
���±�ţ�1004-0609(2016)-01-0197-07
пұ���н���п��ԭ���������붯��ѧ
�� ��1, 2����С��1, 3���Ž�ǿ1���� ��1����ԯ��1
(1. ���ϴ�ѧ ұ���뻷��ѧԺ����ɳ 410083��
2. ���ϳ���ѧԺ �������湤��ѧԺ������ 413000��
3. ���ϴ�ѧ �����ؽ�����Ⱦ���ι��̼����о����ģ���ɳ 410083)
ժ Ҫ��
��пұ���н���Ϊ�о������о��н����Ļ�ѧ�ɷּ�п�Ĵ�����̬��п��Ҫ������п��ʽ���ڡ�����SO2����ԭ�����о��¶ȡ���ʼ����Ũ�ȡ����������ѹ��п����Ч�ʵ�Ӱ�죬�������н�����п��ԭ������Ӧ���Ƽ�����ѧ�����������H+��п��ԭ������������ؼ����ã�п��ԭ������Ӧ���Ϊ31.67 kJ/mol��Ϊ��ѧ��Ӧ���ƣ�SO2����ԭ��ʱ����Ӧʱ�䡢Һ�̱ȼ���ʼ��Ⱦ�������͡���Ӧ��ѹ�����������ʼ����Ũ��80 g/L���¶�95 �桢Һ�̱�(L/S) 10 mL/g�����������ѹ200 kPa����Ӧʱ��120 min���ù��������£��н�����п�����ʴ�99%���ϡ�XRD��ICP�����������н���������п�ֽ⣬��п�ڸ÷�Ӧ������δ��ȫ��������ԭ����������Ҫ��ѧ�ɷ�ΪǦ��п����Ҫ����ΪPbSO4��ZnS��
�ؼ��ʣ�
�н�������ԭ��������������������ѧ��
��ͼ����ţ�TF813���� ���ױ�־�룺A
��Ǧп��ѡ������п���ɷ�һ��Ϊп50%���ң���30%���ң���5%~14%������������Ǧ���ӡ�ͭ������ϡ�н�������п������п������ʪ���ͻ�Ŀǰ�����ڻ����������ܺĵ�ԭ����п��������ͣ��״̬��ʪ����п�õ����Ϸ�չ��Ŀǰ�������е���п���������ʪ��[1-2]��
ʪ��ұ������Ҫ��������-�н�-�������-���¸������-����-����ȹ���[3]��п�����ղ�����п��ɰ�����Խ��������ƽ����յ�pHΪ 5.2~5.4��ʹ�����顢��Ƚ���ˮ������������������£��¶�55~60 �棬ʱ��60 min���ң�Һ�̱�9:1~13:1����������ܽ�������в��������п��������1~2�����Խ����������������¶�60~75 �棬ʱ��120~150 min���ң�Һ�̱�7:1~9:1��п��ɰ�д�����п�ܽ�[1-3]������п�����к���5%~14%�����չ����в���п���ɱ���ת��Ϊ����п������п���м⾧ʯ�ṹ���ṹ�ȶ����н�����������п�����ܽ⡣�������-�Ƽ����������������Ը��¸����ܽ��н���������п������������﷽����ȥ��Һ���������ú�п��Һ���ر��ս���ϵͳ����������п���˷�п�����ʸߣ���������п�����ۺ����á���־����[4]�о��н������¸����������ѧ����������������¶�95 �����ϣ��յ����40~60 g/L��ʱ��3~4 h��п�����ʿɴ�95%����[5-8]�����˷���Ӧ�������̣���������Ӧʱ�䳤���ܺĴ�
Ŀǰ��һЩ���ܿ����ǿ�����������õ�������϶��о�[9-12]��SENANAYAKE��[13]�о��˻�е���������п��Ӱ�죬��е���ǿ���������εĽ���Ч��������Ӧʱ�䡢������Խϴ���Ϊп�����սθ���������������ǿ��ԭ�ԣ��ɽ�Fe(��)��ԭΪFe(��)���Ӷ��ƻ�����п�ȶ�����������ṹ���ﵽп��Ч��ԭ����Ŀ�ġ����������Զ�������Ϊ��ԭ�����о���������ԭ�ֽ�����п��Ӧ���ơ��¶ȡ���ʼ��Ũ�ȼ����������ѹ���н�����п����Ч�ʵ�Ӱ�죬��ʾп��ԭ������Ӧ����ѧ������
1 ʵ��
1.1 ʵ��ԭ��
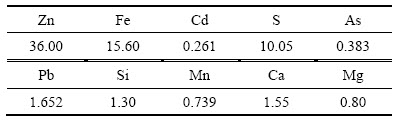
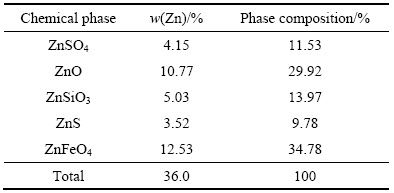
������п��ɰ�н���ȡ�Ժ��Ϻ���ijпұ������ԭ��105 ���ɺ���ĥ10 min������С��75 ��m���õ�ʵ���ÿ������������ȷ���(LS-POP(6))��ͼ1��ʾ�����ֿ���������30 ��m���¡��н�����ѧ�ɷּ�п��������ֱ����1��2��ʾ�����ݱ�1���н�����п���������ֱ�Ϊ36.0%��15.6%���ɱ�2��֪��п�����������п������п������п����п������п������п������пռ����ֱ�Ϊ29.92%��34.78%���н�����XRD����ͼ2��ʾ�����о�����ҪΪ����п������п��ˮ������п������Ǧ����������п������������Ϊ���ԡ�
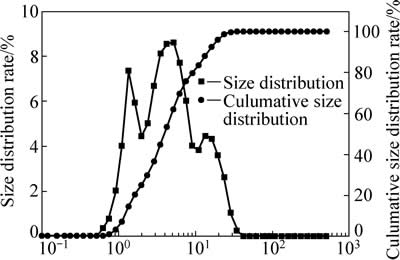
ͼ1 �н��������ֲ�ͼ
Fig. 1 Size distribution rate of zinc neutral leaching residue
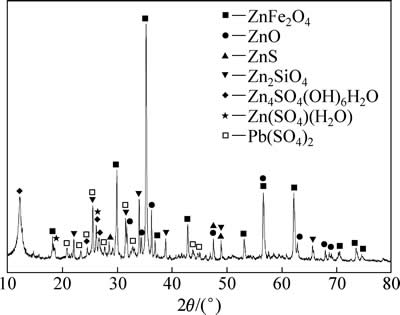
ͼ2 �н�����XRD��
Fig. 2 XRD pattern of zinc neutral leaching residue
1.2 ʵ�鼰�������
��Ҫʵ���豸�������У����ȷ�����(LS-POP(6)���麣ŷ����)��ǿ������ת��ѹ��Ӧ��(KCF-1L����������)�����ӷ�����ƽ(AUY220 ��METTLER TOLEDO Instr. LTD)����ĥ����(XZM-100���人̽���е������)��X����������(D/max2550VB+���ձ���ѧ���ϻ�������)��ɨ��羵(Nano SEM 230��FEI��˾����)��
1.3 ʵ�鷽��
��ȡһ�������Ʊ��õ�ԭ����Ʒ������һ��Ũ�����ᣬ�ܷ��ѹ����ͨ���������������һ��ѹ�����������趨�¶ȣ���Ӧһ��ʱ�����ȴ��ѹ����25�棬������ȡ����Ӧ�������ˣ��ֱ��ռ���Һ����������Һ���ݺ������Һ��пŨ�ȡ������������ʶ��Է�����п�����ʲ�����ʽ(1)���㣺
 (1)
(1)
ʽ�У�GsΪԭ��������g��wsΪԭ����п����������%��VlΪ����Һ���������L����lΪ����Һп����Ũ�ȣ�g/L��
��1 пұ���н����Ļ�ѧ���
Table 1 Chemical composition of zinc neutral leaching residue
��2 пұ���н���п�������
Table 2 Phase composition of zinc in neutral leaching residue
2 ���������
2.1 �н���п�������Ʒ���
2.1.1 ����������н���п����Ч��Ӱ��
����������н�����п����Ч�ʵ�Ӱ���ͼ3����ͼ3��֪������������н�����п������Ӱ��ϴ���ϵͳ�������������ʱ����Ӧ2 h��п������Ϊ23.47%��п������Ҫ������Ϊ����п������п�ܽ⣻����ʼŨ��Ϊ80 g/L�������ʱ����Ӧ2 h��п������Ϊ65.9%����ҪΪ����п������п������п�ܽ⣻�����������������ϵ�У���Ӧ2h��п������Ϊ85.89%����ҪΪ����п������п������п����������п�ܽ⣻��Ӧ3 h��п������Ϊ87.84%������������ߡ���SO2����ʱ��п�����ʽϵ͡��������п�������������ӣ�˵��SO2��ԭ�ֽ�����п��Ҫһ������²��ܽ��С�
2.1.2 �н�����п������Ӧ���Ʒ���
�н���ԭ����30 min��60 min��ԭ�����O1s ��������ͼ4��ʾ��3����Ʒ��533.79 eV���й�ͬ�������壬���м䷴Ӧ������531.5 eV���������������壬˵���м������Oԭ�ӳ�����ԭ���в�ͬ�Ĵ�����̬������Ҫ�����ڡ�OH������O��H�����á�
���ͼ3��ʾ�Ľ�������Ǻϣ�֤�����ڻ�ԭ���������У�H+�ؼ����á�O��H�Ĵ���˵���ڸ��ٽ�������У�H+ȡ����Zn��O�е�пԭ�ӣ��Ӷ��γ�O-H����ˣ����ܷ�Ӧ������(2)~(6)��ʾ[14]��
SO2+H2O=H++HSO3�� (2)
ZnFe2O4(s)+H++HSO3��=ZnFe2O4H+��HSO3��(fast equilibration) (3)
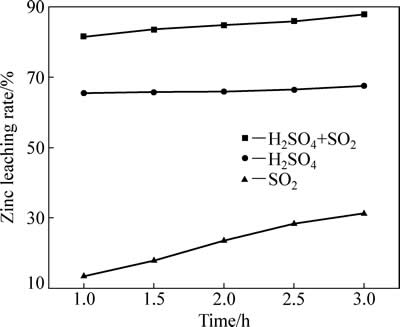
ͼ3 ��������ԭ���ն�п����Ч�ʵ�Ӱ��
Fig. 3 Effect of reductive atmosphere of SO2 on zinc leaching rate
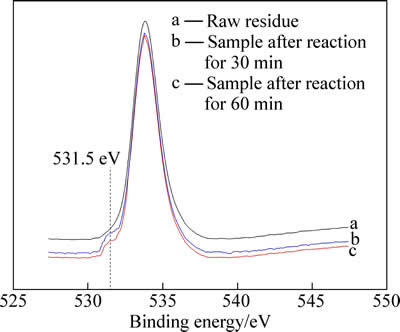
ͼ4 �н�������ԭ����O1s ������
Fig. 4 XPS O1s spectra analysis of raw residue and intermediate products
ZnFe2O4H+��HSO3��=ZnFe2O3OH+HSO3(fast redox reaction) (4)
2HSO3 H2S2O6 (5)
H2S2O6 (5)
ZnFe2O3OH+HSO3+2H2SO4=ZnSO4+2FeSO4+3H2O (6)
2.2 �н���п��������ѧ����
2.2.1 ����ѧģ��
ʪ��ұ���н�����Ӧϵͳ��Ҫ�ǹ�-Һ���෴Ӧ�����ص��Ƿ�Ӧ��������������ϣ���Ӧ�ٶȳ��뷴Ӧ���ڽ��洦��Ũ���йأ�ͬʱҲ�뷴Ӧ�����ڽ����Ũ�ȼ������йء���ˣ���Ӧ�ٶ��뷴Ӧ��ӽ�������ٶȡ��������뿪������ٶ��Լ����淴Ӧ�ٶȶ��йأ����������������������Ӧ�ٶ�[15-16]��
��ѧ��Ӧ����ģ�ͣ�
1-(1-��)1/3=krt (7)
��ɢ����ģ�ͣ�
1-3(1-��)2/3+2(1-��)=kdt (8)
2.2.2 �¶ȶ�п�����ʵ�Ӱ��
�¶ȶ��н�����п��ԭ�����ʵ�Ӱ������ͼ5��ʾ����Ӧ�������£���ʼ����Ũ��80 g/L��SO2��ѹ200 kPa��Һ�̱�10:1����Ӧ����ת��ת��400 r/min����ͼ5��֪���¶ȶ�п������������Ӱ�졣95 ��ʱ����Ӧ30 min��п�����ʴﵽ40.7%������Ҫ�������н���������п������п���ܽ⣻��Ӧ120 min��п�����ʴﵽ98.96%��˵����ʱ����п�Ѿ�������ȫ������ͬʱ����пҲ����������������Ӧ��150 minʱ��п������Ϊ99.45%��������������
п�������ݴ��뻯ѧ��Ӧ����ģ��(ʽ(7))����ɢ����ģ��(ʽ(8))����ͼ5���ݽ���������ϣ�������ͼ6��7��֪������ֱ��б�ʼ�Ϊ��Ӧ���ʳ���k����lgk ��T -1��ͼ�ɵ��н�����п�����İ�������˹���ߣ�������ͼ8��ʾ��������õ����ݻ�ѧ��Ӧ����ģ�͵ó��Ļ��Ϊ31.67 kJ/mol����ɢ����ģ�͵ó��Ļ��Ϊ41.64 kJ/mol��������[17]��������ѧ��Ӧ���Ƶķ�Ӧ���һ��Ϊ30~85 kJ/mol����ɢ����Ϊ������10 kJ/mol����ʵ���м���ó��Ļ��Ϊ31.67 kJ/mol�����ϻ�ѧ������������ͼ6��7��֪����ѧ��Ӧ���Ƶ����������������ɢ���Ƶģ���������Եó��н�����п��ԭ������������Ϊ��ѧ��Ӧ���ơ�
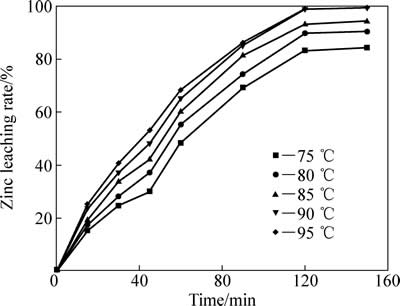
ͼ5 �¶ȶ�п����Ч�ʵ�Ӱ��
Fig. 5 Effect of temperature on zinc leaching rate
2.2.3 �����ʼŨ�ȶ�п�����ʵ�Ӱ��
�����ʼŨ��(50~90 g/L)���н�����п����Ч�ʵ�Ӱ���ͼ9������ͼ9��ͼ3�Լ�����п��ԭ�ֽ�ԭ����������ʼ����Ũ�ȶ�п����Ч��Ӱ��ϴ�ʼŨ�ȷֱ�Ϊ50 ��80 g/Lʱ����Ӧ120 min��п�����ʷֱ�Ϊ79.35%��98.95%����ʼŨ��������90 g/L��п�����ʴٽ���С������Ҫ������Һ����ȶԷ�Ӧʽ(3)�нϴ�Ӱ�죬��п��������Ҫ�ܻ�ѧ��Ӧ���ƣ��������ߵ�һ����ֵ�����п������Ӱ���С��ZHANG��[7]��������������������������ν���ʵ���о�����ʼ����Ũ��Ϊ245 g/L��Һ�̱�Ϊ200:1���¶�90 �棬��Ӧ90 min��п�����ʴﵽ98%���ϣ�����־����[4]�о��ĸ��¸������н�����п��������ѧ����ѷ�Ӧ����Ϊ�������ʼŨ��Ϊ245 g/L��Һ�̱�Ϊ50:1���¶�90 �棬��Ӧ300 min��п���������98%���ϡ�
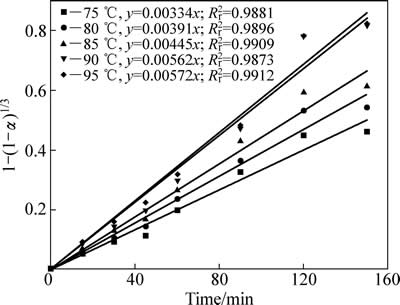
ͼ6 ��ͬ�¶���1-(1-��)1/3-t�������
Fig. 6 Variation of 1-(1-��)1/3 with time at different temperatures
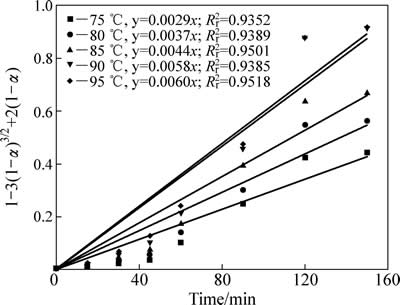
ͼ7 ��ͬ�¶���[1-3(1-��)2/3+2(1-��)]-t�������
Fig. 7 Variation of [1-3(1-��)2/3+2(1-��)] with time at different temperatures
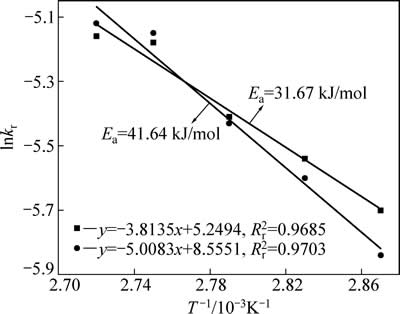
ͼ8 lnkr-T-1�Ĺ�ϵ����
Fig. 8 Arrhenius plots of lnkr-T-1
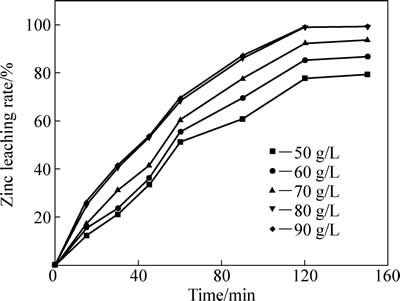
ͼ9 ��ͬ��ʼ����Ũ�ȶ�п�����ʵ�Ӱ��
Fig. 9 Effect of initial sulfuric acid concentration on zinc leaching rate
��ͬ�����ʼŨ���н���п��������1-(1-��)1/3��ʱ��t��ϵ����ͼ10����ͼ8�����������Իع����ÿ�����߷�Ӧ���ʳ���kr����lnkr��ln��H2SO4��ͼ��ͼ11�������ʼŨ���������Ϊ0.53��
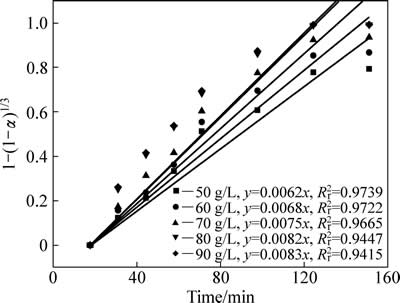
ͼ10 ��ͬ��ʼ����Ũ����1-(1-��)1/3-t�������
Fig. 10 Variation of 1-(1-��)1/3 with time at different initial sulfuric acid concentrations
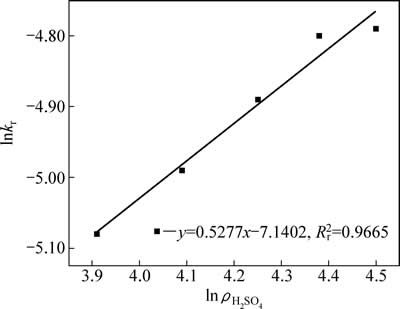
ͼ11 lnkr- �Ĺ�ϵ����
�Ĺ�ϵ����
Fig. 11 Plots of lnkr-
2.2.4 ���������ѹ��п����Ч�ʵ�Ӱ��
�н�����п����ϵͳ����SO2��SO2���н�ǿ��ԭ�ԣ��ɽ�����Fe (��) ��ԭΪFe (��)���ٽ��н���������п�ܽ⡣���������ѹ��п����Ч�ʵ�Ӱ����ͼ12��ʾ����Ӧ�������£��¶�95 �棬��ʼ����Ũ��80 g/L��Һ�̱�10:1�������ٶ�400 r/min�����������ѹ��п����Ч���нϴ�Ӱ�죬���������ѹԽ�ߣ���ѧ��Ӧ�ƶ�����п������ҲԽ�ߡ����������ѹΪ50 kPa ʱ����Ӧ2 h��п������Ϊ73.64%����ѹΪ200 kPaʱ��п�����ʴﵽ98.95%����Ӧʱ��Ͷ��������ѹ�������Ӷ�п���������ý�С��200 kPa��ѹ������п�����ʵ�Ҫ��
��ͬ���������ѹ�н���п������1-(1-��)1/3��ʱ��t�Ĺ�ϵ����ͼ13��1-(1-��)1/3��ʱ��t������������ع�ϵ����ͼ13�����������Իع����ÿ�����ߵķ�Ӧ���ʳ���kp����lnkp�� ��ͼ��ͼ14�����������ѹ�������Ϊ0.58��
��ͼ��ͼ14�����������ѹ�������Ϊ0.58��
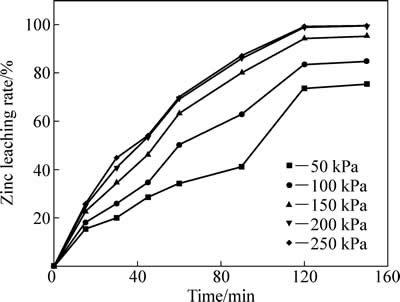
ͼ12 ���������ѹ��п����Ч�ʵ�Ӱ��
Fig. 12 Effect of partial pressure of sulfur dioxide on zinc leaching rate
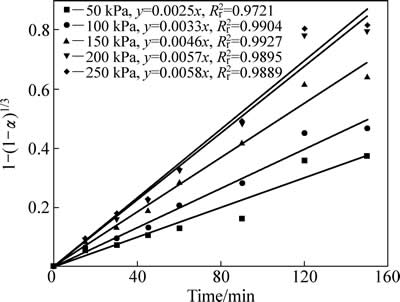
ͼ13 ��ͬ���������ѹ��1-(1-��)1/3-t�������
Fig. 13 Variation of 1-(1-��)1/3 with time for partial pressure of sulfur dioxide
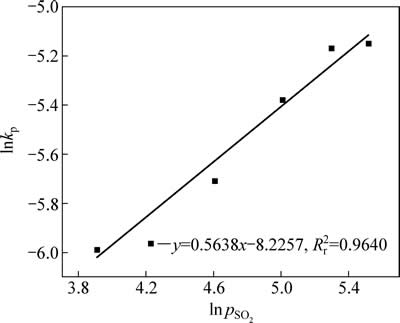
ͼ14 lnkp-�Ĺ�ϵ����
Fig. 14 Plots of lnpkp-
2.2.5 ��������ѧ����
�����н���п��������ѧ������п��ԭ���������ϻ�ѧ��Ӧ���ƹ��̡���ˣ��н�����п��ԭ������۶���ѧģ�Ϳ�����ʽ���

 (9)
(9)
п���������о��ij�ʼŨ�ȼ����������ѹ��Χ�ڣ�������Ũ�Ⱥͷ�ѹ�������������
2.3 ��ԭ���������Է���
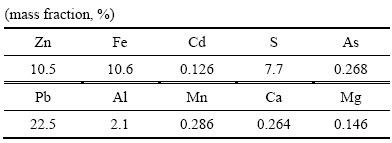
����ѷ�Ӧ������(�¶ȣ�95 �棻��ʼ����Ũ�ȣ�80 g/L�����������ѹ��200 kPa��Һ�̱ȣ�10:1��ת�٣�400 r/min)�Ļ�ԭ����������ICP-MS��XRD���ж��Է�����ICP-MS��ѧԪ�ط����������3����ԭ��������Zn����Ϊ10.5%��������߽���ΪPb��Ϊ22.5%��XRD���������ͼ15���н�������Ҫ����Ϊ����Ǧ����п��˵������Ǧ��Ҫ������Ǧ��ʽ���ڣ�Ǧ���Խ�����δ����п��ҪΪ��п��˵����ԭ����ϵͳ�в�����пδ��ȫ������п�������Կɴ�99%���ϡ�
��3 ��ԭ��������ѧ���
Table 3 Chemical composition of reductive leaching residue
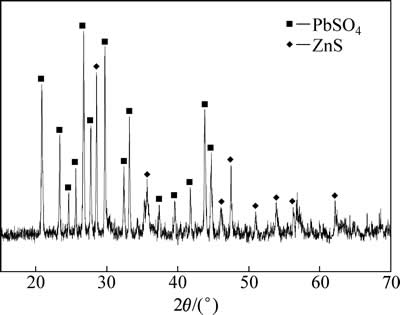
ͼ15 ��ԭ������XRD��
Fig. 15 XRD pattern of reductive leaching residue
3 ����
1) пұ���н�����п��ԭ��������ѷ�Ӧ�������¶�Ϊ95 �棬��ʼ����Ũ��Ϊ80 g/L�����������ѹΪ200 kPa��Һ�̱�Ϊ10:1��ת��Ϊ400 r/min����Ӧ120 min��п�����ʿɴ�99%���ϡ�
2) ��������ԭ��������п���ֳ���Ч�ԣ������ʼŨ�ȡ�Һ�̱ȼ���Ӧʱ���봫ͳ���¸��ᷨ��Ⱦ�������ͣ��������ܺġ�
3) п��ɰ�н�����п��ԭ������۶���ѧ���̣�
п���������ų�ʼ����Ũ�ȼ����������ѹ���������
REFERENCES
[1] ������, ������, �� ��, �� ��, л����, ��ɽ��, ��ѹ�������п��ɰ�н������¹����о�[J]. �й����Ͻ�չ, 2012, 31(8): 52-56.
ZHANG Xiang-yang, WANG Ji-kun, JU Jia, XU Jing, XIE Hong-yan, HE Shan-ming. Research on oxidizing pressure leaching the residues from the neutral leaching process[J]. Chinese Materials Research Society, 2012, 31(8): 52-56.
[2] ��Ϲ�, ������, �Ƴ���, ������, ����, ���ٻ�, ������. ������ϵ��п��ɰ�н������¸��ỹԭ�����о�[J]. ʪ��ұ��, 2005, 24(8): 52-56.
LI Cheng-guo, TANG Mo-tang, TANG Chao-bo, YANG Sheng-hai, LI Hong-fei, JU Shao-hua, CHEN Yong-ming. Study on reductive leaching of neutral leached residue in chloride system by high concentration acid and reductive agent at high temperature[J]. Hydrometallurgy of China, 2005, 24(8): 52-56.
[3] �� ��, ������, ������, �� ��, л����, ��ɽ��. п��ɰ�н�����ѹ����¹���̽��[J]. ��ɫ����, 2011, 63(2): 159-162.
JU Jia, WANG Ji-kun, ZHANG Xiang-yang, XU Jing, XIE Hong-yan, HE Shan-ming. Discussion on oxidizing pressure leaching of residues from zinc neutral leaching process[J]. Nonferrous Metals, 2011, 63(2): 159-162.
[4] ��־��, ������, ������, �� ��, �Ƴ���. п��ɰ�н������¸����������ѧ�о�[J]. ��ұ����, 2005, 25(2): 53-57.
XIA Zhi-hua, TANG Mo-tang, LI Shi-qing, LUO Yan, TANG Chao-bo. A Study on the kinetics of leaching the residues from the neutral leaching process with high concentration of sulfuric acid at high temperature[J]. Mining Metallurgical Engineering, 2005, 25 (2): 53-57.
[5] LECLERC N, MEUX E, LECUIRE J. Hydrometallurgical extraction of zinc from zinc ferrites[J]. Hydrometallurgy, 2003,70(1): 175-183.
[6] HOLLAGH A R E, ALAMDARI E K, MORADKHANI D, SALARDINI A A. Kinetic analysis of isothermal leaching of zinc from zinc plant residue[J]. International Journal of Nonferrous Metallurgy, 2013, 39( 2): 10-20.
[7] ZHANG Yan-juan, LI Xuan-hai, PAN Liu-ping, LIANG Xin-yuan, LI Xue-ping. Studies on the kinetics of zinc and indium extraction from indium-bearing zinc ferrite[J]. Hydrometallurgy, 2010, 100(13): 172-176.
[8] LU Z Y, JEFFREY M I, LAWSON F. The effect of chloride ions on the dissolution of chalcopyrite in acidic solutions[J]. Hydrometallurgy, 2000, 56(2): 189-202.
[9] ALEX T C, KUMAR R, ROY S K, MEHROTRA S P. Anomalous reduction in surface area during mechanical activation of boehmite synthesized by thermal decomposition of gibbsite[J]. Powder Technonolygy, 2011, 208(1): 128-136.
[10] SENANAYAKE G, DAS G K. A comparative study of leaching kinetics of limonitic laterite and synthetic iron oxides in sulphuric acid containing sulphur dioxide[J]. Hydrometallurgy, 2004, 72(1/2): 59-72.
[11] MCDONALD R G, MUIR D M. Pressure oxidation leaching of chalcopyrite. Part��. Comparison of high and low temperature reaction kinetics and products[J]. Hydrometallurgy, 2007, 86(3/4): 191-205.
[12] DAS G K, DE LANGE J A B. Reductive atmospheric acid leaching of West Australian smectitic nickel laterite in the presence of sulphur dioxide and copper (��)[J]. Hydrometallurgy, 2011, 105(3/4): 264-269.
[13] SENANAYAKE G, CHILDS J, AKERSTROM B D, PUGAEV D. Reductive acid leaching of laterite and metal oxides-A review with new data for Fe(Ni, Co)OOH and a limonitic ore[J]. Hydrometallurgy, 2011, 110(1/4): 13-32.
[14] JANKOVIC B, STOPIC S, GUVEN A, FRIEDRICH B. Kinetic modeling of thermal decomposition of zinc ferrite from neutral leach residues based on stochastic geometric model[J]. Journal of Magnetism and Magnetic Materials, 2014, 358/359: 105-118.
[15] �����, ���纣, ����Ƽ, Τ����. ��е���������п�ܽ��ѧ���ﻯ���ʵ�Ӱ��[J]. �й���ɫ����ѧ��, 2012, 22(1): 315-323.
ZHANG Yan-juan, LI Xuan-hai, PAN Liu-ping, WEI Yan-song. Influence of mechanical activation on dissolution kinetics and physicochemical properties of indium-bearing zinc ferrite[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(1): 315-323.
[16] SENANAYAKE G, DAD G K. A comparative study of leaching kinetics of limonitic laterite and synthetic iron oxides in sulfuric acid containing sulfur dioxide[J]. Hydrometallurgy, 2004, 72(5): 59-72.
[17] WANG X, WANG Xin, SRINIVASAKANNAN C, DUAN Xin-hui, PENG Jin-hui, YANG Da-jin, JU Shao-hua. Leaching kinetics of zinc residues augmented with ultrasound[J]. Separation and Purification Technology, 2013, 115(7): 66-72.
Mechanisms and kinetics on reductive leaching of zinc from zinc neutral leaching residue
ZHANG Chun1, 2, MIN Xiao-bo1, 3, ZHANG Jian-qiang1, WANG Mi1, LI Yuan-cheng1
(1. School of Metallurgy and Environment, Central South University, Changsha 410083, China;
2. School of Municipal and Mapping Engineering, Hunan City University, Yiyang 413000, China;
3. Chinese National Engineering Research Center for Control and Treatment of
Heavy Metal Pollution, Central South University, Changsha 410083, China)
Abstract: The chemical composition and zinc phases were studied by XRD, XPS, ICP and phase analysis. The effects of temperature, initial sulfuric acid concentration and partial pressure of sulfur dioxide on the Zn leaching rate were also studied when sulfur dioxide was used as reductant. The mechanism and kinetics of reductive decomposition of zinc ferrite were also studied. The results show that H+ plays a key role during the reductive leaching process. The activity energy is 31.67 kJ/mol and the kinetic equation is established based on the chemical reaction controlled model. The optimum technological conditions are as follows: initial sulfuric acid concentration 80 g/L; temperature 95 ��; liquid-to-solid 10; sulfur dioxide partial pressure 200 kPa; reactive time 120 min. Under the optimum condition, zinc leaching efficiency reached more than 99% and the main phase in the reductive residue are lead sulfate and zinc sulfide.
Key words: zinc neutral leaching residue; reductive leaching; sulfur dioxide; kinetics
Foundation item: Project (2012FJ1010, 2014FJ1011) supported the Key Projects of Science and Technology of Hunan Province, China; Project (51474247) supported by the Authors Gratefully Acknowledge the Natural Science Foundation of China; Project (2015-40) supported by the Science and Technology Project of Yiyang, China; Project (13B009) supported by the Outstanding Youth Project of Hunan Provincial Department of Education, China
Received date: 2015-05-29; Accepted: 2015-10-16
Corresponding author: MIN Xiao-bo; Tel: +86-731-88830875; E-mail��mxbcsu@163.com
(�༭ ������)
������Ŀ������ʡ�Ƽ��ش�ר��(2012FJ1010)��������Ȼ��ѧ����������Ŀ(51474247)�������пƼ��ƻ���Ŀ(�����[2015]40��)������ʡ����������������Ŀ(13B009)
�ո����ڣ�2015-05-29�������ڣ�2015-10-16
ͨ�����ߣ���С������ʿ���绰��0731-88830875��E-mail��mxbcsu@163.com
ժ Ҫ����пұ���н���Ϊ�о������о��н����Ļ�ѧ�ɷּ�п�Ĵ�����̬��п��Ҫ������п��ʽ���ڡ�����SO2����ԭ�����о��¶ȡ���ʼ����Ũ�ȡ����������ѹ��п����Ч�ʵ�Ӱ�죬�������н�����п��ԭ������Ӧ���Ƽ�����ѧ�����������H+��п��ԭ������������ؼ����ã�п��ԭ������Ӧ���Ϊ31.67 kJ/mol��Ϊ��ѧ��Ӧ���ƣ�SO2����ԭ��ʱ����Ӧʱ�䡢Һ�̱ȼ���ʼ��Ⱦ�������͡���Ӧ��ѹ�����������ʼ����Ũ��80 g/L���¶�95 �桢Һ�̱�(L/S) 10 mL/g�����������ѹ200 kPa����Ӧʱ��120 min���ù��������£��н�����п�����ʴ�99%���ϡ�XRD��ICP�����������н���������п�ֽ⣬��п�ڸ÷�Ӧ������δ��ȫ��������ԭ����������Ҫ��ѧ�ɷ�ΪǦ��п����Ҫ����ΪPbSO4��ZnS��
