
�������Լӹ������������̬����������
����ҽ���ƺ�������־��
(���ݵ��ӿƼ���ѧ ��е����ѧԺ���㽭 ���ݣ�310018)
ժ Ҫ��
ժ Ҫ�����������ֱϵͳ�����������Լ��������ۺ������������ۡ�������ѧ���ۡ���Ħ�������Լ���е�����ۣ��������ǹ������̬��������ϵͳ��ģ�͡���ģ���ۺ����ù��������ϵ�������ģ�͡�����Ħ��ģ�͡��������˶�ģ���ɵĽ��污ĤԼ���������ģ�ͣ���������һЩ��Ҫ������������ֱ�Լ����ٽ��ٶȺ������Ӱ�졣�о�����������������黯Һ����Խ�����ٽ��ٶ�Խ�ͣ������ij��ں��ԽС����ں��Խ�����ٽ��ٶ�Խ�ͣ������ı��ο���Խ�ߣ����ٽ��ٶ�Խ�ͣ������������ı���ֲڶ�Խ�ߣ��������ٽ��ٶ�Խ�ߣ������뾶Խ�����ٽ��ٶ�Խ�ߣ�������ֱϵͳ������������(�������������Լ�ѹ��������)Խ�����ٽ��ٶ�Խ�ߣ����ҲԽС�������ٶ�Խ�ߣ����Խ��
�ؼ��ʣ�
���Լӹ�������̬�����������������ģ����
��ͼ����ţ�TH117.2��TH113.1 ���ױ�־�룺A ���±�ţ�1672-7207(2010)04-1418-06
Control of mill vibration for unsteady lubrication based on
metal-forming processes
WANG Qiao-yi, HUANG Hai-jun, LI Zhi-hua
(School of Mechanical Engineering, Hangzhou Dianzi University, Hangzhou 310018, China)
Abstract: The self-excited vertical vibration of high speed rolling mill was chosen as the case for analysis. On the basis of rolling theory, hydromechanics theory, lubrication and friction theory, mechanic vibration theory, the vertical vibration model of rolling mill system based on the rolling gap at unsteady lubrication process was presented. In the analysis of vertical vibration process, the interface coupling model of thin film binding that consists of the rolling force model, interface friction model and work roll movement model was taken into account. The self-excited vertical vibration mechanism of work roll was analyzed, the negative damping character was discussed and vertical self-excited vibration of the work roll was explained. Using the simulation program, the effect of some main parameters on critical speed and amplitude for vertical vibration was analyzed quantitatively too. The results show that rolling lubricant viscosity, strip inlet thickness and strip deformation resistance are inversely proportional to the critical speed of vibration; strip outlet thickness, the roughness of roll and strip, roll radius and system positive damping are directly proportional to the critical speed of vibration; system positive damping is inversely proportional to the amplitude of vibration; and rolling speed is directly proportional to the amplitude of vibration.
Key words: metal-forming; unsteady lubrication; mill; vibration; coupling model
���ƹ�����һ��˲̬�ġ���ʱ���йصĹ��̣������ṹ����[1-2]������ϵͳ���ڷ��ȶ�״̬��ͬʱĦ����[3-5]Ҳ��ʱ���йء��ڽ����������У�����������ʧ���漰�����ȶ���̬���������ƹ���������Ҫ�Ĵ����[6-7]���������̣���ˣ������о�����̬��[8-10]��������ر���Ҫ�����壬�����ڽ���һ������ʵ�ķ���̬����Ħ��ѧģ��[11]���Ӷ��õ�һ�������IJ��ԣ�����һ���Ͼ�ȷ�����ƹ��̶���ѧģ��[12-13]�������е����ƹ���Ħ��ѧģ��һ��Ϊ��̬ģ�ͣ�������ʵ��ӳ�ڲ������ڼ��������������Ŀ��ٱ仯�����µ�Ħ��ЧӦ�ı仯��Ϊ�ˣ����������ۺ����ù��������ϵ�������ģ�͡�����Ħ��ģ�͡��������˶�ģ���ɵĽ��污ĤԼ���������ģ�ͣ���Ϸ���̬�����ۣ��������ǹ������̬��������ϵͳ��ģ�͡�
1 �������̬��ģ��
�����ƹ����У������������״̬��Ϊ���������������Ĥ������Ĥ���ֲڷ�Ӵ�(��Ħ��)���档��������Ĥ�������������Ħ��״̬��1����Ҫ���������Ʊ���������Ĥ�����Ҫȡ����������ij�Ĥ�������������Ĥ��ȡ���ˣ��������Ĥ��ȵĽ�ģ�ͼ����ǹؼ�����֮һ��
����������������Ǹ��Եġ����������֮��ļ�϶�����嶯ѹ���ļ�ѹ���ö��γɡ���������ڣ��黯Һ��ѹӦ���ֲ�������ŵ����[14]ȷ����
![]() (1)
(1)
ʽ�У�h1Ϊ�����������һ���黯ҺĤ��ȣ���Ϊ�黯Һ�ȣ�tΪʱ�䣻xΪ��Ĥλ�õ�ˮƽͶӰ��![]() Ϊ�����������ƽ�������ٶȡ����ݼ��μ��߽��������ɷ���(1)��ȷ�������Ĥ���h0��
Ϊ�����������ƽ�������ٶȡ����ݼ��μ��߽��������ɷ���(1)��ȷ�������Ĥ���h0��
�������������ٶ�u��X����仯������������ֱ�������Yun��[15]����˹���������λ�õ��������������Է��̣��������£�
![]() (2)
(2)
���У�![]() �����������������������ߴ�ֱ����ı仯�ʣ�������ı仯�������ṹ���˶�����ġ�
�����������������������ߴ�ֱ����ı仯�ʣ�������ı仯�������ṹ���˶�����ġ�
��������Ĥ���h(x)�������Ĥ���h0����������������������
![]() (3)
(3)
ʽ�У�u1Ϊ��������ٶȣ�u(x)Ϊ�����ٶȣ�vΪ�����������ٶȡ�
2 ������ģ��
������ȡԪ�������������ƽ�⣬�ɵ��������ֲ��ַ��̡���X��������ƽ�ⷽ��[16](�������С����)Ϊ��
![]() (4)
(4)
ʽ�У�sΪ������������yΪ�����ֲ����ȣ�pΪ�ֲ�ѹӦ����![]() Ϊ�ֲ�Ħ��Ӧ����
Ϊ�ֲ�Ħ��Ӧ����
3 ����Ħ����ģ��
�ڻ����״̬�£��Ӻ�����غɺ�Ħ����һ�����ɴֲڽӴ�����е�����һ�����ɽӴ����氼���е�ѹ���黯Һ�е����ڻ����״̬�£���Ħ��Ӧ���ĵ��ͱ���ʽΪ��
![]() (5)
(5)
���У�![]() (kΪ���ϵļ���ǿ��)��
(kΪ���ϵļ���ǿ��)��![]() ����a�ͦ�b�ֱ�Ϊ�߽���Ħ��Ӧ�������嶯����Ħ��Ӧ������ʵ�Ӵ������A�ڻ����״̬�¶�Ħ��Ӧ���ķֲ��dz���Ҫ���ɲ�����������������ֲڶȸ߶ȷֲ��ĸ�˹�ֲ�����⡣
����a�ͦ�b�ֱ�Ϊ�߽���Ħ��Ӧ�������嶯����Ħ��Ӧ������ʵ�Ӵ������A�ڻ����״̬�¶�Ħ��Ӧ���ķֲ��dz���Ҫ���ɲ�����������������ֲڶȸ߶ȷֲ��ĸ�˹�ֲ�����⡣
4 �������˶�Լ������
���������˶������Ŀ��ڶȱ仯�������ĺ�ȱ仯��������Ĥ�ļ�ѹ�ٶ��йأ�����������Լ����ϵ��
![]() (6)
(6)
![]() (7)
(7)
ʽ�У�y(x)Ϊ�������˶�λ�ƣ�![]() Ϊ������ȱ仯��
Ϊ������ȱ仯��![]() Ϊ��������Ĥ��ȱ仯���ɼ������������ϵĽ���Ħ����ģ�͡�������ģ�͡��������˶�ģ�����˽���ı�ĤԼ�����ģ�͡��ڽ������ģ���У���ϲ����Ц�f��p��h��?H��s�ȡ�
Ϊ��������Ĥ��ȱ仯���ɼ������������ϵĽ���Ħ����ģ�͡�������ģ�͡��������˶�ģ�����˽���ı�ĤԼ�����ģ�͡��ڽ������ģ���У���ϲ����Ц�f��p��h��?H��s�ȡ�
5 ����ϵͳ��ģ��
������ֱϵͳ��ģ����Ҫ��2�ֽ�ģ����:���ü�������ϵͳ��ģ�Լ���������Ԫ������ģ��������������̬������о�����������ֱϵͳ����ģ���⣬�������ù��������Ĥ��Ⱥ�����ѹ������ģ�ͣ������е�����Ԫ�����ܼ�����2��ģ�ͽ��з����о�����ˣ����ó���ļ�������ģ�ͣ�����������ֱϵͳ�ĸ���Ԫ����Ϊ���еĵ��ɺ�������
����ij����˾2800�������ص㣬�ɽ���ֱϵͳ��Ϊ�����ɶ���ϵͳ[17]���������Ĵ�ֱϵͳ��Ϊ���������ߵ��ɵ������ɶ�ϵͳ��ͼ1��ʾΪ��2800������ֱϵͳ��ģ�͡����У�����m1~m6�ֱ��Ӧ���������Ϻ�����������������֧�й�������к���������Ϲ��������¹���������֧�й�������к�������������º����ĵ�Ч�������ն�k1~k7�ֱ��Ӧ�ڻ����������Ϻ����ĵ�Ч�նȡ���֧�й��в����Ϻ����в��ĵ�Ч�նȡ��Ϲ���������֧�й�֮��ĵ��ԽӴ��նȡ����¹������Լ�����֮����������P�����µĵ�Ч�նȡ��¹���������֧�й�֮��ĵ��ԽӴ��նȡ���֧�й��в����º����в��ĵ�Ч�նȼ��º�����������Ч�նȡ�λ��x1~x6�ֱ�Ϊ����m1~m6����λ��������ģ���п������Ϻ�������֧�й�֮��ѹ������ɵ�����c1�Լ�2��������֮������������ɵ�����c2�������������������IJ�����?P��
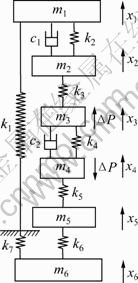
ͼ1 2800������ֱϵͳ��ģ��
Fig.1 2800 mill vertical system model
����ͼ1��ʾ�ļ�������ģ�ͣ����û�е�Ļ������ۣ�����������ֱϵͳ����ѧģ�����£�

6 ������㼰����
������ϵͳ�������������ڸ�����������Ӱ�춼�������Եģ��Ҹ�����֮�仹�Ӱ�죬��ˣ�����������������Ը��������ж��������������������Ҫ����2���֣�һ����������������ģ�ͣ�������ֱϵͳ�Լ��������ƣ������ɷ���̬������������������������Լ�����ϵͳ�������������������������һ����������������ַ����顣������ַ�����ķ����ܶ࣬���ڱ��������Ҫ���������������������һ����������ԣ��������ϴ�������ͼ��ͼ2��
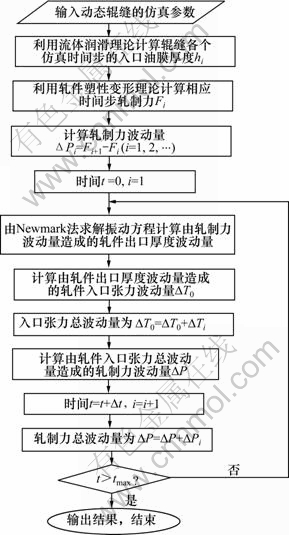
ͼ2 ��������ͼ
Fig.2 Frame of emulator
�����ͼ����Ҫ������ķ��������ҪΪ��������?t�ͷ���ʱ��tmax��Ϊ��ȡ������Ľ����һ��ȡʱ�䲽��С�����о�ϵͳ����������С���ڵ�1/10�����ڱ�����������������Ƶ��Ϊ510 Hz���ң����ԣ�ѡ���������Ϊ0.5 ms������ÿ�η���Ҫ����ʱ��ϳ�����ˣ�����ʱ��һ��ѡΪ0.3 s���������Microsoft Fortran PowerStation���Ա��ƶ��ɡ�
������ø÷���������ij����˾2800�������ܵ������⣬��Ҫ�о�������̬�������Ҫ������������ֱϵͳ�����Լ���Ӱ�졣���÷�������Ӱ��������̬�������Ҫ�������ж�������������һЩ��Ҫ������������ֱ�Լ����ٽ��ٶȺ������Ӱ�졣ͼ3~13��ʾΪ��Щ������Ӱ�����ߡ�
��ͼ3�ɼ����������黯Һ���ȶ��������ٽ��ٶ�Ӱ��ܴ���Խ�����ٽ��ٶ�Խ�ͣ�Ҳ�����Ŀ���������������Ϊ�黯Һ�����������������������黯ҺĤ�����������ɹ�������Ĥ���������������ֲ���ĽӴ�����Ƚ��ͣ�����Ӧ�����ͣ�������Ħ�������ͣ�����ϵͳ���ȶ��Խ��ͣ�ϵͳ�������Լ���
��ͼ4��ͼ5�ɼ��������ij��ڡ���ں�ȶ����ٽ��ٶȵ�Ӱ��ܴ��ں��ԽС����ں��Խ��ϵͳԽ�������Լ�����������������ں���Լ���С���ں�ȣ���������ѹ������������������IJ�����������������������Ľ��渺��������ϵͳԽ��������
ͼ6��ʾΪ�������ο����������Լ����ٽ��ٶȵ�Ӱ�졣�ɼ��������ı��ο���Խ�����ٽ��ٶ�ԽС��ϵͳԽ�����������ο������ϵͳ�ȶ��Խ��͵�ԭ������������ڡ����ں�ȵ�Ӱ����ͬ��ͼ7��ʾΪ�����������ı����ۺϴֲڶȶ�ϵͳ���ٽ��ٶȵ�Ӱ�졣�ɼ����ֲڶ�Խ�ߣ�������ֱϵͳ���ٽ����ٶ�Խ�ߣ�ϵͳԽ�����������������ڴֲڶ��������˹����ֲ���ĽӴ����������������ϵͳ�ļ���Ӧ���������ϵͳ���ȶ��ԡ�
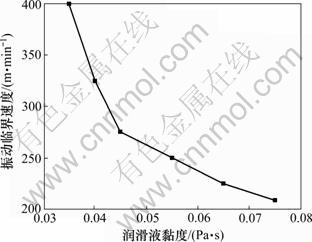
ͼ3 ������Һ�ȶ���Ӱ��
Fig.3 Effect of rolling lubricant viscosity on vibration
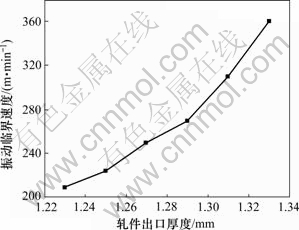
ͼ4 �������ں�ȶ����ٽ��ٶȵ�Ӱ��
Fig.4 Effect of strip outlet thickness on vibration critical speed
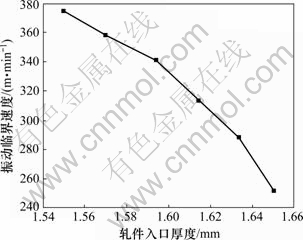
ͼ5 ������ں�ȶ����ٽ��ٶȵ�Ӱ��
Fig.5 Effect of strip inlet thickness on vibration critical speed
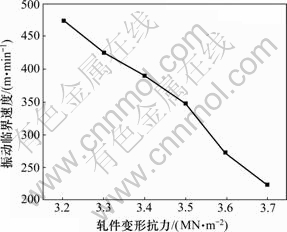
ͼ6 �������ο��������ٽ��ٶȵ�Ӱ��
Fig.6 Effect of strip deformation resistance on vibration critical speed
ͼ8��ʾΪ�������뾶�����ٽ��ٶȵ�Ӱ�졣�ɼ����������뾶ԽС�����������ٽ��ٶ�Խ�ͣ�Խ���������ڹ������뾶��С��ɽӴ�������С��ʹ���������������ȼ�С������Ӧ����С��ϵͳ���ȶ��Խ��͡�
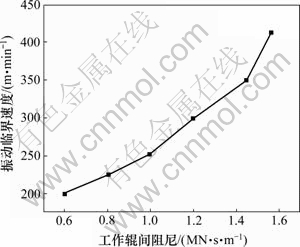
ͼ9��ͼ10��ʾΪ��������������Լ�ѹ������������ٽ��ٶȵ�Ӱ�졣��ͼ9��10�ɼ�������Խ�����ٽ��ٶ�Խ�ߣ�ϵͳ���ȶ���Խ�ã�����������������ϵͳ��Ҫ���ĵ��������������Լ��Ŀ�����Ҳ�ͽ��͡�������֮����������ٽ��ٶȵ�Ӱ���ѹ���������Ӱ���
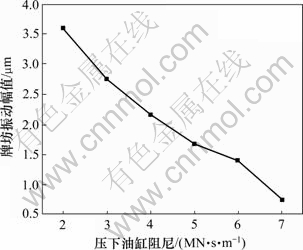
��ϵͳ���Ӱ��ϴ�IJ�����Ҫ���������ٶȺ����ᡣ���������������Ӱ���ϵ��������ٽ��ٶȵ�Ӱ���ϵһ�¡�ͼ11��ʾΪ�����ٶȶԷ����Լ���ʱ�����Ӱ���ϵ���ߣ�������0.4 sʱ�������Ʒ�����λ�Ʒ�ֵ���бȽϡ���ͼ11�ɼ��������ٶȶ������Ӱ��ܴ������ٶ�Խ�ߣ����Խ�������Լ���һ��������ֻ�ܲ�ȡ���ٴ�ʩ��ͼ12��ͼ13��ʾ�ֱ�Ϊ�������������ѹ��������������Ӱ�졣��ͼ12��13�ɼ����������������Ч�ؽ����ķ�ֵ��ͬ����������֮�������������Ӱ���ѹ���������Ӱ���
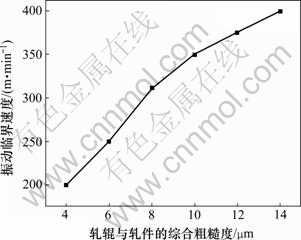
ͼ7 �������������ۺϴֲڶȶ����ٽ��ٶȵ�Ӱ��
Fig.7 Effect of roughness of strip and roll on vibration critical speed
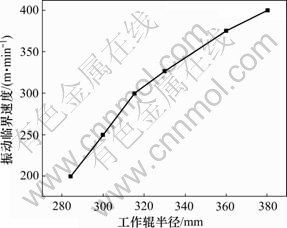
ͼ8 �������뾶�����ٽ��ٶȵ�Ӱ��
Fig.8 Effect of work roll radius on vibration critical speed
ͼ9 ������֮�����������ٽ��ٶȵ�Ӱ��
Fig.9 Effect of damping between work roll on vibration critical speed
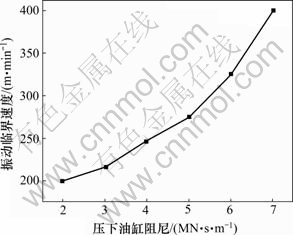
ͼ10 ѹ������������ٽ��ٶȵ�Ӱ��
Fig.10 Effect of damping for oil vat on vibration critical speed
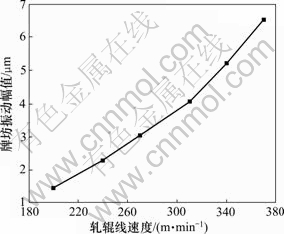
ͼ11 �������ٶȶ������Ӱ��
Fig.11 Effect of rolling speed on vibration amplitude
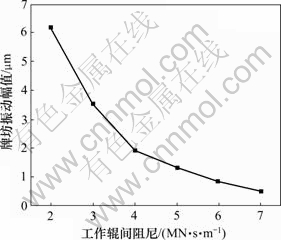
ͼ12 ������֮������������Ӱ��
Fig.12 Effect of damping between work roll on vibration amplitude
ͼ13 ѹ��������������Ӱ��
Fig.13 Effect of damping for oil vat on vibration amplitude
7 ����
(1) ���������ֱϵͳ�����������Լ��������ۺ������������ۡ�������ѧ���ۡ���Ħ�������Լ���е�����ۣ������˿��ǹ������̬��������ϵͳ��ģ�͡���ģ���ۺ������˹��������ϵ�������ģ�͡�����Ħ��ģ�͡��������˶�ģ���ɵĽ��污ĤԼ���������ģ�͡�
(2) �������黯Һ����Խ�����ٽ��ٶ�Խ�ͣ������ij��ں��ԽС����ں��Խ�����ٽ��ٶ�Խ�ͣ������ı��ο���Խ�ߣ����ٽ��ٶ�Խ�ͣ������������ı���ֲڶ�Խ�ߣ��������ٽ��ٶ�Խ�ߣ������뾶Խ�����ٽ��ٶ�Խ�ߣ�������ֱϵͳ������������ (�������������Լ�ѹ��������) Խ�����ٽ��ٶ�Խ�ߣ����ҲԽС�������ٶ�Խ�ߣ����Խ��
�ο����ף�
[1] Swiatoniowski A, Bar A. Non-linear vibrations in cold rolling mills[J]. Journal of Materials Processing Technology, 2003, 134(2): 214-224.
[2] Bland D R, Sims R B. Chatter in rolling with strip tension[J]. J Iron Steel Inst, 1998, 217(2): 245-249.
[3] Tieu A K, Liu Y J. Friction variation in the cold rolling process[J]. Tribology International, 2004, 37(2): 177-183.
[4] CHENG Gang-sun. Investigation of interfacial behaviors between the strip and roll in strip rolling by finite element method[J]. Tribology International, 2005, 38(4): 413-422.
[5] Dick K, Lenard J G. The effect of roll roughness and lubricant viscosity on the loads on the mill during cold rolling of steel strip[J]. Journal of Materials Processing Technology, 2005, 168(1): 16-24.
[6] Wilson W R D, Chang D F. Low speed mixed lubrication of bulk metal forming processes[J]. ASME Journal of Tribology, 1996, 118(1): 83-89.
[7] ���Ҿ�, ½����, ������. �������������������¶ȳ��о�[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2004, 31(1): 33-36.
HU Zhong-ju, LU Ming-zhang, PENG Cheng-zhang. Study on the shell��s temperature field in the high speed thin gauge twin roll casting for aluminum belt[J]. Journal of Hunan University: Natural Sciences, 2004, 31(1): 33-36.
[8] Kudish I. On formulation of a non-steady lubrication problem for a non-conformal contact[J]. Tribology Trans, 1999, 42(1): 53-57.
[9] Saniei M, Salimi M. Development of a mixed film lubrication model in cold rolling[J]. Journal of Materials Processing Technology, 2006, 177(1): 575-581.
[10] Stephany J, Ponthot P. Efficient algorithmic approach for mixed-lubrication in cold rolling[J]. Journal of Materials Processing Technology, 2004, 153(2): 307-313.
[11] Schey J A. Surface roughness effects in metalworking[J]. Lubr Eng, 1983, 39(6): 376-382.
[12] HU Pei-hua, Ehmann K F. A dynamic model of the rolling process, Part ��: Homogeneous model[J]. International Journal of Machine Tools & Manufacture, 2000, 40(1): 1-20.
[13] HU Pei-hua, Ehmann K F. A dynamic model of the rolling process, Part ��: Inhomogeneous model[J]. International Journal of Machine Tools & Manufacture, 2000, 40(1): 21-31.
[14] Chang D F, Wilson W R D. Lubrication of strip rolling in the low speed mixed regime[J]. Tribology Trans, 1996, 39(2): 407-415.
[15] Yun I S, Wilson W R D. Chatter in the strip rolling process. Part 1: Dynamic model of rolling; Part 2: Dynamic rolling experiments; Part 3: Chatter model[J]. Journal of Manufacturing Science and Engineering, 1998, 120(2): 330-348.
[16] ��־ҵ. �������Ա�������������[M]. ����: ұ��ҵ������, 1996: 57-96.
ZHAO Zhi-ye. Metal plasticity deformation and roll theory[M]. Beijing: Metallurgical Industry Press, 1996: 57-96.
[17] �Ų�, ̷��ƽ. �����Ŵ��㷨-����ģ�͵İ���ģʽʶ��[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2006, 37(2): 294-299.
ZHANG Cai, TAN Jian-ping. Strip flatness pattern recognition based on genetic algorithms-back propagation model[J]. Journal of Central South University: Science and Technology, 2006, 37(2): 294-299.
�ո����ڣ�2009-08-18�������ڣ�2009-11-10
������Ŀ��������Ȼ��ѧ����������Ŀ(50575228)������ʡ��Ȼ��ѧ����������Ŀ(07JJ3089)
ͨ�����ߣ�����ҽ(1966-)���У����������ˣ���ʿ�����ڣ����¸���ϵͳ����ѧ���ܼ�����Ƽ�����Ħ�����о����绰��0571-86919057��E-mail: wangqiaoyi1989@163.com
