
������ʱ��: 2019-08-05 20:59
6061T6���Ͻ�����Ħ����ѹ�������ܼ�����֯
�й��������켼���о�Ժ
���Գ��μ������տƼ��ص�ʵ����
���ֻ����Գ��μ�����װ���������ص�ʵ����
ժ Ҫ��
ͨ����������Ħ����ѹ�������飬�о��˹���ͷת�٣��أ�����ѹ����?l������ѹ�ٶȣ�v��������ͷֱ����D����6061T6���Ͻ�������ܵ�Ӱ����ɣ��������ѵij��ι��ղ�����D=20 mm����=950 r?min-1,v=0.6 mm��min-1��?l=3.0 mm���ڸò��������²��ϵij��θ߶���ﵽ15mm�����ù�ѧ������OM���͵��ӱ�ɢ�����䣨EBSD��������������κ�ͬ������ϵ���֯���й۲�ͷ����������������������Ħ����ѹ���κ����������Ӱ������HAZ���ͱ�������DZ����ɣ���ĸ����ȣ���Ӱ���������ߴ����̬��δ�������Ա仯��ƽ�������ߴ�Ϊ26.5��m����������֯�ֲ������ȣ�����������A�����������ڹ���ͷ�����·�����ά��������֯ϸ�������ԣ�ƽ�������ߴ�Ϊ23.8��m����ǶȾ������Ϊ45.1%�����輷ѹ���ϱ���������B�������ڽ��輷ѹ�������������γ���ϸС������֯��ƽ�������ߴ��Ϊ6.54��m����ģ�սǴ�����C��������֯��ΪϸС��ƽ�������ߴ��Ϊ3.75��m���������ǶȾ�������������ӣ��ﵽ81. 8%�������ڱ��ι����з����˶�̬�ٽᾧ���γ����ȶ����ٽᾧ��֯��
�ؼ��ʣ�
6061T6���Ͻ�;����Ħ����ѹ����;���θ߶�;�����ߴ�;��ǶȾ���;
��ͼ����ţ� TG146.21;TG306
����飺�����ߣ�1983-����Ů�����������ˣ�˶ʿ��������ʦ���о�������Ͻ��ܳ��Ρ��������Σ��绰��13321131929,E-mail:zhangyanling205@163.com;
�ո����ڣ�2019-01-18
����������Ȼ��ѧ������Ŀ(51605458)����;
Formability and Microstructure of 6061T6 Aluminum Alloy by Flow Friction Extrusion
Zhang Yanling Han Yujie Cha Suna Hou Hongliang Wang Yaoqi
AVIC Manufacturing Technology Institute
Aeronautical Key Laboratory for Plastic Forming Technology
Beijing Key Laboratory of Digital Forming Technology and Equipment
Abstract��
The effects of tool head rotation rate���أ�,reduction amount��?l),downlink speed(v)and tool head diameter(D)on the formability of 6061 T6 aluminum alloy were studied by experiments on single point flow friction extrusion forming. The optimum forming parameters were obtained as follows:D=20 mm,��=950 r��min-1,v=0.6 mm��min-1,?l=3.0 mm,under which the maximum forming height was 15 mm. The microstructures of different deformation zone were studied by optical microscope(OM)and electron backscatter diffraction(EBSD),and the results showed that the samples formed by single point flow friction extrusion were composed of two parts:heat affected zone(HAZ)and deformation zone(DZ). Compared with the parent material,the grain size and morphology of HAZ did not change significantly. The average grain size was 26.5 ��m. The structure distribution in DZ was not uniform,and the material in II(A)zone stirred three-dimensional under tool head,the structure refinement was not obvious,the average grain size was 23.8��m,and the large angle boundaries ratio was 45.1%. The fine equiaxed structure was formed in the II(B)region under the combined stirring and extrusion force,and the average grain size was only 6.54 ��m. The corner of concave die(II(C)zone)had the smallest structure with average grain size of only 3.75 ��m. The proportion of large angle grain boundaries in the region increased significantly to81.8%. Dynamic recrystallization occurred during deformation and stable recrystallization structure was formed.
Keyword��
6061T6 aluminum alloy; flow friction extrusion forming; forming height; grain size; large angle grain boundaries;
Received�� 2019-01-18
����Ħ�������������ڴ�ͳ����Ħ������
����Ħ���������ι����г��ι��ն����������Ӱ������������ͨ����������Ħ����ѹ�������飬�о��˹���ͷת�١���ѹ�ٶȡ���ѹ���ȶ�6061T6���Ͻ�������ܵ�Ӱ����ɣ������ѵij��ι��ղ��������ù�ѧ������OM�������ӱ�ɢ�����䣨EBSD�����۵ĽǶȣ�������6061T6���Ͻ�����Ħ����ѹ���κ�ͬ������ϵ���֯��̬��Ϊ6061T6���Ͻ�����Ħ���������ι����Ż���������֯�ṹ���Ƶ춨�˼���������
1 ʵ��
�����ò���Ϊ6061���Ͻ��仯ѧ�ɷ֣�����������ΪCu0.15%��0.40%,Mn0.15%,Mg0.8%��1.2%,Zn0.25%,Cr0.04%��0.35%,Ti0.15%,Si0.4%��0.8%,Fe0.7%������ΪAl�����Ϻ��4 mm���ȴ���״̬ΪT6̬��
��������Ħ��������������ԭ����ͼ1(a����ʾ�����ι����й���ͷ��ת��������ϽӴ�����Ħ���������¾ֲ����������ܻ�������ͷ����İ��۶��ܻ��Ľ���ʩ�Ծ������������ã�ʹ�ܻ��IJ����ڿռ䷶Χ�ڷ������������������ڽ������ͼ�ѹ�����������£����������Ͼ�����䵽ģ����ǻ�ڡ�ͼ1(b��Ϊ��ʵ����õĹ���ͷ������ò�����氼����״Ϊ������ʽ������������Ϊ3����������0.5 mm��ͼ1(c��Ϊ��������Ħ����ѹ����ģ�ߣ�ģ������Ϊֱ��d=8 mmͨ�ף����ò�����ͨ���ڵij��θ߶����ж��ض������²��ϵ������Ժͳ��μ��ޡ�ͨ���������ֻ����飬�о�����ͷ��ת�٦أ�750,950,1180 r��min-1������ѹ�ٶ�v(0.6,1.0,2.0,4.0 mm��min-1������ѹ��?l(1.0,2.0,3.0mm������ͷֱ��D(10,15,20 mm��������Ħ����ѹ�������ܵ�Ӱ����ɣ������ѵij��ι��ղ�����ʹ��Olympus BX41M��ѧ�����۲�����Ħ����ѹ���κ���ϵ�����֯�����ฯʴ��ѡ��Keller�Լ����ɷ�Ϊ2.5 ml HNO3,1.5 ml HCl,1.0 ml HF�������κ���Ʒ���л�еĥ��͵���⣬���������ڳ�����ɨ����������ϣ����ñ�ɢ�����̽ͷ���б�����EBSDϵͳ���б궨����������Ħ����ѹ���κ�ͬ������ϵľ�����̬�ͳߴ�ֲ���������̬������ȡ��Ƿֲ����Ӷ���һ����������Ħ����ѹ���ι����в��ϵ���֯�ݱ���ɼ����λ��ơ�
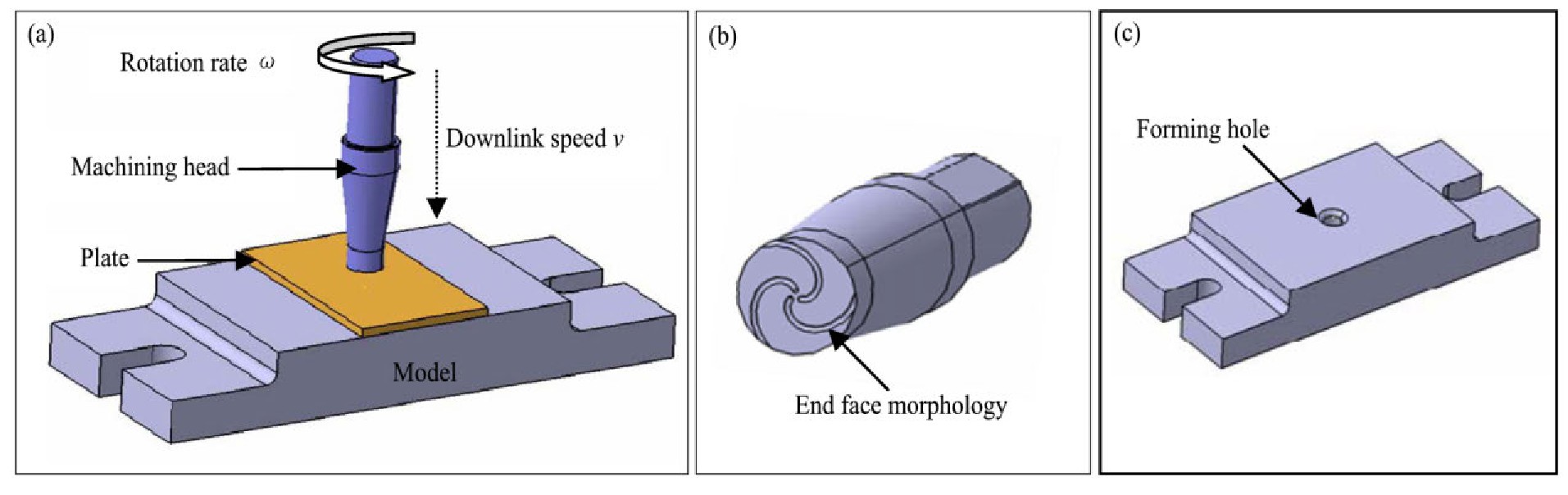
ͼ1 ��������Ħ����ѹ����ԭ��
Fig.1 Principle of single point flow friction forming
(a)Forming principle diagram;(b)Shape of machining head;(c)Forming mould
2 ���������
ͼ2Ϊ6061T6���Ͻ�����Ħ����ѹ���κ���Ʒ�ĺ����Ƭ���Ӻ����Ƭ�п��Կ�������ѹ��������ͷֱ���ȶԲ��ϵij��θ߶ȶ�����һ����Ӱ�죬���й���ͷֱ���Գ��θ߶�Ӱ���Ϊ�������ڴ˻����ϣ�������������ѹ�ٶȡ�����ͷת�١���ѹ��������ͷֱ���Գ��θ߶ȵ�Ӱ����ɡ�
ͼ3Ϊ����ͷֱ��D=10 mm��ת�٦�=950r��min-1����ѹ��?l=3.0 mmʱ�����θ߶��湤��ͷ��ѹ�ٶȵı仯���ɣ���ͼ�п��Կ�������ͬ�����£����Ź���ͷ��ѹ�ٶȵ����ӣ����ϵij��θ߶Ƚ��ͣ��ڹ���ͷ��ѹ�ٶ�v=0.6 mm��min-1ʱ�����ϵij��θ߶����Ϊ4.4 mm������ѹ�ٶ�����v=4mm��min-1ʱ�����ϵij��θ߶Ƚ�Ϊ2.7 mm������Ҫ����Ϊ��ѹ�ٶȹ��죬���ֲ������������뵽ģ����ǻ�ڣ��ڱ������Ħ�����ͼ�ѹ�������±�������Ч���������γɷɱߣ���������θ߶Ƚ��͡�
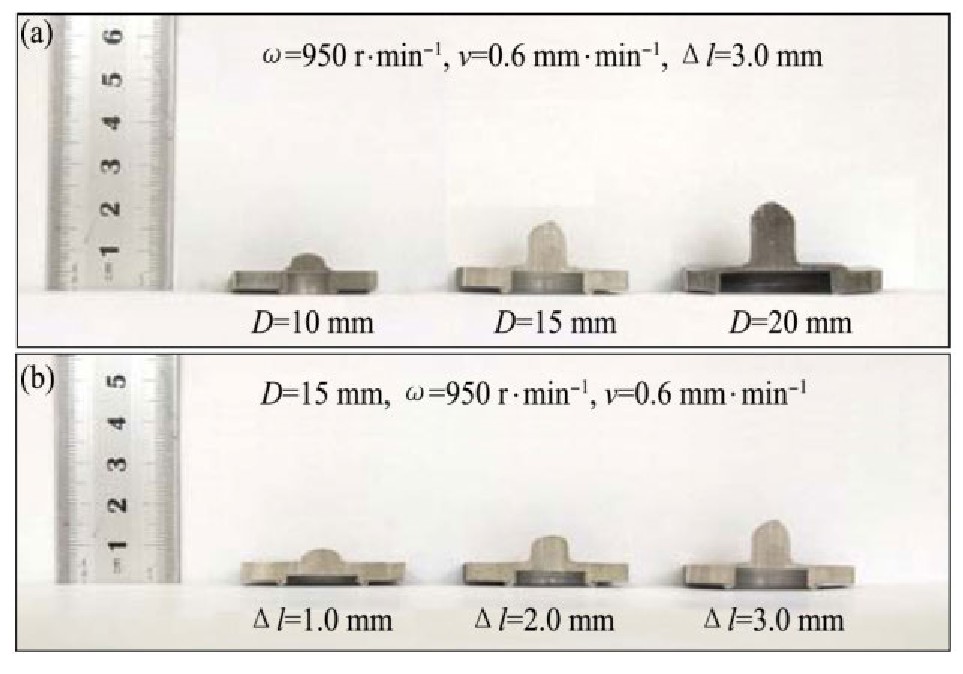
ͼ2 ��������Ħ����ѹ�������������Ƭ
Fig.2 Photos of single point flow friction forming
(a)Different tool head diameters;(b)Different downwardpressure
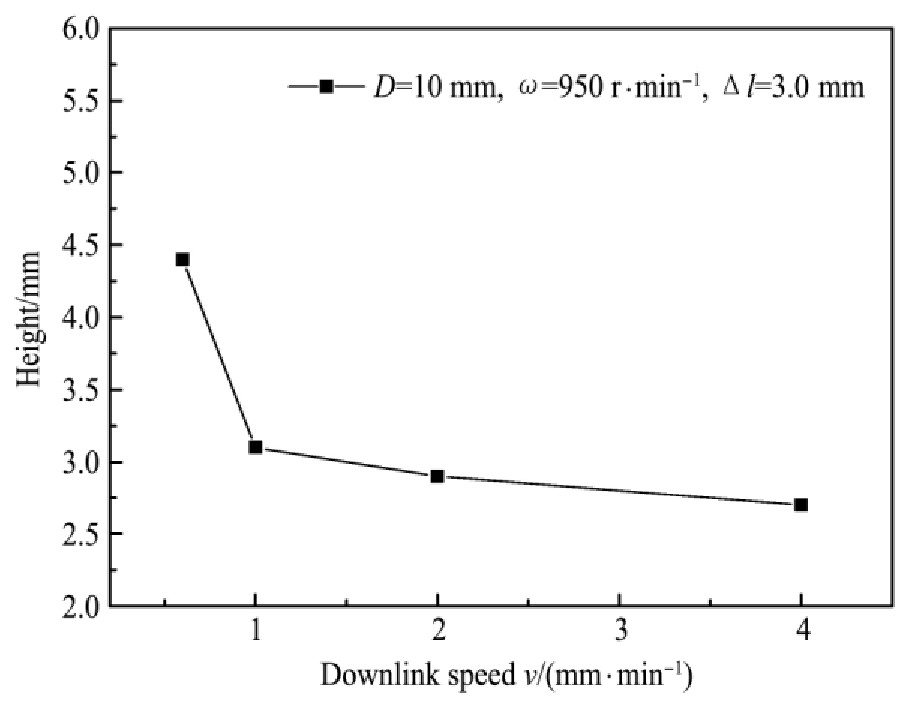
ͼ3 ���θ߶�����ѹ�ٶȱ仯����
Fig.3 Variation of forming height with downlink speed
ͼ4Ϊ����ͷֱ��D=10 mm����ѹ�ٶ�v=0.6mm��min-1����ѹ��?l=3.0 mmʱ�����θ߶��湤��ͷת�ٵı仯���ɣ���ͼ�п��Կ������湤��ͷת�ٵ����ӣ����θ߶������Ӻͣ�������ͷת��Ϊ950 r��min-1ʱ�����ϵij��θ߶���ߣ�Ϊ4.4mm����ת�����ߵ���=1180 r��min-1ʱ�����θ߶���С����Ϊ3.3 mm����Ϊ���ι����У�����ͷת�ٺ���ѹ�ٶ��и����ƥ��ֵ��ת��̫�ͣ����ϵ�����Ч�������ԣ����������Բת�ٹ��ߣ������ڹ���ͷ�Ĵ��������ױ�������������������Ч������εIJ��������С�����θ߶Ƚ��͡�
ͼ5Ϊת�٦�=950 r��min-1����ѹ�ٶ�v=0.6mm��min-1����ѹ��?l=3.0 mmʱ��3�ֲ�ͬ����ͷֱ������Ħ����ѹ���κ���θ߶�����ѹ���仯���ɡ���ͼ�пɿ�����3�ּӹ�ͷֱ�������£�������ѹ�������ӣ����θ߶Ȳ���������ͬ��ѹ�������£�����ͷֱ���Գ��θ߶�Ӱ��Ҳ�Ƚ����������Ź���ͷֱ�������ӣ����θ߶������ڹ���ͷֱ��D=20 mmʱ�����ϵij��θ߶���ߣ��ﵽ15mm������Ҫ����Ϊ����ͷֱ�����������������εIJ���������ӣ������������ԭ�������ϵij��θ߶�����
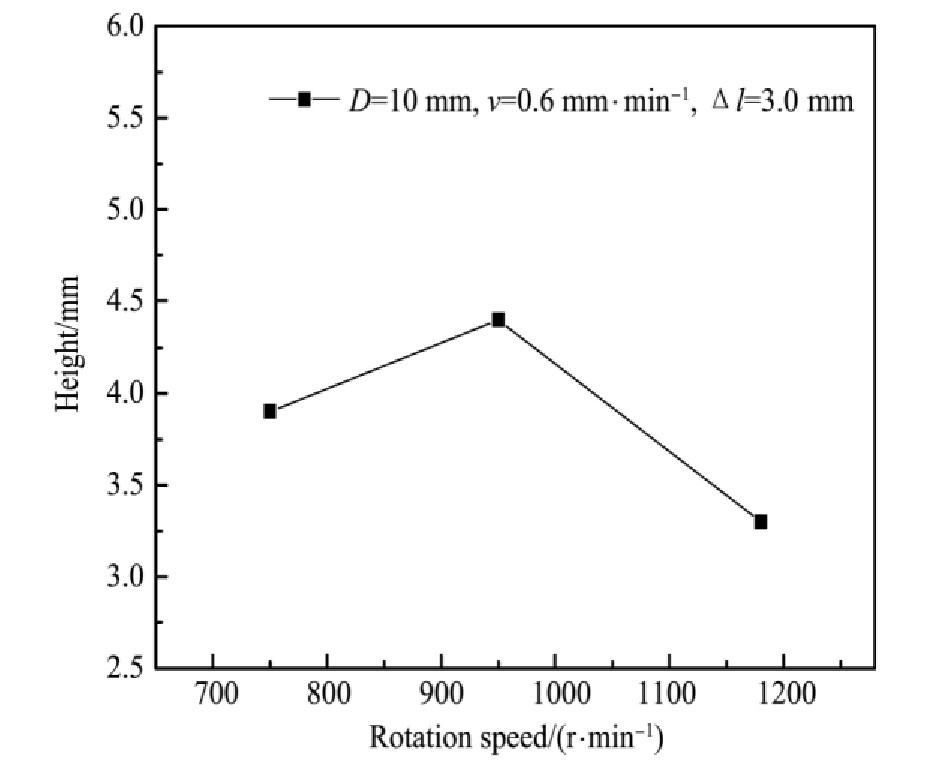
ͼ4 ���θ߶��湤��ͷת�ٱ仯����
Fig.4 Variation of forming height with tool head rotation rate
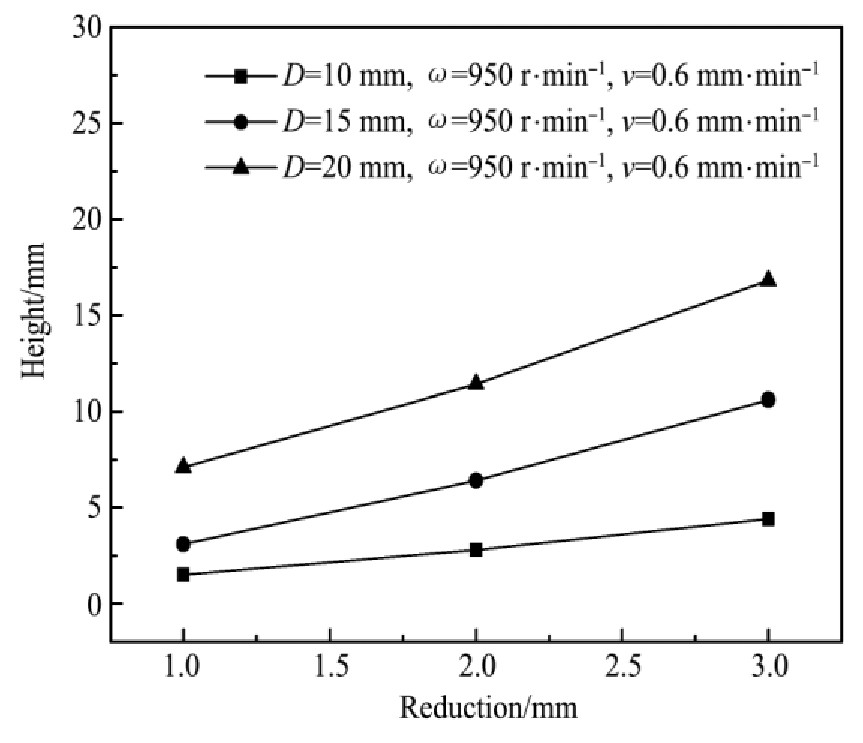
ͼ5 ���θ߶�����ѹ���仯����
Fig.5 Variation of forming height with reduction amount
ͨ�����������Ż��������ѵij��ι��ղ���Ϊ������ͷֱ��D=20 mm��ת�٦�=950 r��min-1����ѹ�ٶ�v=0.6 mm��min-1����ѹ��?l=3.0 mm���������µ�������Ħ����ѹ���κ���ϵĽ�����ͼ6��ʾ�����κ���������Ӱ�������������ͱ���������������������ɡ�����������Ҫ�ܵ�����Ħ����Ӱ�죬δ�������Σ��������ϲ����ܵ�����Ħ����ЧӦ�������ܽ������ͼ�ѹ�����ã�������ͬλ�ã����ϵ�����״̬Ҳ���в��죬�ڢ���ѡȡͼ6��ʾ��A������B������C)3������λ�ý�����֯�۲�ͷ�����
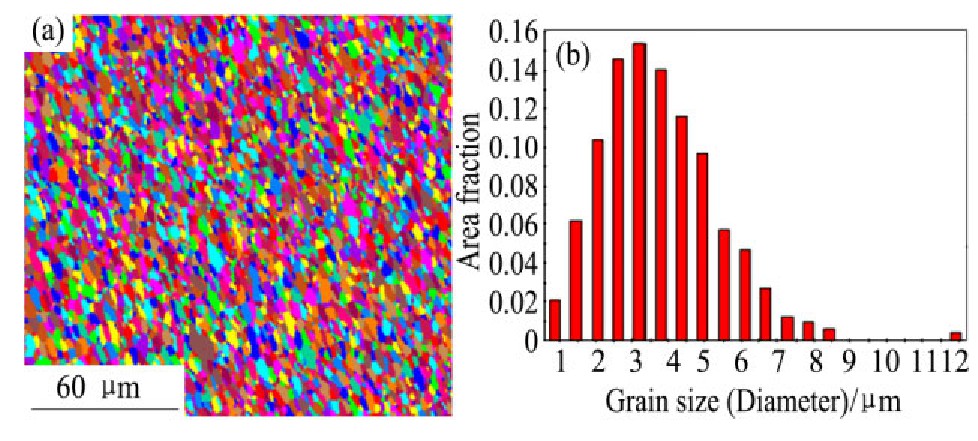
ͼ7Ϊ6061T6ԭʼ��ĺ���Ӱ�������ϵľ����ߴ�ֲ��������ͼ7�п��Կ�������ԭʼ�����ȣ���Ӱ��������֯��̬�;����ߴ�ֲ��仯����ͨ��EBSD����ͳ�ƻ�õ�����״̬�²��ϵ�ƽ�������ߴ�ֱ�Ϊ27.6��26.5��m����Ӱ����ƽ�������ߴ�δ���������ı䣬˵�����ι����в�������ЧӦ��δ�������ij���
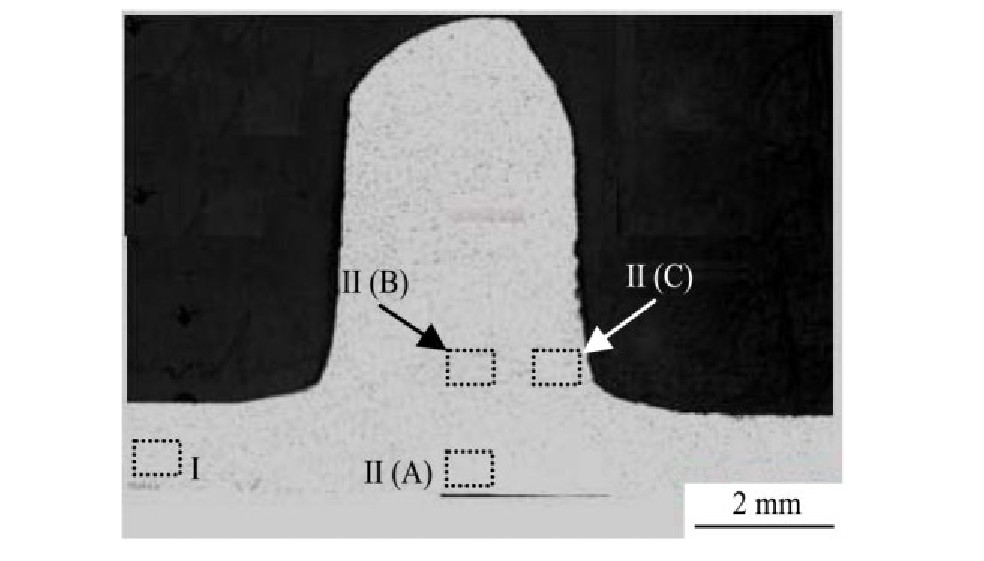
ͼ6 ��������Ħ������������Ƭ
Fig.6 Metallographic photograph of single point flow friction forming(D=20 mm����=950 r��min-1,v=0.6 mm��min-1��?l=3.0 mm)

ͼ7 ԭʼ��ĺ���Ӱ����EBSDͼ�������ߴ�ֲ�
Fig.7 EBSD map and grain size distribution of original plate and heat-affected zone
(a)EBSD map of original plate;(b)EBSD map of Zone I;(c)grain size distribution of original plate;(d)grain size dis-tribution of Zone I
ͼ8Ϊ��������Ħ����ѹ���κ�ͼ6��ʾ��A��������EBSDͼ�;����ߴ�ֲ�ͼ����A����λ�����������߿�����λ�ã�����������빤��ͷֱ�ӽӴ����ڹ���ͷ�����·����ռ���ά��������ͼ8(a�����Կ�������ԭʼ�����ȣ�����������̬������һ���ı仯������������һ���������ֲ������dz�һ���Ƕ��ڿռ����ҷֲ�������Ҫ�Dz��Ϸ����������εĽ������ͼ8(b�����Կ���������������Ա��ֽϴ�ľ����ߴ磬ƽ�������ߴ�ԼΪ23.8��m����ԭʼ�����ȣ��ֲ�������֯��һ����ϸ������ϸ��Ч�������ԡ�
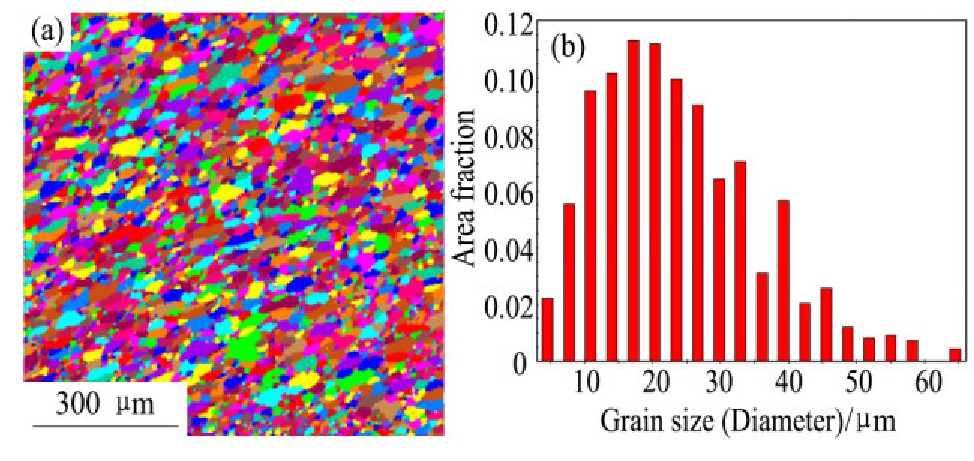
ͼ8 ��A��������EBSDͼ�������ߴ�ֲ�
Fig.8 EBSD map and grain size distribution of Zone��A)
(a)EBSD map of Zone��A);(b)grain size distribution of Zone��A)
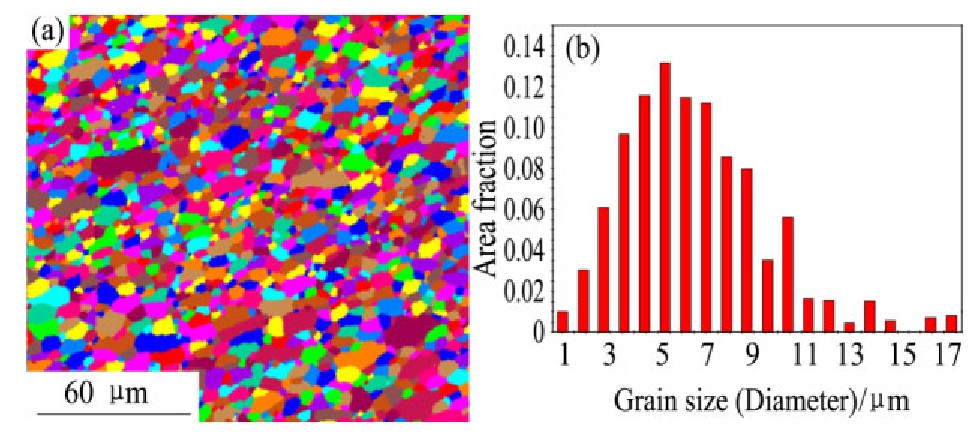
ͼ9 ��B��������EBSDͼ�������ߴ�ֲ�
Fig.9 EBSD map and grain size distribution of Zone��B)
(a)EBSD map of Zone��B);(b)grain size distribution of Zone��B)
ͼ9Ϊͼ6��ʾ��������B��λ�ò��ϵ�EBSDͼ�;����ߴ�ֲ�ͼ������Ϊ���輷ѹ���ϱ���������������ϲ���������ǿ�ҵĽ���Ħ���ӹ������Ҿ����˼�ѹ���Ա��Σ��ڽ������ͼ�ѹ�����������£����ϵ���֯���������Ե�ϸ����ԭʼ��֯�ڵij���״������ʧ�������˴�����ϸС���ᾧ������ͼ9(b�������ߴ�ֲ����Կ��������������ߴ�ϸС��ƽ�������ߴ�Ϊ6.54��m��
ͼ10Ϊͼ6��ʾ��C��������EBSDͼ�;����ߴ�ֲ�ͼ����ͼ10(a�����Կ��������������B����֯��ȣ���������֯����ϸС��70%���ϵľ����ߴ�С��4��m��ƽ�������ߴ��Ϊ3.75��m���������Ͽ���ģ����ǻ��ڹսǴ��������ܽ������ͼ�ѹ���������ã����Ұ�ģ��ڴ������ܵ�һ���ļ��б��Σ��ڴ����Ա��������£����Ϸ����˶�̬�ٽᾧ����������ϸС�����B����ȣ�����������̬���������Եı仯����Ϊ�������ܵ��ϴ�ļ�ѹ�����ڼ�ѹ�������£��������ٵ��ᣬ�����ؼ�ѹ������������
ͼ1 0 ��C��������EBSDͼ�������ߴ�ֲ�
Fig.10 EBSD map and grain size distribution of Zone��C)
(a)EBSD map of Zone��C);(b)grain size distribution of Zone��C)
ͼ11Ϊͼ6��ʾ��A),(B),(C)3��λ�þ���Ƕȷֲ������һ����Ϊ�����ھ���֮���λ������15��ľ����Ϊ��ǶȾ��磬����Ƕ�С��15��ľ����ΪС�ǶȾ��硣��ͼ�п��Կ�������A����λ��С�ǶȾ��������Խϸߣ��ﵽ54.9%����ǶȾ��������Ϊ45.1%����Ϊ����������Ҫ�ڹ���ͷ���氼�۴����·�����ά���������ϵı������ϴ��ڲ��γ��˴�����λ�������γɵ��Ǿ��������A������ȣ���B�����ϵĴ�ǶȾ���������࣬�ﵽ66.6%����C������ǶȾ��������ߣ��ﵽ81.8%��˵���������������������Ħ���Ⱥͼ�ѹ���εĹ�ͬ�����·����˶�̬�ٽᾧ�������C�����ϱ��ξ��ң��ڴ����Ա��������£������ڲ��γ����ȶ����ٽᾧ��֯��ʹ��ǶȾ���ı����������ӡ�
3 ����
1.6061T6���Ͻ�����Ħ����ѹ������������β�������ͷֱ���йأ����Ź���ͷֱ������ѹ�������ӣ����θ߶����ӣ�������ѹ�ٶȵ����ӣ����θ߶Ƚ��ͣ����Ź���ͷת�ٵ����ӣ����θ߶������Ӻͣ��ڹ���ͷֱ��D=20 mm��ת�٦�=950 r��min-1����ѹ�ٶ�v=0.6mm��min-1����ѹ��?l=3.0 mm�����£����ϵij��θ߶����Ϊ15 mm��
2.6061T6���Ͻ�����Ħ����ѹ���κ���������Ӱ�����ͱ�������ɡ���ԭʼ�����ȣ���Ӱ����������״�ͳߴ�δ�������Ա仯��ƽ�������ߴ�Ϊ26.5��m��
3.��������ͬλ�ò��ϵ�����״̬��ͬ��������֯�ֲ������ȣ���A�����������Ϸ����ռ��������֯ϸ�������ԣ�ƽ�������ߴ�Ϊ23.8��m���������ǶȾ��������Ϊ45.1%��
4.��B������C�����輷ѹ���ϱ�������֯ϸ�����ԣ�ƽ�������ߴ�ֱ�Ϊ6.54��3.75��m����C�������ǶȾ�������������ߣ��ﵽ81.8%�����ι����з����˶�̬�ٽᾧ��
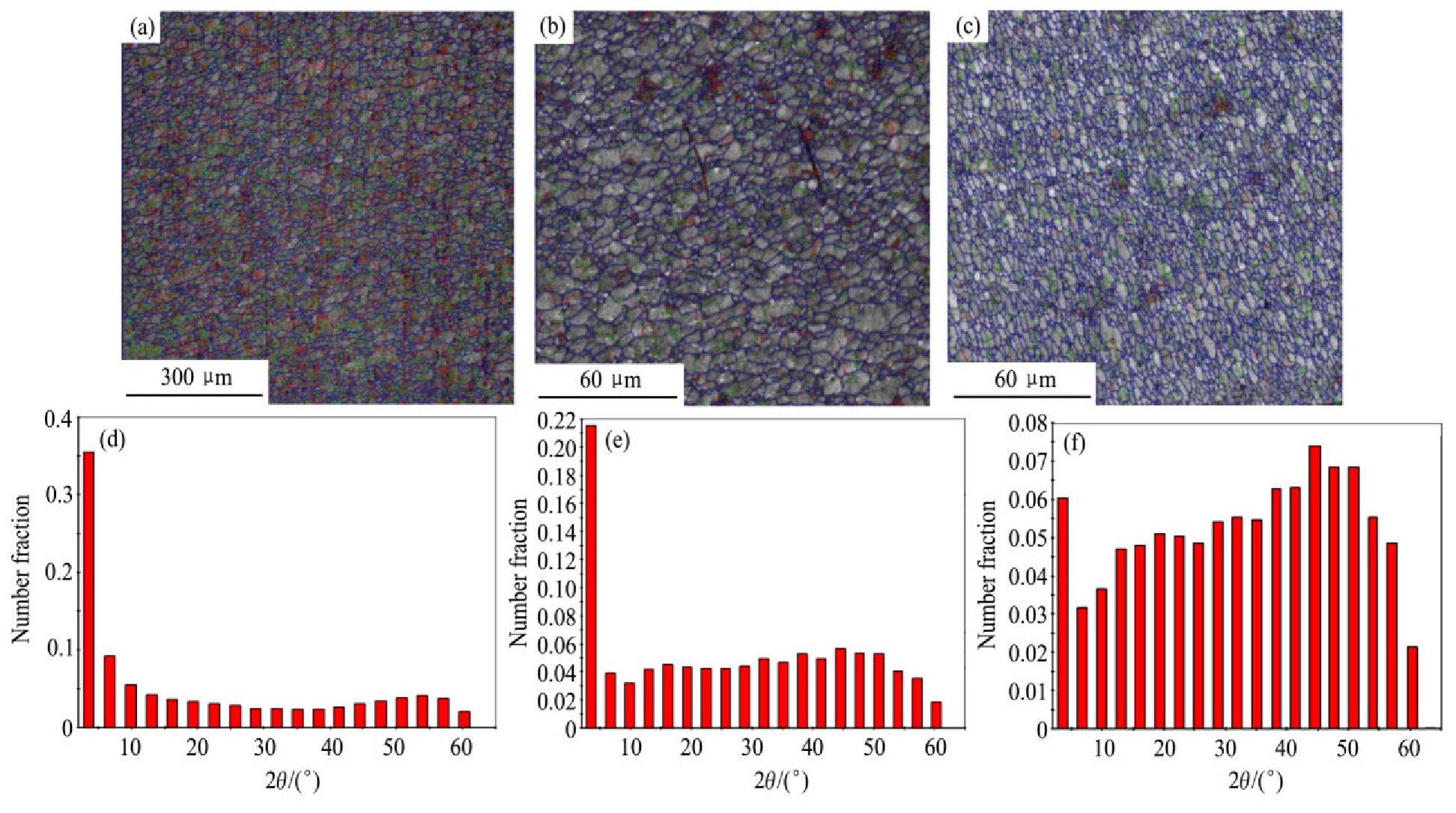
ͼ1 1 ��������ͬλ�þ���ͼ������ȡ��Ƿֲ����
Fig.11 Grain boundaries map and the misorientation angles distribution of different deformation zone
(a)Grain boundaries map of Zone��A);(b)Grain boundaries map of Zone��B);(c)Grain boundaries map of Zone��C);(d)misorientation angles distribution of Zone��A);(e)misorientation angles distribution of Zone��B);(f)misorientation angles dis-tribution of Zone��C)
�����
