
Һѹ�����ֵģ��
�� ��, Է����, �պ���, ������
(��������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ, ������ 150001)
ժ Ҫ��
����DEFORM-2D����Ԫģ�������о�Һ��ѹ���� ��ͷֱ���Լ������ں�ı仯��Һѹ����̵�Ӱ��, ��ó�ͷ������ ����������ݳߴ��������������ڲ�ͬ���Ʋ����µı仯����, �����й���ʵ����֤�� �������: ����Һ��ѹ�����ӡ� ��ͷֱ�����ӡ� ���ϱں����Ӷ���ʹ��ͷ��������; ��ͷֱ����Һ��ѹ��������Ӱ��ϴ�, ���ų�ͷֱ�������Ӻ���ѹ�Ľ���, ������ȳߴ������������������ԼӴ�, ���ϱں�����ݳߴ��Ӱ���С��
�ؼ���: Һѹ���; ��ֵģ��; ���Ĺ���; ��ͷ���� ��ͼ�����: TG394
���ױ�ʶ��: A
Numerical simulation on hydro-piercing
HAN Cong, YUAN Shi-jian, SU Hai-bo, MIAO Qi-bin
(School of Materials Science and Engineering, Harbin Institute of Technology,Harbin 150001, China)
Abstract: A numerical simulation was conducted to investigate the effect of the hydraulic pressure, the punch-diameter and the thickness of tube on the process of hydro-piercing by finite element program DEFORM-2D, and the variety trend of the punch-force, the roll-width and depth was obtained and verified through experiment. The result shows that the punch-force increases with the increasing of the hydraulic pressure, the punch diameter and the thickness of the tube. The roll-width and the depth of the sheared plane increase with the increasing of the punch diameter and the decreasing of the hydraulic pressure, while the influence of the tube thickness is indistinctive.
Key words: hydro-piercing; numerical simulation; hollow component; punch-force
���ڸ�ѹ���μ�������Ŀ��Ľ���ṹ�����������ᡢ �նȺá� ��������١� �ɼ��ٺ����ӹ��Լ��ɱ��͵��ص�, �������������ҵ�Ѿ��õ��˹㷺��Ӧ��[1-3]�� �ڸ�ѹ���ε������ص���һ��������ο��ı���湹��, ���ڿ��Ĺ����ϵĿ�, �����ڲ��ռ�С, ������Щ����������Ϊ����, ���ܷ��ð�ģ, ���ô�ͳ��������ݴ�, ��������ʹ��Ҫ�� �����и���Խ����������[4], ���豸���� �ɱ��ߡ�
Һѹ���, ��Ϊһ�����ڸ�ѹ���θ��ϵij����, ������Ч�ؽ���˿��Ĺ����ļӹ����ݺ;�������, ���������ɱ�, �������������Ч��, �ٽ����ڸ�ѹ���μ�����Ӧ�úͷ�չ[5-7]�� ��Һѹ����̸���, Ӱ�����غܶ�, �������ѵĿ��Ʋ����� ������, ��ֵģ�⼼���ķ�չΪ������������ṩ��һ����Ч�ķ���, ͨ����ֵģ����Է���ص����������Ʋ�����ƥ���ϵ, ȷ��ӳ���ι���, Ԥ������ȱ��, �����ѿ��Ʋ���[8-12], �ڴ˻�����, �ٽ���ʵ����֤�Ͳ�������, ��ʵ������������Ҫ��ָ�����塣
����Һѹ�������о���Ҫ������ʵ�鷽��, Uchida ��Kojima[13]������Һѹ����о�, ������Һѹ����в��ϵı���ȫ����, ���Ͼ������Ա��Ρ� ���Ա������շ������ѷ��롣 Hoffmann��[14]������Һѹ����о�, ������Һѹ��ķ�����ʽ�����Ե��ص�, �Ƶ��������ֳ����ʽ�¹���Һ��ѹ���ļ��㹫ʽ�� Steibing��[15]�������������Һѹ����������������粣��֧���ϵĿ�, �о�����, ������ѹ������, �ijߴ��С��
������Һѹ�����ֵģ�ⷽ��ı�������, ���ģ�ⷽ����о���Ҫ�����ھ��ܳ���档 Aoki��[16]������ֵģ�⼼��, �Ծ��ܳ�ù����в�������Ӧ���Բ��ϼ��й��̵�Ӱ������˷����� Kwak��[17]��������Ԫģ������DEFORM-2D��������ȫ���ۻ����������м�϶��Ӱ�����ģ�⡣ Chan��[18]�Ծ��ܳ��ȫ���̽���ģ��, ��ģ�������, ���������ػ�����, ���ҿ����˽Ӵ������Լ���ͷ��ģ�߹սǴ�Բ�ǰ뾶��Ӱ�졣
�������߲���DEFRORM-2D����Ԫ����, ��Һѹ����̽�������ֵģ��, ������Һѹ������и����ղ����Գ��ι��̵�Ӱ�졣 ���Բ�ͬѹ��������Һѹ����̽�����ʵ����֤��
1 Һѹ�����ԭ��
Һѹ��������ڸ�ѹ���κ�, �ڹ���Һ��ѹ����֧��������, ���ó�ͷ���ܱڲ��Ϸ����һ�ֳ����[14] , ���������в�ʹ�ð�ģװ��, ��ѹҺ���൱�ڰ�ģ�� Һѹ��װ���ͷ���˶�������Է�Ϊ����: �����������������ڳ��, ��ͼ1(a)��(b)��ʾ�� ���ݳ�÷��ϵIJ�ͬ, �����Է�Ϊ���ɳ�ͳ����������, ͼ1(a)��(b)��ʾΪ���ɳ��, ͼ1(c)��ʾΪ���������
2 ����Ԫģ�ͼ������趨
ͼ2��ʾΪҺѹ�������Ԫģ��, ���ڳ�ͷΪԲ��, ��Ϊ������Գ�ģ�͡�
��ͷ��ѹ��Ϊ������, ������������; ���ֲ��ò�ͬ�����������̶ܳȲ�ͬ, ��ͷ�·��������, ���ܶ��ǹ���ĩ���ܶȵ�10��, ��С����ߴ�Ϊ0.07mm�� �ڱ��ι�����, ����ͷ��������ȴﵽ������С�ߴ��1/3ʱ, ��������ػ��� ��������ģ��ΪHill����ͬ�Ե�����ģ��, ����Mises������, Ӳ������Ϊ�ݺ����� Coulombϵ��ȡ0.12�� �ڶԳ��ᴦ, �ڴ�ֱ�Գ��᷽��λ��Ϊ��, ��߽�̶�, ��ͷ�����ٶȱ��ֺ㶨, ���СΪ0.02mm/s�� ѹ����ÿ�γ������, ѹ��ֵ�����ֺ㶨��
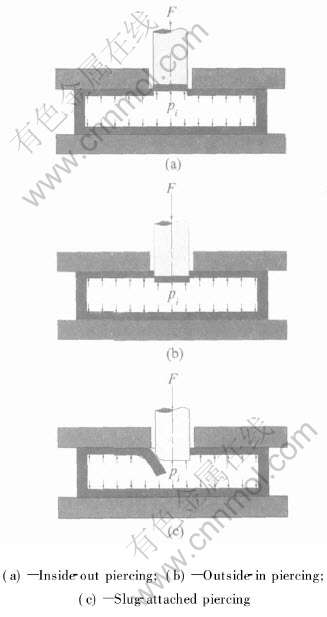
ͼ1 Һѹ�������[6]
Fig.1 Types of hydro-piercing
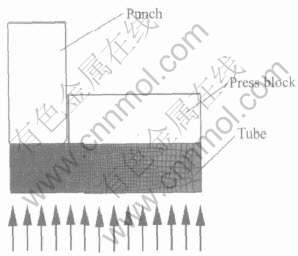
ͼ2 ��ֵģ����Գ�ģ��
Fig.2 Axial symmetry model of numerical simulation
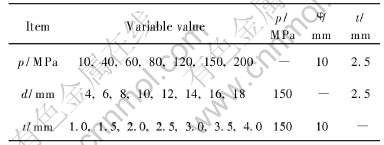
����Һѹ��׳��ι���Ӱ�����غܶ�, Ϊ���о��������Գ��ε�Ӱ��, ���о�ijһ������Ӱ��ʱ, ���ı�ò�����ֵ, �������в���ֵ���ֲ���, ��ģ�ⷽ�����ڱ�1�� ������Ҫ�о�����Һ��ѹ��p�� ��ͷֱ��d�� �����Ϻ��t�Գ��ε�Ӱ�졣
��1 ��ֵģ�ⷽ��
Table 1 Process parameters of numerical simulation
3 ���ղ�����Һѹ���Ӱ��
3.1 ����Һ��ѹ����Ӱ��
����Һ��ѹ���ı仯�Բ��ϵ�������Ⱥ����������������������Ӱ�졣 ͼ3��ͼ4��ʾ�ֱ�Ϊ����Һ��ѹ������40MPa��120MPa, ��ͷǰ����ͬ����ʱ���ϵı��������
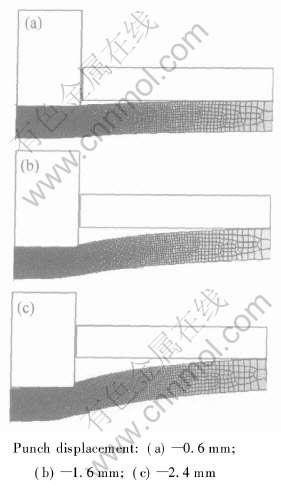
ͼ3 ����Һ��ѹ��Ϊ40MPaʱ���ϵı���
Fig.3 Deformation of material under internal pressure of 40MPa
ͼ4 ����Һ��ѹ��Ϊ120MPaʱ���ϵı���
Fig.4 Deformation of material under internal pressure of 120MPa
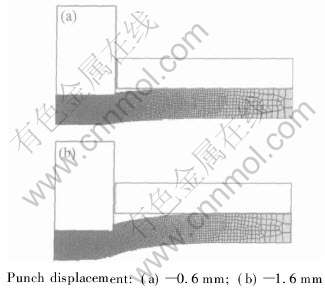
����ѹΪ40MPa, ��ͷǰ��1.6mmʱ, ��ͷ��û���������, ֱ����ͷǰ��2.4mm��ſ�ʼ�������; ������ѹΪ120MPa, ��ͷǰ��0.6mmʱ���Ѿ���ʼ�������, ����ͷǰ������ﵽ1.6mmʱ, �����Ѿ��������ѡ� ��40MPa��120MPa�µı��ι��̿��Կ���, ��ͬѹ���²��ϵ�������Ⱥ����ݿ������ܴ�, ����ѹ��Խ��, ��ͷ����������ҲԽ��
�ڳ������, �ڲ�֧ͬ����ѹ��, ����ͷ������ͬλ��(ģ���г�ͷǰ��3mm)ʱ, �Բ�ͬѹ������µ����ݳߴ�ͳ�ͷ�������з�����
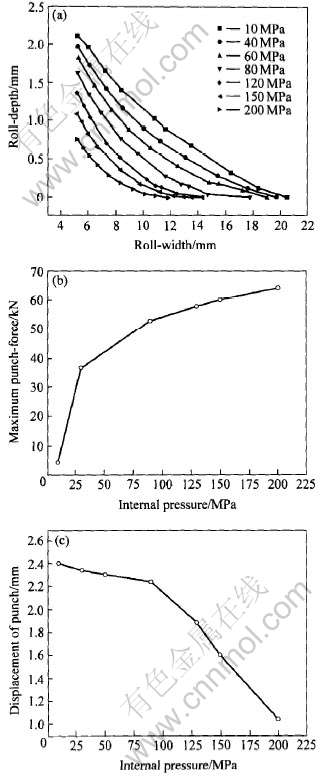
��ѹ��������Ⱥ����ݿ��ȵĹ�ϵ��ͼ5(a)��ʾ�� ���Կ���, ������ѹ������, ����������Լ�С, ���ұ仯���ȴ� ��ѹΪ200MPaʱ��������Ƚ�Ϊ10MPa��1/3�� ��˵��, �ڳ��ι�����, �ʵ�������ѹ, �ܹ�������С���ݳߴ硣
��ѹ����Ӱ���������, ����Ӱ�����ݿ��ȡ� �ڳ������, ������Һ��ѹ��Ϊ200MPaʱ, ���ݿ��Ƚ�Ϊ11.8mm, ������ѹ�½���10MPaʱ, ���ݿ���ȴ�ﵽ20.5mm�� ���, �ڳ�����в��ýϴ���ѹ, ���Ա�����������Χ���ݡ�
�ڳ������, ��Һ��ѹ���仯ʱ, ��ͷ�����ı仯Ҳ�ܴ�, ���ϵ��ͼ5(b)��ʾ�� ����Һ��ѹ��������, ��ͷ����������������ơ�
ͼ5(c)��ʾΪ��ͷλ�ƺ���ѹ�Ĺ�ϵ�� ���Կ���, �ڳ������, ��ѹ��ͬ, ��ͷ�������㵽[����ʱ��Ҳ��һ��, �����ﵽ���ʱ, ���Ϸ����ѡ� ������ѹ������, ��ͷ�����ﵽ����ʱ����ǰ�� ����ѹΪ10MPaʱ, �辭��120s, ��ͷǰ��2.4mmʱ���������; ������ѹΪ200MPaʱ, ֻ�辭��52s, ��ͷǰ��1.04mmʱ���������
��
ͼ5 ����Һ��ѹ���Գ��ε�Ӱ��
Fig.5 Effects of internal pressure on hydro-piercing
3.2 ��ͷֱ����Ӱ��
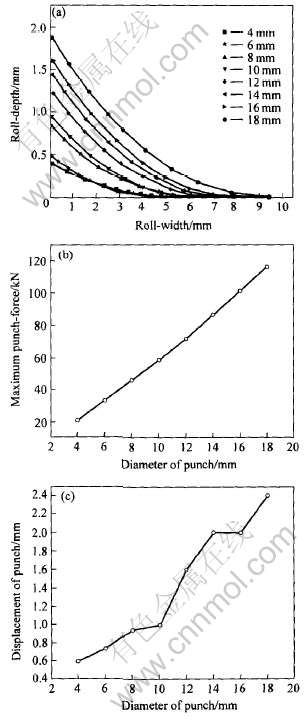
����ͷֱ���Ĵ�С�����ı�ʱ, �������ݳߴ�仯����, ��ͷ���������ֵҲ���������仯, ���������ﵽ���ֵʱ��ͷ��λ��Ҳ������ͬ, ͼ6(a)��ʾΪ��ͬ��ͷֱ����������ȳߴ�����ݿ�������Ĺ�ϵ��
����������һ��ʱ, ������ȳߴ����ͷֱ�������������, ���ݿ������ҲԽ��
ͼ6 ��ͷֱ���仯�Գ��ε�Ӱ��
Fig.6 Effects of diameter of punch on hydro-piercing
ͼ6(b)��ʾΪ��ֱͬ���³�ͷ�����������, ����ͷֱ��Ϊ4mmʱ, ��ͷ�������Ϊ21kN, ��ֱ�����ӵ�18mmʱ, ��ͷ�������Ϊ116kN, ������4.5���� ����, ����ֱ��������, ����ͷ�����ﵽ���ʱ��ͷλ��Ҳ��һ��, ���ϵ��ͼ6(c)��ʾ, �ڳ�ͷֱ��Ϊ4mmʱ, ��ͷ�����λ��Ϊ0.6mm, ������ͷֱ�����ӵ�18mmʱ, ��ͷ�����λ�Ʊ�Ϊ2.4mm, ������3����
3.3 ���ϱں��Ӱ��
���ǵ��ں�仯������, ��ͬ�ں��µ����ݳߴ�ͳ�ͷλ�ƶ������þ���λ��, ���������λ��, ��λ���벻ͬ����µıں�֮�ȡ� ��ͼ7(a)���Կ���, �ں�����ʱ, ������ݳߴ����Լ�С�� ���DZں�����������Ĺ�ϵ�պ��෴, ���ں�����ʱ, ���ݿ��ȳߴ������Ǿ��Դ�С������Դ�С����������, ��ͼ7(b)��ʾ��
ͼ7(c)��ͼ7(d)�ֱ�Ϊ�ں����ͷ������������������ͷλ�ƵĹ�ϵ�� ��ͼ7(c)�п��Կ���, ���űں�����, ��ͷ������֮���� ���ں�Ϊ1mmʱ, ���������Ϊ30.5kN; �����ں����ӵ�4mmʱ, ��ͷ���������Ϊ85.1kN�� ���ں�����ʱ, �����ﵽ����ʱ��ͷ�ľ���λ�ƺ����λ�ƶ����Լ�С, ���϶���ʱ����ǰ�� �ں�1mmʱ, ��ͷ��ǰ��2.43mm�������ܴﵽ���; �����ں�Ϊ4mmʱ, ��ͷֻ��ǰ��0.85mm�������ܴﵽ���
4 ����ʵ��
����ֵģ��Ļ�����, ������ʵ���о�, �о��˲�ͬҺ��ѹ�������ݳߴ��Ӱ�졣 ʵ�����ùܲ�Ϊ20�Ÿ�, �⾶63mm, �ں�2.5mm, ��ͷֱ��Ϊ10mm�� ʵ�������������, �ڸ�ѹ���κ�Һѹ��ס� �ڸ�ѹ������Ϻ�, �ڸ�ѹҺ��ѹ����֧����������ɳ���̡� �ڸ�ѹ���ι��̹��ڵ�Һ��ѹ����Ϊ120MPa, ���ʱ�Ĺ���Һ��ѹ���ֱ�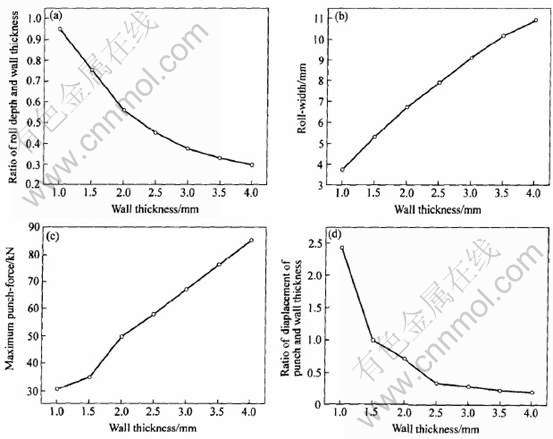
ͼ7 ���ϱں�Գ��ε�Ӱ��
Fig.7 Effects of wall thickness of material on hydro-piercing
Ϊ120, 80, 60��40MPa�� ͼ8��ʾΪ��ͬѹ���³��κ�ij���� ��ѹ���ﵽ120MPaʱ, ����������, �Ͽڱ���������; ��ѹ��Ϊ40MPa, ��ͷǰ������������ѹ���������ͬʱ, ��ײ�����ɡ�

ͼ8 ��ͬѹ���³��μ���Ƭ
Fig.8 Photos of hydro-pierced parts under different internal pressures
����Կ�����Ϊԭ��, �����˿���Χ������Ⱥ����, ����ʱ�Գ��ǰ��ƽ��Ϊ��, �ֱ�����������߷���ʹ�ֱ�����߷���ÿ���5mmȡһ��, ��ȡ5������в���, Ȼ���Ծ���ĵľ���Ϊx��, �����ݵIJ����ߴ�Ϊy��, ����ֱ������ϵ, ���������ͼ9��ʾ�� ����ͼ9(a)��ʾΪ��ͬѹ�����������������������ݳߴ�, ͼ9(b)��ʾΪ��ͬѹ���������ش�ֱ���������������ݳߴ硣 ���Կ���, ���ݳߴ�仯�������Թ����ԡ� �������ݴ�С, ���ų��ʱ����Һ��ѹ���Ľ���, �������������ݳߴ綼������λ�Ƶ����������, ������Ϊ�ڳ�Ĺ�����, ��ѹ�����൱�ڳ�ù�����ѹ������С, �����س�ͷ����λ�Ʊ��, ������������ ��λ�ƴ���20mm�Ժ�, ����ѹ���µ����ݶ���ʧ, �����ֵģ��Ľ����һ�µġ�
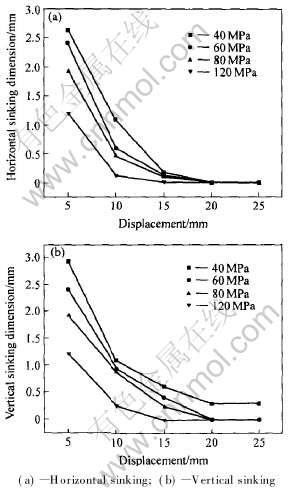
ͼ9 ����ײ�ͬλ�õ����ݳߴ�
Fig.9 Relation of sinking dimension with displacement from center of hole under different internal pressures
��ͬһѹ����, �������ݱ仯�����Ƚ�����ı仯���ȳ�, ���عܳ��������ݱ仯����, ��ֱ�ܳ��������ݱ仯�졣 �Գ��ʱ����Һ��ѹ��40MPaΪ��, ����λ��������λ�Ƶ����ֵ��ͬ, ��Ϊ2.62mm, �����ڿױ�, ��ױ�5mm��, ���ݺ���ߴ�Ϊ0.80mm, ����������69.5%, ����ߴ�Ϊ1.10mm, ��������58.0%; ��ױ�10mm��, ���ݺ���ߴ�Ϊ0.32mm, ��������87.8%, ����ߴ�Ϊ0.18mm, ��������93.1%�� ��ױ߾���15mmʱ, �������ݻ���ˮƽ, ����ʱ����������Ȼ���ڡ� ��һ�������, �ز��ϲ�ͬ����, �ڳ�Ĺ�����, ���ݵı仯Ҳ��ͬ��
5 ����
1) ���Ź���Һ��ѹ��������, ������ȳߴ�����ݿ���������ʼ�С�����ơ� ��ѹΪ10MPaʱ��������Ⱥ����ݿ��ȷֱ�Ϊ2.11mm��20.5mm, ��ѹ�����ӵ�200MPaʱ, ������ȼ�С��0.77mm, �ߴ��Ϊ200MPa��1/3, ���ݿ��ȼ�С��11.8mm, ͬʱ���Ϸ������ѵ�ʱ����ǰ, ����ͷ������������Һ��ѹ������������ӡ�
2) ����ͷֱ������ʱ, ������ȳߴ�����ݿ����������, ��ͷ�������Ҳ��ֱ�������Ӷ�����, ����ͷֱ��Ϊ4mmʱ, ��ͷ�������Ϊ21kN, ��ֱ�����ӵ�18mmʱ, ��ͷ�������Ϊ116kN, ������4.5���� ���dz�ͷֱ��������ȴ�ӻ��˲��Ϸ������ѵ�ʱ�䡣
3) �������ıں�����ʱ, ������ȳߴ�����ݿ�������ľ���ֵû�����Ա仯, �����ڱں�ͬ, �������ֵ����������; ����, �ں�Խ��, ��ͷ����Խ��, ��ͷ�ﵽ�������ʱ����ǰ��
4) ���ڲ��ϵIJ�ͬ����, �ڳ������, ���ݵı仯����Ҳ��ͬ�� ʵ�����عܳ��������ݱ仯����, ��ֱ�ܳ��������ݱ仯�졣
REFERENCES
[1]Koc M, Altan T. An overall review of the tube hydroforming (THF) technology[J]. Journal of Materials Processing Technology, 2001, 108: 384-393.
[2]Dohmann F, Hartl C H. Hydroforming applications of coherent FE-simulations to the development of products and processes[J]. Journal of Materials Processing Technology, 2004, 150: 18-24.
[3]LANG Li-hui, WANG Zhong-ren, KANG Da-chang, et al. Hydroforming highlights: sheet hydroforming and tube hydroforming[J]. Journal of Materials Processing Technology, 2004, 151: 165-177.
[4]Dohmann F. Introduction of the processes of hydroforming[A]. Proceedings of Hydroforming of Tubes, Extrusions and Sheet Metals. Vol.1[C]. Fellbach: MAT-INFO Press, 1999. 1-21.
[5]Meyer M. Hydroforming of rear axle support frame[A]. Proceedings of the 2nd International Hydroforming Congress[C]. Nashville: Schafer Hydroforming, 1998. 17-19.
[6]Bobbert D. Product innovation with internal high pressure forming[A]. Proceedings of Advanced Technology of Plasticity. Vol.2[C]. Nuremberg: Springer, 1999. 1161-1164.
[7]Marando R A. Tubular hydroforming process variables[J]. Metal Forming, 1998, 7: 36-40.
[8]YUAN Shi-jian, HAN Cong, WANG Xiao-song. Hydroforming of automotive structural components with rectangular sections[A]. Proceedings of the 1st International Conference on New Forming Technology[C]. Harbin: Harbin Institute of Technology Press, 2004. 63-71.
[9]YUAN Shi-jian, LIU Gang, LANG Li-hui. Numerical simulation of wrinkling in hydroforming of aluminum alloy tubes[J]. Trans Nonferrous Met Soc China, 2003,13(1): 152-156.
[10]Altan T, Jirathearanat S, Strano M, et al. Adaptive FEM simulation for hydroforming tubes[A]. Proceedings of Hydroforming of Tubes, Extrusions and Sheet Metals, Vol.2[C]. Fellbach: MAT-INFO Press, 2001. 363-384.
[11]YUAN Shi-jian, LIU Gang, WANG Zhong-ren. Hydroforming of rectangular-section structural components with relatively lower pressure[A]. Proceedings of the Tubehydro 2003[C]. Aichi, Japan, 2003. 13-17.
[12]YUAN Shi-jian, LIU Gang, WANG Xiao-song. Use of wrinkles in tube hydroforming-idea and examples[A]. Proceedings of Hydroforming of Tubes, Extrusions and Sheet Metals, Vol.3[C]. Fellbach: MAT-INFO Press, 2003. 79-90.
[13]Uchida M, Kojima M. Hydropiercing of tube wall in hydroforming[A]. Proceedings of Advanced Technology of Plasticity. Vol.2[C]. Yokohama: Society for Technology of Plasticity, 2002. 1483-1488.
[14]Hoffmann A, Birkert A. Design guidelines for hydroformed structural components of aluminium[A]. Proceedings of Hydroforming of Tubes, Extrusions and Sheet Metals. Vol.2[C]. Fellbach: MAT-INFO Press, 2001. 323-338.
[15]Steibing O, Aust M, Steicher H, et al. Accuracy of hydroformed parts[A]. Proceedings of Hydroforming of Tubes, Extrusions and Sheet Metals. Vol.3[C]. Fellbach: MAT-INFO Press, 2003. 61-78.
[16]Aoki I, Takahashi T. Material flow analysis on shearing process by applying Fourier phase correlation method-analysis of piercing and fine blanking[J]. Journal of Materials Processing Technology, 2003, 134: 45-52.
[17]Kwak T S, Kim Y J, Bae W B. Finite element analysis in the effect of die clearance on shear planes in fine blanking[J]. Journal of Materials Processing Technology, 2002, 130-131: 462-468.
[18]Chan L C, Leung Y C, Lee T C, et al. Numerical simulation for fine blanking��a new approach[J]. Materials Science and Engineering A, 2004, A364: 207-215.
������Ŀ: ������Ȼ��ѧ����������Ŀ(59975021)
�ո�����: 2005-05-23; ������: 2005-09-16
�����: �� ��(1973-), ��, ��ʿ�о���
ͨѶ����: �� ��, �绰: 0451-86414761; E-mail: conghan@hit.edu.cn
