
���±��: 1004-0609(2005)01-0033-05
Zr55Al10Ni5Cu30���Ǿ��Ͻ�ij����Լ�ѹ��������
��־��, �� ��, л����
(�����Ƽ���ѧ ���Ͽ�ѧ�빤��ѧԺ, ���� 100083)
ժ Ҫ��
ͨ��ʾ��ɨ�����ȷ���ȷ����Zr55Al10Ni5Cu30���Ǿ��Ͻ�Ĺ����¶�����Χ, ����Ӧ������ͻ��ѹ��ʵ������˺Ͻ���450��ʱ����ѧ����, �о��˺Ͻ��ڲ�ͬ��ѹ�ٶȡ� ��ͬ��նȵȹ��������µļ�ѹ�������ܡ� �������: Zr55Al10Ni5Cu30���Ǿ��Ͻ�IJ�����ת�俪ʼ�¶�TgΪ422.4��, ������ʼ�¶�TxΪ482.4��; ��450�桢 Ӧ������С��5��10-3s-1��������, �Ͻ������Ӧ��С��40MPa; �ڼ�ѹ�ٶ�Ϊ0.002~0.004mm/s��Χ�ڼ�ѹʱ, �Ͻ�����ѹ�غɱ仯��С; �ڼ�ѹ�¶�Ϊ450��ʱ, �Ͻ�����ѹ��������ն�(2~2��10-3Pa)����߶�����; ���Ǿ��Ͻ��ڳ����Գ���ʱ���ֳ���һ��������ϸ����Ħ��������
�ؼ���: ���Ǿ��Ͻ�; ��ѹ; Ħ��; ��ն� ��ͼ�����: TG304
���ױ�ʶ��: A
Superplastic extrusion behaviors of
Zr55Al10Ni5Cu30 bulk metallic glass
ZHANG Zhi-hao, ZHOU Cheng, XIE Jian-xin
(School of Materials Science and Engineering,
University of Science and Technology Beijing, Beijing 100083, China)
Abstract: Super-cooled liquid region was determined through differential scanning calorimetric, and mechanical properties were analysed by strain rate increase test for Zr55Al10Ni5Cu30 at 450��. The superplastic extrusion experiments were carried out under different extrusion velocities and vacuum degrees. The results show that the glass transition temperature Tg of Zr55Al10Ni5Cu30 is 422.4��, and the crystallization temperature Tx is 482.4��. At the temperature of 450�� and strain rate less than 5��10-3s-1, the flow stress of the alloy is less than 40MPa. When extrusion velocities varying from 0.002mm/s to 0.004mm/s, the differences of maximal extrusion loads are not obvious. At 450��, the maximal extrusion load increases with the rising vacuum degrees (2-2��10-3Pa). In superplastic forming, bulk metallic glass has larger surface friction resistance than ordinary metal alloys.
Key words: bulk metallic glass; extrusion; friction; vacuum degree
20����90�������, ���Ǿ��Ͻ���Ʊ�ȡ��������ͻ���ԵĽ�չ[1-6], ������չ����Fe�� Co�� Zr�� Ni�� Mg�� Pd�� Ti�� Cu�� Nd�� La�ȶ�ϵ�еĴ��Ǿ��Ͻ����, �������Ʊ��ķǾ��Ͻ�ߴ������Ҫ���ٽ���ȴ�ٶ�Ҳ������ʵ�����塣 Ŀǰ, ���Ǿ��Ͻ��Ѿ���������Ʒ�� �ֻ������ҽ����е��������һ���̶ȵ�Ӧ��[7], ������η��������Ͼ���������������̷�, �÷��Գ����豸�����տ���Ҫ���, ���μ�������Ҳ�ܵ������ơ� ��һ����, ���ڴ��Ǿ��Ͻ�Ľṹ�Լ���ǿ�Ⱥ�Ӳ�ȵ��ص�,�������������Dz��û��ӹ��������Լӹ�,����μӹ���ʮ�����ѡ� ���ô��Ǿ��Ͻ��ڹ����¶������ڵ�ճ��������Ϊ,���������Ծ��ܳ��μ���,�ǽ����һ�������Ч����֮һ[8]�� ͬʱ, ���ó����Գ��μӹ�Ҳ�����Ʊ�����������̷�����ֱ�ӳ��ε��㲿��, ����������Ǿ��Ͻ��Ӧ�÷�Χ�� Inoue��[9]��Kawamura��[10] ���й��ⷽ����о�����, ����Ҫ����ͨ����ѹ���о��Ǿ��Ͻ�����Լӹ����ܺͱ�����Ϊ, ���ڼ�ѹ����δ������������ۡ�
������������Zr41.25Ti13.75Ni10Cu12.5Be22.5���Ǿ��Ͻ�ij�����ģ�ͳ��ν�����ʵ���о�[11, 12], ���ڶ�����м�ѹ����ʵ��ʱ����, �ڼ�ѹ�����м�ѹ����������, ���ѹ���ɴﵽ600MPa����, ����ʵ���ȶ��ij����Լ�ѹ���Ρ� Ϊ��, �ڱ�����ѡ��������Ӧ����Խ�С��Zr55Al10Ni5Cu30�Ͻ�Ϊ�о�����, ͨ��ʾ��ɨ�����ȷ���ȷ����Zr55Al10Ni5Cu30���Ǿ��Ͻ�Ĺ����¶�����, ����Ӧ������ͻ��ѹ��ʵ������˺Ͻ���450��ʱ����ѧ���ܡ� �ڴ˻�����, �ԺϽ��ڲ�ͬ��ѹ�ٶȡ� ��ͬ��նȵȹ��������µļ�ѹ���ܽ������о���
1 ʵ��
1.1 �Ͻ�Ĺ����¶�����Χ����ѧ����
����NETZSCH DSC204 ʾ��ɨ�����ȷ����Dz�õ�Zr55Al10Ni5Cu30�Ǿ��Ͻ��������µ�DSC ���߱���, �Ͻ�IJ�������ʼ�¶�TgΪ422.4��, ������ʼ�¶�TxΪ482.4��, ������[13]�Ľ�����ơ�
�������µ�DSC���߱���, Zr55Al10Ni5Cu30���Ǿ��Ͻ���нϿ��Ĺ����¶�����(��Tx=60��)�ͽϵ͵IJ�����ת���¶�(Լ422��), ��Խ��г����Գ���ʱѡ����ʵij���ģ�߲��Ϻͻ���㹻�Ŀɳ���ʱ��(����Ϊ�ڹ����¶������ڳ��ζ�������������ʱ��)�������ġ� ���������¶Ƚϸ�, �����ѡ���������ܸ��õ�ģ�߲���, ͬʱ�Գ����豸(�����¯��)������ߵ�Ҫ��; �������¶�����̫С, ���ʹ���ι��տ��Ƶ��Ѷ����ӡ�
ͼ1��ʾΪ����Ӧ������ͻ�䷨��õ�Zr55Al10Ni5Cu30���Ǿ��Ͻ���450���µ�ѹ��Ӧ����Ӧ�����ߡ� ѹ��ʵ����GLEEBLE1500��ģ����Ͻ���, ���������ߴ�Ϊ5mm��10mm�Ǿ��Ͻ���� ʵ��ǰ��������������������, �Լ�Сѹ��ʵ������������Ħ���IJ���Ӱ�졣 ��ͼ�п��Կ���, Zr55Al10Ni5Cu30���Ǿ��Ͻ��ڵ���5��10-3s-1��Ӧ������������, ������Ӧ��С��40MPa, ԶС��Zr41.25Ti13.75Cu12.5Ni10Be22.5���Ǿ��Ͻ������Ӧ��(��Ӧ������Ϊ5.0��10-4s-1, �¶�Ϊ390��ʱ, ���������Ӧ��ԼΪ70MPa)[11] ��
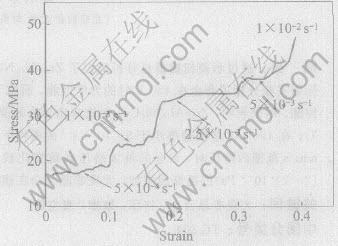
ͼ1 450����Ӧ������ͻ�䷨�ⶨ��Zr55Al10Ni5Cu30���Ǿ��Ͻ��Ӧ����Ӧ����������
Fig.1 Stress-strain curve of Zr55Al10Ni5Cu30 with strain rate increase test at 450��
1.2 �����Լ�ѹ����ʵ��
ͼ2��ʾΪ��ѹװ��ʾ��ͼ�� ��ѹ�������ʵ���(MTS)������ ����ѹ�ٶȽϴ�, ������ļ�ѹ������Ҳ�ϴ�; ����ѹ�ٶ�̫С, ������ij���ʱ���ӳ�, ��ʹ�Ǿ��Ͻ���ֽṹ��ԥ�����������Ա��ο���[14]�� ��ʵ��ѡ��ѹ�ٶȷ�ΧΪ0.002~0.004mm/s, �൱��Ӧ������Ϊ0.0027~0.0054s-1, ��ѹͲֱ��Ϊ4mm, ��ѹģΪƽģ�ṹ, ģ��ֱ��Ϊ1.6mm, ����������Ϊ1mm, ��ѹ��Ϊ6.25�� ����Ϊͭģ�����õ�Zr55Al10-Ni5Cu30���Ǿ��Ͻ����, ֱ��3.8mm, ����6.5mm�� ����ʯī��������
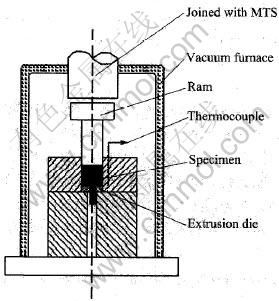
ͼ2 ��ѹװ��ʾ��ͼ
Fig.2 Schematic illustration of extrusion equipment
2 ���������
2.1 ��ѹ����
ͼ3��ʾΪ�ڼ�ѹ��Ϊ6.25�� ��ѹ�¶�Ϊ450�桢 ��ѹ���ٶ�Ϊ0.004mm/s��������, �����Լ�ѹ���ΰ��ĵ�����(��ѹ��ֱ��1.6mm)�� ͼ���²���ʾΪ�������Ρ� ��ѹ���ΰ��ĺ��X������������ͼ4��ʾ, ��ͼ�п��Կ���, ��ѹ����û�з������Եľ�����
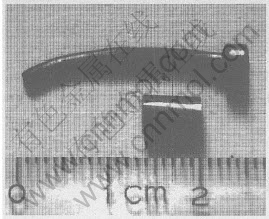
ͼ3 Zr55Al10Ni5Cu30���Ǿ��Ͻ�ļ�ѹ����(�²�Ϊ��ѹ����)
Fig.3 Extrusion result of Zr55Al10Ni5Cu30 bulk metallic glass rod

ͼ4 450����Zr�����Ǿ��Ͻ���ļ�ѹ���X����������
Fig.4 XRD pattern of Zr-based bulk metallic glass after extrusion at 450��
2.2 ��ѹ�ٶȵ�Ӱ��
��ѹʱ��ƽ��Ӧ������(![]() )�뼷ѹ�ٶȵĹ�ϵΪ[9]
)�뼷ѹ�ٶȵĹ�ϵΪ[9]
![]()
ʽ�� veΪ��ѹ�ٶ�; DΪ��ѹ���ϵij�ʼֱ��(��ѹͲֱ��); RΪ��ѹ�ȡ�
���ڹ����¶�����Ĵ��Ǿ��Ͻ���һ����Ӧ�����������³��ֳ�Ӧ����������ϵ��������1��ţ������״̬, ����������Ӧ��(��)�ɱ�ʾΪ
![]()
ʽ�� ��Ϊճ�ȡ�
��ʽ(1)��
![]()
����ѹʵ�ļ��ĵ�λ��ѹ������ʽΪ[15]
![]()
ʽ�� ��ΪĦ��ϵ��; h0Ϊë����ʼ����; h1Ϊ����������; dΪ��ѹģ��ֱ���� �������Ϲ�ϵ���Կ���, ��ѹ�غɺͼ�ѹ�ٶȳ����ȡ�
ͼ5��ʾΪZr55Al10Ni5Cu30���Ǿ��Ͻ��ڷ���������� ��ͬ��ѹ�ٶ��µ��غ�-λ�����ߡ� ��ͼ���Կ���, �ڲ�ͬ��ѹ�ٶ��µ����ѹ�غɱ仯��С, ��ѹ�ٶȺͼ�ѹ�غɲ�û�б��ֳ���ʽ(3)��ʽ(4)��ʾ�����ȹ�ϵ�� �����¶Ⱥ�ģ�߳ߴ�һ��, ��ʽ(4)��Ωһ���Ա仯�ľ���Ħ��ϵ���� ͨ������, ���Եó���ѹ�ٶ�Ϊ0.002�� 0.003�� 0.004mm/sʱ��Ħ��ϵ���ֱ�Ϊ0.369�� 0.331��0.190, �����ż�ѹ�ٶȵ����, ����Ħ��ϵ���������½������ơ� ��ʵ��, ���ںϽ���ճ������״̬, ���ż�ѹ�ٶȵ����, ճ��Ħ��ϵ���½���ͬʱ, �ٶ�ЧӦ����ʹһЩʵ�ʽӴ����ϳ��־ֲ�����, ���Ǿ��Ͻ������Ӧ�����¶�ʮ������, �ֲ�����ʹĦ��Ӧ���½�, �Ӷ�ʹ����Ħ��ϵ�������½���

ͼ5 450����Zr55Al10Ni5Cu30���Ǿ��Ͻ��ڲ�ͬ��ѹ�ٶ��µ��غɡ��г�����
Fig.5 Load-displacement curves of Zr55Al10Ni5Cu30 bulk metallic glass under different extrusion velocities at 450��
2.3 ��նȵ�Ӱ��
ͼ6��ʾΪZr55Al10Ni5Cu30���Ǿ��Ͻ��ڴ����� ����պ���������¼�ѹ�غɡ�λ������, ��ѹ�ٶ�Ϊ0.003mm/s, ��ѹ�¶�Ϊ450�档 ��ͼ�п��Կ���, ������նȵ����, ��ѹ���������ӡ� ��һ�������, �Ǿ��Ͻ�ı���״̬��Ħ��ϵ����Ӱ��ϴ� �ڴ���������, �Ͻ�������γɽϺ������Ĥ, ���빤�߽Ӵ���Ħ�������Ϻõ�������; �������������, Ħ���������ɵ�����Ĥ��䱡, ������Ĥ�ڼ�ѹ���Ѻ���������, �Ӷ�ʹ�Ǿ��Ͻ�ֱ����ģ�߱�������Ӵ�, ���ǿ�ҵ�ճ��ЧӦ, ���Ħ��ϵ�����ӡ�

ͼ6 Zr55Al10Ni5Cu30���Ǿ��Ͻ��ڲ�ͬ��ն��µļ�ѹ�غɡ��г�����
Fig.6 Load-displacement curves of Zr55Al10Ni5Cu30 bulk metallic glass under different vacuum degrees
2.4 ��ѹ�����������IJ�������
��2��ֱ��Ϊ3.8mm�� �߶�Ϊ2.5mm��Zr55-Al10Ni5Cu30�Ǿ��Ͻ����ϵ�����ֱ��Ϊ4mm�ļ�ѹͲ��, �ڼ�ѹ�¶�Ϊ450�桢 ��ѹ�ٶ�Ϊ0.003mm/s�� ��ѹ��Ϊ6.25����������ƽģ���г����Լ�ѹ����, ��;��ֹ��ѹʵ��, ȡ������, �Թ۲��������������� ͼ7��ʾΪ��ѹͲ��ʣ�����ϵ���ò, ����ͼ7(a)Ϊ����������, ͼ7(b)Ϊ�����ϵ������档 ��ͼ���Կ���, �����ϵ�ǰ����Ϊ������, �������ϵĺ����Ϊ���ﰼ�档 ͼ7����, ���ϵ��������������IJ�������, �������IJ�λ����������, ��������ѹͲ�ڲ�λ���������������� ��һ�ص�����о���ṹ�Ľ�����Ͻ���ϼ�ѹʱ��������ͬ[16], ����������������������ԭ�������ϱ������ǿ�ҵ�Ħ��(ճ��Ħ��)��
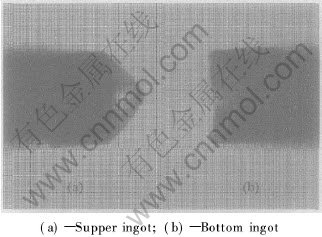
ͼ7 ����ѹʱZr�����Ǿ��Ͻ���������
Fig.7 Flowing behaviors of Zr-based bulk metallic glass in forward extrusion
3 ����
1) Zr55Al10Ni5Cu30���Ǿ��Ͻ�IJ�������ʼ�¶�TgΪ422.4��, ������ʼ�¶�TxΪ482.4�档 ��450�桢 Ӧ������С��5��10-3s-1��������, �Ͻ������Ӧ��С��40MPa��
2) �ڼ�ѹ��Ϊ6.25�� ��ѹ�¶�Ϊ450�桢 ��ѹ�ٶ�Ϊ0.002~0.004mm/s��������, ʵ���˷Ǿ��Ͻ�ij����Լ�ѹ����, ���ɹ��ؼ����˽�ȫ��ϸС����(ֱ��1.6mm)��
3) Zr55Al10Ni5Cu30���Ǿ��Ͻ��ڼ�ѹ�ٶ�Ϊ0.002~0.004mm/s��Χ�ڼ�ѹʱ, �����ѹ�غɱ仯��С, ��Ҫ����Ϊ���ż�ѹ�ٶȵ����, ���ܷǾ��Ͻ�ı��ο�������, ���Ͻ��뼷ѹͲ��֮���ճ��Ħ��ϵ���������͡�
4) Zr55Al10Ni5Cu30���Ǿ��Ͻ��ڼ�ѹ�¶�Ϊ450���������, �����ѹ��������նȵ���߶�����, �������ϵı���״̬(��������)��Ħ��ϵ��Ӱ��������
REFERENCES
[1]Inoue A. High strength bulk amorphous alloys with low critical cooling rates[J]. Mater Trans JIM, 1995, 36(10): 867-875.
[2]Fecht H J. Thermodynamic properties of amorphous solids��glass formation and glass transition[J]. Mater Trans JIM, 1995, 36(7): 777-793.
[3]�ι�, �¹���. ���Ǿ��Ͻ��������η������о�[J]. ���Ͽ�ѧ�빤��, 1998, 6(3): 105-108.
HE Guo, CHEN Guo-liang. Preparation of bulk amorphous alloys by melt injection[J]. Materials Science & Technology, 1998, 6(3): 105-108.
[4]Inoue A, Zhang T. Stabilization of supercooled liquid and bulk glassy alloys in ferrous and non-ferrous systems[J]. Journal of Non-crystalline Solids, 1999, 250-252: 552-559.
[5]������, �」��, ���, ��. Zr41.2Ti13.8Cu12.5Ni10-Be22.5�Ͻ����̹�������ѧ[J]. �й���ɫ����ѧ��, 2003, 13(5): 1083-1086.
PENG De-lin, SUN Jian-fei, SHEN Jun, et al. Solidification thermodynamics of bulk amorphous Zr41.2-Ti13.8Cu12.5Ni10Be22.5 alloy[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(5): 1083-1086.
[6]�ƾ���, ��ӽ, ������, ��. ﯻ��Ǿ��Ͻ���о���չ��Ӧ��[J]. �й���ɫ����ѧ��, 2003, 13(6): 1321-1332.
HUANG Jin-song, LIU Yong, CHEN Shi-qi, et al. Progress and application of Zr-based amorphous alloys[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(6): 1321-1332.
[7]Mark T. The case for bulk metallic glass[J]. Materials Today, 2004, 7(3): 36-43.
[8]л����, �ܳ�, ��־��. �Ǿ��Ͻ�ϸ�㲿���ij����Գ��μ���[J]. ���ϵ���, 2003, 17(2): 8-11.
XIE Jian-xin, ZHOU Cheng, ZHANG Zhi-hao. Superplastic forming techniques for fine precision amorphous alloys parts[J]. Material Review, 2003, 17(2): 8-11.
[9]Inoue A, Kawamura Y, Shibata T, et al. Viscous flow deformation in supercooled liquid state of bulk amorphous Zr55Al10Ni5Cu30 alloy[J]. Materials Transactions JIM, 1996, 39(6): 1337-1341.
[10]Kawamura Y, Shibata T, Inoue A, et al. Workability of the supercooled liquid in the Zr65Al10Ni10Cu15 bulk metallic glass[J]. Acta Mater, 1998, 46(1): 253-263.
[11]��־��, ���»�, �ܳ�, ��. Zr�����Ǿ��Ͻ�ij����Գ�������[J]. �й���ɫ����ѧ��, 2004, 14(7): 1073-1077.
ZHANG Zhi-hao, LIU Xin-hua, ZHOU Cheng, et al. Super-plastic forming properties of Zr-based bulk amorphous alloys[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(7): 1073-1077.
[12]ZHANG Zhi-hao, LIU Xin-hua, ZHOU Cheng, et al. Super-plastic formability and fine precision parts die-forging of Zr-based bulk metallic glass[A]. Wang Z R, Dean T A, Yuan S J. Proceedings of the 1st ICNFT[C]. Harbin: Harbin Institute of Technology Press, 2004. 689-694.
[13]Heilamier M. Deformation behavior of Zr-based metallic glasses[J]. Journal of Materials Processing Technology, 2001, 117: 374-380.
[14]Nieh T G, Wadsworth J, Liu C T, et al. Plasticity and structural instability in a bulk metallic glass deformed in the super cooled liquid region[J]. Acta Mater, 2001, 49(15): 2887-2896.
[15]��ʫ��. ��ѹ����[M]. ����: ������ҵ������, 1994.
WU Shi-dun. Extrusion Theory[M]. Beijing: National Defence Industry Press, 1994.
[16]л����, ������. ������ѹ�����뼼��[M]. ����: ұ��ҵ������, 2001.
XIE Jian-xin, LIU Jing-an. Theory and Technology for Metal Extrusion[M]. Beijing: Metallurgical Industry Press, 2001.
������Ŀ: ���Ҹ����о���չ�ƻ�������Ŀ(2003AA305600); �����пƼ��ƻ��ش���Ŀ(H020420030320); ���ҽܳ������ѧ����������Ŀ(50125415)
�ո�����: 2004-06-09; ������: 2004-10-08
�����: ��־��(1970-),��,��ʿ�о���.
ͨѶ����: л����,����;�绰:010-62332254, 010-62333999; E-mail: jxxie@mater.ustb.edu.cn
[3]�ι�, �¹���. ���Ǿ��Ͻ��������η������о�[J]. ���Ͽ�ѧ�빤��, 1998, 6(3): 105-108.
[6]�ƾ���, ��ӽ, ������, ��. ﯻ��Ǿ��Ͻ���о���չ��Ӧ��[J]. �й���ɫ����ѧ��, 2003, 13(6): 1321-1332.
[7]Mark T. The case for bulk metallic glass[J]. Materials Today, 2004, 7(3): 36-43.
[8]л����, �ܳ�, ��־��. �Ǿ��Ͻ�ϸ�㲿���ij����Գ��μ���[J]. ���ϵ���, 2003, 17(2): 8-11.
[11]��־��, ���»�, �ܳ�, ��. Zr�����Ǿ��Ͻ�ij����Գ�������[J]. �й���ɫ����ѧ��, 2004, 14(7): 1073-1077.
[15]��ʫ��. ��ѹ����[M]. ����: ������ҵ������, 1994.
[16]л����, ������. ������ѹ�����뼼��[M]. ����: ұ��ҵ������, 2001.
