
���±��: 1004-0609(2005)06-0842-07
Ti-6Al-4V�ѺϽ�ļ���������������
����Ⱥ, �����, ������, ��С��
(��������ҵ��ѧ �ִ������������������ص�ʵ����, ������ 150001)
ժ Ҫ��
��Ti-6Al-4V�������Ϊ�о�����, �о��˼����������μ������ѺϽ��ϵ�Ӧ�������� ͨ��ʵ�������˲�ͬɨ������������ǵ�Ӱ�����, ���Զ��ɨ���µİ��������̬���Խ������о��� �������: ��������ɨ������ʽ��Ƶ��������ӹ�ϵ; ��ɨ�����һ���������, ����һ�����ŵ��ۻ�������ʹ�����Ǵﵽ���; ��ͬ�IJ���״̬�ڼ��Ⱥ���ȴ���̳��ֳ���ͬ��������̬���ԡ� ����, �Լ���������IJ�������֯�� ��ѧ���ܽ����˲����ͷ����� �������: ɨ�������ѡ��Է�������������״���������֯�нϴ�Ӱ��; ���ɨ���, ���������ϵ�ǿ����Ӳ�Ⱦ�����, ���Խ��͡�
�ؼ���: �ѺϽ�; ��������; �ۻ�������; ����֯
��ͼ�����: TG146 ���ױ�ʶ��: A
Laser bending characteristics of Ti-6Al-4V titanium alloy
LI Li-qun, CHEN Yan-bin, ZHANG Li-wen, FENG Xiao-song
(State Key Laboratory of Advanced Welding and Production Technology,
Harbin Institute of Technology, Harbin 150001, China)
Abstract: Laser forming technology was employed in bending of Ti-6Al-4V sheets and the process characteristic was investigated. The influence of different laser scanning parameters on bending angle and the process dynamic behaviors were analyzed. The results indicate that the increase of bending angle with the scanning numbers is almost linear. Under the constant bending times, the biggest bending angle can be obtained with an optimal accumulative line energy value. Different dynamic bending behaviors with different material states during the heating and cooling process were observed. Moreover, the microstructure and the mechanical property of the material in heated area were measured and analyzed. The results show that the geometry and the microstructure of phase change zone are affected by scanning parameters, and the material tensile strength and hardness in heated area increase, while the plastic property decreases.
Key words: titanium alloy; laser bending; accumulative line energy; microstructure
Ti-6Al-4V�Ͻ���һ�֦�+�����ѺϽ�, ���ۺ���������, ���Ժͳ�����Ը�, �������ں��ա� ������������Ҫ�㲿���� �����ѺϽ��ǿ�Ⱥ����Ե��ص�ʹ�ó����µĻ�е��������, ���Ҿ��Ƚϵ�, �������ѺϽ�����ں��պ��칤ҵ�е��ƹ�Ӧ�á� ���������Ϊһ�����˵��ȼӹ�����, ���Լ�����Ϊ��Դ, �ֲ����ȹ���, ��ȫ����Ӧ��������ʹ�����γ�Ԥ������״[1-4]�� ��һ����������Ϊ�ѺϽ����ָ�ǿ�ȱȲ��ϵij��η����� ��������, ����������ѺϽ�ļ�����ι������չ�����о�[5-7]�� Magee��[8]�о������������Ti-6Al-4V�Ͻ���״�������ȶ��Ե�Ӱ�첢ʵ���˼���״����ļ�����ι��̿��ơ� Marya��Edwards��[9, 10], �Խ����ͦ��ѺϽ�Ϊ�о�����, �ӹ��պ���ֵģ���������о����ѺϽ�ij��ι����ص�, �µ�[12]����ò�ͬ��ɨ��·��ʵ��Ti-6Al-4V�Ͻ��������Ρ�
������μ�����ȫ������Ӧ��, ���һ�������ı���, ��Ҫ��ʮ�Ρ� �ϰٴε�ɨ��, �ڶ�μ��ȵĹ�����, �Ȼ��ۡ� ���ϱ��Ρ� ���ܱ仯��������ض���Ӱ��������Ĵ�С, Ҳ����˵, ��ɨ�����������, ���ϵı��λ���ֲ�ͬ�Ĺ���[12-14]�� �о����ɨ���²��ϵı������Զ��ڽ��ü�������ʵ�û�������Ҫ���塣 Ŀǰ�����ѺϽ�����еĶ�̬���̡� �������ܼ���֯��̬���ѺϽ���ι��̵�Ӱ�컹���б����� �ѺϽ��������������������ѧ���ܾ������伤����μ������ص�, �б�Ҫ������ι��̽���ȫ���о���
����������Ti-6Al-4V����Ϊʵ�����, �о����Բ�ͬ��������м���ɨ��ʱ�ѺϽ𱡰��������ι����Լ���������֯�� ��ѧ���ܵı仯, ����ʵ�������, ͬʱ�Զ��ɨ���µ������ǵĶ�̬�仯���̽����˼�������, Ϊ�Ż��ѺϽ���ι��ա� ��һ���о�����ɨ���µ��ѺϽ��������λ����ṩ����, ��Ϊ������μ���Ӧ�����ѺϽ���ϵ춨������
1 ʵ��
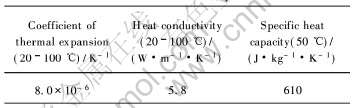
����Ti-6Al-4V�ѺϽ𱡰�Ϊʵ�����, �ߴ�Ϊ130mm��55mm��1mm, ԭʼ״̬Ϊ�����˻�̬, ��Ҫ�������������ڱ�1�� ��ԴΪ3kW��Ƶ����CO2��������
��1 Ti-6Al-4V�ѺϽ�����������ܲ���
Table 1 Thermal physical properties of Ti-6Al-4V alloy
ʵ��ϵͳʾ��ͼ��ͼ1��ʾ, �ѺϽ𱡰����ڲ���Ϊ45�Ÿֵĵװ���, �װ�ĵ���ϵ��Ϊ49.8W/(m����)���ҡ� ���ι����в��ü�������ʵʱ������ĵ�������, ����ʼ�մӰ��һ�����, �ظ�ɨ�衣 ����, �ѺϽ��ڽϵ͵��¶��¾���������е����͵�������Ӧ, 400��ʱ��ʼ����, 600��ʱ��ʼ����, ���ι����б����ڽϳ�һ�εĸ�����ʵ�б����� ���о��������Ϊ������, ����ͷͬ������Ӻ����ֽ��б�����
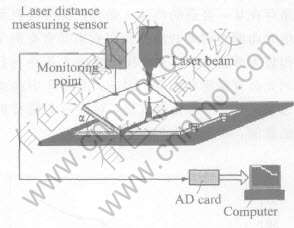
ͼ1 Ti-6Al-4V�ѺϽ�ļ������ϵͳ
Fig.1 Experimental system of laser bending of Ti-6Al-4V alloy
2 Ti-6Al-4V�������������
2.1 ������Բ����������Ե�Ӱ��
Ti-6Al-4V�ȵ��ʽϵ͡� ������ϵ����С, ǿ�ȸ�, �������ں�С�����ڻ���, ���²����ۻ�, ���Ҳ��ױ��Ρ� ��֤�ѺϽ���Խ�����Ч�����ֲ������±����ۻ��������뷶Χ�dz�����, ��ͬ�Ĺ��ֱ��, �������������Ҳ��ͬ�� ��ʵ��������, �����ֱ��Ϊ2mmʱ, ��Ϊ���ʵ��������ղ�����ΧΪ: ɨ���ٶ�0.5~1.0m/min�� ɨ�蹦��0.35~0.7kW; �����ֱ��(D)Ϊ5mmʱ, ��Ϊ���ʵ��������ղ�����ΧΪ: ɨ���ٶ�1.0~2.5m/min�� ɨ�蹦��1.0~2.0kW�� ������ѡ��ɨ�蹦�ʡ� ɨ���ٶȡ� ���ֱ���Ȳ���, ���ڵõ�����ij��ν��������Ҫ�����塣
�����������ij��ι���һ��, ��ɨ�����������, �ѺϽ��ĵ������ǽ��Ƴ����Ա仯(��ͼ2��ʾ)�� Ϊ�ۺϷ�����ͬ���ղ����µ���������ѺϽ���������Ե�Ӱ��, �����ۻ��������ĸ�� ������Ϊ��λ���Ȳ����ϵ�������, �ۻ�������EALE����Ϊ���ɨ����������ۼ�, ��EALE=N��P/v��ʾ�� ���ۺϷ�ӳ��ɨ�����N, �����P��ɨ���ٶ�v��Ӱ�졣
ͼ3��ʾΪ��ͬɨ�������, ��ͬ���ֱ�����ۻ����������������ǵĹ�ϵ�� ���Կ���, ���������ۻ�������֮����ڷ����Թ�ϵ, ��ͬ���ֱ��������, �����Ǿ��������ۻ�������������, ����������С�����Ʊ仯�� ͨ��, �ۻ��������ϵ�ʱ, �����¶Ƚϵ�, ��������, ����ýϴ�������; �ۻ�����������, ���ڱ�����˵���Ϻ�ȷ����¶��ݶȺ����״ﵽ����, Ҳ�����ڰ�ĵ������� ͨ���Ǵ���ijһ���ʵ�����������, ʹ�ò����¶ȼ���ȷ����¶��ݶȵ��ۺ�����Ч���dz������ڰ�Ļ�ýϴ�������, ��һ��ѵ�������������ɨ�輤��Ĺ��ֱ��������ء� ���, ��ͼ3�����߿��Կ���, ���ڲ�ͬ�Ĺ��ֱ��, ��Ӧһ����ѵ��ۻ�������ֵ, �ɻ�����������ǡ�
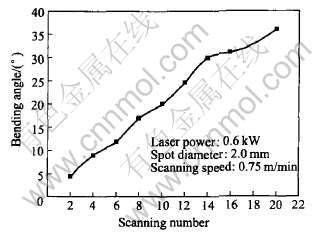
ͼ2 ɨ������������ǵĹ�ϵ
Fig.2 Relationship between scanning times and bending angle
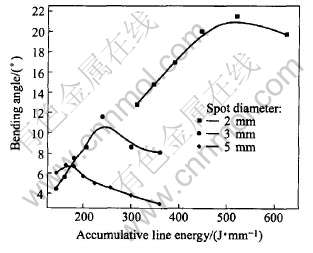
ͼ3 �ۻ��������������ǵĹ�ϵ
Fig.3 Relationship between accumulative line energy and bending angle
2.2 ���ɨ���������ǵĶ�̬�仯����
�����ذ���м�ֱ��ɨ��Ĺ�����, ��ߴ��ڲ�ͬ��λ��ʱ���ϵ�����״����ͬ, ��Χ���϶�ɨ�����ľ�������Ҳ��ͬ, ���, �ڹ�ߵ��ƶ�������, ��ĵ��������ʲ����ȱ仯��
ͼ4��ʾΪ���ֲ�ͬ��ʼ�����½��м���ɨ��, ���������������5�εļ�������ȴ�����ж�̬�仯���ɡ� ͼ4(a)��ʾΪԭʼĸ��״̬����������5��ɨ���õ�������, ͼ4(b)��ʾΪ����Ѿ���25��ɨ��, ������֯���ܷ����仯�Ҵ���һ��Ԥ��ǵ�״̬����������5��ɨ���õ������ǡ� ���������ڰ����Ϊ���ȹ���, �������뿪������»ص�����һ��ʱ��Ϊ��ȴ���̡� ���Կ���, ����ԭʼ���(ͼ4(a)), �����ڰ���м�ɨ��ļ��ȹ���, �����dz�������, �������뿪���, ������ɨ���������ȴ����, �����ǻ������ֲ��䡣 ����ľ������ɨ����ϴ���һ��Ԥ��ǶȺ�(ͼ4(b)), �����Ǽ��ȹ���, �ڼ����뿪��ĵ���ȴ������, ������Ҳ�����������ơ� ��������������, ���Ͼ�����μ��Ⱥ�, �ɻ�ø���������ǡ�
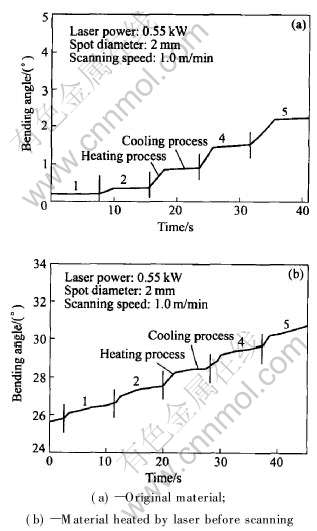
ͼ4 ��ͬ�����²��ϵĶ�̬��������
Fig.4 Bending dynamic behaviors of different material states
������һ�����Ӱ�����غܶ�, �����Ԥ��DZ仯��Ӱ����϶�ɨ�����ľ�������; ��μ��Ⱥ�ɨ�����������¶��ݶȼ�����������Ӱ���Լ�������֯���ܱ仯��Ӱ��ȵ�, Ŀǰ�����Ѹ���һ��ȷ�Ľ���, ���˽��ѺϽ��ĵ���һ��̬���ι���, �ԸĽ�����, ��߳���Ч���������кܴ������
3 ������ζ� Ti-6Al-4V�Ͻ���ѧ���ܵ�Ӱ��
3.1 ���������������֯
�ڼ�������ѺϽ������, ���ò�ͬ�����������ʽ, ��ɨ�����ĺ�����Ͽ��Եõ���ͬ�ķ�������������״, ͼ5��ʾΪ��ͬ�����������µ��������״�� ���ֱ����С���������С������, ���ϳ��κ����������С, �Ҽ����ڰ��ϵ��ϱ���(ͼ5(a)); ����������, ���ϳ��κ��������ȡ� ��������, �ڰ�����ϳʵ�������(ͼ5(b)); ���ýϴ���ֱ����������ʱ, ���κ���ϵ�������ᴩ�������, ������(ͼ5(c))��
ͼ6��ʾΪ��ͬ�����������µIJ�����֯״̬�� �����ۻ������������Ӳ��ϵ���֯�����仯, ���ۻ��������Ƚ�С�������, ���ϵ���֯û�����Ա仯(ͼ6(a)), �����ۻ���������һ�����Ӳ��ϵ���֯ת��Ϊ�����������, �����侧���ߴ��С(ͼ6(b))), ���ۻ����������ӵ�һ���̶�ʱ, ���ϵ���֯ת��Ϊ�ִ���������������֯(ͼ6(c)) �ҿ��Կ���, �ں�ȷ����ϲ��ϵ���֯�ֲ�������
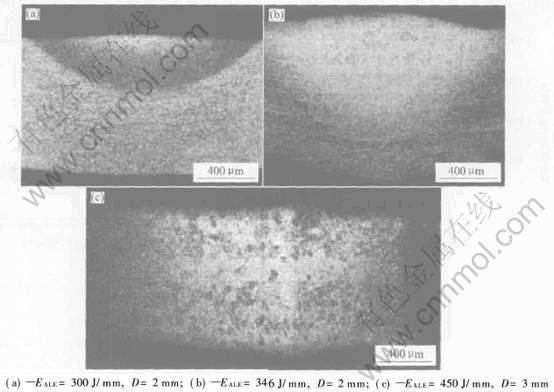
ͼ5 ��ͬ�����������µ��������״
Fig.5 Shapes of phase-change area in different heat inputs
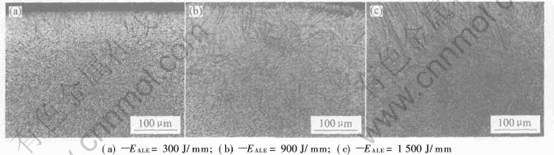
ͼ6 �ۻ�������������֯��Ӱ��
Fig.6 Influence of accumulative line energy on microstructure (spot diameter D=2mm)
��, �ϱ��������֯Ϊ�Ƚϴִ�İ��������������, �в�Ϊ�Ƚ�ϸС����״�����������, �ײ�Ϊ����ĵ����+����֯��
3.2 ������ѧ���ܱ仯
�ڼ�����ȵĹ�����, �������ܷ����˱仯, �����ֱ仯��������Ӱ�켤����ι��̡� Ϊ�˻�ü�����ι����в������ܸı�Լ�����ε�Ӱ��, �б�Ҫ֪��������ι�����, ���ϼ����������ѧ���ܱ仯���ɡ� ���о��������и�ķ���, ������ɨ�������ڵIJ�������ɨ�跽����ȡ, ������ѧ���ܲ��ԡ� ͼ7��ʾΪ�ۻ��������Բ��Ͽ���ǿ�ȼ������ʵ�Ӱ����ɡ� ���Կ���, ����������Ⱥ�, ���ϵ�ǿ�ȵõ����, ���ۻ�������������, �ѺϽ�Ŀ���ǿ�ȳ���������С�����Ʊ仯, ������֯ת��õ��������������֯�� �����������ڱ����������ܷ�, �־��м��ߵ�λ���ܶ�ʹ����ǿ�Ⱥܸ�, �����֯ǿ������߽�ͷ��ǿ��, ��ɨ��ĺ��������ھ����ߴ���, �Խ�ͷǿ�Ȳ���һ��Ӱ��, ���²���ǿ���½��� ����ɨ������ǿ��ȡ������֯ת���뾧���ߴ��ۺ�Ӱ��Ľ���� ��ͼ�п��Կ���, ���ۻ�������������, �����ʳ���������½�����, ��ĸ������������͡�
ͼ8��ʾΪ������Ⱥ���ϵ�Ӳ�ȱ仯����, ���Կ���, ������Ⱥ�, ɨ������Ӳ, ��ɨ���������, ���ϵ�Ӳ��ֵ��������С, ����Ӳ���Ը���ĸ��, ����ں�ȷ�����, ���ϵ�Ӳ��ֵ�ӱ��浽�����dzʼ�С���ơ� �����ڼ�����ɨ���, ǿ�ȡ� Ӳ�����, �������½�, ��Ҫ�����ڼ��ȹ������γ��˴�Ӳ�������嵼�¡�
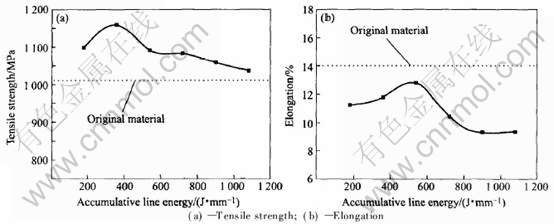
ͼ7 ������ζԲ�������ǿ���������ʵ�Ӱ��
Fig.7 Influence of laser bending on tensile strength and elongation of heated material
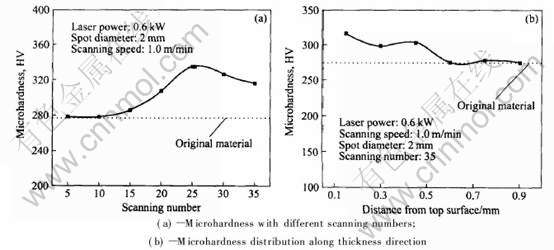
ͼ8 ������ζԲ���Ӳ�ȵ�Ӱ��
Fig.8 Influence of laser bending on material microhardness
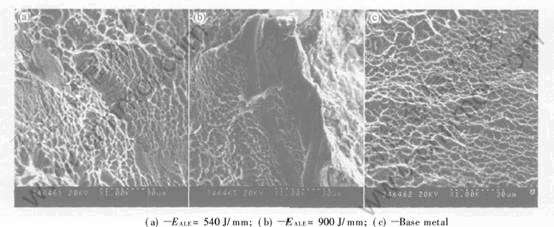
ͼ9 ��ͬ�ۻ��������¼�����ȺϽ�ĸ�ĵ�����Ͽ���ò
Fig.9 Fracture texture of base metal and heated material with different accumulative line energies
Ϊ�˽�һ�������ѺϽ��ļ�����κ����Եı仯����, �ֶ�����������ĸ�����˶Ͽڷ���, �����ͼ9��ʾ�� ���ۻ�������Ϊ540J/mmʱ, �����������Ͽ���ò������: ������Ҫ�ɴ�С���������Ѻ������ĺ����������(ͼ9(a)), �������ѺͲ��ֽ����Ͷ���; ���ۻ����������ӵ�900J/mmʱ, ���Ѽ��ٶ������˽ϴ�ĺ�������(ͼ9(b)), ˵������������ռ�ı�������, ���ϵ����Խ��͡� ��ͼ9(c)���Կ���, ĸ�ĵ����������Ͽ���ò�ǵ��͵������Ͷ���, �Ͽڱ�������������, ����һ�����ѳߴ��Դ�, ����СһЩ�����ѷֿ�, С����Լռ�Ͽڱ����80%��
�����������, �ѺϽ��ľ���������κ����Խ���, �����ۻ������������������Ͽ���ò����������Ӱ��, �����ۻ�������������, ���������Ͽ���ò�����ɾ��ȷֲ����������С�����ȵ����Ѻͺ������������ת�䡣
4 ����
1) ����ɨ�������, �ѺϽ��ĵ���������ɨ����������Ӷ�����; �볣��������, Ti-6Al-4V�Ͻ���Ͻ�����Ч�ı����Ҳ����ۻ���������������Ϊ�ϸ�; �ۻ���������������֮����ڷ����Թ�ϵ, ��ͬ���ֱ����, ������һ�����ŵ��ۻ�������ֵ, �ɻ�ýϴ������Ч�ʡ�
2) ��ԭʼ������, ������μ���ɨ����Ⱥ�Ti-6Al-4V����, �ڳ��ι����а������Ч������, �����������°�ĵĶ�̬�������Դ������Բ���: ԭʼ��Ľ��ڼ�����ȹ���������������, ����μ��Ⱥ�İ���ڼ����������ȴ�����о��������������������
3) Ti-6Al-4V�Ͻ���κ����֯Ϊ��������, ���������״����ֱ���й�, �ߴ��������������������; ����������ϴ�������, ���������֯���ֲַ�����: �ϱ���λ�ִ����������, �м��ΪϸС����������, �ײ�Ϊ����ĵ����+����֯��
4) ����������ɨ���, ɨ�������ϵĿ���ǿ����Ӳ������, ���Խ��͡� �����ۻ�������������, ���������Ͽ���ò�����ɾ��ȷֲ����������С�����ȵ����Ѻͺ������������ת�䡣
REFERENCES
[1]Namba Y. Laser forming in space[A]. Proceeding of International Congress on Lasers 85[C]. USA: STS Press, 1986. 403-407.
[2]Hsiao Y C. Finite element modeling of laser forming[A]. The laser Materials Proceeding of Conference(ICALEO ��97)[C]. San Diego: 1997. 31-40.
[3]Chan K C, Liang J. Thermal expansion and deformation behavior of aluminum-matrix composites in laser forming[J]. Composites Science and Technology, 2001, 61(9): 1265-1270.
[4]Merklin M, Hennige T, Gerger M. Laser forming of aluminum and aluminum alloys-microstructureal investigation[J]. Journal of Materials Processing Technology, 2001, (115): 159-165.
[5]CHEN Dun-jun, WU Shi-chun. Study on laser bending of titanium alloys sheets[J]. Acta Aeronautica et Astronaurtica Sinica, 2001, 22(2): 187-189.
[6]LIU Shun-hong, HU Qian-wu. Investigation on microstructure and property of laser bent Ti-7Al-2Zr-2Mo-2V[J]. Chinese Journal of Lasers, 2002, 29(11): 1049-1053.
[7]CHEN Dun-jun, XIANG Yi-bin, WU Shi-dun. Curved laser bending of titanium alloy sheets and effects of heat radiation on its microstructure and property[J]. Acta Metallurgica Sinica, 2001, 37(6): 643-646.
[8]Magee J, Sidhu J, Coole R L. A prototype laser forming system[J]. Optics and laser in Engineering, 2000, 33(4): 339-353.
[9]Marya M, Edwards G R. A study on the laser forming of near-alpha and metastable beta titanium alloy sheets[J]. Journal of Materials processing Technology, 2001, 108(3): 376-383.
[10]Marya M, Edwards G R. An analytical model for the optimization of the laser bending of titanium Ti-6Al-2Sn-4Zr-2Mo[J]. Journal of Material Processing Technology, 2002, 124(3): 337-344.
[11]Chen D J, Wu S C, Li M Q. Studies on laser forming of Ti-6Al-4V alloy sheet[J]. Journal of Materials Processing Technology, 2004, 152(1): 62-65.
[12]Thomas. Development of irradiation strategies for 3D-laser forming[J]. Journal of Materials Processing Technology, 2000, 103(1): 102-108.
[13]Geiger M. Rapid prototyping in profile forming by means of laser-induced thermal stresses[A]. Laser Assisted Net Shape Engineering Proceedings[C]. Meisenbach Bamberg, 1994. 249-261.
[14]Thomson G, Pridham M. Material property changes associated with laser forming[J]. Journal of Materials Processing Technology, 2001, 118(1): 40-44.
(�༭�°���)
�ո�����: 2004-11-02; ������: 2005-03-16
�����: ����Ⱥ(1970- ), Ů, ������.
ͨѶ����: ����Ⱥ, �绰: 0451-86415374; ����: 0451-86418645; E-mail: liliqun@hit.edu.cn
