪ�������ø���Ч����Zn��������������ߴ�ԼΪ10 ��m��(Si)���ڽ���������
