
���±��: 1004-0609(2006)06-0970-06
���̬A356�Ͻ�������͵ļ�����
̷����1, 2, ������1, ������2, ������2, ��Ӣ��2
(1. ������ͨ��ѧ ��е����ӿ��ƹ���ѧԺ, ���� 100044;
2. �ӱ��Ƽ���ѧ ���Ͽ�ѧ�빤��ѧԺ, ʯ��ׯ 050054)
ժ Ҫ��
ͨ�����̬�Ͻ�������ͻ�������, �Ƶ������Զ���������̬A356���Ͻ���Բ����������ͼ����ȵ���ѧģ��, ��ģ�Ͱ����˹��ղ����Ͱ��̬A356�Ͻ���������ԡ� ���ü�Ӽ�ѹ���찢���������������ķ����Ը���ѧģ�ͽ�����ʵ����֤, ʵ��������: ���ۼ���ֵ��ʵ��ⶨֵ֮������ƫ��С��8%; ����ѧģ�Ϳ��Զ����������㹤�����ضԳ���������Ӱ��, ����Ԥ����ͼ�����, ����̬�Ͻ�������ι�����ƺ�ģ����ƶ��вο���ֵ�� ʵ������ۼ��㻹����, ����ѹ���ͳ����ٶ���Ӱ����̬�Ͻ����������������Ҫ����, ��߳���ѹ���� һ������ѹ�����ʵ���С�����ٶȶ�������߳���������
�ؼ���: ���̬A356�Ͻ�; Բ��; ��������; ���ۼ���; ������ ��ͼ�����: TG146.4
���ױ�ʶ��: A
Limiting length of semi-solid A356 alloy rheological filling
TAN Jian-bo1 , 2, XING Shu-ming1, LI Li-xin2, LI Zeng-min2, WANG Ying-jie2
(1. School of Mechanical and Electronic Control Engineering,
Beijing Jiaotong University, Beijing 100044, China;
2. School of Material Science and Engineering,
Hebei University of Science and Technology, Shijiazhuang 050054, China)
Abstract: A mathematical model, which can be used to quantitatively calculate the limiting length of semi-solid A356 alloy rheological filling in round pipe, was deduced by analyzing the mechanics of semi-solid alloy rheological filling. This model includes the processing parameters and self-character of semi-solid A356 alloy. The mathematical model was verified in experiment with the method of indirect squeeze cast Archimedean spiral proof sample. And the experimental results show that the maximum deviation between the theoretical value and measured value is less than 8%. This model can be used for quantitative analysis and estimating effects of the craft factors on the filling ability, and can also predict the maximum filling length. It has the important reference value to design the semi-solid alloy rheoforming technology and mould. The results of experiment and theoretical calculation also indicate that the filling pressure and filling velocity are two major factors that affect the filling ability, and both increasing filling pressure and decreasing properly filling velocity can increase the filling ability.
Key words: semi-solid A356 alloy; round pipe; filling ability; theoretical calculation; limiting length
���̬�Ͻ�������ξ��гɱ��͡� ���̶̵��ŵ�, �������Ѿ���Ϊ���̬���μ����������������[1-5]�� ���̬A356�Ͻ�������õ�������, �����������Զ���紿Һ̬�Ͻ�[6], �������ֽ���������ȱ�ݡ� �����һ����, �ź�Ӣ��������������������۷�������˰��̬�Ͻ�����������������۹��㹫ʽ[6], ����, ������㹫ʽ������������ʵ������IJ�Ŭ������, ���̬�Ͻ���������Կ��Dz���, ���Թ��������13%���ҡ� ������[7]���ñ�ֱ���Ķ��ģ���о��˰��̬�Ͻ���ѹ�������µij�������, ����˳��ͳ��ȵ����ۼ��㹫ʽ, �ù�ʽ����Թ�������ϸߵİ��̬���Ͻ��еġ� ֱ��������ν�ϰ��̬�Ͻ����������ȷ������������������ͳ�������һ��ֵ���о������⡣ �����������̬A356�Ͻ���Բ���г���Ϊ��, ���ʵ�ʳ������б���ճ�����б����ʡ� �¶��йص���������, ����������ͼ����Ƚ������о�, ��ͨ�����̬��Ӽ�ѹ����ʵ���������֤��
1 ���̬�Ͻ�������ͻ���
���̬�Ͻ��Ǻ��з�֦������Ĺ�Һ�����, ���, ������̼Ȳ�ͬ��Һ̬������ţ���������������, Ҳ��ͬ�ڹ�̬���Գ����е����Ա���, ���Ǽ���ճ���������Եķ�ţ��������������[8]�� ���ܰ��̬�Ͻ���������Ժܸ���, ��û�й��ϵ�ͳһ������ģ����������������Ϊ, ��������ģ�������ٰ���һ���ٽ���Ӧ���Ǹ���ʶ[9], �ҳ�������ʱ�����Ӧ�����б����ʳʷ����Թ�ϵ����Ϊ�����������������[8, 10]�� Ϊ�˿��Լٶ����̬�Ͻ������ģ��Ϊʥά�����=��c[8]��������![]() �IJ���, ��
�IJ���, ��![]() ��
��
![]()
ʽ�� ��0Ϊ�����ճ��, ��[AK�á�]=0ʱ�������ߵ�б��; ��aΪ����ճ��, ![]() ��
��
���̬�Ͻ���Բ�������������ͼ1��ʾ�� ���������ʥά����ͼ�������, ���Ͻ��ϵ�ѹ����Բ�ܱ��ϲ�������Ӧ��С���ٽ���Ӧ��ʱ, �Ͻ�����, �����ٽ���Ӧ����cʱ, ������r��R���Ͻ��е���Ӧ����С��Բ�ܱ��ϵ���Ӧ����c, ��ʱ�����Ͻ������ͬ����һ����Բ���������� ��ѹ����r=r0����Բ�����ϲ�������Ӧ��Ϊ��cʱ, ��r0��R��Բ����, �Ͻ������������, ����r0��R��Բ����û����Ի���, ���ڸ��㶼����ͬ�ٶ���Բ���ڳ��͡�

ͼ1 ���̬�Ͻ���Բ�����������ʾ��ͼ
Fig.1 Sketch map of semi-solid alloy rheological filling in round pipe
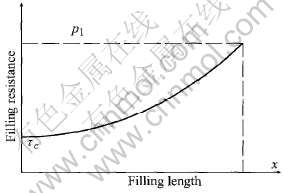
ͼ2 ������������ͳ��ȵĹ�ϵ
Fig.2 Relation between filling resistance and filling length
���̬�Ͻ������������ͳ��ȵĹ�ϵ��ͼ2��ʾ�� p1Ϊ�Ͻ���Բ����ڴ���ʵ��ѹ��, Բ����ڴ���x=0ʱ, �������������ٽ���Ӧ����c, ���ų��ͳ��ȵ�����, �Ͻ��¶Ȳ��Ͻ���, ����ճ�Ȳ�������, �ٽ���Ӧ����������, ������������������, �����������������ѹ��p1ʱ, ֹͣ����, ��ʱ�ij��ͳ��ȼ�Ϊ���̬�Ͻ���Բ����������͵ļ����ȡ�
2 Բ���ڳ��������ļ���
���ڰ��̬�Ͻ�����ţ������, ��ͨ���ӹ�������, �����ճ�ȱȽϸ�, �Ҽ������ʱȽϸ�, ���������������Ϊ��������[9]�� Ϊ������������Բ���еij��ͻ���(ͼ1), �����¼���: 1) �ڳ����ϳ�������̬��; 2) û�о����������ٶȷ���; 3) ��������; 4) Բ������; 5) �����¶Ⱦ���, �Ͻ��¶Ƚ�������仯; 6) �������ճ�Ȧ�a���ٽ���Ӧ����c����, ��������仯��
��Բ�ܰ뾶ΪR, ��������ϵ����������Ϊ
![]()
����ţ��������Բ������x������״̬���̦�=��c+��a[SX(]dv[]dr[SX)]����ʽ(2), �ɵ�����Բ���ڲ�������ʱ����Q�ı���ʽΪ[8, 10]:
![]()
����Բ���ڲ������������Ա�ʾΪ
![]()
��ʽ(3)��(4)��ð��̬�Ͻ���Բ���ڵ�λ�����ϵij�������(��ѹǿ��)�ı���ʽΪ

3 Բ����������ͼ�����
���ڰ��̬�Ͻ��ճ�����¶Ƚ��Ͷ�����, һ�������ʽ��ʾ[10]

���̬�Ͻ�Ĺ�������Ҫ���¶Ȳ���������, A356�Ͻ��¶�t-������fs��ϵ�IJ��ȷ����������1[11]��
��1 A356�Ͻ��¶�-�����ʹ�ϵ�IJ��ȷ������
Table 1 Differential thermal analysis of relation between temperature and
solid fraction of A356 alloy

�Ա�1���ݻع鼰������ϵó�fs-t��ϵʽΪ
fs=13.002-0.0215t(7)
R=0.956188; F=85.34494>F0.01(1, 8)=11.259
��ʽ(7)����ʽ(6)��
��a=A exp[B(13.002-0.0215t)](8)
����һ���¶ȵĺϽ���Բ���ڳ���ʱ, �������������غ�ԭ���г������ַ���, ��������Ͻ��ڳ��������¶�����ͳ��ȵı���ʽ[12]
![]()
ʽ�� tΪ����ʱ�̺Ͻ���¶�; t1Ϊ��ڴ��Ͻ���¶�; t0Ϊģ���¶�;  Ϊ�Ͻ�������е�ƽ���ٶ�; ��Ϊ�Ͻ�ĵ���ϵ��(�ֳ�����ɢ��); hiΪ�Ͻ������͵Ļ���ϵ��; ��Ϊ����ϵ��; AΪԲ�ܽ����; LΪԲ�ܵ��ܳ���
Ϊ�Ͻ�������е�ƽ���ٶ�; ��Ϊ�Ͻ�ĵ���ϵ��(�ֳ�����ɢ��); hiΪ�Ͻ������͵Ļ���ϵ��; ��Ϊ����ϵ��; AΪԲ�ܽ����; LΪԲ�ܵ��ܳ���
����ʽ(9)��ʽ�Ƚϸ���, Ϊ��ģ��, ��ʽ(9)���з�������, ��A 356�Ͻ�����Բ���[13]: cp=871J/(kg����), ��=2.56��103 kg/m3, ��=192W/(m����)��������ز���[14]: hi=450J/(m2��s����), A=5.02��10-5 m2, L=2.6��10-2 m,  =0.8m/s����ʽ(9)�����
=0.8m/s����ʽ(9)�����![]() ��ʽ(9)�ɼ�Ϊ
��ʽ(9)�ɼ�Ϊ
![]()
��t1=700��, t0=300�����ʽ(10), ����xȡֵ, �ɵ��¶�t����ͳ���x�Ĺ�ϵ, ����2��
��2 �¶�����ͳ��ȵĹ�ϵ
Table 2 Relation between temperature and filling length

�Ա�2���ݻع鼰������Ͽɵ�t-x�Ĺ�ϵʽ
t=-47.4x+700(11)
��R=0.999351,
F=13866.6>F0.01(1, 9)=10.562
�����㷢��, ���̬A356�Ͻ��ڳ��������¶�t����ͳ���xҲΪ���Թ�ϵ�� ���, ���Լ������¶�����ͳ��ȹ�ϵΪ
t=kx+t1(12)
ʽ�� kΪ��λ���ȷ�����¶��ݶȡ� ���ڸ�����ģ�߲��Ϻ�Ԥ���¶�, ��һ������, ������ֵ����ͨ��ʵ��ⶨ�� ��ʽ(8)��(12)����ʽ(5)������ð��̬A356�Ͻ��س��ͳ��ȷ����ϵij�������(��ѹ����)�ı���ʽΪ

��ʽ(13)������, ������߽�����: x=0, p=��c; x=xmax, p=p1������ɵð��̬A356�Ͻ���Բ����������ͼ�����xmax�ı���ʽΪ

��fs0=13.002-0.0215t1, fs0Ϊ���̬�Ͻ���Բ����ڴ��Ĺ�������� ����r0��R��![]() , ���, ȡ
, ���, ȡ![]() , ��
, ��![]() , CΪ��Բ����״�ߴ硢 ���̬�Ͻ���Բ����ڴ����ٽ���Ӧ����С�йص���, ��ʽ(14a)�ɼ�Ϊ
, CΪ��Բ����״�ߴ硢 ���̬�Ͻ���Բ����ڴ����ٽ���Ӧ����С�йص���, ��ʽ(14a)�ɼ�Ϊ

ʽ(14b)��ʽ�ұߵ�һ��Ϊʽ(7)����ϵ��֮��, ����ij�ֺϽ��dz���, ��; �ڶ���Ϊ�Ͻ���Բ����ڴ����¶�, ��; ������Ϊһϵ��, ��; �������DZ�ʾԲ����ڴ����̬�Ͻ����ճ�ȴ�С��һ����ֵ, ������; ������������̬�Ͻ��������ԡ� Բ����ڴ�ѹ�����ٶȴ�С�� Բ�ܳߴ��йص���, ������, k��0��
��ʽ(14b)�ɵó����½��ۡ�
1)��ģ�߲��Ϻ�Ԥ���¶��йص��ۺ�ϵ��k�Գ��ͼ����ȵ�Ӱ��ϴ�, ģ�߲��ϵ�������Խǿ�� ģ��Ԥ���¶�Խ��, k����ֵ��Խ��, ���ͼ�������ֵ��ԽС��
2) ����ţ������, r0=0, ��a=��, ʽ(3)��Ϊ
![]()
ʽ(15)��Ϊ����-����Ҷ���̡� ���, ��ʽ(14b)���Ƶ������к�����ţ������, ţ���������һ������, ֻ�������ͼ����ȼ���ʽ�ı�����ʽ����һЩ�����ѡ�
3) Ӱ����ͼ����ȵ������dz���ѹ���� �����ٶȡ� �Ͻ����Լ��Ͻ���Բ����ڴ��¶ȵȷ��档 ����k��0, �����������Ϊ��ֵ, ���ͼ����������ѹ������������ϵ, ������ٶȳʼ�������ϵ; ��һ�����ź�Ӣ[6]��������������������۷��������Һ̬�Ͻ�����������������۹��㹫ʽ��һ�µġ� ��ڴ�ѹ��һ��ʱ, ��ʽ(5)���Կ���, �����ٶ�Խ��, ѹ����ҲԽ�� ����, �����ٶ�Խ��, �Ͻ�֮���ճ����Խ��, ����ʱĦ������Ҳ��Խ��, ���ҺϽ����ʱ���������Ӿ�, �������ٶȵ�����, �ڳ��ͷ���ķ��ߺ����߷����Ͼ�����Ӧ������, ���³�����������
4) �����ͳ�����Բ��ֱ�������������
5) ʽ(14b)��ʹ�÷�ΧΪp1>��c��
4 ��֤������
Ϊ����֤��������ģ�͵�ȷ��, ����������A356���Ͻ�Ϊ�о�����, ���ð��̬��Ӽ�ѹ���찢��������������, �����豸Ϊ��ģ��2000kN�� ������630kN�� �������ٶ�400mm/s�İ��̬ģ�ͻ�, ģ���¶�300��, ��ʼ��ѹʱ��8s�� ������������ѹ����ʾ��ͼ��ͼ3, ��ѹ�����������������ͼ4��ʾ��

ͼ3 ������������ѹ����ʾ��ͼ
Fig.3 Schematic diagram of spiral sample in squeeze casting process

ͼ4 ��ѹ���������������
Fig.4 Spiral sample in squeeze casting process
�����ղ��������ͳ��ȼ���3, ����ģ�ͼ���IJ�����ֵ[7, 15]����4, kֵ��ʵ��ⶨ, A�� B��ֵ������[15]�б���ճ������������ϵͼ�ع�õ��� ����ʽ(14b)����õ��˱�5�е����ۼ�����ͳ���, ���Լ����ͳ��ȵ�ʵ��ֵ�����ۼ���ֵ�����˱Ƚϡ� ��һ�������ٶ���, ����ѹ���Գ��ͳ��ȵ�Ӱ����ͼ5��ʾ��
��3 �����ղ��������ͳ���
Table 3 Filling process parameters and filling length

��4 ����ģ�ͼ���IJ�����ֵ
Table 4 Parameters for calculation of model

�ɱ�5��ͼ5�����Կ���, ���̬�Ͻ��������ʵ���������ۼ�������������ƫ��ֻ��8%�� ������Щƫ���ԭ���Ƕ���, �����ۼ�����, ��������������Ϊֱ�ܼ���, ����������ǻ�еľֲ�������ʧ, ���������¶�����ͳ��ȳ����Թ�ϵ�ļ��衢 ʵ�����źŲɼ��봫�����ʱ�ԡ� ģ�ߵ�Ԥ���¶Ⱥ���ͿͿ�ϵľ����Եȶ���Ӱ�����ۼ��㳤�Ⱥ�ʵ�鳤�ȵ�һ���ԡ� ��ʹ��ʵ�����ݿ�����ֵ, ���ۼ������8%��ƫ���ڹ�������Ȼ�ǿ��Խ��ܵġ� �ر��Ƕ���ȷ������̬�Ͻ���������и����ضԳ���������Ӱ����ɾ�����ʵ���塣
��5 ���ͼ����ȵ�ʵ��ֵ�����ۼ���ֵ�Ƚ�
Table 5 Comparison between experimental value and theoretical calculation value of the maximum filling length


ͼ5 һ�������ٶ��³���ѹ���Գ��ͳ��ȵ�Ӱ��
Fig.5 Effect of filling length for filling pressure by all means filling speed
5 ����
1) ���۷�����ʵ�鶼֤��, ����ѹ���ͳ����ٶ���Ӱ����̬�Ͻ����������������Ҫ����, ��߳���ѹ���� һ������ѹ�����ʵ���С�����ٶȶ�������߳���������
2) ���̬A356�Ͻ���Բ���ڵij��ͼ����ȿ���ʽ(14b)�������ۼ���, ����ֵ��ʵ�ʲ���ֵ�Ƚ�, ������ƫ��С��8%��
REFERENCES
[1]Shibata R, Kaneuchi T, Soda T, et al. New semi-liquid metal casting process[A].Kirkwood D H, Kapranos P. Proceedings of the 4th S2P[C]. England: The University of Sheffield, 1996. 296-300.
[2]Ji S, Fan Z, Bevis M J. Semi-solid processing of engineering alloys by a twin-screw rheomolding process[J]. Mater Sci Eng A, 2001, 299A: 210-217.
[3]Idra Y J. Prince rheocasting and squeeze casting technology[J]. Die Casting Engineer, 2002(4): 20-23.
[4]Chen J Y, Fan Z. Modelling of rheological behaviour of semi-solid metal slurry part 3-transient state materials behaviour[J]. Materials Science and Technology, 2002, 18(3): 250-257.
[5]Fan Z, Chen J Y. Modelling of rheological behaviour of semi-solid metal slurry part 4-effects of particle materials morphology[J]. Materials Science and Technology, 2002, 18(3): 258-267.
[6]�ź�Ӣ. ���̬�Ͻ���������о�[D]. ����: ������ͨ��ѧ, 2005. 3.
ZHANG Hai-ying. Mold Filling Ability of Semisolid Alloy[D]. Beijing: Beijing Jiaotong University, 2005. 3.
[7]XING Shu-ming, ZHANG Li-zhong. Mold-filling ability of semisolid alloy[J]. Journal of University of Science and Technology Beijing, 2002, 9(4): 253-257.
[8]�ְ���. ��������ѧ[M]. ������: ��������ҵ��ѧ������, 1991.
LIN Bai-nian. Foundry Rheology[M]. Harbin: Harbin Institute of Technology Press, 1991.
[9]Sigworth G K. Rheological properties of metal alloys in the semi-solid state[J]. Canadian Metallurgical Quarterly, 1996, 35(2): 101-122.
[10]Ԭ��ε. ������ѧ[M]. ����: ��ѧ������, 1986. 9.
YUAN Long-wei. Rheological Mechanics[M]. Beijing: Science Press, 1986. 9.
[11]�ƾ���. ���̬A356���Ͻ�������Ϊ�о�[D]. ����: �廪��ѧ, 2000.
TANG Jing-lin. Study on Rheological Behavior of Semi-solid A356 Aluminum Alloys[D]. Beijing: Tsing Hua University, 2000.
[12]������, ����, �����. �Ͻ�������������۷���[J]. ����, 1994(6): 1-6.
WANG Chun-sheng, TIAN Li, LI Guang-xi. Theoretical analysis of filling ability for alloy[J]. Foundry, 1994(6): 1-6.
[13]������. ����ѧ[M]. ����: �������������, 1980.
YANG Shi-ming. Heat Transfer Science[M]. Beijing: People��s Education Press, 1980.
[14]������. ��������ԭ��[M]. ����: ��е��ҵ������, 2000.
HU Han-qi. Solidification Theory of Metal[M]. Beijing: China Machine Industry Press, 2000.
[15]ë����. ���̬�������μ���[M]. ����: ��е��ҵ������, 2004.
MAO Wei-min. Semi-solid Metal Forming[M]. Beijing: China Machine Industry Press, 2004.
������Ŀ: �ӱ�ʡ����������������Ŀ(2003217); ������ͨ��ѧ���л���ʮ�塱�ش�������Ŀ(230-12)
�ո�����: 2005-10-27; ������: 2006-02-06
ͨѶ����: ̷����, �绰: 0311-87061863; E-mail: tanjian1998@163.com
[6]�ź�Ӣ. ���̬�Ͻ���������о�[D]. ����: ������ͨ��ѧ, 2005. 3.
[8]�ְ���. ��������ѧ[M]. ������: ��������ҵ��ѧ������, 1991.
[10]Ԭ��ε. ������ѧ[M]. ����: ��ѧ������, 1986. 9.
[11]�ƾ���. ���̬A356���Ͻ�������Ϊ�о�[D]. ����: �廪��ѧ, 2000.
[12]������, ����, �����. �Ͻ�������������۷���[J]. ����, 1994(6): 1-6.
[13]������. ����ѧ[M]. ����: �������������, 1980.
