
���±��: 1004-0609(2006)05-0775-06
��ͭH62����Ħ������ͷ������֯������
��ϣ��1, �ﳯ��1, 2, �� ��1, ���ҿ�1
(1. ����������ѧ ����ʡ��ɫ�����²���ʡ�����������ص�ʵ����, ���� 730050;
2. �ຣ���ィ���������ι�˾, �ػ� 736202)
ժ Ҫ��
���H62��ͭ���н���Ħ����ʵ���о�, �����������ղ����Խ�ͷ����֯����ѧ���ܵ�Ӱ�졣 �������:�������ٶ������ͷ��ת�ٶȵı�ֵ������0.09~0.15֮��, ѹ�������0.1~0.2mm֮��ʱ, �ɵõ���֯���ܡ� ���Ľ���Ħ������ͷ; �ý���Ħ�����õ��Ļ�ͭ��ͷ����ѧ���ܱ�ĸ�ĵ�, �����ۻ����õ��Ľ�ͷ����Ҫ��, ��ƽ������ǿ�ȿɴﵽĸ�ĵ�88%��
�ؼ���: ��ͭ; ����Ħ����; ���Ӳ���; ��̬�ٽᾧ ��ͼ�����: TG407
���ױ�ʶ��: A
Microstructures and properties of
joint by friction stir welding for H62 brass alloys
WANG Xi-jing1, DA Chao-bing1, 2, LI Jing1, ZHANG Zhong-ke1
(1. State Key Laboratory of Gansu Advanced Non-ferrous Metal Materials,
Lanzhou University of Technology, Lanzhou 730050, China;
2. Qinghai Oilfield Construction Co., Ltd., Dunhuang 736202, China)
Abstract: The welding of H62 brass alloys in friction stir welding was investigated. The influence of welding parameters on the microstructures and properties of joint was also studied. The results show that good microstructures and properties of joint can be attained when the ratio of the welding velocity to rotating speed is in the range of 0.09-0.15 and the press depth of the rotating shoulder is 0.1-0.2mm. It is also discovered that the mechanical properties of the friction stir welded H62 brass alloys joint are lower than those of parent metal, but are higher than those of joints by other conventional fusion welding processes. The average value of tensile strength of the joint can achieve 88% of strength of the parent metal.
Key words: brass alloys; friction stir welding; welding parameters; dynamic recrystallzation
��ͭ���б���ͭ�ߵö��ǿ�ȡ� Ӳ�Ⱥ���ʴ����, ��������һ��������, ���ܳ������ȼӹ�, �����Ϊ�ṹ�����ڹ�ҵ�еõ��㷺��Ӧ��[1]�� ����ͭ�Ͻ�ĺ���Ŀǰ��Ҫʹ���ۺ��� ѹ����ǥ������, ��������������̫���롣 ���ڻ�ͭ�ĵ���ϵ������̼ͨ�ִ�7~11��, �����ۻ�����ʱ���׳��ֻ��������ۺϡ� �����ͱ�����β�����ȱ��; ��ǥ��ʱһ����ǿ�Ȳ��ߡ� ���Բ�, ��һ����ɱ�̫������������Ӧ��; ѹ����ʱ, ���ѹ�¶ȷ�Χխ, ʹѹ�����Ĺ����Ѷ�����
����Ħ����(���FSW)�ǻ���Ħ����������һ�ֹ����������Ӽ����� �볣�溸�ӷ������, �������Ե���Խ��: ���ӽ�ͷ��ѧ��������, �������С, ����Ҫ�����Ϻͱ�������, û���̳���ɽ�, ����Ҫ�ӹ��¿�, ����˺��ӳɱ��� ���ij���Ϊ�������� ͭ�Ͻ��ṩ��һ���µĹ��ա� Ŀǰ�������о����ȵ���Ҫ�����Ͻ����Ħ����[2-6], ��ͭ����Ͻ���, �༯���ڶ���ͭ�Ľ���Ħ�������ռ���ͷ��ѧ���ܵ��о��ȷ���[7-10], �Ի�ͭ�Ľ���Ħ�������е��о������١� ����������Գ��û�ͭH62������FSW����ʵ��, ��ѡ�ò�ͬת�١� �����ٶȵ������, ������������ʱ�ĺ�����Ρ� ������֯��̬����ͷ����ѧ���ܽ����˷�����
1 ʵ��
ѡ��5mm���H62��ͭΪʵ����ϡ� ��FSW-3LM-015����Ħ�������Ͻ���FSWʵ�顣 ��ǰ���������������뺸������20mm������ɰֽ��ĥ���������������ڹ���̨�ϲ�ѹ���� ʵ��ʱ, ͨ���ı亸�ӹ淶����, �۲캸����η����淶�����Ժ�����ε�Ӱ�졣
�����غ��������жϷֱ�������������������� �����õĽ������������Ȼ���������ƾ���Һ(FeCl3 5g�� HCl 2mL�� C2H5OH 95mL)��ʴ���ù�ѧ�����۲�����֯����������; ����ʵ����AG-10TA����������Ͻ��С� ͨ����Щ����������о����ղ����Խ�ͷ���ܵ�Ӱ�졣
2 ��������
2.1 ��ͬ���ղ����½�ͷ�ĺ����ò
��������Ħ�����ӿɷ�Ϊ3������: ����ͷ��ת����ʩ�����ϴ�����ȼ�ָ��ͣ��ʱ��(��Ԥ��ʱ��); ����ͷ�������ӹ���; ���ӽ���ʱ����ͷ�Ӻ����лس�ʱ�䡣 ��1����Ϊ��ʵ����ѡ�õĺ��ӹ淶��
��1 ��ͭ����Ħ�����ĺ��Ӳ���
Table 1 Welding parameters of FSW for H62 brass alloys
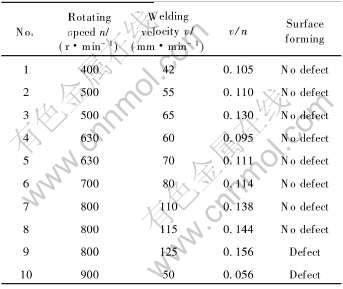
������ͷ��ת�ٶ�nΪ400~900r/min, �����ٶ�(����ͷ�غ��췽����ƶ��ٶ�)vΪ35~100mm/min, �����ٶ������ͷ��ת�ٶ�v/nֵ��ñ�����0.09~0.15֮��ʱ, �ܵõ����±���������õĺ��졣 ����ʱ, ����ͷ��ѹ�ٶȱ�����10mm/min, ���ѹ�������0.1~0.2mm֮�䡣 ��ѹ����Ȳ���ʱ, ��ǰ�����ڲ�����������ȱ��; ѹ�����ʱһ�Ƿɱ߶�, ���ǽ���ͷ��������, ���»�ͭ���������� ��һ����, ��ͭ�¶ȹ��ߵ��³����ۻ�����, ������Ρ�
ͼ1��ʾΪ���ò�ͬ�Ĺ��ղ������к���ʱ�õ��ı�����β�ͬ��FSW��ͷ�� ����ʱ��������ͬ�Ľ���ͷ����ת����, ͼ�ϲ�Ϊǰ����, �²�Ϊ���˱ߡ� ��ͼ1(a)�ɼ�, ��ͷ�����дִ����״����, ��ͷǰ�������Ը��ں��˱�, ��ͷ�м������ֿ��� �������ڽ�ͷ�����������ߵ��½�ͷ�����¶ȹ���, ���������ڽ���ͷ�Ĵ���������ǰ����, ��ʹ���˱��������м�IJ��ϲ����������������ƶ������µij�[2]�� ��ͼ1(b)�ɼ�, ��ͷ�ڿ�ʼ����������, �����Ž���ͷ���ƶ�, �����м������������볷�������µij�, ˵����ͷ�������������� �ڿ�ʼ���Ӵ�, ���ڽ���ͷ��ת�����ض���Ⱥ���3s��ͣ��ʱ��, ��ͷ�����νϺ�, ���������ź����ٶȵ�����, ��ͷ��λʱ�����������벻�㵼�²����γ����Խ���������, ���ӹ��̲��������� ��ͼ1(c)�ɼ�, ��ͷ���±�����ι⻬ƽ��, ֤�������˺��ʵĺ����ٶȡ� ��ת�ٶȺ���ѹ����Ԥ��ʱ�䡣
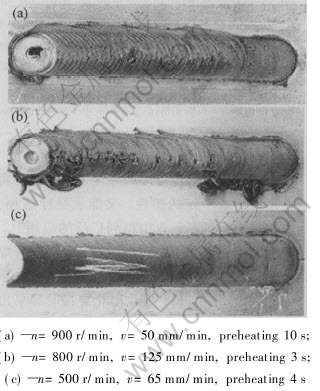
ͼ1 ��ͬ���������»�ͭ����Ħ��������������
Fig.1 Welded joint profile images under different welding parameters
2.2 ��������֯
����Ħ������ͷ�γɵ���֯���ϴ��������ͼ2��ʾ�� ������������ʱ����ͷ������λ��[5], ���ں���ͭ�Ͻ�Ⱥ������Ͻ������¶ȸ�400~500������[4], ������֯������֪, ͭ�Ͻ�ĺ����������Ͻ��Ҫ��һ��, ��ƫ����˱ߡ� �˴���������ǿ�ҵ����Լ��б��κ�����, �����ͻ��, ������̬�ظ��Ͷ�̬�ٽᾧ������ұ�����ѧұ�����[2, 11, 12]�� �����Կ����������ɷdz����ȡ� ϸС�ĵ��ᾧ�����, �侧����С��ĸ�ġ� ��Ӱ����������Ӱ��������ϸС�öࡣ �������ھ������Լ���ȷ����Ϸֲ�Ҳ��ͬ, �ڿ����ϱ��洦(ͼ2(a))������С����, û�����Եķֲ�����, ����Զ���ϱ��洦�����������Եķֲ�(ͼ2(b)), ������ں����������ܵ������Լ�����������Ľ���Ħ���������ž����ͷ���ľ������Ӷ����١� �ڽ�������ת���뺸�ĺ�������Ҫ�ɽ���ͷ����ṩ[6, 13], �������IJ�����Ϊ�ܹ��õ��㹻���������ܳ�ֻ�Ϻͽ���, ��Զ�����ĺ����������ڽ������Ͻ��б���һ�����Խ�������, ���½���������ת����ʱ������������IJ�ͬʹ�����Զ�ĺ������������ֲַ�����, ��Ҳ�������������벻��ʱ�ڽ�����ײ㿿��ǰ�������������ȱ�ݡ� ������Ӱ����(ͼ2(c))�ǽ���������һ���dz�խ������[12, 13]�� ����������ͬʱ�ܵ������ü�������������, �����ز�������������������, ��ֲ��ں������������Գ�(��ͼ2(c)��ʾ), ǰ���߱Ⱥ��˱ߴ�, ���������ڸ���ͣ��ʱ���, �����ڽϸ߱����ٶ��·����˶�̬�ٽᾧ, ���Ծ����Ⱥ�������������Ӱ��������С; ��Ӱ�������ڽ��ܵ��ȵ�Ӱ��, ������֯�������ٽᾧ, ��ͼ2(d)�ɿ���, ����������µ��ٽᾧ����, ���ڻ�ͭΪӲ̬��֯, �ں���ǰ��һ�����������, ���Ҹ������¶Ƚϵ�, ͣ��ʱ��ܶ�, ֻ�Dz��־����������ٽᾧ, �����ٽᾧ����Ҫϸ��ԭʼ��֯��
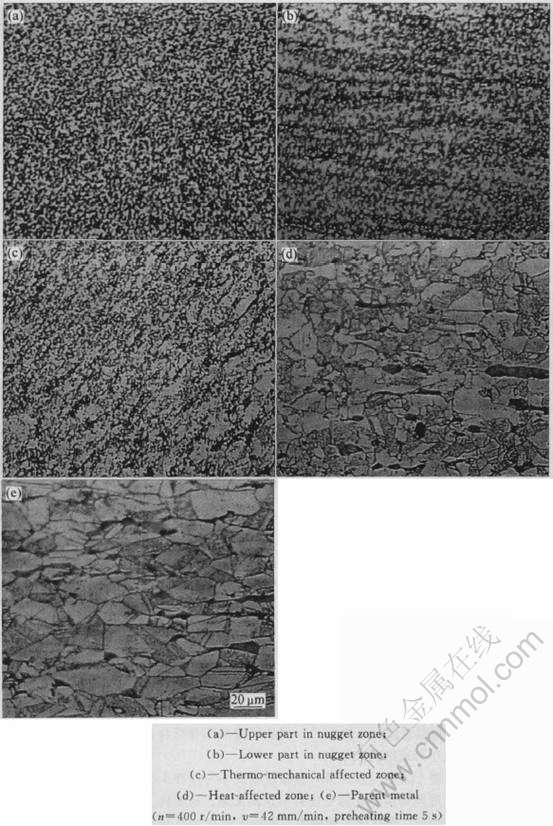
ͼ2 ��ͭ����Ħ������ͷ������֯
Fig.2 Microstructures of FSW joint for H62 brass alloy
2.3 ������Ӳ��
�ش�ֱ�ں�������ÿ��0.5mm��һ����Ӳ��(��ͼ3��ʾ)�� ͼ4��ʾΪ�ڽ���ͷ��ת�ٶ�Ϊ630r/min, �������ٶȷֱ�Ϊ60�� 70mm/minʱ�õ��ĺ���������Ӳ�ȵķֲ��� ��ͼ4��֪, ��Ӳ��ֵ����Ӱ������ʼ�����½�, �ڿ�������Ӱ��������ʼ����, �ں������Ĵ���Ӳ�ȱ仯���� ��ͭ�ھ�������Ħ������Ӳ��ƽ��ֵ��ĸ�ĵ�, �������ļ�����������Ӳ��ֻ��ĸ��Ӳ�ȵ�70%~82%, ������Ӱ��������Ӳ�ȱȺ�������ĸ��������, ֻ��ĸ��Ӳ�ȵ�60%�� ���������������������ԭ��: һ�����ڻ�ͭ�ij�ʼ״̬��Ӳ̬, ����ʱ����ȶ�����������������; �������ں����������ڽ���Ħ�����о����˶�̬�ظ����ٽᾧ, ��Ȼ��һ��������ĸ��С, ������һ�����ڻظ����ٽᾧ�����������̶ȳ�����Ӳ���̶�, ʹ����Ӳ�ȱ�ĸ�ĵ�[14]�� ���Ӻ���ֲ������Ͼ�����С��Ӳ�ȵĹ�ϵ��
������ʵ�������֪, ��Ӳ�ȴ�С�����ͷ��ת�ٶ��뺸���ٶȵı仯��һ���Ĺ�ϵ�� ����ת�ٶȽ�Сʱ, ��������Ӳ����Ӱ����Ӳ�ȱ仯���Ƚ�С�� ����ת�ٶ�һ��ʱ, �����ٶ�����ʱ, ��Ӳ������; ����ת�ٶ�����ʱ, ��Ȼ�����ٶ�Ҳ����, ����������Ӳ����Ӱ����Ӳ�Ȳ�ֵ���

ͼ3 ����������Ӳ�ȵIJ�����λ
Fig.3 Location of test point for
micro-hardness on transverse section
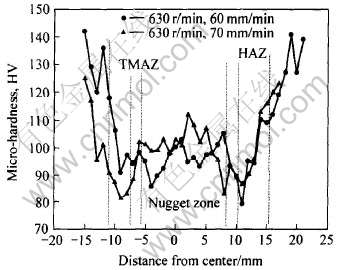
ͼ4 ��ͭ����Ħ������ͷ����Ӳ�ȷֲ�
Fig.4 Micro-hardness distribution of
FSW joints for H62 brass alloy
2.4 �����������ܷ���
�Բ�ͬ���Ӳ����µõ��ı�����κõ�������ֱ��������ʵ�顣 ͼ5��ʾΪ���������ĺ�����Ѳ�λ�� �ɼ�Ϊ���͵����Զ��ѡ�

ͼ5 ���������Ķ���λ��
Fig.5 Failure location of tensile sample
ͼ6�� 7��ʾ�ֱ�Ϊ��ͬ���ղ��������»�õĺ���������ʼ�����ǿ�ȡ� ��֪����ͷת��Ϊ800r/min, ����Ϊ110mm/min�½�ͷ�����������, �������ʳ���ĸ�ĵ������ʡ� �����������ӵ�115mm/minʱ, ���������½���14.3%, ������Ϊ����Ϊ110mm/min�Ľ�ͷ���Ѳ�λ�ں������� �����ֹ��ղ����½�ͷ�Ŀ���ǿ�ȼ������ֲ���, ������ͷת��Ϊ700r/min, �����ٶ�Ϊ80mm/minʱ���ӵõ��Ľ�ͷ����ǿ�����, Ϊĸ�Ŀ���ǿ�ȵ�90.5%�� �������ʡ� ����λ���Լ�����ǿ�ȵĽ�������ۺϿ���, ��Ϊ������ͷת����400~800r/min֮���Լ������ٶ���42~110mm/min֮��ʱ, �õ��ĺ������ѧ���ܸ����涼�ȽϺá� ���ӽ�ͷƽ������ǿ����ĸ�ĵ�88%, ���ɴﵽ90.5%��
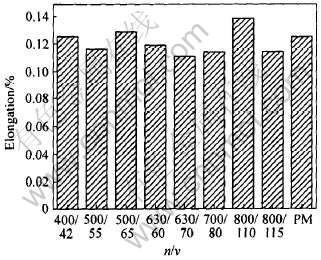
ͼ6 ��ͬ���ղ��������º����������
Fig.6 Elongation of FSW joints for H62 brass
alloys under different welding parameters
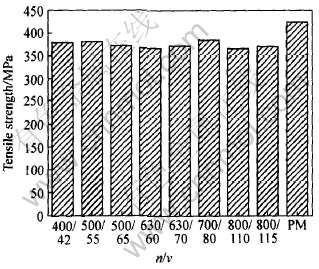
ͼ7 ��ͬ���ղ��������½�ͷ�Ŀ���ǿ��
Fig.7 Tensile strength of FSW joints for
H62 brass alloy under different welding parameters
3 ����
1) �ý���Ħ�������Ӱ��5mm�Ļ�ͭH62ʱ, ����ͷ��ת�ٶ�Ϊ400~900r/min, �����ٶ�Ϊ35~100mm/min, �����ٶ������ͷ��ת�ٶȵı�ֵ������0.09~0.15֮��, ѹ�������0.1~0.2mm֮��ʱ, �ɵõ���֯���ܡ� ���Ľ���Ħ������ͷ��
2) ���ں�����������˸��½��衢 ��ѹ����, ��ͷ��֯�����˶�̬�ظ��붯̬�ٽᾧ, ���ӽ�ͷ�ɷ�ΪϸС���ȵĵ��ᾧ��ɵĺ������� ��������������Ӱ������ �ٽᾧ����ֵ���Ӱ������
3) �ý���Ħ�������к���, �õ��Ļ�ͭ��ͷ����ѧ���ܱ�ĸ��Ҫ��, ���ͷƽ������ǿ�ȿɴﵽĸ�ĵ�88%, ���ɴﵽ90.5%, �����溸�ӷ����õ��Ľ�ͷֻ�ܴﵽԭĸ�Ŀ���ǿ�ȵ�40%~60%��
REFERENCES
[1]�й�����ѧ��. �����ֲ�(��2��)[M]. ����: ��е��ҵ������, 1992. 469-471.
China Welding Association. Welding Handbook (Vol.2)[M]. Beijing: China Machine Press, 1992. 469-471.
[2]Elrefaey A, Takahashi M, Ikeuchi K. Preliminary investigation of friction stir welding aluminum/copper lap joint[A]. Proceeding of IIW Pre-Assembly Meeting on FSW[C]. Nagoya: Osaka University, 2004. 275-285.
[3]Shinoda T. Recent development of friction stir welding process[J]. Light Metal Welding and Construction, 1999, 37(9): 406-412.
[4]Hassan K A A, Norman A F, Price D A, et al. Stability of nugget zone grain structures in high strength Al-alloy friction stir welds during solution treatment[J]. Acta Mater, 2003, 51: 1923-1936.
[5]Schneider J A, Nunes A C Jr. Characterization of plastic flow and resulting microtextures in a friction stir weld[J]. Metallurgical and Materials Transactions, 2004, 35B: 4-13.
[6]��ϣ��, �����, ����. ����Ħ������ͷ���¶ȼ��[J]. �纸��, 2004(1): 22-23.
WANG Xi-jing, GUO Rui-jie, A Rong. Temperature measure for joint of friction stir welding[J]. Electric Welding Machine, 2004(1): 22-23.
[7]Lee W B, Jung S B. The joint properties of copper by friction stir welding[J]. Materials Letters, 2004, 58: 1041-1046.
[8]��С��, Ѧ����, ��С��. ͭ�����Ħ���������Ż�[J]. ����, 2003(12): 9-12.
LIU Xiao-wen, XUE Chao-gai, ZHANG Xiao-jian. The optimize friction stir welding process for copper [J]. Welding Joining, 2003(12): 9-12.
[9]Ф��, ������, ��ΰ��. ��ͭ�Ľ���Ħ������ͷ���ܲ�������֯����[J]. �纸��, 2004(��): 125-129.
XIAO Bing, KE Li-ming, WANG Wei-lan. Joint properties and microstructure of copper by friction stir welding[J]. Electric Welding Machine, 2004(suppl.): 125-129.
[10]��С��, ۳����, Ѧ����, ��. ͭ�����Ħ������ͷ������֯����ѧ����[J]. ����ѧ��, 2003, 24(6): 47-50.
LIU Xiao-wen, YAN Jun-hui, XUE Chao-gai,et al. Microstructure and stress property of copper in friction stir welding[J]. Transactions of the China Welding Institution, 2003, 24(6): 47-50.
[11]Fonda R W, Bingert J F, Colligan K J. Development of grain structure during friction stir welding[J]. Scripta Mater, 2004, 51: 243-248.
[12]Jata K V, Semiatin S L. Continuous dynamic recrystallization during friction stir welding of high strength aluminum alloys[J]. Scripta Mater, 2000, 43: 743-749.
[13]Shibayanagi T, Maeda M. Microstructure and hardness in a joint of 7075 aluminum alloy friction stir welded[A]. Proceeding of IIW Pre-Assembly Meeting on FSW[C]. Nagoya: Osaka University, 2004. 205-211.
[14]�ܼͻ�, �ܿ���. �������Ա�������[M]. ����: ��е��ҵ������, 1989. 2-20.
ZHOU Ji-hua, GUAN Ke-zhi. The Resistance to Metal Plastic Deformation[M]. Beijing: China Machine Press, 1989. 2-20.
[15]Peel M, Steuwer A, Preuss M, et al. Microstructure, mechanical properties and residual stresses as a function of welding speed in aluminum AA5083 friction stir welds[J]. Acta Mater, 2003, 51: 4791-4801.
������Ŀ: ����ʡ�Ƽ�����������Ŀ(SG012-A52-069)
�ո�����: 2005-11-18; ������: 2006-02-17
ͨѶ����: ��ϣ��, ����; �绰: 0931-2976706; E-mail: wangxj@lut.cn
[1]�й�����ѧ��. �����ֲ�(��2��)[M]. ����: ��е��ҵ������, 1992. 469-471.
[6]��ϣ��, �����, ����. ����Ħ������ͷ���¶ȼ��[J]. �纸��, 2004(1): 22-23.
[8]��С��, Ѧ����, ��С��. ͭ�����Ħ���������Ż�[J]. ����, 2003(12): 9-12.
[9]Ф��, ������, ��ΰ��. ��ͭ�Ľ���Ħ������ͷ���ܲ�������֯����[J]. �纸��, 2004(��): 125-129.
[10]��С��, ۳����, Ѧ����, ��. ͭ�����Ħ������ͷ������֯����ѧ����[J]. ����ѧ��, 2003, 24(6): 47-50.
[14]�ܼͻ�, �ܿ���. �������Ա�������[M]. ����: ��е��ҵ������, 1989. 2-20.
