
DOI��10.11817/j.ysxb.1004.0609.2020-39498
��˿�ɷֶ�6082-T6���Ͻӽ�ͷ��֯�����ܵ�Ӱ��
������1�������1, 2���� ҫ1����С��1��������1, 2���� Ӣ1, 2����־��1, 2
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083��
2. ���ϴ�ѧ ��ɫ�������Ͽ�ѧ�빤�̽������ص�ʵ���ң���ɳ 410083)
ժ Ҫ��
����ER5356��ER5087��˿��12 mm��6082-T6���Ͻ�����ۻ����������屣����(MIG)��ͨ����Ӳ�Ȳ��ԡ�������ѧ���ܲ��ԡ���ѧ����(OM)��ɨ��羵(SEM)�����ӱ�ɢ������(EBSD)����羵(TEM)���о���˿�ɷֶԺ��ӽ�ͷ��ѧ����������֯��Ӱ�졣�������������ER5087��˿���ӵ�6082-T6���Ͻӽ�ͷ������������ϸС������ǿ�ȡ�����ǿ�ȡ��Ϻ��쳤���Լ�����ϵ��������ER5356��˿���ӵ�6082-T6���Ͻӽ�ͷ�ģ����ֺ�˿���ӵ�6082-T6���Ͻӽ�ͷ��Ӳ������������������λ�þ��ھ��뺸������10~15 mm������Ӱ������������¡�ǿ����ۼ����ֻ�������������ǿ�����ü�������Ϊ���ӽ�ͷ�����������
�ؼ��ʣ�
6082-T6���Ͻ���MIG��������˿�ɷ�����ѧ����������֯��
���±�ţ�1004-0609(2020)-01-0001-08���� ��ͼ����ţ�TG146.2 �� ���ױ�־�룺A
6082���Ͻ������е�ǿ��Al-Mg-Siϵ���ȴ���ǿ�����Ͻ𣬾������õ���ѧ���ܡ��ɺ����Ժ���ʴ�Ե��ŵ㣬�㷺���ڸ����г��ͳ��й����ͨ�������Ӷ�ʵ�ֳ���������[1-3]��������Ϊ���Ͻ����ӵ���Ҫ�ֶΣ��亸�ӽ�ͷ�����뺸�ӷ��������ӹ��գ��Լ���˿�ɷ�������ء�Ŀǰ�����Ͻ�ĺ��ӷ�����Ҫ���ۻ������屣�������伫�Ե����ӻ��������⺸������Ħ����������������[4-6]�����У��ۻ������屣����(MIG)���б���Ч���á��ȹ��ʸߡ����ڸ�Ч�����д������Ͻ�ṹ���ŵ㣬ĿǰΪ���Ͻ���õķ�����������������ߣ������ӽ�ͷ���������º��ӽ�ͷ��ѧ���ܽ��ͣ�Ӱ��������Ӧ��[7]��Ϊ����ߺ��ӽ�ͷ���ܣ�������ѧ���ڼ���-MIG���Ϻ���������-MIG���Ϻ��ȸ��Ϻ��Ӽ���[8-10]�Լ����ƺ����ٶȡ����������������ȴ����Ⱥ��ӹ���[11-13]�������˴������о�������
��˿�ɷ���Ӱ�캸�����ܵĹؼ�����֮һ�����ڴ�������������ٽ����ȴ���������ں�˿��������������ߺ��ӽ�ͷ���ܵ�Ԫ�طdz��ؼ���HUANG��[14]����Al-6.3Mg-0.35Sc-0.1Zr-0.1Cr ��˿����7A52���Ͻ������Ԫ�صļ����ʹ�ۺ�������ϸ���������������ͣ�YOON��[15]�о�����亸˿5183A(Al-4%Mg����������)��4043A(Al-5%Si)��4047A(Al-12%Si)��6061���Ͻ⺸�����ܵ�Ӱ�죬�������4047A��˿�ɽ����������������ԣ�ʹ���ӽ�ͷ�����Ϳ���ǿ���Լ��ɳ����Եõ����ƣ��ܵ�[16]�о���ER4043��˿��ER5356��˿��6061-T6���Ͻ𱡰�MIG������֯�����ܵ�Ӱ�죬���ֺ�CrԪ�ص�ER5356��˿���ӵĽ�ͷ���ܸ��ã�PENG��[17]�о���ER5356��˿��ER5183(��Zr)��˿��7020���Ͻӽ�ͷ��ѧ�����븯ʴ���ܵ�Ӱ�죬���ֺ��ߺ��ӽ�ͷ��������ǰ�ߡ�
6082-T6���Ͻ�����Ϊ�����г��ͳ��й����ͨ��������Ҫ�ṹ���ϣ�����ô����������ӣ������ӽ�ͷ������ֱ��Ӱ���˳����İ�ȫ�ԡ�Ŀǰ�Ժ�˿�ɷ���6082-T6���Ͻ���ĺ��ӽ�ͷ��֯��������Ե��о����١����IJ���ER5356��˿��ER5087��˿��12 mm��6082-T6���Ͻ����MIG���ӣ��о���ͬ��˿�Ժ�����֯�����ܵ�Ӱ����ɣ�Ϊ���6082-T6���Ͻ�MIG���ӽ�ͷ���ܺͿɿ����ṩ���ݡ�
1 ʵ��
1.1 ʵ�����
�������û���Ϊ12 mm��6082-T6��ġ��ֱ����ER5356��ER5087��˿����MIG���ӣ�Ϊ���������㣬��ʵ���У�����ER5356��˿���ӵ�6082���Ͻӽ�ͷ��Ϊ���ӽ�ͷ1������ER5087��˿���ӵ�6082���Ͻӽ�ͷ��Ϊ���ӽ�ͷ2��ʵ������6082-T6���Ͻ���ER5087��ER5356��˿��ѧ�ɷ����1���С�
1.2 ʵ�鷽��
MIG���Ӳ��û�е���ӣ���������Ϊ�������������V�ζԽӽ�ͷ����3���ν��к��ӡ����ӹ��ղ������2���У����ӷ���ֱ�����Ʒ���
����������ѧ���ܲ�����Instron3369��������Ͻ��У������ٶ�Ϊ2 mm/min�����췽��ֱ�ں������߷����Һ��������λ������ƽ�жε��м䣻��Ӳ�Ȳ�����HVS-1000��ά��Ӳ�ȼ�����ɣ������غ�Ϊ0.981 N������ʱ��Ϊ15 s���ɺ���������������ķ���ÿ��1 mmȡ����ԡ�
���ӽ�ͷ��������֯����Leica DMIL LED���������۲죬��������Keller�Լ����и�ʴ��TEM�۲���Tecnai G2-20������������Ͻ��У���������е��������˫�������˫�縯ʴҺHNO3��CH3OH�����Ϊ3:7���¶�Ϊ-25~-30 �档��������������(EDS)�͵��ӱ�ɢ������(EBSD)̽ͷ��SIRION200ɨ��羵�۲�����Ͽ���ò���ԶϿڵڶ������ӳɷ��Լ���������ľ����ṹ���з�����EBSD��Ʒ����ĥ����е�����EP06�͵���ⸯʴ�ǽ��е���⣬��ʴҺ��HCLO4��CH3OH�����Ϊ1:9��
2 ��������
2.1 ���ӽ�ͷӲ�ȷֲ�
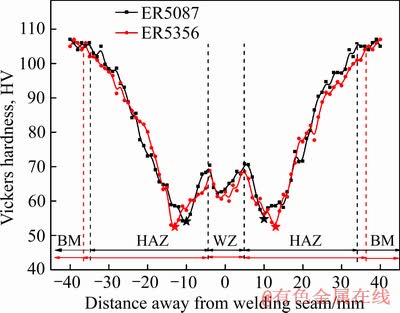
���ֺ�˿���Ӻ�ĺ��ӽ�ͷ��Ӳ�ȷֲ���ͼ1��ʾ����ͼ�п��Կ������ֺ��ӽ�ͷ��Ӳ�ȷֲ����߱仯���ƻ���һ�£����Ժ���(WZ)����Ϊ�Գ��ᣬ���ƶԳƷֲ���ER5356��ER5087��˿���ӽ�ͷ���ں������ij��ֵ�һ��Ӳ�ȵ�ֵ���ֱ�ԼΪ61HV��63HV���Ӻ������ĵ��ۺ��߸�����Ӳ��ֵ�������������ۺ��߸����ﵽһ��Ӳ�ȸ�ֵ���ֱ�ԼΪ69HV��71HV������Զ�뺸�����ģ�Ӳ��ֵ���ͣ�������Ӱ����(HAZ)���ֱ��ھຸ������13 mm��10 mm����������Ӳ�����ֵ��ԼΪ52HV��54HV��֮�������뺸�����ľ��������Ӳ��ֵ������Լ��36 mm��34 mm����Ӳ�ȴﵽ�ȶ�״̬�����������(BM)��Ӳ��ֵԼΪ105HV��
��ͼ1��֪�������������������ӽ�ͷ2��Ӳ�ȸ��ں��ӽ�ͷ1�ģ��Һ��ӽ�ͷ2��Ӱ�������ȸ�С��6082-T6���Ͻӽ�ͷ��Ӱ��������ѭ����Ӱ�죬�ھ��뺸������10~15 mm�����γ�Ӳ��ֵ��͵�����
��1 6082-T6���Ͻ��뺸˿�Ļ�ѧ�ɷ�
Table 1 Chemical compositions of 6082-T6 aluminum alloy and welding wires

��2 6082-T6���Ͻ��MIG���ӹ��ղ���
Table 2 MIG welding parameters of 6082-T6 aluminum alloy

ͼ1 ���ӽ�ͷ��Ӳ�ȷֲ�ͼ
Fig. 1 Microhardness distribution of welded joints
2.2 ���ӽ�ͷ������ѧ����
6082-T6���Ͻ���ĺͺ��ӽ�ͷ�ij���������ѧ�������3���С��ӱ�3���Կ�����6082���Ͻ���ĵĿ���ǿ�ȡ�����ǿ�Ⱥ��쳤�ʷֱ�Ϊ324 MPa��304 MPa��17.9%�����ӽ�ͷ1�Ŀ���ǿ�ȡ�����ǿ�ȷֱ�Ϊ201 MPa��143 MPa���쳤��Ϊ5.8%������ϵ��Ϊ0.62�����ӽ�ͷ2�Ŀ���ǿ�ȡ�����ǿ�ȷֱ�Ϊ206 MPa��155 MPa���쳤��Ϊ5.9%������ϵ��Ϊ0.64�����ֺ��ӽ�ͷ�Ŀ���ǿ�ȡ�����ǿ�����쳤�ʾ����Ե��ڻ��ĵģ��Һ��ӽ�ͷ2�Ŀ���ǿ�ȡ�����ǿ�ȸ��ں��ӽ�ͷ1�ġ�
��3 6082-T6���Ͻ���ĺͺ��ӽ�ͷ������ѧ����
Table 3 Mechanical properties of 6082 aluminum alloy and its welded joint

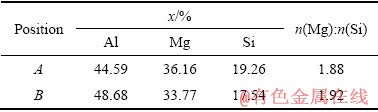
ͼ2��ʾΪ��������������Ѻ�ĺ����ò�ͶϿ�����ò����ͼ2(a)��(d)��֪��������������ǰ���������Եľ����������ֺ��ӽ�ͷ����λ�þ�λ���뺸������10~15 mm����Ӱ��������ͼ1�и�λ�ñ��ֳ����Ӳ��ֵ��һ�£�˵��������Ϊ���ӽ�ͷ��ѧ���ܱ���������ͼ2(b)��(e)�ɿ��������ֺ��ӽ�ͷ�Ͽھ���ʾ�����Ե����ѣ����Ա��γ�֣��������Զ��ѡ����ӽ�ͷ2�����Ѹ����Ҹ�����Ը��á����Ѵ����ڳ���״�ִ�ڶ������ӣ���ͼ2(e)��(f)��ʾ����EDS����������4���У��ɼ���Щ���ӵ�Mg��SiĦ����ԼΪ2:1��������Ϊ�õڶ�������ΪMg2Si�ࡣ
��4 ���ӽ�ͷ�ڶ������ӳɷ����
Table 4 Second phase particle composition of welded joints
ͼ2 ���ӽ�ͷ����Ͽں��������ò
Fig. 2 Macro and micro features of tensile fracture of welded joints
2.3 ���ӽ�ͷ����֯
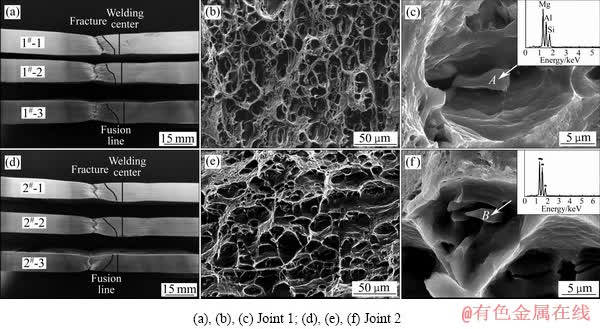
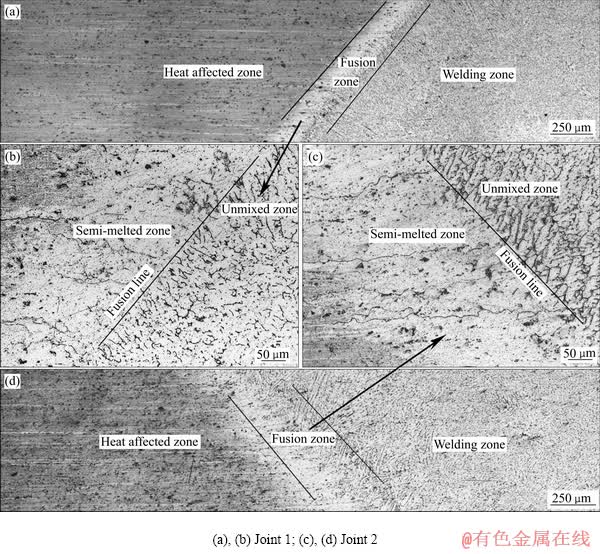
ͼ3��ʾΪ���ò�ͬ��˿���Ӻӽ�ͷ�Ľ�������֯����ͼ3(a)��(d)�������Կ������ӽ�ͷ����Ϊ������(WZ)���ۺ���(FZ)����Ӱ����(HAZ)�ĵ�����֯���������������ֳ�������֯������Ϊ�����ۺ���������״֦���뺸�����ĵĵ���֦����ͼ3(b)��(c)��ʾΪ���ӽ�ͷ1�����ӽ�ͷ2���ۺ����ķŴ�ͼ���ۺ����ɷְ��ۻ�����δ���������������һ�࣬�������ۻ���Һ���Լ�δ�ۻ��Ļ��ģ�������Ϊ���Ե�����ɫ����֯Ϊ�ִ�İ�״֦����Ϊ���ۻ�������������һ�࣬�����뺸˿��ȫ���ۻ�������δ��ϣ��ɷ�����Ļ�����ͬ����������֯����״����Ϊδ���������������ķֽ���Ϊ�ۺ��ߡ���Ӱ��������֯��Ϊ��ά״��֯��
��6082���Ͻ����(BM)�����ֺ��ӽ�ͷ������(WZ)����EBSD�����������ͼ4��ʾ�����Կ��������촦�ľ���Ϊ���͵�������֯��������̬Ϊ���ᾧ�����ľ�������������״��Ϊ���͵ļӹ�̬��ά��֯����ͼ4(a)��(b)�п����Կ��������ӽ�ͷ2�������ľ������ԽϺ��ӽ�ͷ1ϸС��ͨ���Ծ����ߴ�ͳ�ƣ���ͼ4(d)��(e)��ʾ�����ӽ�ͷ2��������ƽ�������ߴ�Ϊ28 ��m�������ӽ�ͷ1������ƽ�������ߴ�Ϊ40 ��m��
ͼ5��ʾΪ��ͬ���ӽ�ͷ��λ��TEM��ͼ5(a)�пɼ��������д��ڿ���״�ĵڶ��࣬�ߴ�ԼΪ70 nm��Ϊ���Ȼ��˻�����������Ħ�-Al(Mn,Fe)Si��[18]����ͼ5(b)�п��Կ������ڻ������� �����ڳߴ�ԼΪ5 nm����״Mg2Si�ࡣͼ5(c)��(d)��ʾΪ������TEM��֯����ͼ5(c)�ɼ������ӽ�ͷ1�к�����δ�۲쵽���Ե������࣬����ͼ5(d)�ɼ������ӽ�ͷ2�к���������Al3Zr���ӣ���������ER5087��˿�к���ZrԪ�أ���Zr������0.11%ʱ��Al��Zr֮��ǿ�Ľ�������γɵĸ��۵�Al3Zr���ӻ�����������ȳ���[19]��ͼ5(e)��(f)���Կ��������ľ��Ȼ��˻�ʱ�����Ħ�-Al(Mn,Fe)Si�࣬�����ֻ����ߴ�ﵽ90 nm���ң�������״Mg2Si��Ҳ���������Դֻ����ߴ�ﵽ25 nm��������Ĵֻ������º��Ӻ���Ӱ������ǿ�Ⱥ�Ӳ�Ƚ��͡�
�����ڳߴ�ԼΪ5 nm����״Mg2Si�ࡣͼ5(c)��(d)��ʾΪ������TEM��֯����ͼ5(c)�ɼ������ӽ�ͷ1�к�����δ�۲쵽���Ե������࣬����ͼ5(d)�ɼ������ӽ�ͷ2�к���������Al3Zr���ӣ���������ER5087��˿�к���ZrԪ�أ���Zr������0.11%ʱ��Al��Zr֮��ǿ�Ľ�������γɵĸ��۵�Al3Zr���ӻ�����������ȳ���[19]��ͼ5(e)��(f)���Կ��������ľ��Ȼ��˻�ʱ�����Ħ�-Al(Mn,Fe)Si�࣬�����ֻ����ߴ�ﵽ90 nm���ң�������״Mg2Si��Ҳ���������Դֻ����ߴ�ﵽ25 nm��������Ĵֻ������º��Ӻ���Ӱ������ǿ�Ⱥ�Ӳ�Ƚ��͡�
ͼ3 6082-T6���Ͻӽ�ͷ������֯
Fig. 3 Microstructures of welded joints of 6082-T6 aluminum alloy
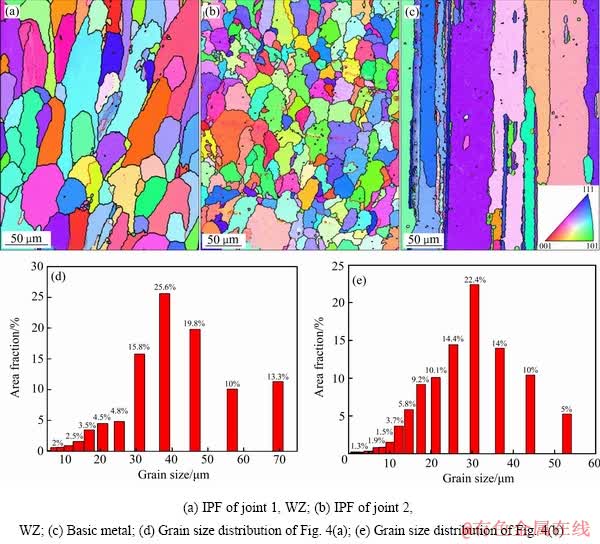
ͼ4 6082-T6���Ͻӽ�ͷ�����������EBSD���
Fig. 4 EBSD maps performed on WZ and BM of welded joints of 6082 aluminum alloy
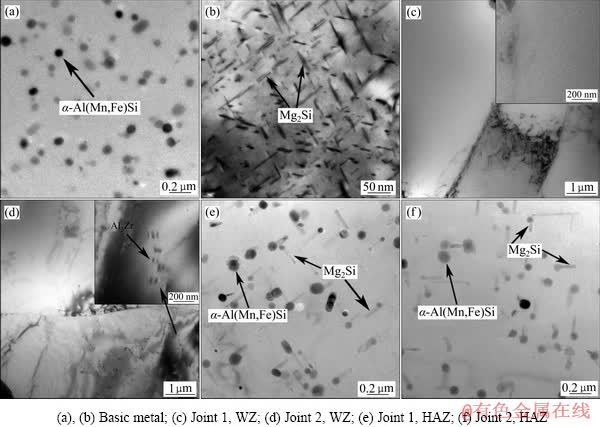
ͼ5 6082-T6���Ͻӽ�ͷ���ӽ�ͷTEM��
Fig. 5 TEM images of welded joints of 6082-T6 aluminum alloy
3 ����
3.1 ��������֯������
���������ں����¶Ⱥܸߣ���˿�ۻ���ȴ�ٶȺܿ죬������������ɢ�Լ����Ȼ������ڿ��ٽᾧ��֯�����е��͵�������֯�������������ɷ���ҪΪ��˿�ɷ֣�ER5356��˿��ER5087��˿������Al-Mg�Ͻ�����ER5087��˿�к�����ZrԪ�ء����̹����У�ZrԪ������Al����γ�����Al3Zr���ӡ�Al3Zr���Ӿ���ṹΪ�ķ��ṹ��������a=b=0.4014 nm��c=1.735 nm�������徧��ṹΪ����������������a=b=c=0.41169 nm�����ߵ�ƥ��ȸߴ�99.5%�����Al3Zr���ӿ���ΪAl����Ч�����κ˺��ģ��ٽ��Ǿ����κˣ��Ӷ�ϸ������[20-22]����ͼ4��ʾ�����ӽ�ͷ2�к�������������ϸ�����º͵�[23]���о�Ҳ�������Ͻ�����Al3Zr��Ϊ�Ǿ����κ˵����ģ��γ�ϸС���ᾧ���Ӷ�ϸ������������Hall-Petch ��ʽ��
 (1)
(1)
ʽ�У� ��kyΪ������صij�����dΪ�����ߴ硣�����ߴ��С�������λ�����Ƶ�����ЧӦԽ���ԣ�����λ�������������Ӷ��������ǿ��[24]����3��������ѧ���ܽ�����������ӽ�ͷ2������ǿ�ȱȺ��ӽ�ͷ1������ǿ�ȸ�12 MPa���俹��ǿ��Ҳ��5 MPa��
��kyΪ������صij�����dΪ�����ߴ硣�����ߴ��С�������λ�����Ƶ�����ЧӦԽ���ԣ�����λ�������������Ӷ��������ǿ��[24]����3��������ѧ���ܽ�����������ӽ�ͷ2������ǿ�ȱȺ��ӽ�ͷ1������ǿ�ȸ�12 MPa���俹��ǿ��Ҳ��5 MPa��
3.2 ��Ӱ������֯����ѧ����
����6082-T6���Ͻ���ģ�����������״�¡���(Mg2Si)Ϊ�Ͻ���Ҫǿ���࣬����Ҫǿ����ʽΪλ���ƹ����й����Ӳ����ĵڶ�������ǿ�����ڶ������ӵĴ�С��Ӱ��ǿ��Ч������Ҫ����[25-26]������λ���й����ƹ����ƣ�ʹλ������ǰ������������ٽ���Ӧ��Ϊ[27]��
 (2)
(2)
 (3)
(3)
ʽ�У� Ϊλ���й��ڶ������������ٽ���Ӧ����
Ϊλ���й��ڶ������������ٽ���Ӧ���� Ϊλ���ƹ��ڶ������������ٽ���Ӧ����
Ϊλ���ƹ��ڶ������������ٽ���Ӧ���� Ϊ������fΪ�������������rΪ���Ӱ뾶���������������һ��ʱ�����ӳߴ��С���й����������ã��������Ӱ뾶������ǿ��Ч�������ﵽһ���ߴ磬�����ƹ�����������ٽ���Ӧ�����й���������ĵͣ������ƹ���������Ҫ���ã����˶���λ��������ǰ���裬��ʹλ����������ʽ������ǰ���ƹ��ڶ������ӣ�����λ������ʵ��λ����ֳ������ǿ�����������Ӱ뾶������ǿ��Ч�����������о�����[28]���������ĵڶ���ߴ����3~5 nm��λ�����ƹ��ڶ�������(���������)����ǿ����
Ϊ������fΪ�������������rΪ���Ӱ뾶���������������һ��ʱ�����ӳߴ��С���й����������ã��������Ӱ뾶������ǿ��Ч�������ﵽһ���ߴ磬�����ƹ�����������ٽ���Ӧ�����й���������ĵͣ������ƹ���������Ҫ���ã����˶���λ��������ǰ���裬��ʹλ����������ʽ������ǰ���ƹ��ڶ������ӣ�����λ������ʵ��λ����ֳ������ǿ�����������Ӱ뾶������ǿ��Ч�����������о�����[28]���������ĵڶ���ߴ����3~5 nm��λ�����ƹ��ڶ�������(���������)����ǿ����
�ں��ӹ����У�����ѭ���ȵ�Ӱ�죬�����г�����Ӱ�������ӺϽ���Ӱ����������Կ����������ۺ��߾��벻ͬ��Ӳ��Ҳ��ͬ(��ͼ2)���ۺ��߸�����HAZ���¶ȸߣ����и�����������ܽ⣬Mg��Siԭ�ӻ��Ըߣ������ܻػ��壬����ȴ�ٶȽϿ�����£��γɺ�Mg��Siԭ�ӵĹ��������壬��Ϊ��Ӱ�����Ĵ���������ӹ�����ɺ�����ȻʱЧ�����У���������������干���ǿ����¡壬Ӳ��ֵ��ǿ�������ۺ��߽�Զ����HAZ���ܵ绡��Ӱ�������ֻ�н��ٵ�ϸС�ĵڶ����ܻػ��壬�γɺ�Mg��Siԭ�ӹ��������岻��֣���λŨ�ȵͣ�����ȻʱЧ������ֻ���ٲ����������ֵڶ���������ܣ��и���Ŀռ�ۼ��������ֻ�������Ӳ�Ƚ��͡��ھ��뺸��10~15 mm�������ٴ��ڵڶ�����ܣ��ֵڶ�������������¶���Խϸߣ��ֻ������������㣬�¡���(Mg2Si)�����ֻ���Ϊ����(��ͼ5(e)��(f))��ƽ�������ﵽ25 nm����λ���ƹ����ƿ�֪��������������ǿ��Ч�����ü�����ǿ�ȡ�Ӳ����ͣ��γ���Ӱ������������������Զ�뺸�����ģ��¶�Ӱ��Խ��Խ�ͣ��ֻ��̶�������Ӳ�������ߣ�ֱ���ﵽ��������Ӳ������ƽ�ȡ�
4 ����
1) ����ER5087��˿���ӵ�6082-T6���Ͻӽ�ͷ�Ŀ���ǿ�ȡ�����ǿ�ȡ��Ϻ��쳤���Լ�����ϵ���ֱ�ﵽ206MPa ��155 MPa��5.9%��0.64��������ER5356��˿���ӵ�6082-T6���Ͻӽ�ͷ��
2) ���ú�ZrԪ�ص�ER5087��˿���Ӻ�����Al3Zr���ӵķǾ����κ����ã����ӽ�ͷ������������ϸС��
3) ����ER5356��ER5087��˿���ӵ�6082-T6���Ͻӽ�ͷӲ����͵㼰�������λ�þ��ھ��뺸������10~15 mm������Ӱ��������ѭ���ȵ������£�������Ħ¡�ǿ����ۼ����ֻ�������ǿ�����ü������γ���Ӱ��������������
REFERENCES
[1] PANAGOPOULO C N, GEORGIOU E P, GAVRAS A G. Corrosion and wear of 6082 aluminum alloy[J]. Tribology International, 2009, 42(6): 886-889.
[2] LIU Fang, YU Fu-xiao, ZHAO Da-zhi, ZUO Liang. Microstructure and mechanical properties of an Al-12.7Si-0.7Mg alloy processed by extrusion and heat treatment[J]. Materials Science and Engineering A, 2011, 528(10): 3786-3790.
[3] WANG Jian-min, ZHANG Yan. A study on weldability of aluminum alloy-aluminum-steel transition joints[J]. Advanced Materials Research, 2013, 631/632: 713-716.
[4] ���˧. 6061���Ͻ⺸�ӽ�ͷ��֯����ѧ�����о�[D]. ����: ɽ����ѧ, 2014.
YANG De-shuai. Study on microstructure and mechanical properties of 6061 aluminum alloy laser welded joints[D]. Ji��nan: Shandong University, 2014.
[5] WAN Long, HUANG Yong-xian, L�� Zong-liang, L�� Shi-xiong, FENG Ji-cai. Effect of self-support friction stir welding on microstructure and microhardness of 6082-T6 aluminum alloy joint[J]. Materials & Design, 2014, 55(6): 197-203.
[6] XU Pian, JIANG Feng, MENG Song, YI Ke-ke, JIANG Jing-yu, CAO Qin-xuan, PENG Yong-yi. Microstructure and mechanical properties of Al-Mg-Sc-Zr alloy variable polarity plasma arc welding joint[J]. Journal of Materials Engineering and Performance, 2018, 27(9): 4783-4790
[7] RODRIGUES D M, MENEZE L F, LOUREIRO A. The influence of the HAZ softening on the mechanical behaviour of welded joints containing cracks in the weld metal[J]. Engineering Fracture Mechanics, 2004, 71(13): 2053-2064.
[8] YAN Shao-hua, CHEN Hui, ZHU Zong-tao, GOU Guo-qing. Hybrid laser-metal inert gas welding of Al-Mg-Si alloy joints: Microstructure and mechanical properties[J]. Materials & Design, 2014, 61(9): 160-167.
[9] ZHANG Da-quan, XIN Ji-na, GAO Li-xin, JOO H G, LEE K Y. Effect of laser-arc hybrid welding on fracture and corrosion behaviour of AA6061-T6 alloy[J]. Materials Science and Engineering A, 2011, 528(6): 2748-2754.
[10] BAI Yan, GAO Hong-ming, WU Lin, MA Zhao-hui, CAO Neng. Influence of plasma-MIG welding parameters on aluminum weld porosity by orthogonal test[J]. Transactions of Nonferrous Metals Society of China, 2010, 20(8): 1392-1396.
[11] ERICSSON M, SANDSTROM R. Influence of welding speed on the fatigue of friction stir welds, and comparison with MIG and TIG[J]. International Journal of Fatigue, 2003, 25(12): 1379-1387.
[12] ELDANAF E A, ELRAYES M M. Microstructure and mechanical properties of friction stir welded 6082 AA in as welded and post weld heat treated conditions[J]. Materials & Design, 2013, 46(4): 561-572.
[13] ������. 6082-T6���Ͻ�MIG����ͷ����֯����ѧ���ܵ��о�[D]. ����: ���ִ�ѧ, 2013.
WANG En-ze. Study on microstructure and mechanical properties of 6082-T6 aluminum alloy MIG welded joint[D]. Changchun: Jilin University, 2013.
[14] HUANG Ji-wu, YIN Zhi-min, LEI Xue-feng. Microstructure and properties of 7A52 Al alloy welded joint[J]. Transactions of Nonferrous Metals Society of China, 2008, 18(4): 804-808.
[15] YOON J W, LEE Y S, LEE K D, PARK K Y. Effect of filler wire composition on the Nd:YAG laser weldability of 6061 aluminum alloy[J]. Materials Science Forum, 2005, 475/479: 2591-2594.
[16] �� ��, ������, ������, ������, �����. ��˿�ɷֶ�6061-T6���Ͻ�˫����MIG������֯�����ܵ�Ӱ��[J]. �������Ͽ�ѧ�빤��, 2015, 38(3): 26-30.
YI Jie, LI Luo-xing, LIU Kai-yong, GUO Peng-cheng, CAO Shu-fen. Effect of microstructure and properties of 6061-T6 aluminum alloy double pulse MIG weld[J]. Ordnance Material Science and Engineering, 2015, 38(3): 26-30.
[17] PENG Xiao-yan, CAO Xiao-wu, XU Guo-fu, DENG Ying, TANG Lei, YIN Zhi-min. Mechanical properties, corrosion behavior, and microstructures of a MIG-welded 7020 Al alloy[J]. Journal of Materials Engineering and Performance, 2016, 25(3): 1028-1040.
[18] ������, ����», ��ϼ, ��־��. �� Mn �� Al-Mg-Si �Ͻ�����֯���������ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2002, 12(5): 971-975.
PAN Qing-lin, Li Shao-lu, ZOU Jing-xia, YIN Zhi-min. Effects of minor manganese addition on microstructures and tensile properties of Al-Mg-Si alloys[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(5): 971-975.
[19] DANG Jing-zhi, HUANG Yu-feng, CHENG Jun. Effect of Sc and Zr on microstructures and mechanical properties of as-cast Al-Mg-Si-Mn alloys[J]. Transactions of Nonferrous Metals Society of China, 2009, 19(3): 540-544.
[20] ��־��, ��ӵ��, ������, ������, ���ɲ�. ��Sc��Zr��Al-Mg�Ͻ���̬��֯�ľ���ϸ������[J]. �й���ɫ����ѧ��, 1997, 7(4): 75-78.
YIN Zhi-min, GAO Yong-zheng, PAN Qing-Lin, ZHANG Yong-hong, YIN Song-bo. Grain refinement of as-cast microstructure of Al-Mg alloy by trace Sc and Zr alloy[J]. The Chinese Journal of Nonferrous Metals, 1997, 7(4): 75-78.
[21] ROKHLIN L L, DOBATKINA T V, BOCHVAR N R, LYSOVA E V. Investigation of phase equilibria in alloys of the Al-Zn-Mg-Cu-Zr-Sc system[J]. Journal of Alloys and Compounds, 2004, 367(1/2): 10-16.
[22] �� ��, ������, �� ��, �����, ����. ZrԪ�ضԴ���ϸ�������ĵ��������о�[J]. ���ϵ���, 2018, 32(18): 3190-3194.
LI Fei, LIAO Yi-jun, WANG Xu, ZHU Qing-feng, CUI Jian-zhong. Electron theory study of the refinement mechanism of Zr element on pure Al[J]. Material Guide, 2018, 32(18): 3190-3194.
[23] �� ��. Ti��Zr�Ͻ�˿��2A12���Ͻ���֯�����ܵ�Ӱ��[D]. �ϲ�: �ϲ����մ�ѧ, 2015.
CHEN He. Effect of Ti, Zr microalloying welding wires on the microstructure and properties of 2A12 aluminum alloy welds[D]. Nanchang: Nanchang Aeronautical University, 2015.
[24] FURYKAWA M, HORITA Z, NEMOTO M, VALIEV R Z, LANGDON T G. Microhardness measurements and the Hall-Petch relationship in an Al-Mg alloy with submicrometer grain size[J]. Acta Materialia, 1996, 44(11): 4619-4629.
[25] MARIOARA C D, ANDERSEN S J, JANSEN J, ZANDBERGEN H W. The influence of temperature and storage time at RT on nucleation of the �¡� phase in a 6082 Al-Mg-Si alloy[J]. Acta Materialia, 2003, 51(3): 789-796.
[26] MYHR O R, GRONG  , FJAER H G, MARIOARA C D. Modelling of the microstructure and strength evolution in Al-Mg-Si alloys during multistage thermal processing[J]. Acta Materialia, 2004, 52(17): 4997-5008.
, FJAER H G, MARIOARA C D. Modelling of the microstructure and strength evolution in Al-Mg-Si alloys during multistage thermal processing[J]. Acta Materialia, 2004, 52(17): 4997-5008.
[27] ֣����. ���Ͽ�ѧ����[M]. ��ɳ: ���ϴ�ѧ������, 2013: 497-500.
ZHENG Zi-qiao. Fundamentals of materials science[M]. Changsha: Central South University Press, 2013: 497-500.
[28] MYHR O R, GRONG , ANDERSEN S J. Modelling of the age hardening behaviour of Al-Mg-Si alloys[J]. Acta Materialia, 2001, 49(1): 65-75.
Effect of welding wire composition on microstructure and properties of 6082-T6 aluminum alloy welded joints
JIN Jia-lin1, XU Guo-fu1, 2, LI Yao1, PENG Xiao-yan1, LIANG Xiao-peng1, 2, DENG Ying1, 2, YIN Zhi-min1, 2
(1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. Key Laboratory of Nonferrous Metal Materials Science and Engineering, Ministry of Education, Central South University, Changsha 410083, China)
Abstract: 6082-T6 aluminum alloy plates were welded by metal inert welding method (MIG) with ER5356 welding wire and ER5087 welding wire. The effects of welding wire composition on the microstructure and properties of 6082-T6 aluminum alloy welded joints were analyzed by micro hardness and tensile mechanical properties test, optical microscopy (OM), scanning electron microscopy (SEM), electron backscatter diffractometry (EBSD) and transmission electron microscopy (TEM). The results show that the grain size of 6082-T6 aluminum alloy welded joints of ER5087 welding wire is finer than that of welded joints of ER5356 welding wire, and the tensile strength, yield strength, elongation and welding coefficient are better than those of welded joints of ER5356 welding wire. The lowest hardness area and tensile fracture position of the 6082-T6 aluminum alloy welded joints are in the heat affected zone at 10-15 mm away from welding center. The strengthening phase �¡�� aggregates and coarsens, and the strengthening effect is weakened, which becomes the weakest area of the welded joints.
Key words: 6082-T6 aluminum alloy; MIG welding; welding wire composition; mechanical properties; microstructure
Foundation item: Project(2016B090931004) supported by the Project Science and Research Plan of Guangdong Province, China; Project(51601229) supported by the National Natural Science Foundation of China; Project (CSUZC201812) supported by the Open Sharing Fund of the Large-scale Instruments and Equipments of Central South University, China
Received date: 2019-05-10; Accepted date: 2019-07-30
Corresponding author: LIANG Xiao-peng; Tel: +86-18684894344; E-mail: mselxp@163.com
(�༭ ������)
������Ŀ���㶫ʡ��ѧ�о��ƻ���Ŀ(2016B090931004)��������Ȼ��ѧ����������Ŀ(51601229)�����ϴ�ѧ���ؾ����������Ź�������(CSUZC201812)
�ո����ڣ�2019-05-10�������ڣ�2019-07-30
ͨ�����ߣ��������������ڣ���ʿ���绰��18684894344��E-mail��mselxp@163.com
ժ Ҫ������ER5356��ER5087��˿��12 mm��6082-T6���Ͻ�����ۻ����������屣����(MIG)��ͨ����Ӳ�Ȳ��ԡ�������ѧ���ܲ��ԡ���ѧ����(OM)��ɨ��羵(SEM)�����ӱ�ɢ������(EBSD)����羵(TEM)���о���˿�ɷֶԺ��ӽ�ͷ��ѧ����������֯��Ӱ�졣�������������ER5087��˿���ӵ�6082-T6���Ͻӽ�ͷ������������ϸС������ǿ�ȡ�����ǿ�ȡ��Ϻ��쳤���Լ�����ϵ��������ER5356��˿���ӵ�6082-T6���Ͻӽ�ͷ�ģ����ֺ�˿���ӵ�6082-T6���Ͻӽ�ͷ��Ӳ������������������λ�þ��ھ��뺸������10~15 mm������Ӱ������������¡�ǿ����ۼ����ֻ�������������ǿ�����ü�������Ϊ���ӽ�ͷ�����������
