
���±��: 1004-0609(2006)09-1534-05
̼Ĥ���߸�ʽ����Al-Si�Ͻ���������ܼ���
��Ħ����
������1, 2, ������1, Ф����2, �μ���1
(1. ������ͨ��ѧ ��������ǿ�ȹ����ص�ʵ����, ���� 710049;
2. ����������ѧ ��е�뾫����������ѧԺ, ���� 710048)
ժ Ҫ: ���÷�ƽ��ſؽ������ӶƼ����Ʊ�̼Ĥ, ͨ���Ե��ߺ���ĥ�����ߡ� �������Լ����ӹ����ȵķ���, ֤����Ӳ�ȵ�Ħ������̼Ĥ���ٸֵ����ڸ�������������������Ͻ�ʱ�������õ��������ܡ� ͬʱ����OM�� SEM�� XPS��EDS�ȷ���������������̼Ĥ�ļ�ĦЧӦ����̽��, ֤��̼Ĥ���Ƶ��߿�ճ�������ı�������̼Ԫ�ض�����Ͻ����ʪ�Խϲ�, ������Ħ������������̼ת��Ĥ�� ����������̼Ĥ�����ȶ���Խ��, ̼Ĥ���ߵ�������Խ��, һ��̼Ĥ�ƻ�, ��Ѹ�ٷ���ճ��ʧЧ��
�ؼ���: ̼Ĥ; Al-Si�Ͻ�; ��ʽ����; ��Ħ; ��ʪ�� ��ͼ�����: TG501; TH117
���ױ�ʶ��: A
Machinability and anti-adhesive wear performance of carbon coated tools in drilling of Al-Si alloy
BAI Li-jing1, 2, ZHU Xiao-dong1, XIAO Ji-ming2, HE Jia-wen1
(1. State Key Laboratory for Mechanical Behavior of Materials, Xi��an Jiaotong University, Xi��an 710049, China;
2. School of Machinery and Precision Instrument Engineering, Xi��an University of Technology, Xi��an 710048, China)
Abstract: Two kinds of carbon coatings with high hardness and low coefficient of friction were deposited by closed filed unbalanced magnetron sputtered ion plating techniques. By the analysis of flank wear, the cutting force curves and the dispersion of cutting holes and the carbon coated tools show excellent cutting performance in dry cutting of Al-Si alloys. Through OM, SEM, XPS and EDS, the low adherence of carbon coated tools can be attributed to the low wettability between the Al-Si alloys and carbon instead of forming carbon transfer film during wear. The higher the thermal stability of carbon coating is, the longer of the cutting tools life is. The catastrophic adhesive wear may occur once the carbon coating fails.
Key words: carbon coating; Al-Si alloy; dry cutting; low wear rate; wettability
Al-Si�Ͻ����ִ���ҵ��;�������������֮һ, ���ܶȴ�ԼΪ�ֵ�1/3, ������Ч�ؼ�Сϵͳ�ڸ����˶���������������, ���ϵͳ�����ٶ�, ͬʱAl-Si�Ͻ����Ժá� �׳���, ������������ָ��ӵ��㲿��[1, 2]�� �ر���������ҵ, Ԥ�Ƶ�2010�꽫��25%�Ľγ�����ṹ���Ϻ�20%�ĵ��̲��ֲ���������Ͻ��Ƴ�[3]��
������������������ɱ��� �������Լ��Բ���������Ľ����Ե��ŵ��Ϊ�ִ��ӹ�ҵ���о��ȵ�[4-6]�� Al-Si�Ͻ�����Ӳ�Ⱥ��۵��, �����ڳ����ӹ�ʱ�����ӹ�����, ����ʽ����ʱ, �ڴ����Ա��κ�������Ӱ����, ������ճ��ʧЧ�� ���, �����ձ���Ϊ���ٸֵ�����������, �ر��dz�������������Ͻ��Dz�����ʵ�ֵ�[7, 8]��
��������ȫ���뵶-����ֱ�ӽӴ�, ����ճ�����, ��ߵ��������������е�Ħ��ĥ�����ܡ� ������̼Ĥ�����Ͻ�������õ�Ħ��ĥ������, ���Ŀǰ�ӹ����Ͻ�ĶƲ㵶����̼ĤΪ��[9, 10]�� ������[1, 9-11]�ɿ���, ̼Ĥ��ߵ���������ԭ����������Ħ��ĥ�������������ת��Ĥ�Ӷ����Ƶ��ߵ�ĥ�����ܡ� ��ͬʱ̼Ԫ�ر���������Ͻ����ʪ�Լ���, 1000��������̼Ԫ�ض����ᷢ��ճ��[12]�� �ڽ���ճ��ĥ��Ĺ�����, ���������ƺ���ע�ؼ�ĦЧӦ��ת��Ĥ������[13, 14], ������ʪ���������á� �ſؽ�������ʯ(Diamond like carbon, DLC)����ʯī̼Ĥ(Graphite like carbon, GLC)�����и�Ӳ�Ⱥ͵�Ħ������[15-17], �������ߵ��ӹ�Al-Si�Ͻ���������ܡ� ���������о���GLC��DLC̼Ĥ��ʽ��������Ͻ������, �����˼ӹ�����Ͻ�����Ʋ������, ����̼Ĥ�����������м�ĦЧӦ�ı���ԭ������̽�֡�
1 ʵ��
����Kistler Type 9271A���źŲɼ���(NEC Type RA1200)�Ȳ����Ͳɼ�ʵ���������ź�, ������������������������Ρ� ����ʵ��ΪMCV-510��ʽ�ӹ�����, ��ͷĥ�������÷Ŵ���Ϊ30���Ĺ���������̬�۲������
����ʵ��������������½���, �����ٶ�Ϊ61m/min, ������f=0.13mm/r, ������Ϊ19mm��ä�ס� ʵ������ͷ��ĥ�۱�ȡ���ߺ���ĥ��ֵVB=0.128mm�� �ӹ����ȵ��ñ�H7�� H8�� H9��H10��������������
��������ΪAl-Si�Ͻ�(HB66~67), ����Ҫ��ѧ�ɷ�Ϊ(��������, %): Si 4.95~4.96; Cu 3.58~3.65; Mg 0.024~0.030; Fe 0.34~0.33�� ͼ1��ʾΪAl-Si�Ͻ�Ľ�����֯��
����ѡ��ֱ��Ϊ6.35mm��M2���ٸֱ��黨�ꡣ

ͼ1 Al-Si�Ͻ������֯
Fig.1 Optical metallograph of Al-Si alloy
�Ʋ��Ħ��ĥ��ʵ�����BDW-3������ĥ��ʵ���, �غ�Ϊ1050kg, Al-Si�Ͻ�ӹ���d2.5������, ������1200#ˮɰֽ��ĥ, ĥ��ʱ���ٶ�Ϊ200mm/s�� ʵ����GLC�� DLC���ٸ�(High speed steel, HSS)��Al-Si�Ͻ��Ħ�������ֱ�Ϊ0.57�� 0.16��0.15��
�Ʋ���˻�ʵ�������ͨ��ʽ¯, ����ʱ��Ϊ1h; Ӳ�Ȳ��Բ���MH-5����Ӳ����, �غ�20g, ����ʱ��10s�� GLC��DLC�Ʋ������Ӳ�ȷֱ�Ϊ21.3��23.1GPa��
�Ʋ����ò�۲���ɷַ�������JEOL JSM-6460ɨ��羵��INCAx-sight OXFORD INSTRUMENTS�����ǡ� ��ĥ��Al-Si���ɷַ�������AXIS UCTRA��X���߹����������, �в�ΪK����(E=1486.6eV), ��������Ϊ0.1; �������Ϊ133MPa, ��������Ϊ300~700��m��
2 ���������
����ʵ���Ե��ߺ����ϵ�ĥ��ֵ�ﵽ0.15mmΪ�����������оݡ� ʵ��������̼Ĥ�����ڼӹ�Al-Si�Ͻ�ʱ, �ӹ�����ԶԶ���ڸ��ٸ���ͷ, ���мӹ��������Ϊ: GLC�Ʋ���ͷ�ɼӹ�600����, DLC�Ʋ�ɼӹ�400����, �����ٸ���ͷ���ӹ���80���ס�
һ�����, ��������Ͻ���������ճ��, ���ӹ��Ŀ״�����ߴ�ƫ��, ��˿��쵶�߶�����Ͻ����������, �������ǿĸ���, ͬʱ��Ҫ�������ӹ��ľ��ȡ� ͼ2��ʾΪ���ӹ��ľ��ȷֲ���
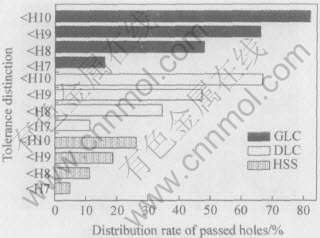
ͼ2 �ϸ������ijߴ�ֲ�
Fig.2 Average diameter distribution rate of eligible cutting holes
��ͼ2��֪, GLC�� DLC���ٸ����ӹ��Ŀ���, ��H7�� H8�� H9�� H10��Χ�ھ�����GLC̼Ĥ�ӹ��ĺϸ������, ���гߴ繫����H10���ڵĿֱ�ռ��82%�� 66.75%��26.25%(��������)�� ��˵���ڼӹ�������, �Ʋ����Ը��������Ч�ʺ�������
ͼ3��ʾΪ��ͬ�Ʋ㵶�ߵ�ĥ�����ߡ� ��ͼ3��֪, ����ͷ����û���ȶ�ĥ���, �ܿ�������ĥ��Ρ� DLCĤ�ڼӹ���330��֮��, ҲѸ�ٽ������ĥ���, ��GLCĤ��������̬ĥ��������ĥ�����Ը���DLCĤ, ����̬���ϳ�, ֱ��500���ײſ�ʼ����ĥ��ĵ����Ρ� ����ĥ�����һ�������Ϊ��еĥ��, Ӳ��Խ��, ��ĥ������Խ��, 3��ĥ������Ҳ���ֳ��ù��ɡ� ˵��������̬�Ժ�Ʋ�ĵ�Ħ����������������Ͻ�Ե��ߵ�ճ��, �Ӷ�����˵��ߵ���ĥ�����ܡ�
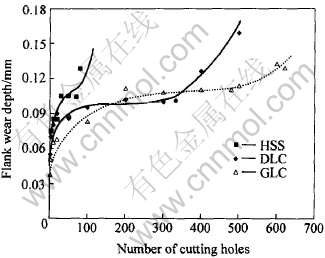
ͼ3 ��ͬ�Ʋ㵶�ߵ�ĥ������
Fig.3 Wear curves of different drills
ͼ4��ʾΪ��ͬ���������������е���������Ť�صı仯���ߡ� ������������Դ����ϵĵ����Ա����Լ���м�� ��-��֮���Ħ�������й�, ����Ĥ�Բ��ϵĵ����Ա���Ӱ���С, ���Ħ������Ӧ����Ӱ���������仯����Ҫԭ��֮һ�� Ħ������ԽС, ������Ħ����ҲԽС, �������������ı仯�����뵶�ߵ�ĥ�����߲���һ��, ��֪�������ı�С�����ǵ���ĥ�������ľ���������, ��DLCĤ�����������������ٸֵ���ʱ, �Կɼӹ���100���ס� �ɴ˵õ�����, �ڼӹ����������Ͻ�֮���������ɫ�Ͻ�ʱ, ���ͶƲ��Ħ����������߶Ʋ��Ӳ�ȸ�Ϊ��Ч�� ���������е����ϵ�Ť���뵶���ϵ�ճ���������ֱ�ӵĹ�ϵ, ��ͼ4(b)�п����Կ����Ʋ㵶�ߵ�Ť��ҪС�ڸ��ٸֵ��ߵġ�
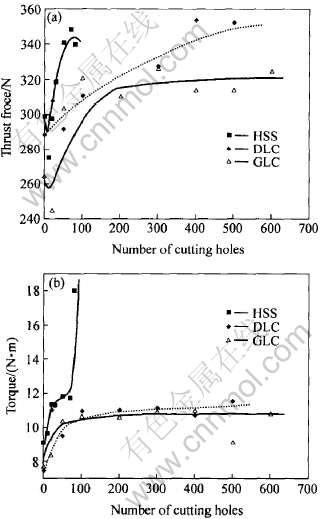
ͼ4 �����������������������ı仯����
Fig.4 Change curves of cutting force of drills during cutting
��������, �Ʋ���ߵ�����ĥ���ܵ���Ҫԭ�������ڶƲ���м�Ħ���á� ͼ5��ʾΪ�Ʋ���Pin-on-Diskĥ��ʵ���ͬ��ĥ����Al-Si��ĥ����ͼƬ�� ��ͼ5����, ���ٸ�ĥ�������ֵ��͵�ճ������, ��GLC̼Ĥ����ֲڶ�Ҳ����ҪС��DLC̼Ĥ, ˵�����ڽϵ͵�Ħ�����������˸��ٸ�������ճ�ᡣ
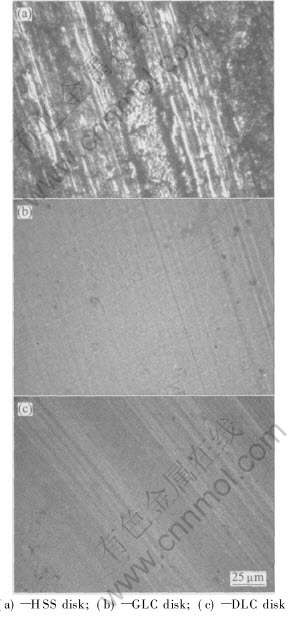
ͼ5 ��Al-Si�Ͻ��ĥ��ͬ����Ľ�����Ƭ
Fig.5 Metallographs of different disks against Al-Si pin
һ����Ϊ, ����������̼Ĥ�Ĺ������������������Ħ��������ת��Ĥ, ʹ��Ħ��ĥ������̼��̼֮�䡣
ͼ6��ʾΪPin-on-Diskʵ����������Ħ����������XPS������ߡ� ��ͼ6��֪, ��GLC�� DLC��HSS��ĥ��Al-Si�����涼û�г��ִ�̼�ṹ(���ʯΪ285.5eV, ʯīΪ284.15eV), ˵����ʱ��û�г���ת��Ĥ��
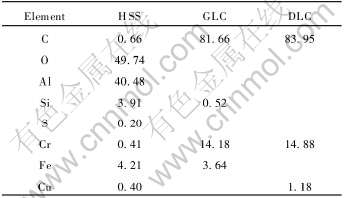
��1����Ϊ��Ħ��ĥ���Ʋ���������������� �ɱ�1��֪, ĥ���̼Ĥ�Ʋ�ı��治������Ԫ��, �����ٸֱ�����ִ�������Ԫ��, ˵���Ʋ������Ͻ�������õĿ�ճ�����ܡ� �ɴ˿��Զ϶�, ̼Ĥ���Ħ���õ���Ҫ��̼Ԫ��������Ͻ����ʪ�Խϲ����ת��Ĥ�����ɡ�
������ʵ����, ����̼Ĥ���������������1.5��, �ӹ��ľ���Ҳ�����Բ�ͬ�� ��������̼Ĥ������Ͻ��Ħ������������, ��̼Ԫ�ض�
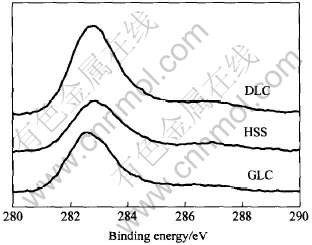
ͼ6 �벻ͬ��ĥ��Ħ�����Al-Si����XPS��
Fig.6 XPS spectra of Al-Si alloy pins against different disks
��1 ��ͬĥ�����ijɷַ���
Table 1 Elements distribution of different disks against Al-Si pin (mole fraction, %)
����Ͻ����ʪ�Ի�����ͬ, �������Dz���;���ȡ����Ħ���ѻ���չ�ij̶�, ����Ħ��ʱ�ķ�չ�¶Ⱥͱ���������������ƻ�, Ħ���Ʋ��ʧЧ������ڷ������������ڶƲ�İ��䡢 �����Լ�������Ѷ����µ�[18]�� �������ͨ��Ħ��ĥ��, ����������������, �������и��ܱ�������Ӧ�����õ��ص�, ͬʱ����ʱ����������ɢ��, �¶����α�ԶƲ������Ӱ���Ϊ���ҡ� ��̼Ĥ�������֮�����������ȶ���, ��̼ͬĤ���������Ĵ�С, ��Ȼȡ���������ȶ��ԵĴ�С�� ������������, һ��̼Ĥ���ƻ�, ���ڵ�м�Ӵ�����Al��Fe��Ϊ��ѧ���Լ�ǿ��������, ����֮���ճ�����ߴ�2.5mN, ��ô�����뵶�߷�������Ϸ���ǿ�ҵ�ճ��ĥ��, ���ٸֵ��ߺܿ�ʹﵽʧЧ�� �ӵ��ߵ�Ħ��ĥ������(ͼ2)Ҳ�ɿ���,DLC�ӹ���330�����Ժ�,�ܿ�������ĥ���,���������������ȵ�Ӱ���¶Ʋ��������ʧЧ��ͼ7��ʾΪSi��Ƭ�ϲ�̼ͬĤ���˻�Ӳ������.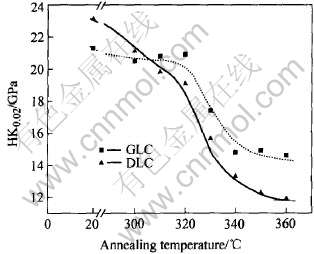
ͼ7 ̼Ĥ���˻�Ӳ�����˻��¶ȵı仯����
Fig.7 Change curves of hardness of carbon film with annealing temperature
��ͼ7��֪, ����GLCĤ��Ӳ���ڳ���С��DLCĤ��, �����˻��¶ȵ�����, Ӳ���½��ø���, ˵��GLC�����ȶ�������DLC��, ���������������������Ҳ������
3����
��Ӳ�ȵ�Ħ��������̼Ĥ�������ڸ�ʽ������������Ͻ�, ���������жƲ�ĸ�Ӳ����Ч�ط�ֹ�˵���ճ��, ���͵�Ħ���������������������е�Ħ����, ����˵��ߵĿ�����ճ������, ����˵��߸���������Ͻ��������
REFERENCES
[1]������. �ҹ����ӹ�ҵ��չ����[J]. �й���ɫ����ѧ��, 2004, 14(S1): 179-181.
ZENG Su-min. Development of aluminium working industry in China[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(S1): 179-181.
[2]Gowri S, Samuel F H. Effect of Mg on the solidification behavior of two Al-Si-Cu-Fe-Mg(380) diecasting alloys[J]. AFS Trans, 1993, 101: 611-618.
[3]Kimberley W. Enlightened process[J]. Automotive Engneer, 2003, 11: 50-51.
[4]Harris S G, Vlasveld U A C, Doyle E D, et al. Dry machining-commercial viability through filtered arc vapor deposited coatings[J]. Surface and Coatings Technology, 2000, 133-134: 383-388.
[5]Derflinger V, Br�|ndle H, Zimmermann H. New hard/lubricant coating for dry machining[J]. Surface and Coatings Technology, 1999, 113: 286-292.
[6]Leep H R, Halbleib E D, Jiang Z. Surface quality of holes drilled into aluminum 390[J]. Int J Prod Res, 1991, 29(2): 391-400.
[7]Braga D U, Diniz A E, Miranda G W A, et al. Using a minimum quantity of lubricant (MQL) and a diamond coated tool in the drilling of aluminum-silicon alloys[J]. Journal of Materials Processing Technology, 2002, 122: 127-138.
[8]Vandevelde T C S, Vandierendonck K, Stappen M V, et al. Cutting applications of DLC, hard carbon and diamond films[J]. Surface and Coatings Technology, 1999, 113: 80-85.
[9]Zhang W, Tanaka A. Tribological properties of DLC films deposited under various conditions using a plasma-enhanced CVD[J]. Tribology International, 2004, 37: 975-982.
[10]Jarratt M, Field S K, Yang S. Graphite-like and carbon coatings with exceptional tribological properties[J]. Transactions of Materials and Heat Treatment, 2004, 25(5): 796-802.
[11]Liu H W, Tanaka A, Kumagai T. Influence of sliding materials on the tribological behavior of diamond-like carbon films[J]. Thin Solid Films, 1999, 352: 145-150.
[12]Landry K, Kalogeropoulou S, Eustathopoulos N. Wettability of carbon by aluminum and aluminum alloys[J]. Mater Sci Eng A, 1998, 254: 99-111.
[13]Uglov V V, Kuleshov A K, Rusalsky D P, et al. Wear-resistant metal-carbon composite coating[J]. Surface and Coatings Technology, 2000, 128-129: 150-155.
[14]Donnet C, Erdemir A. Solid lubricant coatings: recent developments and future trends[J]. Tribology Letters, 2004, 17(3): 389-396.
[15]Grimanelis D, Yang S, Bohme O, et al. Carbon based coatings for high temperature cutting tool applications[J]. Diamond and Related Materials, 2002, 11: 176-184.
[16]Yang S, Teer D G. Investigation of sputtered carbon and carbon chromium multi-layered coatings[J]. Surface and Coatings Technology, 2000, 131: 412-416.
[17]Yang S, Lib X, Reneviera N M, et al. Tribological properties and wear mechanism of sputtered C-Cr coating[J]. Surface and Coatings Technology, 2001, 142-144: 85-93.
[18]Hogmark S, Jacobson S, Larsson M. Design and evaluation of tribological coatings[J]. Wear, 2000, 246: 20-33.
�ո�����: 2006-03-01; ������: 2006-05-30
ͨѶ����: ������, ������; �绰: 029-82668696; E-mail: xdzhu@mail.xjtu.edu.cn
