
DOI: 10.11817/j.ysxb.1004.0609.2020-35912
Cu������Ǿ��Ͻ���ˮƽ�������̵���ֵģ��
������ܱ��ģ��� ������ �����˹�
(����������ѧ ���Ͽ�ѧ�빤��ѧԺ������ 116024)
ժ Ҫ��
����ProCast�����о���(Cu47Zr45Al8)98.5Y1.5����Ǿ����ˮƽ���������е��¶ȳ��ֲ������̽���仯������������������м���ڵij���ʱ��Ϊ22 s������ʱ�䲻Ӧ����55 s����������ȴ���̷�Ϊ�����Σ���һ�ε������ٶ�Ϊ1 mm/sʱ��������ʯī�����ǣ���ȴ����С��10 K/s���������γɿ���Ǿ����ڶ�������������ֱ�Ӵ��ݸ�ͭģ����ȴ���ʴ���40 K/s��������ټ�������ȶ����������̽���ǰ�ƣ�������Һ�����¶�Tlʱ����ȴ���ʴ���40 K/s������Cu���Ǿ����ٽ���ȴ����(20 K/s)������ģ�߽ṹ������ʯī��Ƕ��ģ�߳��ȣ�������Tl��ȴ��������ת���¶�Tg�����ʱ����٣������ڻ�÷Ǿ���֯��ʵ����֤���֣���������Ϊ�����ٶ�2 mm/s�����ȶ�80 K��ʯīǶ�����20 mmʱ���ɻ�þ���������������ķǾ��Ͻ��ġ�
�ؼ��ʣ�
ˮƽ��������ֵģ��������ģ������ȴ���������̽�����
���±�ţ�1004-0609(2020)-12-2901-11���� ��ͼ����ţ�TG249.7���� ���ױ�־�룺A
�Ǿ��Ͻ���ָ����̬����ͨ��������ȴ�õ��Ķ̳�����������ṹ�Ĺ�̬���������۽ṹ�Ƕȳ������Ǿ��Ͻ����֯�в�����λ���������ȱ�ݣ���˾�����������ܣ����ǿ�ȡ���ĵ���ģ�������õĴ������Լ�����Һ�������ڵij����Ե�[1]����20����30���������֮�����Ǿ��Ͻ���ܵ���ѧ���ǵĹ㷺��ע��1974�건��ʵ����������1��103 K/s����ȴ�����»���˺��׳߶ȵ�Pd������Ǿ��Ͻ�[2]���ձ�ѧ��INOUE��[3-4]�ڱ����ͳ��з���һϵ�еͳɱ���Cu������Ǿ��Ͻ�Ŀǰ������Ǿ��Ͻ�ij����Ʊ��ֶΰ���������[5]����ǽ�����[6]����ѹ���취[7]��������[8]�ȡ������Ʊ������ձ������Ʒ�ߴ�С���Ʊ�Ч�ʵ͵����ƷǾ��Ͻ�ҵ����չ��ƿ���������Լ�˷Ǿ��Ͻ�Ĵ��ģӦ��[9]��
ˮƽ�������켼�������ƾõ���ʷ����������Ч�ʸߡ���Ʒ�ɱ��ͺͻ���Ͷ���ٵ��ŵ㣬�����ڴ��ģ��ҵ��������1950�꣬����Ugine��˾�״����ˮƽ�������Ͻ��ղ��ɹ�Ӧ�õ������С��й���Ϊ�����Ͻ��翪����Ӧ��ˮƽ���������Ĺ���֮һ�������Ͻ������Ļ�����ʩ�ӵ�ų���ϸ�������ߴ粢����˳ɹ�[10]���ڴ˻����ϣ��ҹ�ѧ�߶������������ֵģ�⼼�����˴�����������о�������������ѧ�����[11]��AZ31þ�Ͻ��������̽������¶ȳ�����ֵģ�⡣��ͬ����[12]ͨ����ֵģ��ķ����о��˵�ų���AA3003/AA4045���Ͻ������ˮƽ�������̡��Ϻ���ѧ����ʤ��[13]��������Ԫ����AZ61þ�Ͻ����������нᾧ����������������¶ȳ������˼��㡣ĿǰΪֹ�������⽫ˮƽ����Ӧ���ڷǾ��Ͻ���о��������Ʊ���ģ�ⷽ�����Ρ�����������ѧ���˹���[14]�״β���ˮƽ���������Ʊ���Zr���Ǿ��Ͻ���ġ�����WILLIAM��[15]����һ��������Zr���Ǿ��Ͻ��ĵ��������췽����ר������ɽ��ѧ����ƽ��[16]�����˴��Ǿ��Ͻ��������Ƽ�����ר����HAAG��[17]��Pt��Pd�ȹ�������Ǿ��Ͻ����ˮƽ���������¶ȳ�������ģ����㡣�Ǿ��Ͻ��봫ͳ��̬�Ͻ���ڱ����ϲ��죬��˽���ͳˮƽ����װ��Ӧ���ڷǾ��Ͻ�����ʱ�кܶ�����ؽ���������ͳ�Ͻ�ģ����ƹ����������б�����Է�ֹ���̹����з�������[18]�����Ǿ��Ͻ����̹����������ʽ�С��ģ����Ƶĺ���˼���ǻ�ýϴ���¶��ݶȽ����õ��ߵ���ȴ���ʡ�ˮƽ�����ĸ���ղ���������������ģ�ߵ���ȴ��������Ҫ��Ӱ�죬�罽���¶ȡ������ٶȺ�����ģʽ�ȡ�
Cu���Ǿ��Ͻ���нϴ�ķǾ��γ��ܼ��ϵ͵�ԭ���ϼ۸�����ܵ��˹��ѧ�ߵĹ�ע�����IJ���Cu-Zr-Al-Yϵ�Ͻ��Ľ���ˮƽ�����������¶ȳ������̹��̵���ֵģ�⡣�����һ��ʯī-ͭģ����ģ�����Ʊ�����Ǿ���ģ�ͨ��ProCast����Ԫ���㲻ͬ�������ռ�ģ�߽ṹ�����������������¶ȳ�������ǰ�ؽ�����ò��Ӱ�죬Ϊ�Ż��Ǿ����ˮƽ�������ղ����ṩ����ָ����
1 ����ģ����߽�����
ͼ1��ʾΪ�Ǿ��Ͻ���ˮƽ����ϵͳʾ��ͼ����ϵͳ���м����ʯī������ˮ��ͭģ��ǣ��װ�õ���ɡ�ʯī����һ�����м����������һ��Ƕ��ˮ��ͭģ֮���γɸ���ģ�ߡ�����Һ���������δ��ݸ�ʯī��ͭģ�����մ��ݵ�ѭ����ȴˮ���Ӷ���ô����ȴ�ٶȡ��Ͻ���Һ̬�µ�ԭ�����б������������γɷǾ���֯��

ͼ1 ˮƽ����ϵͳʾ��ͼ
Fig. 1 Schematic diagram of horizontal continuous casting
1.1 �Ǿ��Ͻ��ȵĻ�������
1) �Ǿ��Ͻ������¶ȸߡ��ȴ�ѹ����С�����ܶȱ仯���Ժ��ԣ���������Ϊ����ѹ�������壻
2) �Ǿ��Ͻ���Һ̬����ʱ�ᾧ��������������DZ�ȿ��Ժ��Բ��ƣ�
3) �Ǿ��Ͻ����̹��������ʺ�С���������̹����кϽ�ijߴ�����������������ߴ粻�䣻
4) �����ij���Զ�������ȣ�����������ת�ȡ�
1.2 ���Ʒ���
�������ϼ��裬ˮƽ�������̴��Ȳ���Fourier��ά����̬�����ַ��̷������ɱ�ʾΪ��

 (1)
(1)
ʽ�У�x��y��zΪֱ������ϵ�����ꣻ Ϊ�ܶȣ�TΪ�¶ȣ�tΪʱ�䣻
Ϊ�ܶȣ�TΪ�¶ȣ�tΪʱ�䣻 Ϊ����������Դ��
Ϊ����������Դ�� Ϊ����ϵ����
Ϊ����ϵ���� Ϊ�������䣻cp(T)Ϊ��ѹ�����ݣ�vdΪ���������е������ٶȡ�
Ϊ�������䣻cp(T)Ϊ��ѹ�����ݣ�vdΪ���������е������ٶȡ�
1.3 ��������
1.3.1 �Ǿ��Ͻ�(Cu47Zr45Al8)98.5Y1.5�������Բ���
Procast���ݿ���Ŀǰ��ʱȱ����������Cu������Ǿ��Ͻ�ĸ��������Բ�������˱������ø��������Ϊʵ��ʵ��ֵ�����ж�ѹ������cp(T) ���������豸Ϊ����TA��˾�ɲ��IJ�ʽɨ�������ǣ��ͺ�ΪTA Q2000������ϵ�����������豸Ϊ���Hot Disk��˾�����ĵ���ϵ���ǣ��ͺ�ΪHot Disk TPS 2500s���� ���������豸Ϊ����Brookfield��˾��������ת�ȼƣ��ͺ�ΪBrookfield DV-2pro�����1��ͼ2��ʾ�����зǾ��Ͻ�IJ�����ת���¶�TgΪ700 K��ͼ2(a)��(b)��(c)��ʾ�ֱ�Ϊ�Ǿ��Ͻ�Cu��ʯī�ı����ݼ�����ϵ�����¶ȵı仯���ߣ�ͼ2(d)��ʾΪ�Ǿ��Ͻ������¶ȵı仯���ߡ�
���������豸Ϊ����Brookfield��˾��������ת�ȼƣ��ͺ�ΪBrookfield DV-2pro�����1��ͼ2��ʾ�����зǾ��Ͻ�IJ�����ת���¶�TgΪ700 K��ͼ2(a)��(b)��(c)��ʾ�ֱ�Ϊ�Ǿ��Ͻ�Cu��ʯī�ı����ݼ�����ϵ�����¶ȵı仯���ߣ�ͼ2(d)��ʾΪ�Ǿ��Ͻ������¶ȵı仯���ߡ�
��1 (Cu47Zr45Al8)98.5Y1.5�������Բ���
Table 1 Thermal parameters of (Cu47Zr45Al8)98.5Y1.5

1.3.2 �������ղ���
���ڷǾ��Ͻ��Ƚϴ���������������£��������������Ϳ��ܻᷢ������������˱��IJ�ȡ��������Ϊ��-ͣѭ�����գ������������2��ʾ��
��2 �������ղ���
Table 2 Drawing parameters
1.3.3 �������¶ȳ�����
�趨�м���¶�Ϊ1050 �棬ˮ��ͭģ�¶�Ϊ25 �档ͨ��Ansys workbench�ȷ���ģ���ʯī�������¶ȳ����м��㣬������Ϊ����ģ��ı߽�������
���ȹ����У���������߽紦�����ص�IJ�ͬ���߽�������Ϊ�������ࣺ
1) ��������߽����κ�ʱ�̵��¶ȷֲ�T=T0��
2) ��������߽����κ�ʱ�̵������ܶȷֲ�-qn=q0��
3) ��������߽�����Χ������ı��洫��ϵ��-qn=h(Text-T)��
��ģ�ͼ�����õ�һ��͵�����߽�������������ڴ�����ģ������������϶�����õ�һ��߽��������������¶���Ϊ��ͬT=1323 K(1050 ��)��������������õ�����߽������������ͼ3��ʾ���������¶����м��һ��1210.19 K(937.19 ��)��ͭģ��304.15 K (31.15 ��)���ͣ�ȡʯī�������¶ȳ�ƽ��ֵΪ923 K(650 ��)��ˮ��ͭģ���¶�Ϊ298 K(25 ��)��

ͼ2 ��ͬ�¶���(Cu47Zr45Al8)98.5Y1.5��Cu��ʯī�Ķ�ѹ�����ݼ�����ϵ���Լ�(Cu47Zr45Al8)98.5Y1.5����
Fig. 2 Specific heats and thermal conductivities of (Cu47Zr45Al8)98.5Y1.5 (a), Cu (b) and graphite (c) and viscosity of (Cu47Zr45Al8)98.5Y1.5 (d)

ͼ3 Ansys workbench������
Fig. 3 Calculation results of Ansys workbench
ProCast˵�����н���-�������滻��ϵ��h�Ƽ�ֵΪ1000~5000�����ǿ��[19]ͨ������õ�Vit1�Ǿ��Ͻ���Cu֮��Ļ�ϵ��Ϊ1000~3000���������û���ϵ��Ϊh=2000���趨t=0ʱ��ʯī���������弰ģ�ߵ��¶�Ϊ�ռ�ĺ�������ΪProCast���ͼ���������ģ��ij�ʼ������
2 �����������
2.1 �����������ʱ��
�Ǿ��Ͻ�ԭ�Ӽ�����ǿ���ȴ��봫ͳ�Ͻ�����������Ͻ���ȣ��������ʱ�䳤�������ʱ���ģ������ʵ����̾���ָ�����塣ͼ4��ʾΪ5��22��55��95 sʱ�ij�����������徭5 s���ҳ���ʯī������������ͷ�Ӵ�(��ͼ4(a))����22 sʱ������������(��ͼ4(b))�����������ͨ���ȴ����ķ�ʽ���ݸ��м������55 sʱ�¶ȿ�ʼ���ͣ�����ͷ����ʼ�����ο�(��ͼ4(c))��������ʱ�䳬��95 sʱ�������¶���������(��ͼ4(d))��������ģ������֪��ʵ��������������м���ڱ���ʱ�䲻Ӧ����55 s������������ͷ���γ�ǿ�Ƚϸߵ����ǣ�������֮������ϴ��Ħ����������������������������������
2.2 ����ģ�����¶ȳ������̹��̷���
ͼ5��ʾΪ�����ڸ���ģ���ڵ��¶ȳ������̹��̵�ģ�����������¶��趨Ϊ��Һ�����¶�Tl ��80 K����1247 K���Խ����¶�Ϊģ����ʼ�¶ȣ�����ת���¶�700 KΪ�����¶ȣ���������Ϊ��4 s-ͣ4 s�������ٶ�Ϊ1 mm/s��ͼ5��ʾ�ֱ�Ϊ������ʼ��17��34��72��100 sʱ�Ľ����������븴��ģ��ʱ���������ȴ��ݸ�ʯī������֮�ݸ�ͭģ������ʯī�ĵ���ϵ���ϵͣ����������ʯī�е���ȴ���ʽ�С����ͼ5(a)��(b)�ɼ��������߲�����ȴ���ʴ����IJ�����ȴ���ʣ��غ���淽���¶ȳ��ֲ����в������ԣ�������ǰ�س����˻�״���¶ȳ��������ڻ��ƽֱ�����̽��档�����������̵Ľ��У�����ֱ����ͭģ�Ӵ�������ͭ�ĵ���ϵ��ԼΪʯī��3�������������ͭģ�е���ȴ���ʽϴ��ڴ˽Σ������¶��ڼ���ʱ���ڽ�����Tg���£���ͼ5(c)��(d)��ʾ���ɹ�������ֲ���֪�����������ȶ��κ����̽����������෴������˵�ͭģ��ڴ����ɴ˿��ƶϣ��������ٶ�Ϊ1 mm/sʱ������ǰ��δ����ͭģ�ڣ��¶���Tl����ʱ���Ի�ô����ȴ���ʣ������ڻ�÷Ǿ���֯��
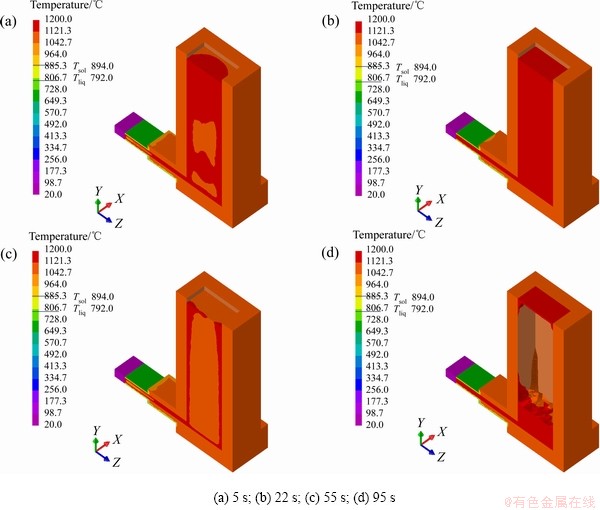
ͼ4 ��ͬʱ����͵�ģ����
Fig. 4 Simulation results of mold filling for different time

ͼ5 ��ͬ����ʱ���¶ȳ����������ģ����
Fig. 5 Simulation results of temperature fields ((a) 17 s; (b) 34 s; (c) 72 s; (d) 100 s) and solid fractions ((e) 17 s; (f) 34 s; (g) 72 s; (h) 100 s) at different drawing time
ͼ6��ʾΪ�������������¶Ⱥ�˲ʱ��ȴ������ʱ��ı仯���ߡ���ͼ6(a)��֪���������������е���ȴ��Ϊ��Ϊ�����Ρ���һ��(b��)��������ʯī����ȴ����ȴ���ʾ�С��10 K/s����������ʼ�δﵽ��ֵ�������IJ���ȴ����ԼΪ4.5 K/s���߲���ȴ����ԼΪ7.1 K/s����ͼ6(b)��ʾ���ڶ���(c��)���������ͭģ��ʹ�������ȴ���ʼ������ӣ���ͼ6(c)��ʾ����ȴ������82 sʱ�ﵽ��ֵ�������IJ�ԼΪ61.5 K/s���߲�ԼΪ97.8 K/s��������50 K/s�������ڵڶ��ε���ȴ��������CuZr�Ǿ��Ͻ���ٽ���ȴ����(Լ20 K/s [20])���������ڵ�һ������ȴʱ��ϳ���������Tl�������ܽϿ���ȴ��Tg���£���������γɷǾ���֯��
2.3 �����ٶȺ��ȶȶ���ȴ���ʵ�Ӱ��
ͼ7��ʾΪ��ͬ�����ٶ�ʱ���̽�����״��ģ�������������������������ߣ������������ڵ���ȴʱ����٣����̽�������������ǰ�ơ��������ٶ�Ϊ1 mm/sʱ����ͼ7(a)��ʾ�����̽����Բ��״����δ����ˮ��ͭģ�У��������ٶ�Ϊ2 mm/sʱ����ͼ7(b)��ʾ�������ƶ���ʯī��ͭģ���ϴ������满�ȼ�С���������ٶ������3 mm/s��4 mm/sʱ����ͼ7(c)��(d)��ʾ�������ƶ���ˮ��ͭģ�ڡ�������״�ɻ�״�����Ϊƽֱ���棬�����������ٵ����ӣ������غ���淽�����ٲ���С������������������̵��ȶ��ԡ�
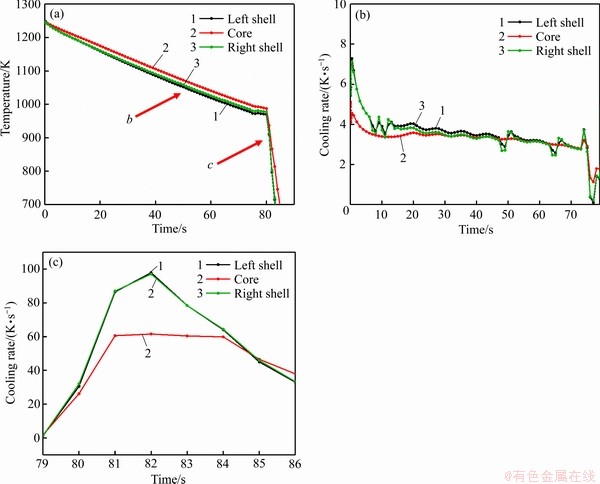
ͼ6 �Ǿ��Ͻ����¶�-ʱ�����ߺ�˲ʱ��ȴ����-ʱ������
Fig. 6 Temperature-time curves(a) and instant cooling rate-time curves ((b), (c)) of BMGs slab

ͼ7 ��ͬ�����ٶ�ʱ�����̽���
Fig. 7 Solidification interfaces with different drawing speeds
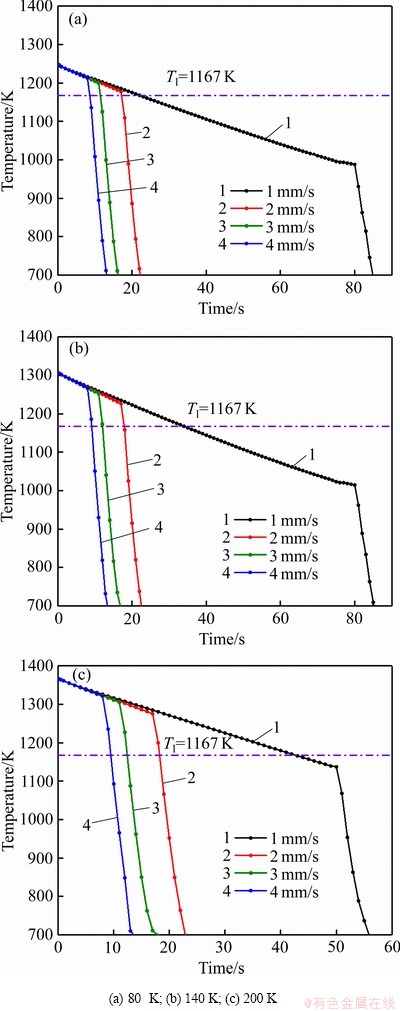
ͼ8��ʾΪ���ȶ�80~200 K�������ٶ�1~4 mm/sʱ�����IJ����¶�-ʱ�����ߡ���ͼ8(a)��ʾ�������ȶ�Ϊ80 K�������ٶ�Ϊ1 mm/sʱ��������Tl������ȴ����С��10 K/s���������ٶ�Ϊ2 mm/sʱ��������1177 Kʱ��ô���ȴ����(����40 K/s)�����������ٶȽ�һ��������3 mm/s��4 mm/sʱ��������1200 K���ϼ���ô���ȴ���ʡ�������ȶ���140 K��200 Kʱ���¶�-ʱ�����߱��ֳ���ͬ�ı仯���ơ���ͼ8(b)��(c)��ʾ���������ٶȴ���1 mm/sʱ������ֱ���1224 K��1267 K�Ǽ���ô���ȴ���ʣ�������������¶�Һ�����¶����ϼ��Խϴ����ȴ���ʷ������̣������˹�Һ�������IJ����������ڷǾ���֯���γɡ�
��3��4��5��ʾΪ80~200 K���ȶ��¡���ͬ��˲ʱ��ȴ���ʼ��ﵽ�����ȴ��������ʱ��ֵ������vlΪ�����¶��½���Һ����Tlʱ��˲ʱ��ȴ���ʣ�vmaxΪ�����������ȴ���ʣ�tmaxΪ�ﵽ�����ȴ���������ʱ�䣬tTgΪ�ﵽ������ת���¶�Tg�����ʱ�䡣�ӱ��п�֪�����������ٶȵ����ӣ�������Tl������ȴ�����������ȶ�Ϊ80 Kʱ��vl��1 mm/sʱ��3.5 K/s���ӵ�4 mm/sʱ��50.1 K/s��vmax��59.5 K/s����121.1 K/s��tmax��82.1 s������9.9 s��tTgҲ��85.2 s�½���13.2 s�����ȶ������140 K��200 Kʱ�����и��������ֳ���ͬ�ı仯���ơ�����ȶȵ��������������е������ȴ����vmax�������ӣ���4 mm/s�����£�vmax��80 Kʱ��121.1 K/s���ӵ�200 Kʱ��134.9 K/s��
�ڿ���Ǿ��Ͻ���������У��������ȶȵĴ�С��һ����Ҫ�Ĺ��ղ��������κ˶���ѧ�Ƕ���˵�������¶ȵ���������˺Ͻ�����ľ��������Ŵػ���²����࣬���̹������ܹ���Ч���ƾ���������κˡ��ڱ��ĵ��о��У�ͨ������Աȷ��֣������ȶ���80 K��ߵ�200 Kʱ��˲ʱ��ȴ����v��һ���̶ȵ������������ֵ��121.1 K/s������134.9 K/s�����ͬʱ������������ȶȶ�ģ�ߵ���ȴ����Ҫ���������ӣ��������ɽ����¶���ȴ��������ת���¶�Tl�����ʱ�䲢û��������ߣ��������ٶ�Ϊ4 mm/sʱ����Ϊ13 s���ҡ���ˣ������ƶϸ�ģ���ڽϸߵĹ��ȶ����Կ�����Ǿ��Ͻ���ٽ���ȴ���ʣ�����κ˶���ѧ�Ƕȷ�������߹��ȶ���������߷Ǿ��Ͻ���γ������������Ʊ��Ǿ��Ͻ���Ҫ�ڼ��̵�ʱ����ʹ�Ͻ��¶��½���Tg���µ����˼������ϡ�
ͼ8 ��ͬ���ȶ��������IJ����¶�-ʱ������
Fig. 8 Temperature-time curves at different superheats
��3 80 K���ȶ�ʱ����ȴ���ʺ�ʱ��
Table 3 Cooling rate and time at superheat of 80 K

��4 140 K���ȶ�ʱ����ȴ���ʺ�ʱ��
Table 4 Cooling rate and time at superheat of 140 K

��5 200 K���ȶ�ʱ����ȴ���ʺ�ʱ��
Table 5 Cooling rate and time at superheat of 200 K

2.4 ʯīǶ����ȶ���ȴ���ʵ�Ӱ��
��ԷǾ��Ͻ����������е������ԣ����������ʯī-ˮ��ͭģ����ģ�͡�Ϊ��̽��ģ�߽ṹ������ȴ���ʵ�Ӱ�죬��Ƴ���ͼ9��ʾ�����ָ���ģ�ͣ�����ʯīǶ��ͭģ��ȷֱ�Ϊ10��20��30 mm��

ͼ9 ʯīǶ��ģ�����
Fig. 9 Embedded depths of graphite into mold
ͼ10(a)��ʾΪ����80 K�������ٶ�1 mm/sʱ��ͬģ���µ��¶�-ʱ�����ߡ���ʯī����Ƕ��Ϊ30 mmʱ�������ɽ����¶Ƚ�����Tg����ʱ��Ϊ85 s��ʯīǶ�����������20 mm��10 mmʱ��������ʯī�е���ȴʱ����٣�������Tg����ʱ�������21.2 s��20.8 s����ͼ10(b)���Է��֣�Ƕ�����Ϊ30 mmʱ��������Һ����Tl������60 s����ʱ����С��10 K/s�����ٻ�����ȴ������Ƕ�볤����20 mm��10 mmʱ��������Һ�����¶�Tl����1200 K���Ҽ�����˴����ȴ���ʣ������ȴ����Ҳ��59.5 K/s������91.3 K/s��92.5 K/s����ˣ�����ʯīǶ��ͭģ���ڳ��ȣ��Ż�����ģ�߽ṹ�����ڷǾ����γɡ�

ͼ10 ��ͬǶ�����ģ�͵��¶�-ʱ�����ߺ�˲ʱ��ȴ�� ��-ʱ������
Fig. 10 Temperature-time curves (a) and instant cooling rate-time curves (b) of graphite into mold with different embedded depths
2.5 ����ʵ��
����������ֵģ������ѡ������ѭ����4 s-ͣ4 s�������ٶ�2 mm/s���������ȶ�80 K��������������ʵ����֤���Ǿ��Ͻ�ˮƽ�����������£�����Cu���Ǿ��Ͻ�����������м��ߵ������ԣ����ʵ�������������ķ�ʽ������˫ǻ�������¯��������ʵ�顣���绡������ĸ�Ͻ�����Ƶ��Ӧ¯�У����õ�����������������������������ͨ�������ȵ�ż�Խ���������в��¡��������¶ȵ���ָ�������¶�ʱ�������彽��ʯī���ʵ��м��֮�С��м���¶�Ԥ�ȼ�����1050 ����б��£�ͬʱ����ʯ�ް����м����������λ����������ʧ��������ʼ�Σ�ͨ������պ�ע��ߴ�����ķ�ʽʹ˫ǻ�ڻ����ѹ������ڽ�������ij��͡�ʯīǶ��ģ�����Ϊ20 mm��
ͼ11(a)��ʾΪ�ù��ղ��������������òͼ������ʵ��������������Ϊ140 mm������ߴ�Ϊ50 mm��6 mm���۲쵽��ı�����������Ľ��������봫ͳ�����Ʊ��Ŀ���Ǿ��������ƣ����������������������������ڽϴ����������ɡ�X����������(��ͼ11(b))��ֻ�۲쵽һ���������ɢ��壬��δ���������������ڣ�������֯��Ҳû�й۲쵽�����������Ĵ��ڣ���������Ϊ��һ�ķǾ���֯��
��羵�߷ֱ�ͼ��(��ͼ11(c))�в�δ�۲쵽���ԵijĶȱ仯����Ӧ��ѡ���������仨��ֻ�д����Ǿ����λ����֣���û�ж�Ӧ�ھ���������������������价����һ��˵����������֯Ϊ��һ�ķǾ��ࡣDSC�����г������ԵIJ�����ת����̣����۲쵽�˽Ͽ��Ĺ���Һ�����䣬֮�����ᾧ��Ӧ����Ӧ�IJ�����ת���¶�Tg��������ʼ�¶�Tx������Һ�������Ȧ�Tx�ֱ�Ϊ691��771��80 K��
3 ����

ͼ11 ʵ����֤�İ�ĺ����ò��XRD��������֯��TEM���SAED���Լ�DSC����
Fig. 11 Macroscopic image(a), XRD pattern and metallograph (b), TEM and SAED images (c) and DSC curves of slab in experimental verification
1) ͨ��ProCast����ģ���÷Ǿ�������ˮƽ�����м���ڵij���ʱ��Ϊ22 s���������м���ڱ���ʱ�䲻Ӧ����55 s�������м���������¶Ƚ��ͣ�����������������
2) ���������ٶȺ���߹��ȶ����������̽����������������ƶ���ʹ���������¶��½���Tl֮ǰ����ô����ȴ���ʣ�����ģ�߽ṹ������ʯīǶ��ͭģ�˳�����10 mm��20 mm�������ڼ���������ʯī�е���ȴʱ�䣬�Ӷ���ô����ȴ���ʡ�
3) ��������Ϊ�����ٶ�2 mm/s���������ȶ�80 K��ʯīǶ�����20 mmʱ���ɻ�þ���������������ķǾ��Ͻ��ġ�������֯��XRD��TEM�߷ֱ�ͼ��DSC�Ƚ������������֯Ϊ��һ�ķǾ��ࡣ
REFERENCES
[1] INOUE A, TAKEUCHI A. Recent development and applications of bulk glass[J]. International Journal of Applied Glass Science, 2011, 1(3): 273-295.
[2] CHEN H S, KRAUSE J T, COLEMAN E. Elastic constants, hardness and their implications to flow properties of metallic glasses[J]. Journal of Non-Crystalline Solids, 1975, 18: 157-171.
[3] INOUE A, ZHANG W, ZHANG T, KUROSAKA K. Cu-based bulk glassy alloys with high tensile strength of over 2000 MPa[J]. Journal of Non-Crystalline Solids, 2002, 304: 200-209.
[4] INOUE A, AKIHISA, TAKEUCHI AKIRA. Recent progress in bulk glassy, nanoquasicrystalline and nanocrystalline alloys[J]. Materials Science & Engineering A, 2004, 375/377: 16-30.
[5] CHEN X H, ZHANG B Y, CHEN G L, ZHANG Y, HUI X D, LU Z P, LIU X J, XU Y, XING X R. Continuously manufacturing of bulk metallic glass-coated wire composite[J]. Intermetallics, 2010, 18: 2034-2038.
[6] PEKER A, JOHNSON W L. A highly processable metallic glass: Zr41.2Ti13.8Cu12.5Ni10.0Be22.5[J]. Applied Physics Letters, 1993, 63: 2342-2344.
[7] JEONG H G, LEE J B. Crystallization behaviors of Zr-Ti-Cu-Ni-Be BMG sheet fabricated by squeeze-casting method and its micro-scaled forming[J]. Journal of Alloys and Compounds, 2012, 536: S86-S90.
[8] TAM M K, PANG S J, SHEK C H. Corrosion behavior and glass-forming ability of Cu-Zr-Al-Nb alloys[J]. Journal of Non-Crystalline Solids, 2007, 353: 3596-3599.
[9] INOUE A, TAKEUCHI A. Recent development and application products of bulk glassy alloys[J]. Acta Materialia, 2011, 59(6): 2243-2267.
[10] ����, ����, ��־��, �����, �� ��. ��Ƶ���ˮƽ�������ͳ���ǿ���Ͻ�[J]. �������켰��ɫ�Ͻ�, 2007, 27(9): 706-708.
ZUO Yu-bo, CUI Jian-zhong, ZHAO Zhi-hao, LI Nian-kui, WANG Yang. A new type of ultra-high strength aluminum alloy by low frequency electromagnetic horizontal continuous casting[J]. Special-cast and Non-ferrous Alloys, 2007, 27(9): 706-708.
[11] �� ��, ���˹�, �� ��, ����. AZ31þ�Ͻ�Բ�����������¶ȳ�����ֵģ��[J]. �й���ɫ����ѧ��, 2006, 16(9): 1570-1576.
GUO Peng, ZHANG Xing-guo, HAO Hai, JIN Jun-ze. Temperature simulation of direct chill casting of AZ31 magnesium alloy billets[J]. The China Journal of Nonferrous Metals, 2006, 16(9): 1570-1576.
[12] WU L, KANG H J, CHEN Z N, LIU N, WANG T M. Horizontal continuous casting process under electromagnetic field for preparing AA3003/AA4045 clad composite hollow billets[J]. Transaction of Nonferrous Metals Society of China, 2015, 25: 2675-2685.
[13] ������, ��ԨԴ, �� ��, ������, ���Ʋ�, ����ʤ. AZ61þ�Ͻ���������������-�¶ȳ�-��֯����ֵģ��[J]. �й���ɫ����ѧ��, 2019, 29(2): 241-247.
ZHANG Wei-wu, WANG Yuan-yuan, LI Bin, REN Zhong-ming, ZHONG Yun-bo, LEI Zuo-sheng. Numerical simulation on flow-temperature field and solidification during electromagnetic of continuous casting of magnesium alloy[J]. The China Journal of Nonferrous Metals, 2019, 29(2): 241-247.
[14] ZHANG T, ZHANG X G, ZHANG W, JIA F, INOUE A, HAO H, MA Y J. Study on continuous casting of bulk metallic glass[J]. Materials Letters, 2011, 65: 2257-2260.
[15] JOHNSON W L. Continuous casting of bulk solidifying amorphous alloys: US, WO2004US11559[P]. 2014-10-28.
[16] ����ƽ, ������, ���Ŀ�. ���Ǿ��Ͻ�������������: �й�, CN03128762.X[P]. 2004-04-07.
LIU Ri-ping, MA Ming-zhen, WANG Wen-kui. Continuous casting and rolling technology of bulk amorphous alloy: China, CN03128762.X[P]. 2004-04-07.
[17] HAAG F, SAUGET R, KURTULDU G, PRADES-RODEL S, SCHAWE J E K, BLATTER A, LOFFLER J F. Assessing continuous casting of precious bulk metallic glasses[J]. Journal of Non-Crystalline Solids, 2019, 521: 119-120.
[18] CAI Z Z, ZHU M Y. Simulation of air gap formation in slab continuous casting mould[J]. Ironmaking & Steelmaking, 2014, 41: 435-446.
[19] ���ǿ, лͦ��, �� ΰ, ��Ӣ��, �����. �Ǿ��Ͻ����̹���ģ������滻�ȹ�ϵ[J]. ������ҵ��ѧѧ��, 2017, 39(5): 496-500.
QIU Ke-qiang, XIE Ting-ju, ZHANG Wei, REN Ying-lei, YANG Gui-xing. Simulation of solidification process of amorphous alloy and interfacial heat transfer relationship[J]. Journal of Shenyang University of Technology, 2017, 5: 496-500.
[20] ZHANG Q S, GUO D Y, WANG A M, ZHANG H F, DING B Z, HU Z Q. Preparation of bulk Zr55Al10Ni5Cu30 metallic glass ring by centrifugal casting method[J]. Intermetallics, 2002, 10: 1197-1201.
Numerical simulation on fabrication of Cu-based bulk metallic glasses by horizontal continuous casting
JIANG Bo-yu, ZHOU Bing-wen, WANG Ge, FANG Yuan, ZHANG Xing-guo
(School of Materials Science and Engineering, Dalian University of Technology, Dalian 116024, China)
Abstract: In this paper, the distributions of temperature fields and solidification interface in horizontal continuous casting of (Cu47Zr45Al8)98.5Y1.5 bulk metallic glasses (BMGs) slab were studied by ProCast. The results show that the mold filling time in the tundish is 22 s, and the holding time in the tundish should not exceed 55 s. The slab undergoes two cooling stages. In the first stage, the melt solidifies in the graphite passageway, the drawing speed is 1 mm/s and the cooling rate is less than 10 K/s. In the second stage, the heat of the slab is directly transferred to the copper, and the cooling rate is more than 50 K/s, which is sufficient for the critical cooling rate for CuZr based BMGs (20 K/s). The increase of drawing speed and superheat can promote the solidification interface to move along the casting direction, so that the melt can obtain a large cooling rate above 50 K/s near Tl. By improving the mold structure and shortening the embedding depth of the graphite, the time needed from Tl to Tg is reduced, which is conducive to obtaining amorphous microstructure. The experimental verification reveals that when the daring parameters are drawing speed of 2 mm/s, superheat of 80 K and embedded depth of 20mm, a BMGs slab with shiny metal luster can be obtained
Key words: horizontal continuous casting; numerical simulation; composite mould; cooling rate; solidification interface
Foundation item: Project(51971049) supported by the National Natural Science Foundation of China; Project (DUT19GF110) supported by the Fundamental Research Funds for the Central Universities
Received date: 2019-12-26; Accepted date: 2020-06-25
Corresponding author: ZHANG Xing-guo; Tel: +86-0411-84706183; E-mail: zxgwj@dlut.edu.cn
(�༭ ��ѧ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51971049)�������У��������ҵ���������Ŀ(DUT19GF110)
�ո����ڣ�2019-12-26�������ڣ�2020-06-25
ͨ�����ߣ����˹������ڣ���ʿ���绰��0411-84706183��E-mail��zxgwj@dlut.edu.cn
ժ Ҫ������ProCast�����о���(Cu47Zr45Al8)98.5Y1.5����Ǿ����ˮƽ���������е��¶ȳ��ֲ������̽���仯������������������м���ڵij���ʱ��Ϊ22 s������ʱ�䲻Ӧ����55 s����������ȴ���̷�Ϊ�����Σ���һ�ε������ٶ�Ϊ1 mm/sʱ��������ʯī�����ǣ���ȴ����С��10 K/s���������γɿ���Ǿ����ڶ�������������ֱ�Ӵ��ݸ�ͭģ����ȴ���ʴ���40 K/s��������ټ�������ȶ����������̽���ǰ�ƣ�������Һ�����¶�Tlʱ����ȴ���ʴ���40 K/s������Cu���Ǿ����ٽ���ȴ����(20 K/s)������ģ�߽ṹ������ʯī��Ƕ��ģ�߳��ȣ�������Tl��ȴ��������ת���¶�Tg�����ʱ����٣������ڻ�÷Ǿ���֯��ʵ����֤���֣���������Ϊ�����ٶ�2 mm/s�����ȶ�80 K��ʯīǶ�����20 mmʱ���ɻ�þ���������������ķǾ��Ͻ��ġ�
