
���±�ţ�1004-0609(2013)11-3048-08
6061-T4���Ͻ�T�ͽ�ͷ����Ħ��������
������������᪣��� �ף��� ��
(����ѧ ������ִ����Ӽ����ص�ʵ���ң���� 300072)
ժ Ҫ��
���ý���Ħ���������ɹ����3�ֲ�ͬ�����ʽ(���/�Դ��/�Խ�)��6061-T4���Ͻ�T�ͽ�ͷ���Խ�ͷ�ĺ���ȱ�ݡ�����֯��Ӳ�ȷֲ�������ǿ�ȷֱ���й۲�Ͳ��ԡ������������ǰ����Բ�ǹ��������庸������3�ֽ�ͷ�����׳�������ȱ�ݣ������ȱ���������Ա���ƫ��ԭʼ���ӽ����������߱ڰ�ǰ����ƫ�ƣ��볣�����Ħ�����ԽӴ�ӽ�ͷ��ͬ��T�ͽ�ͷ�ؽ�巽������Ȼ�Ӱ����������Բ�ǹ����������������������ǵ����رڰ�����ǿ�Ƚ��͵���Ҫԭ������Ϻ�����ȱ����������3��T�ͽ�ͷ�ؽ�巽����ѵ���Ҫԭ��
�ؼ��ʣ�
6061���Ͻ�������Ħ������T�ͽ�ͷ�������ʽ������ȱ����
��ͼ����ţ�TG453.9 �� �� ���ױ�־�룺A
Friction stir welding process of 6061-T4 aluminum alloy T-joints
HOU Xiao-peng, YANG Xin-qi, CUI Lei, ZHOU Guang
(Tianjin Key Laboratory of Advanced Joining Technology, Tianjin University, Tianjin 300072, China)
Abstract: Three combination modes (T-lap/T-butt-lap/T-butt) of AA6061-T4 aluminum alloy T-joints were successfully jointed by friction stir welding. Welding defects, microstructure, hardness profiles and tensile strength of the obtained T-joints were observed and measured, respectively. The results show that tunnel defects are easily formed in the fillet zone of the advancing side or in stringer nugget zone for all the three modes of T-joints. Defects of kissing bond are extruded downward to the stringer or sideward from the original joining surfaces to the advancing side of the skin under severe plastic deformation. T-joints exhibit the thermo-mechanical affected zone and two fillet zones in the stringer, which are different from the conventional butt and lap joints of friction stir welding. Softening zones and kissing bond are the main reasons to reduce the tensile strength of T-joints along skin direction, and kissing bond and tunnel defects are the main reasons for the fractures of T-joints along stringer direction.
Key words: 6061 aluminum alloy; friction stir welding; T-joints; combination mode; welding defect
���Ͻ�T�ͽ�ͷ��һ���ں��պ��졢���ٿͳ����������켰����������������ṹ��������㷺Ӧ�õĽ�ͷ��ʽ����������Ч��߱ڰ��ȶ��Զ�ʹ��������������û���������ӡ�Ŀǰ��ͨ�����õ��ۺ��������׳������Ͻ������ơ����Ⱥ���ȱ�ݣ��ϴ�ĺ�����ѭ���ֻ�����ܴ�IJ�����Σ���Щ�������صؽ��ͽ�ͷ����������Ħ����(Friction stir welding�����FSW)��һ��������ܡ�����;�����������Ӽ���[1-2]�������亸�ӹ����н�ͷ��λ�����ڽ������ۻ�������ɱ������Ͻ��ۺ��г�����ȱ�ݣ����Ҿ��к���������С���ŵ㡣��ˣ���FSW������չ�����Ͻ�T�ͽ�ͷ�н����й㷺���о���Ӧ�ü�ֵ��
������꣬����һЩ�о������Ѷ����Ͻ�T�ͽ�ͷ��չ�˻����Ե��о���ȡ���˳����ijɹ���BUFFA��[3-7]ͨ����ֵģ���������ϵķ������Խ���Ħ����T�ͽ�ͷ�еĽ�������[3-4]���¶ȳ���Ӧ����[5-6]������Ӧ���ֲ�[7]�Ƚ�����̽�֡�����̽�ֵĽ���Ժ��ӹ���ѡ��ͷ�������ȱ������������Ҫָ�����á���һЩ�о��߶�ͬ�����Ͻ�[8-9]���������Ͻ�[7, 10-13]����Ħ����T�ͽ�ͷ�ĺ��ӹ��ս������о������������۹��ա�������֯������֮����Ӱ����ɡ��о����������6082���Ͻ�T�ͽ�ͷ�ĺ����������Ժ���2024���Ͻ𣻵����ߴ��Сʱ2024-T4��7075-T6�������Ͻ���ɵ�T�ͽ�ͷ���׳���������ն�ȱ�ݣ��ʵ�������ߴ����Ч����ȱ�ݣ�6056��7075�������Ͻ���ɵ�T�ͽ�ͷ���رڰ巽����ǿ�ȿ���ĸ���൱�������쳤�ʺ��������Խ��͡���Ҫָ�����ǣ�����FSW-T�ͽ�ͷ�ĺ���ȱ�ݻ�û��ר��ϵͳ�ط������ۣ�����ֻ�����T�ͽ�ͷijһ�������ʽ(��ӻ�Խ�T�ͽ�ͷ)�����о���Ҳû�жԽ�ͷ���űڰ�ͽ�������������ѧ���ܽ���ϵͳ�ط����ͶԱȡ�������������Ͻ�T�ͽ�ͷ�Ľ���Ħ�����о������ټ���
����������Թ�ҵ�Ϲ㷺Ӧ�õ�6061-T4���Ͻ𣬶�3�ֱڰ�ͽ�������ʽ��T�ͽ�ͷ�����˽���Ħ�������飬���Խ�ͷȱ�ݡ�����֯����ѧ���ܽ�����ϵͳ���о����Ӷ�Ϊ����Ӧ���ṩ���ۻ�����
1 ʵ��
�������Ϊ3 mm���6061-T4���Ͻ𣬻�ѧ�ɷּ���ѧ���ܼ���1������H13���߸ּӹ�Բ�ΰ��������ν�����һ��Ľ���ͷ�����ֱ��15 mm������Ƕ�Ϊ5�㣬���������ֱ��5.5 mm������ֱ��2 mm������Ϊ4.5 mm����ͼ1��ʾ�����/�Դ��/�Խ�T�ͽ�ͷ��3�ֲ�ͬ�����ʽ��T�ͽ�ͷ���ֱ��� A/B/C��ͷ��ʾ�������ɳߴ�Ϊ350 mm��90 mm��350 mm��45 mm�����ֳ����αڰ���350 mm��65 mm�����ν����ɡ���ͼ2(a)��ʾ�����Ͻ�T�ͽ�ͷ����Ħ����ʾ��ͼ����Ʋ�ʹ����ר�õļо�װ�ú����쿨�ߣ��о�װ���ڱڰ�������ɲ�λ���Ϊ��Բ�ǣ�����ҪĿ���Ǽ���T�ͽ�ͷ�������Ӧ������Ρ����ӷ����������Ʒ����ӹ����е���������������2���С�
�����ش�ֱ����ķ�����ȡ������ÿ�ֹ��ղ������Ʊ�6������Ϊ25 mm��������(3���رڰ���أ�3���ؽ����أ��ֱ�ȡ3�������غɵ�ƽ��ֵ)��һ������������
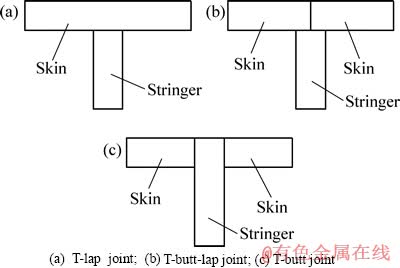
ͼ1 ��ͬ�����ʽ��T�ͽ�ͷ
Fig. 1 Combination modes of T-joint
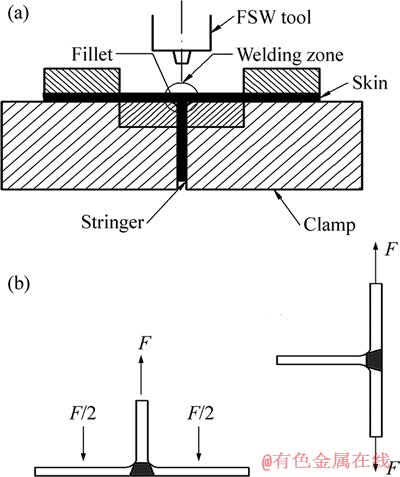
ͼ2 T�ͽ�ͷ����Ħ����ʾ��ͼ��������ط�ʽ
Fig. 2 Schematic illustration (a) and loading methods (b) for FSWed T-joints
��1 AA6061-T4���Ͻ�Ļ�ѧ�ɷּ���ѧ����
Table 1 Chemical compositions and mechanical property of AA 6061-T4 aluminum alloy

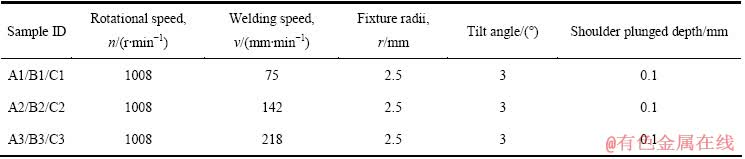
��2 T�ͽ�ͷFSW�������
Table 2 Investigated parameters of FSWed T-joints
����������ĥ�⡢���ʹ��Keller�Լ�(1ml����ᣬ2.5 mL���ᣬ1.5 mL���ᣬ95 mLˮ)��ʴ������OLYMPUS-GX51��ѧ�����½���ȱ�ݺ�����֯�۲죻�ֱ����űڰ�ͽ�������߽���Ӳ������ļ�⣻����������CSS-44100��������������Ͻ��У��������������ʾ��ͼ��ͼ2(b)��
2 ��������
2.1 ����ȱ�ݼ�����
ͼ3��ʾΪ9����������ĺ��������۽��࣬�۲췢�֣������о����ڲ�ͬ�̶ȵ�ȱ�ݣ����ڲ�ͬ��ͷ�зֲ���ʽ��ͬ��������������Ҫ��������ȱ�ݡ������ȱ�ݺ�������Z���ߡ�
��ͼ3��ʾ������B1��ͷ��Բ�ǹ������õ�������ȱ�ݵĺ����⣬����A/B��ͷ��ǰ����Բ�ǹ����������˲�ͬ�̶ȵ�����ȱ�ݣ���C��ͷ������ǰ����Բ������(C1��ͷ)���ڽ�庸����������ˮƽ����ֲ�һЩ��Ϊ��ɢ������ȱ��(C2/C3��ͷ)����ͼ4��ʾ���ڸ߷Ŵ���������ȱ�ݳ���Ϊδ���Ŀն�(��ͼ4(d))��T�ͽ�ͷ�н��������IJ��Գ��Ժ������������������������ȱ�ݵ���Ҫԭ��[13]�����ӹ�����ǰ����Բ����������Խ����ڽ����������������������˲�ת�ƣ�������Խ϶����Խ����ĺ��˲��ڽ��蹤�����������������¿���Ч���������������µĿ�ǻ���������������������Ļ�����ǰ�������µ��������Խ����Ͳ��ֺ��˲�����Ľ�������ȫ���������������µĿ�ǻ�����ź��ӹ��̵�һֱ���У�ǰ����Բ������ͳ���������ȱ�ݡ�
T�ͽ�ͷ��������һ����Ҫȱ��������ϡ���ͼ3���Կ������ڽ��蹤�ߵļ�ѹ�ͽ��������£�ȱ����ƫ��ԭʼ�Խӻ��ӽ��沢�����������Ρ���A/B��ͷ�пɷ���ȱ������ԭʼ��������庸����ƫ�ƣ����⣬��B��ͷ�У�ȱ�ݻ����űڰ��ǰ���ഩ����������������˲��Բ���������죻����C��ͷ���ڰ�������ڵ�����ԭʼ���������棬�����������Ҫ�ֲ��ں��˲�һ�ಢ��������ƫ�ƣ��������Ħ������������������Ա��εľ��ҳ̶Ȳ��Գ��йء����������ȱ�ݵ��γɣ�ͨ����Ϊ�����ȹ�����������״̬������ҪΧ�ƽ���������������������Z�᷽���ϵ��˶����٣�����ڰ�ͽ��֮��Ľ���������ޡ���ˣ���Ȼ�������Ա��ΰ����Ӳ��ϼ�ѹ��һ�𣬵�δ�γ���Ч��ұ������[14](��ͼ4(b))���ڼ��ع����У����������ȱ�ݵ�λ�ý����������ѵ�λ�á�
���⣬��B2/C2��ͷ�л����������ġ�Z���ߣ��ڸ߱��������³���Ϊ�϶������ֲ�����(��ͼ4(c))�����������γ���Ҫ�����Ͻ���������������������費���������ԭ����ɵ�[15]��
ͨ����ͷ��۽���(A1~A3��B1~B3��C1~C3)�ĶԱ�Ҳ���֣����ź����ٶȵ���������ȱ�ݵ����Ҳ��֮���������ȱ�������ź����ٶȵ������ֵø���������������˵���ڵͺ�����ͨ�����������������ڼ��������������ȱ�ݡ�
2.2 ���������֯
��ͼ5(a)��ʾ������Ħ����T�ͽ�ͷ����֯����������(NZ)���Ȼ�Ӱ����(TMAZ)����Ӱ����(HAZ)��ĸ��(BM)���볣��Խӻ��ӽ�ͷ��֮ͬ�����ڣ�T�ͽ�ͷ����ϳ���һ���Ȼ�Ӱ����(TMAZ)������Բ�ǹ�������(FZ)������������γ���оߵĵ�Բ����ֱ�ӹ�ϵ��
��ͼ5(b)��ʾ��ĸ����֯�������Ʒ���ʱ�ƽ״�ֲ�����ɫ��ǿ����������ɢ�ڻ����У����ĺ��������Ȼ�Ӱ������������������Եķֽ���(��ͼ5(c))���������ڽ���ͷ�Ľ���ͺ�����ѭ���Ĺ�ͬ�����£������˸��º;��ҵ����Ա��Σ�ʹĸ�ĵ�ԭʼ��֯�����˶�̬�ٽᾧ���γ�ϸС�ĵ��ᾧ�����Ȼ�Ӱ�����ľ����������Ե����Ž��蹤����Ӧ����������������ۼ������˲�Բ�ǹ���������ϸС���ᾧ���(��ͼ5(d))����ԭ�����ܵ�����ͷ��ѹ�Ͷ������õ�Ӱ�죬�����Ա��κ�����̬�ٽᾧ�Ľ����ڼоߵĿ�����ȴ�������γ�ϸС�����ṹ����ǰ����Բ�����������ֶ�����̬�������ڰ�λ��Ϊ�ϴ�ĵ��ᾧ���������λ��Ϊ��С�ĵ��ᾧ�Լ������оߵ�Բ������Ϊ������Բ��״����(��ͼ5(e))������ǰ�����ܵ��ļ��б��νϴ��������������IJ��Գ����й�[13]����Ӱ��������ֻ�ܵ������ȹ��̣�ǿ����;����ߴ��ĸ���б�ִ������(��ͼ5(f))��
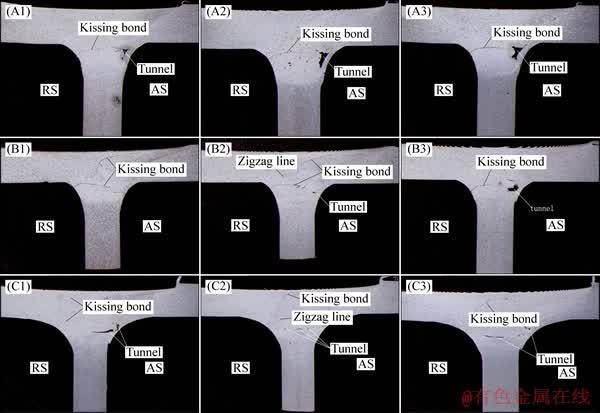
ͼ3 T�ͽ�ͷFSW���������۽���
Fig. 3 Macrographs of transverse sections for FSWed T-joints
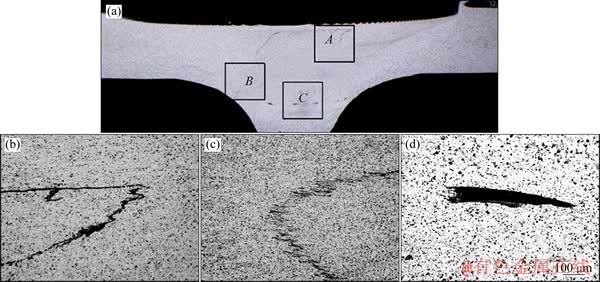
ͼ4 C2��ͷ�ĺ���ȱ�ݼ�����ȱ�ݵľֲ��Ŵ���ͼ
Fig. 4 Appearance of C2 joint welding defects (a) and magnified images of selected regions A (b), B (c) and C (d) as selected in Fig.4(a)
2.3 ��ͷ��Ӳ�ȷֲ�
ͼ6��ʾΪ����A��ͷ�رڰ�ͽ���Ӳ�ȷֲ������űڰ巽���W�ͷֲ�(��ͼ6(a))�����Ӳ��λ������·���������Ӱ������������Ӱ����֯�ֻ���ǿ������йأ����ž��뺸�������߾�����٣�Ӳ�����������Ӳ��λ���ɶ�̬�ٽᾧ�γɵ�ϸ������������������ǰ���ྦྷ�����δ��������ӣ��ӹ�Ӳ��������ԭ����ʹ����ǰ����ĺ�����Ӳ���Ը��ڿ������˲�ĺ�����Ӳ�ȣ�T�ͽ�ͷӲ�����Ž�巽�����N�ͷֲ�(��ͼ6(b))����������������ϴ����ǿ��������ܽ������·���Ӳ������֯�ִ�ǿ���ಿ���ܽ���Ȼ�Ӱ������Ӳ�����Լ�������Ӳ����֮���ɶ�̬�ٽᾧ�γɵĸ�Ӳ�Ⱥ����������⣬���ź����ٶȵ��������������б�խ�����ƣ��������ٶ�Ϊ218 mm/minʱ���رڰ�ͽ���ͷӲ��ֵ�����
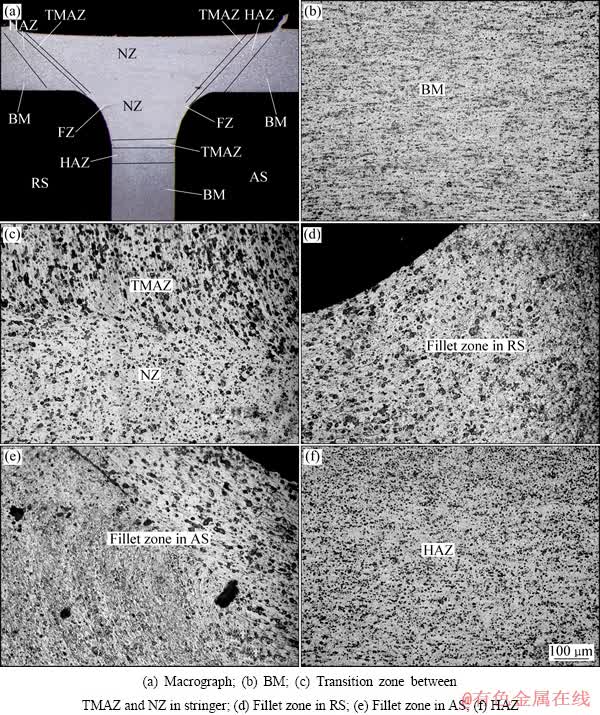
ͼ5 6061-T4���Ͻ�T�ͽ�ͷFSW���������֯
Fig. 5 Microstructure of FSWed T-joints of 6061-T4 aluminum alloy
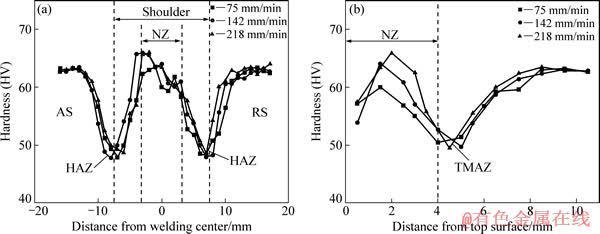
ͼ6 A��ͷ�رڰ�ͽ���Ӳ�ȷֲ�
Fig. 6 Vickers hardness distribution of A joints along skin direction (a) and stringer direction (b)
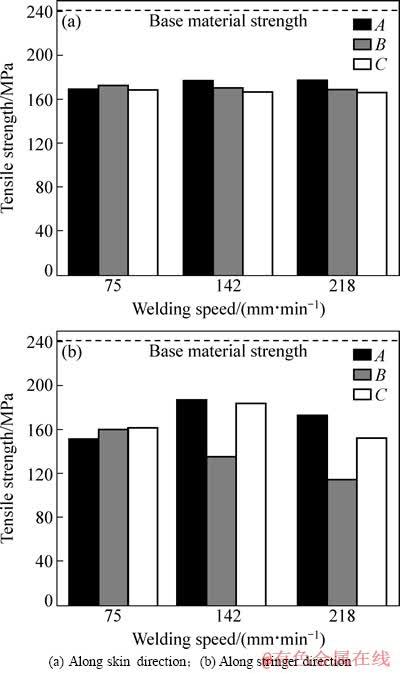
ͼ7 3��T�ͽ�ͷ�رڰ�ͽ�������ǿ��
Fig. 7 Tensile strength of three types T-joints
2.4 ��ͷ����������
ͼ7(a)��ʾΪT�ͽ�ͷ�رڰ巽����صĿ���ǿ�ȡ����ֺ����ٶȶ�ͬһ�ֽ�ͷ�Ŀ���ǿ��������Ӱ�졣A��ͷ��ƽ������ǿ��(174.7 MPa)�Ը���B��ͷ��ƽ������ǿ��(170.3 MPa)��C��ͷ(166.8 MPa)��ƽ������ǿ�ȡ�����A��ͷ�ڰ��ں���ǰ��������һ�������İ���йأ��������ȱ����B��C��ͷ�д�ֱ�����췽��ֲ�����˵�������ǿ�Ƚ��͡�����ʱ����3�ֽ�ͷ���Ѷ���������·���Ӱ�����������Ӳ�ȷֲ���Χ���Ͽ������������45��нǣ������������ľ���(��ͼ8(a))��ͨ��SEM�۲�(��ͼ9)���Ͽ�����òΪ�������ѣ���ijЩ�ϴ����ѵײ�����2�����ӻ��ߺۼ������ɼ������ѷ�ʽ���ڵ��͵��ۼ��Ͷ��ѡ���ˣ�����Ϻ�����������3�ֽ�ͷ�رڰ�ǿ�Ƚ��͵���Ҫԭ��Z�ߵĴ��ڶ�3�ֽ�ͷ�رڰ巽������ǿ�ȼ���û��Ӱ�졣
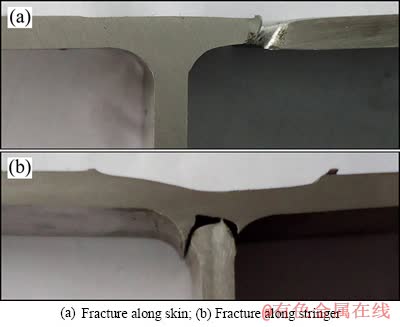
ͼ8 T�ͽ�ͷ����λ�ú��ͼ
Fig. 8 Macrographs of fracture locations for T-joints
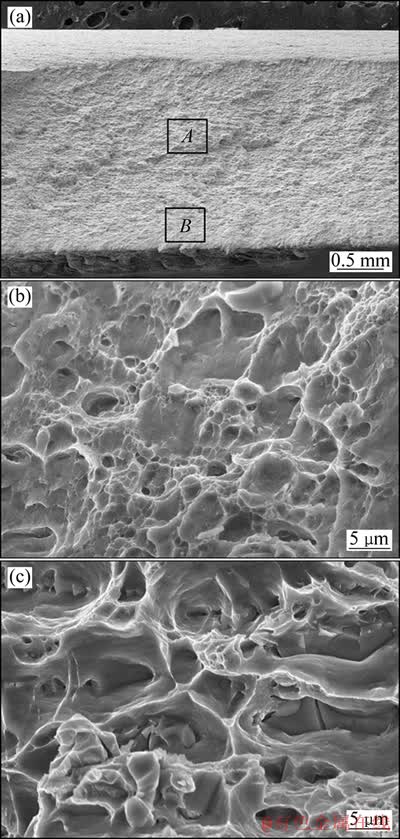
ͼ9 T�ͽ�ͷ�رڰ�����Ͽڵĺ�ۺ���SEM��
Fig. 9 SEM image of macro-fracture surface of skin (a) and higher magnification SEM images of region A (b) and region B (c) as selected in Fig. 9(a)
����T�ͽ�ͷǰ����Բ�ǹ��������������˲�ͬ�̶ȵ�����ȱ���Լ����쵽�����˲�Բ������������ȱ�ݣ�ʹ���ؽ�巽������ʱ��ͷǿ�����ݽ�Ϊ��ɢ (��ͼ7(b))����A��ͷ��˵�����ź����ٶȵ����ӣ�����ǿ������������ں���142 mm/minʱ��A2��ͷ���ܺ����д���ȱ�ݵ���ʱǿ�ȴﵽ���187.5 MPa���ﵽĸ��ǿ�ȵ�77.8%��B��ͷ��ǿ�����ź��ٵ��������½�������֮ǰ���۵�����ȱ�ݵ�����������йأ���������ȱ�������������ʱ��Ч����������٣���������ǿ�ȴ�ͣ����ں���Ϊ75 mm/min�õ���������ȱ�ݽ�ͷ��ǿ�Ƚ�Ϊĸ�ĵ�66.7%������Ҫ�������ȱ�ݵ��������йء�C��ͷ��ǿ����A��ͷ�ı仯����һ�£��ں���Ϊ142 mm/minʱ������ǿ�ȴﵽĸ�ĵ�76.3%����3�ֽ�ͷ���������Ƕ����ڽ��������������ǴӺ��˲�Բ�����������ϴ���ʼ���Ѳ����ն���������Ľ���洦(��ͼ8(b))��ͨ��SEM�۲⣬����Ϊ�������ᴹֱ�Ĵֲ��棬���н��蹤���������µ�����ƽ�ĺۼ�(��ͼ10(a))��ǰ�������Ϊ�ؾ����Զ���(��ͼ10(b))�����˲�����ִ�������(��ͼ10(d))���м䲿��Ϊ��������Ի�ϵ���������ģʽ(��ͼ10(c))�����ֶ���ģʽ�IJ���������ȱ�ݺ�����ϵķֲ���ֱ�ӹ�ϵ��
3 ����
1) �����Ӳ������߽��蹤��ѡ���ʣ�����ȱ�ݺ�����ϼ��������Ͻ����Ħ����T�ͽ�ͷ�г��֣������ڲ�ͬ�����ʽ��T�ͽ�ͷ�зֲ�������ͬ��ͨ�����ٺ����ٶ���ߺ��������������ڴ���ȱ�ݵļ��١�
2) ����Ħ����T�ͽ�ͷ���˰������������Ȼ�Ӱ��������Ӱ������ĸ�ģ��ڽ������������Բ�ǹ�������������������ѭ�������Ա��εIJ�����ֲ�ͬ�ľ�����̬��
3) 3�������ʽ��T�ͽ�ͷ�رڰ�Ӳ�ȳ�W�ͷֲ����ؽ���N�ͷֲ���Ӳ�ȵı仯�뾧���ߴ缰ǿ�����״̬�йأ��Ƕ��߹�ͬ���õĽ����
4) �ڰ巽�������Ҫ������Ӱ��������������ϴ�ֱ�����췽��ֲ�����ģ�����Z���߶� T�ͽ�ͷ�رڰ巽������ľ���ǿ��������Ӱ�죻����Ϻ�����ȱ�����ؽ�巽�������ѵ���Ҫԭ��
5) �����ӹ��ղ���һ��ʱ��A��ͷ���ۺ������������B��ͷ��C��ͷ�ĺã������رڰ巽���ƽ������ǿ��Ϊ174.7 MPa������Ϊ142 mm/minʱ���ؽ�巽�������ǿ����߿ɴﵽ187.5 MPa����ͷϵ���ﵽĸ�ĵ�77.8%��
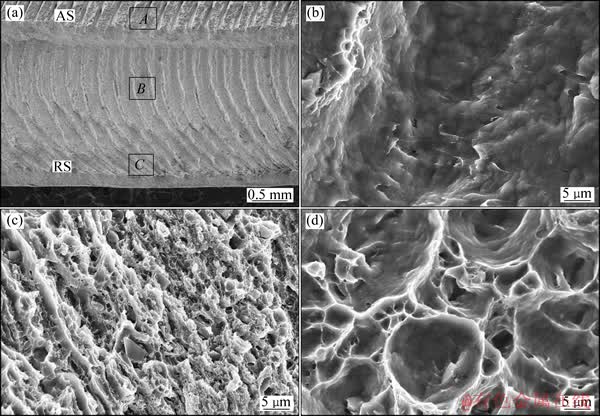
ͼ10 T�ͽ�ͷ�ؽ������Ͽڵĺ�ۺ���SEM��
Fig. 10 SEM image of macro-fracture surface of stringer (a) and higher magnification SEM images of regions A (b), B (c) and C (d) as selected in Fig.10(a)
REFERENCES
[1] FENG A H, CHEN D L, MA Z Y. Microstructure and cyclic deformation behavior of a friction-stir-welded 7075 Al alloy[J]. Metallurgical and Materials Transactions A-Physical Metallurgy and Materials Science, 2010, 41(4): 957-971.
[2] MISHRA R S, MA Z Y. Friction stir welding and processing[J]. Materials Science & Engineering R-Reports, 2005, 50(1/2): 1-78.
[3] BUFFA G, FRATINI L, MICARI F, SHIVPURI R. Material flow in FSW of T-joints: Experimental and numerical analysis[J]. International Journal of Material Forming, 2008, 1(Suppl): 1283-1286.
[4] BUFFA G, FRATINI L, MICARI F, SHIVPURI R. On the material flow in FSW of T-joints: Influence of geometrical and technological parameters[J]. International Journal of Advanced Manufacturing Technology, 2009, 44(5/6): 570-578.
[5] FRATINI L, BUFFA G, SHIVPURI R. Influence of material characteristics on plastomechanics of the FSW process for T-joints[J]. Materials & Design, 2009, 30(7): 2435-2445.
[6] FRATINI L, BUFFA G, PALMERI D. Using a neural network for predicting the average grain size in friction stir welding processes[J]. Computers and Structures, 2009, 87(17/18): 1166-1174.
[7] BUFFAL G, FRATINI L, RUISI V, Friction stir welding of tailored joints for industrial applications[J]. International Journal of Material Forming, 2009, 2(Suppl 1): 311-314.
[8] DONATI L, TOMESANI L, MORRI A. Structural T-joint produced by means of friction stir welding (FSW) with filling material[J]. International Journal of Material Forming, 2009, 2 (Suppl 1): 295-298.
[9] FLEMING P A, HENDRICKS C E, WILKES D M, COOK G E, STRAUSS A M. Automatic seam-tracking of friction stir welded T-joints[J]. International Journal of Advanced Manufacturing Technology, 2009, 45(5/6): 490-495.
[10] FRATINI L, BUFFA G, LO MONACO L. Improved FE model for simulation of friction stir welding of different materials[J]. Science and Technology of Welding and Joining, 2010, 15(3): 199-207.
[11] TAVARES S M O, CASTRO R A S, RICHTER-TRUMMER V, VILACA P, MOREIRA P M G P, de CASTRO P M S T. Friction stir welding of T-joints with dissimilar aluminum alloys: mechanical joint characterization[J]. Science and Technology of Welding and Joining, 2010, 15(4): 312-318.
[12] TAVARES S M O, AZEVEDO P C M, EMILIO B, RICHTER-TRUMMER V, FIGUEIREDO M A V, VILACA P, DE CASTRO P M S T. Friction stir welding of t-joints in dissimilar aluminum alloys[C]//American Society of Mechanical Engineers. Proceedings of the ASEM International Mechanical Engineering Congress and Exposition. New York: American Society of Mechanical Engineers, 2009: 265-273.
[13] FRATINI L, ACERRA F, BUFFA G, TROIANO G. On the FSW of AA2024-T4 and AA7075-T6 T-joints: An industrial case study[J]. International Journal of Advanced Manufacturing Technology, 2010, 48(9/12): 1149-1157.
[14] �� ��, л����, �� ��. ���Ͻ����Ħ�������ӹ���ȱ�ݷ���[J]. ��е����, 2008, 46(2): 5-9.
WANG Lei, XIE Li-yang, Li Bing. Defects analysis of friction stir welding process for aluminum alloy[J]. Mechanical Manufacture, 2008, 46(2): 5-9.
[15] LIU H J, CHEN Y C, FENG J C. Effect of zigzag line on the mechanical properties of friction stir welded joints of an Al-Cu alloy[J]. Scripta Materialia, 2006, 55(3): 231-234.
(�༭ ��ѧ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(50775159)���ߵ�ѧУ��ʿѧ�Ƶ�ר����л���������Ŀ(20110032110027)
�ո����ڣ�2013-01-04�������ڣ�2013-04-07
ͨ�����ߣ�����᪣����ڣ���ʿ���绰��022-27406261��E-mail��xqyang@tju.edu.cn
ժ Ҫ�����ý���Ħ���������ɹ����3�ֲ�ͬ�����ʽ(���/�Դ��/�Խ�)��6061-T4���Ͻ�T�ͽ�ͷ���Խ�ͷ�ĺ���ȱ�ݡ�����֯��Ӳ�ȷֲ�������ǿ�ȷֱ���й۲�Ͳ��ԡ������������ǰ����Բ�ǹ��������庸������3�ֽ�ͷ�����׳�������ȱ�ݣ������ȱ���������Ա���ƫ��ԭʼ���ӽ����������߱ڰ�ǰ����ƫ�ƣ��볣�����Ħ�����ԽӴ�ӽ�ͷ��ͬ��T�ͽ�ͷ�ؽ�巽������Ȼ�Ӱ����������Բ�ǹ����������������������ǵ����رڰ�����ǿ�Ƚ��͵���Ҫԭ������Ϻ�����ȱ����������3��T�ͽ�ͷ�ؽ�巽����ѵ���Ҫԭ��
