
�й���ɫ����ѧ�� 2004,(04),639-645 DOI:10.19476/j.ysxb.1004.0609.2004.04.021
7075���Ͻ���Ԥ����ģ����������ڴ�����Ӧ�������е�Ӧ��
�㽭��ѧ��е����Դ����ѧԺ,�㽭��ѧ��е����Դ����ѧԺ ����310027 ,����310027
ժ Ҫ��
��������Ԫ����ABAQUS,��7075���Ͻ��Ĵ����̽�����ģ�⡣�������ļӹ����α������ģ�����õIJ���Ӧ���ǿ��ŵġ��ڻ�ô�����Ӧ���Ļ�����,ģ���˲�ͬԤ��������ë���Ĵ�����Ӧ�����������������:������Ϊ3%ʱ,ë������2.1%��2.6%�����ñ���,����Ӧ��������ԼΪ86%,��ȫ���Ϻ������Ͻ����������յĹ涨��
�ؼ��ʣ�
Ԥ����;7075���Ͻ�;���;����Ӧ��;����;
��ͼ����ţ� TG156.3
����飺��ӳ��(1963),��,����.;
�ո����ڣ�2003-08-07
���������ͺŹ���������Ŀ(0018100785);������Ȼ��ѧ����������Ŀ(50175102);
Pre-stretching process and its application in reducing residual stress of quenched 7075 aluminum alloy thick-plates
Abstract��
A quenching process of 7075 aluminum plates was simulated by ABAQUS-a powerful FEA program. To verify the simulation result of quenching process, a reduced-scale part was machined and tested. The result between FEA and experiment was discovered accordantly. With FEA based quenched stress, different stress distributions were obtained under different conditions of pre-stretching. The research shows that the blank is pre-stretched about 3%, the magnitude of plastic strain is between 2.1%2.6%, and the quenched-stress is removed about 86%. All these quantities agree well with the manufacturing technics of aviation aluminum alloy thick-plate.
Keyword��
pre-stretching; 7075 aluminum alloy; quenching; residual stress; distortion;
Received�� 2003-08-07
��ǿ���͵ĸ��������Ͻ�������ִ����ա� ���졢 ����װ����չ�ز����ٵĹؼ�����, �������Ͻ�����һ�������ϴ�, �ӹ������߶ȼ��е����ؼ��Խṹ����
1 ����ģ��
1.1���ģ��Ļ������̺ͱ߽�����
���������Ͻ�ͨ�����������øߵ�ǿ��, ͬʱ���ڴ�������Ӧ�������ö���������Ӧ���� ����Ӧ���Ĵ���һ����ʹ�ó������ӹ����̲�������, ��һ�����Ӱ����ϵĶ�̬ʹ������, ���ڳ����ĺ����ӹ��Ǽ�Ϊ�к���
���������ȴ�������Ŀ��Ʒ�����˲̬�ȴ�������
ʽ�� ��Ϊ�ܶ�; cΪ������; kΪ�ȴ���ϵ��; ��Ϊ�¶�; tΪʱ��; QΪ���DZ�ȡ�
������ϵ��ȴ��������Ǹ���ͬ�Եġ� �ȴ�������������t�仯, ��c�� k�� Q�������ĺ����� ���Ͻ��ȴ��������п���Q=0
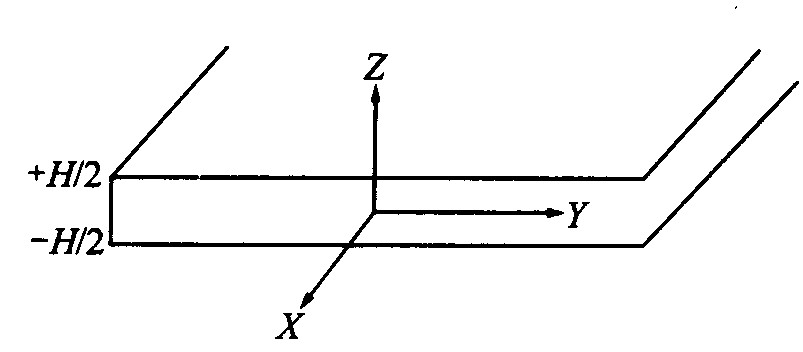
ͼ1 �����������ϵͳ
Fig.1 Coordinate system for infinite plate of thickness H
�ȴ�����������ı߽�������Ҫ��ë���������֮��Ķ������ȡ� ���ڶ��ڶ�������������ù���������֮���������Ϸ������ڸ���, ��˼�Ϊë������ȴ����֮��Ļ��ȱ߽�����, ��
ʽ�� hfΪë�������֮��Ļ���ϵ��; ��dΪ��ʱ��仯��ë�������¶�; ��oΪ�����¶�(�ٶ�Ϊ����); HΪë����ȡ�
��ȴ�����е��¶ȷֲ�Ϊ�����Ժ�����ѧ�����ṩ�˳�ʼ��������, ��Ϊ����ģ��E, Ӧ��Ӳ��ϵ��H��, ����Ӧ��
1.2������������Ӧ���Ļ���ԭ��
��������, ��������ƹ������γɵIJ���Ӧ��Ӧ�������� �����Ⱥ�İ�Ŀ��ٷ�����ˮ��, ��ʱ���ڰ�ı���������ڲ�������ȴ�ٶȲ���, ʹ������������в���ѹӦ��, �ڲ�����в�����Ӧ���� �Դ���İ�Ľ���Ԥ�����ʵ����ʹ����ڲ��غ�������Ʒ����ϵIJ���Ӧ�����·ֲ��� �Դ���İ�Ľ�������, ��������ѹӦ���ı������, ��������Ӧ�����ڲ����, �������ܵ����������ú���������, ������������������ý����ĵ��Լ���, �ͷ������Ա��Ρ� ���ڰ�ĵ��ڲ����ԭ���;��в�����Ӧ��, ���������ȳ������Լ��������Ա���, ����Ȼ������ڲ�����ı����ٶȱȱ��������, �������ڰ����Ȼ��һ������, ���������ǣ���ڲ�����ı���, ���������Ա��η�����, ���������������Ӧ��, �ڲ��������ѹӦ��, �����úʹ���İ�ĵIJ���Ӧ�������෴�� ������ȥ����, ��ĵ���Ӧ���ɳ�, ��ʱ����в���Ӧ���ͽ��Ǵ������еIJ���Ӧ�����������ʱ����������Ӧ��֮��
2��������Ԫģ��������
2.1 ���ģ�����Ӧ������֤
Ϊ����֤ǰ���������Ԫģ��, ���ȶ�70 mm���7075���Ͻ��Ľ����˴��ģ�⡣ ����������������, ���ϵĵ���ϵ������ �����ݡ� �ܶȡ� ����������ϵ���� ����ģ���Լ�����ģ��E��Ⱦ����¶ȶ��仯, ����һ���̶����ֲ��������DZ�ȡ� ������Զ���������
����Ԫģ���λ�Ʊ߽��������ڹ����ķǼӹ���λѡ��3����, ��Լ����ƽ�����ɶȷֱ�Ϊ
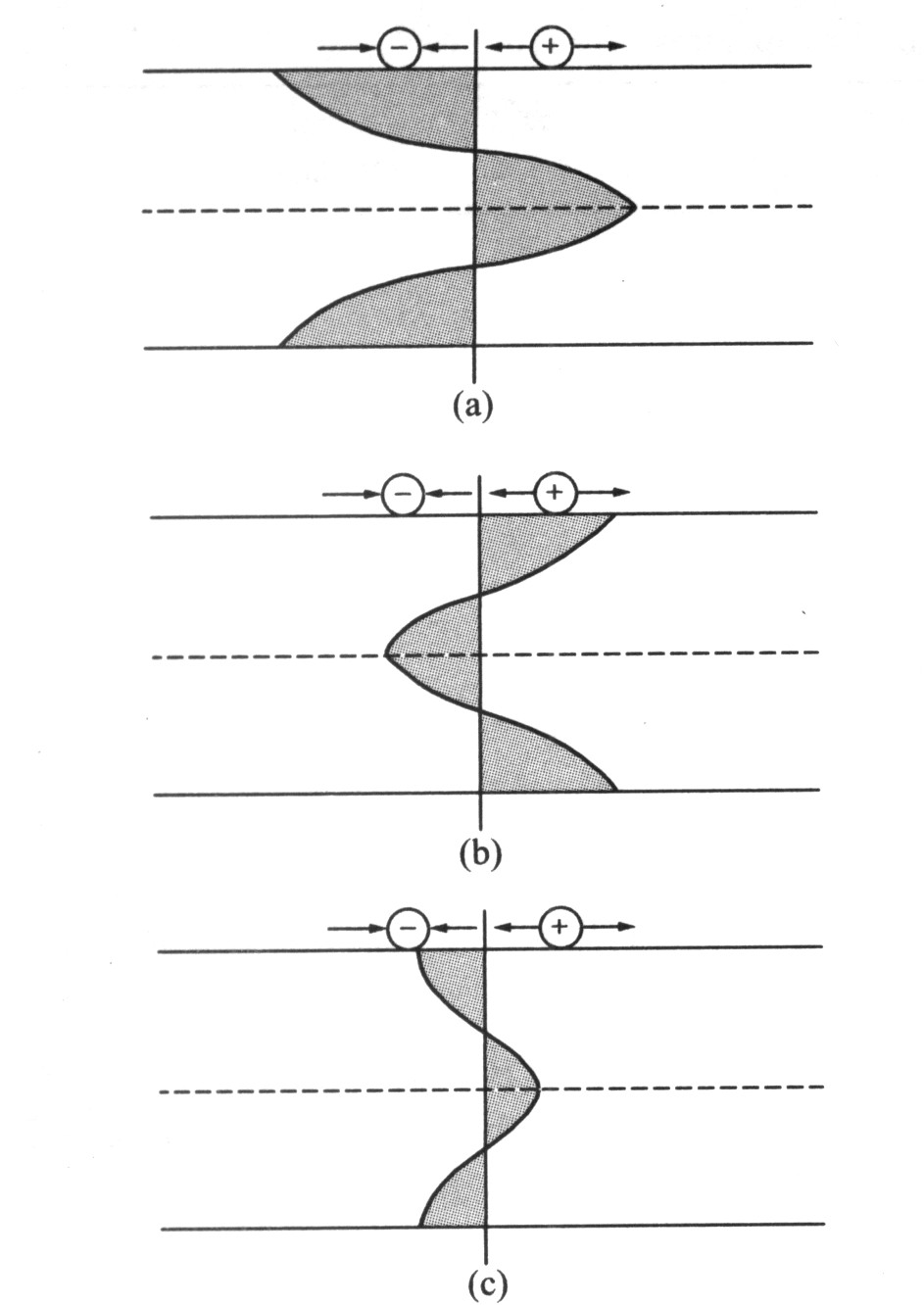
ͼ2 ��������ʱ����Ӧ�����·ֲ�ʾ��ͼ
Fig.2 Residual stress redistribution of pre-stretching (a)��Quenched stress; (b)��Pre-stretched stress; (c)��Residual stress after pre-stretching
2.2����ë������ģ��
2.2.1 ����ë������Ԫģ��
���õ�ë��Ϊ���ν�����, ë���ߴ�Ϊ500 mm��50 mm��22 mm, ë������Ϊ7075���Ͻ� �����ں�4 mm, ���ϵ���ѧ���ܺ����������ܼ���1, ���в�������ȡ������
2.2.2 ��������Ԫģ����
�ڴ�ֱ��X�������ȡһ��·��ad, �ڸ�ֱ������Y��ȡa�� b�� c�� d 4����, ���Ϊ8 mm, ��ͼ6��ʾ�� ͼ6��ʾ����4�����ڴ��������¶ȱ仯����, ���ʼ�Ķ�ʱ�����¶�Ѹ���½��� ��4������¶ȱ仯��������, ���ȱ����¶ȿ����½�, �����ڲ��¶ȿ����½�, �ù����е�a�� d 2������²�Ϊ128 ��, ������0.98 sʱ��
ͼ3 70 mm������Ͻ���ˮ�����Ӧ��(��1)�ֲ�
Fig.3 Calculated residual stress distribution (��1) in 70 mm thickness aluminum alloy plate after water quench
ͼ4 ë��������Ԫģ��
Fig.4 Finite element model of blank
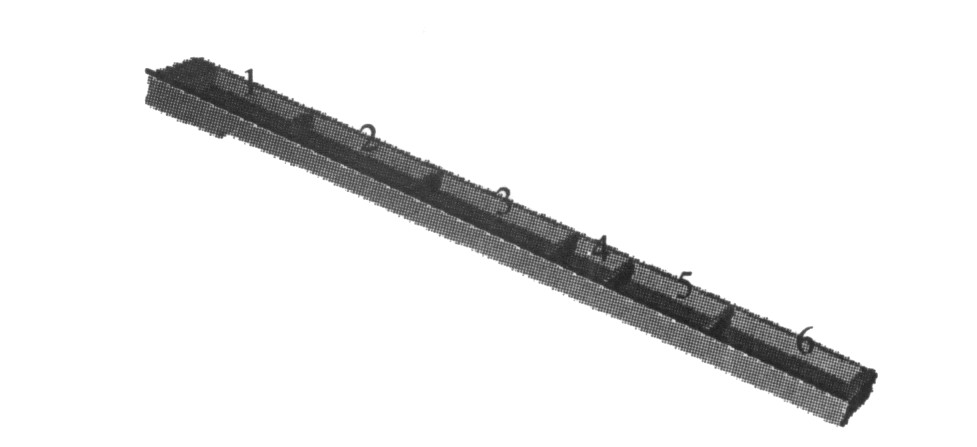
ͼ5 ����������������״
Fig.5 Shape of reduced scale spar
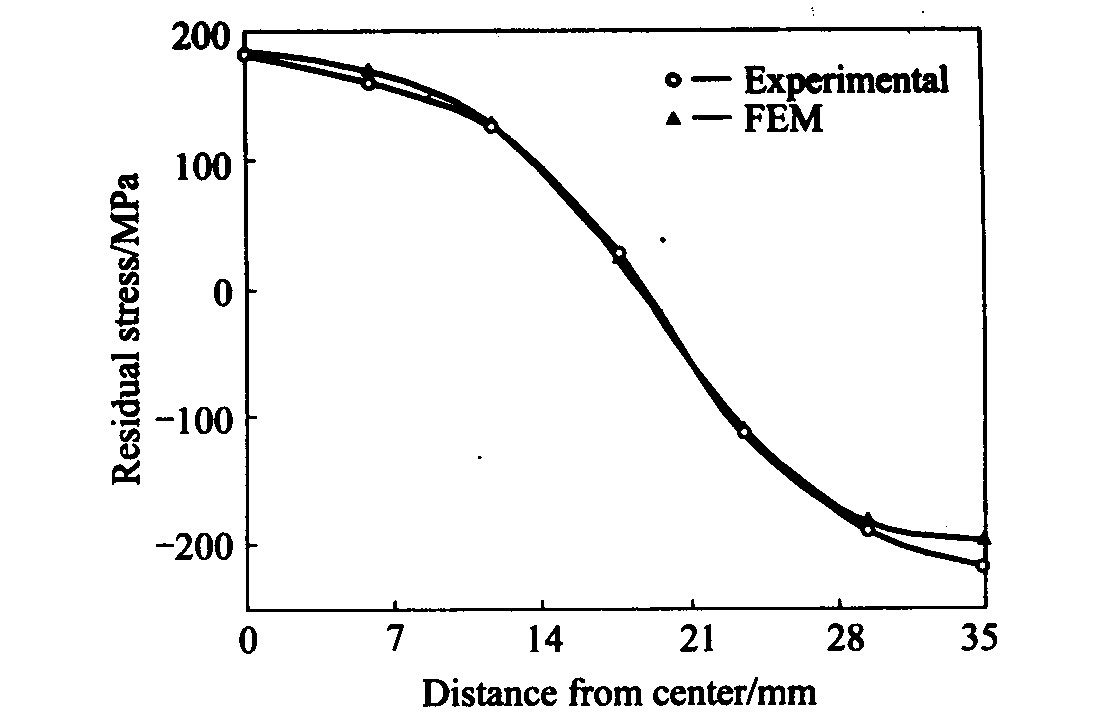
��������, ֱ��ad�ϵIJ���Ӧ����ͼ7��ʾ�� ��ȴ�����º�, X�����Ӧ����x�ڱ�����ѹӦ��, �������Ϊ��Ӧ��; Y�����Ӧ����yΪ��Ӧ��, ���ⲿС, �ڲ���; Z�����Ӧ����z�ڱ�����ѹӦ��, �м䲿������Ӧ��, �IJ��ӽ���0��
��1 7075���Ͻ����ѧ���ܺ�����������
Table 1 Mechanical and thermal properties of 7075
| ��/�� | E/GPa | E��/MPa | ��/ (W��m-2��K-1) |
c/ (J��kg-1��K-1) |
��/ (10-6��K-1) |
��/ (104 kg��m-3) |
Poisson ratio |
|
| 20 | 71.000 | 250 | 455.9 | 114.8 | 835.4 | (0��20 ��) 21.6 |
||
| 100 | 65.193 | 210 | 389.1 | 128.4 | 897.0 | (0��100 ��) 23.4 |
||
| 150 | 60.594 | 180 | 346.6 | 135.7 | 916.3 | / | 2.8 | 0.3 |
| 200 | 56.262 | 150 | 275.7 | 142.2 | 974.0 | (0��200 ��) 24.3 |
||
| 300 | 37.982 | 50 | 47.1 | 152.7 | 1 012.5 | (0��300 ��) 25.2 |
||
| 400 | 31.500 | 15 | 33.5 | 160.8 | 1 128.0 | (0��400 ��) 30.7 |
||
| 500 | 25.000 | 10 | 20 | 166.7 | 1 205.0 | (0��500 ��) 31.4 |
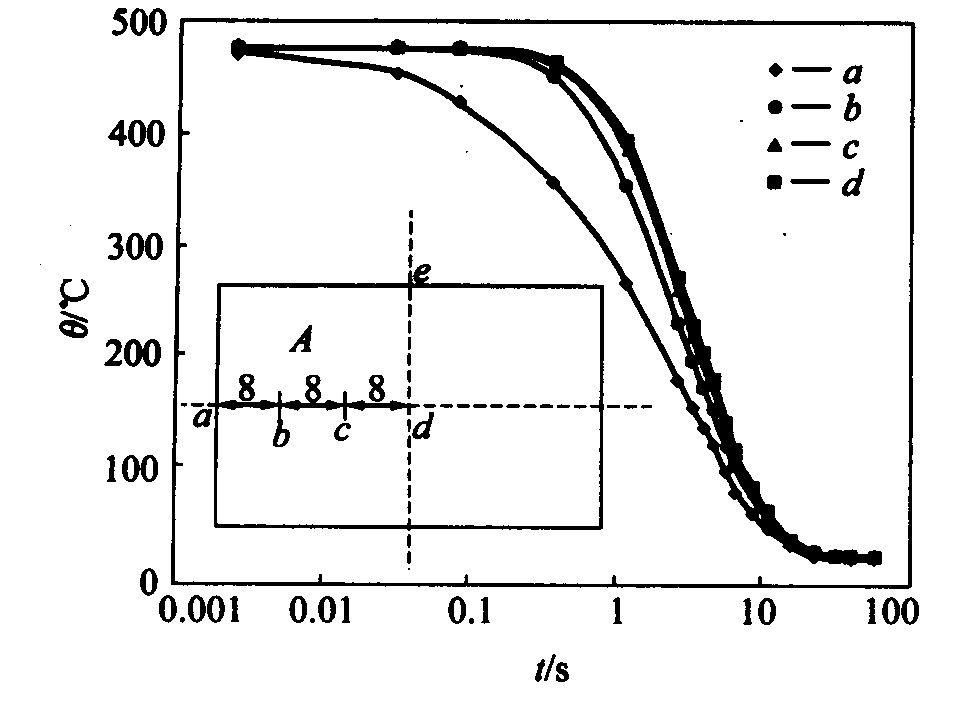
ͼ6 ë����20 ��ˮ�еĴ����ȴ����
Fig.6 Cooling curves of blank quenching in 20 �� water
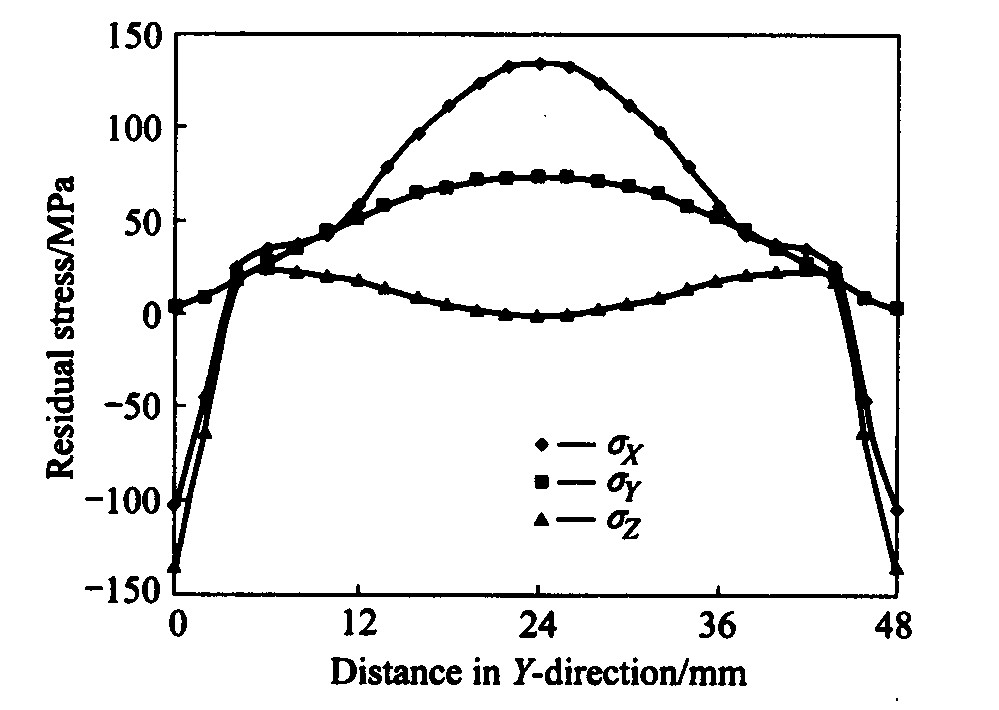
ͼ7 ����·��ad�ϵIJ���Ӧ���ֲ�
Fig.7 Quenched stress distribution on path ad
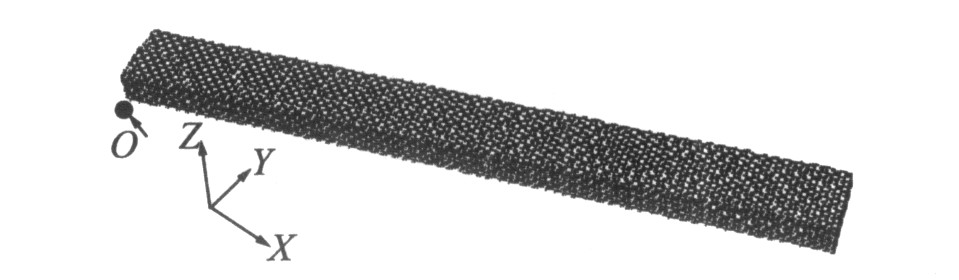
ͼ8��ʾΪ��������Ԫģ��Ժ��д�����Ӧ����ë�����в���ȥ�����õĹ������ε������ ��ģ����̼�����õ绯��ʴ��, ������ϳ������ϳ���ȶԼӹ����ε�Ӱ��, ����ģ�����õı�����ȫ����ë���Ĵ�����Ӧ��������ġ�
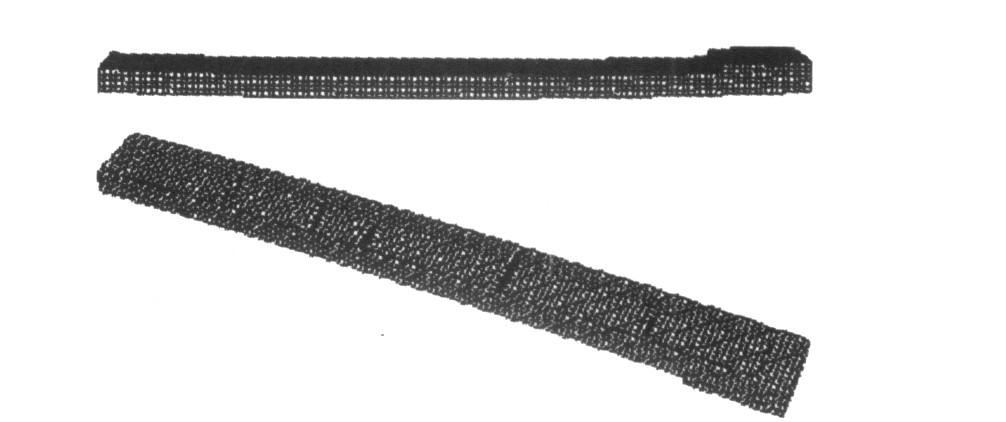
ͼ8 ����Ԫģ������ͼƬ
Fig.8 Distorted spar of FEM
2.3��������������ӹ�����
��������ë���ȴ������鲽��Ϊ: 1) ������475 ��, ����2.5 h; 2) ���Ž���20 ��ˮ��, ��ȴ5 min; 3) ���������¡� �ȴ�����, ��ë�����������ؼӹ����Ľ����˼ӹ��� �ӹ�ʱ, �����û�ǯ��ס�����档 �ӹ�����Ϊ: ����ת��2 000 r/min; �����������0.5 mm�� �ӹ�������, ������ȴҺ������ȴ, ����ȵؽ��ͼӹ�������ϳ��Ӧ���IJ���, �����Ӳ���Ӧ���Լӹ����ε�Ӱ�졣 ͼ9��ʾΪʵ�ʼӹ��ı������ı��������
��������һ����L(ͼ5�дֺ�����ʾ)�ϸ���ı���ֵ, ��ʵ�ʹ����IJ���ֵͬ����Ԫģ�����Ա�, ��ͼ10�� ��ͼ8�� 9�� 10�����Կ���, ����Ԫģ����ν����ʵ�ʼӹ�����ķֲ�������ͬ, �����м���, ��������, �������������λ����ͬ������Ԫ�ı������Դ���������, ������ڿɽ��ܷ�Χ֮�ڡ�
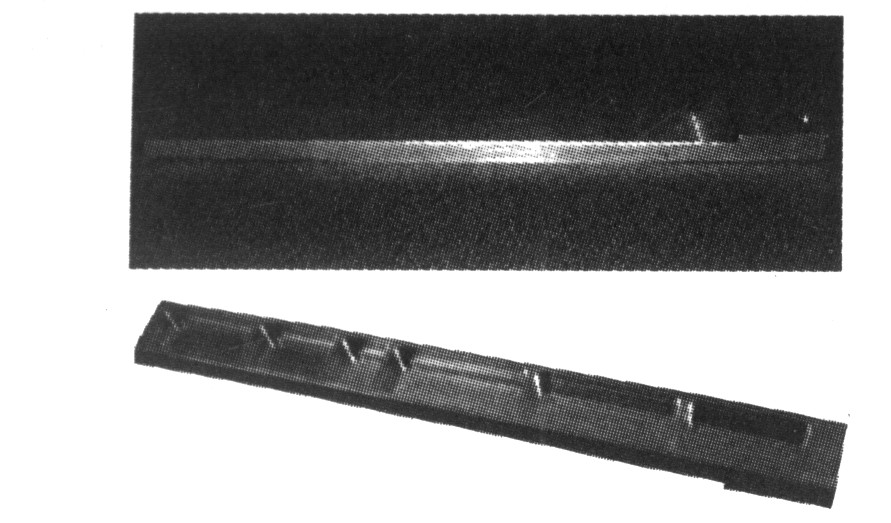
ͼ9 ʵ�ʼӹ������ͼƬ
Fig.9 Distorted spar after being machined
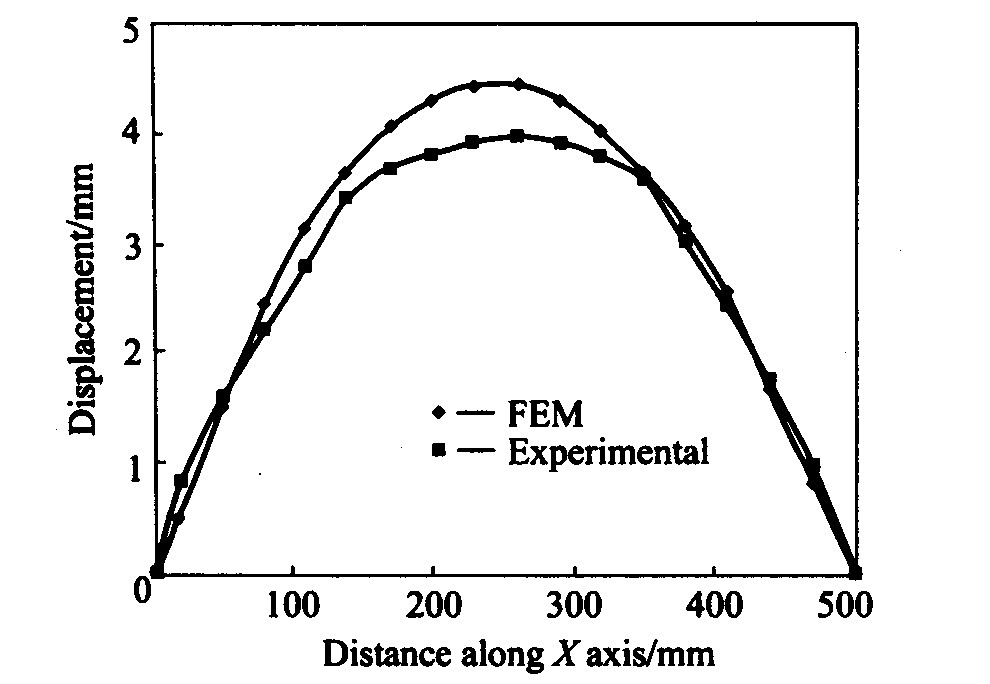
ͼ10 ʵ�ʱ������������� ����Ԫģ�����ĶԱ�
Fig.10 Curves of displacement
3������̵�����Ԫģ��
��������Ԫ�����д�����Ӧ�������Ͻ�ë����������ģ��, ��߽�������: Լ��λ��ԭ��O�Ҵ�ֱ��X��Ķ�����X��������ɶ�, ���费ֱ��X�����һ������+X��һλ��ֵ, ͬʱ���ִ��ģ������е�3��Լ����
3.1 �����Ӧ��Ӧ���Ӱ��
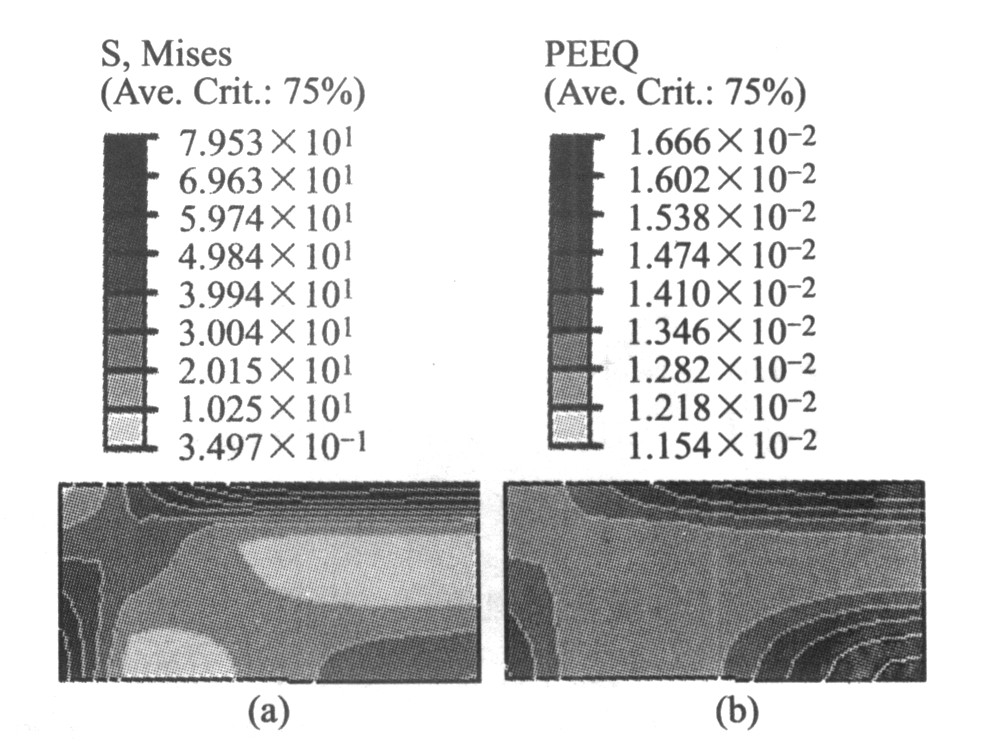
��ë����ȡ��ֱ��X����м����, ��Ϊ�Գ���, ֻȡ�ý����1/4���ֽ��з���, ��ͼ6��A��ʾ���֡� ͼ11��14Ϊ���ë��������ǰ����������������Ӧ���͵�Ч����Ӧ��ķֲ��� ͨ���ȽϷ���, ����ǰ�����������, ����Ӧ���͵�Ч����Ӧ��ķֲ���������, ������Ӧ����ֵ�����������ļӴ����С, ����Ӧ�䲻������, ���Ҳ���Ӧ������ֵ�ϴ��λ������Ӧ��Ҳ�ϴ� ������Ϊ3%ʱ, ë��������ΪѹӦ��, �ڲ�Ϊ��Ӧ����
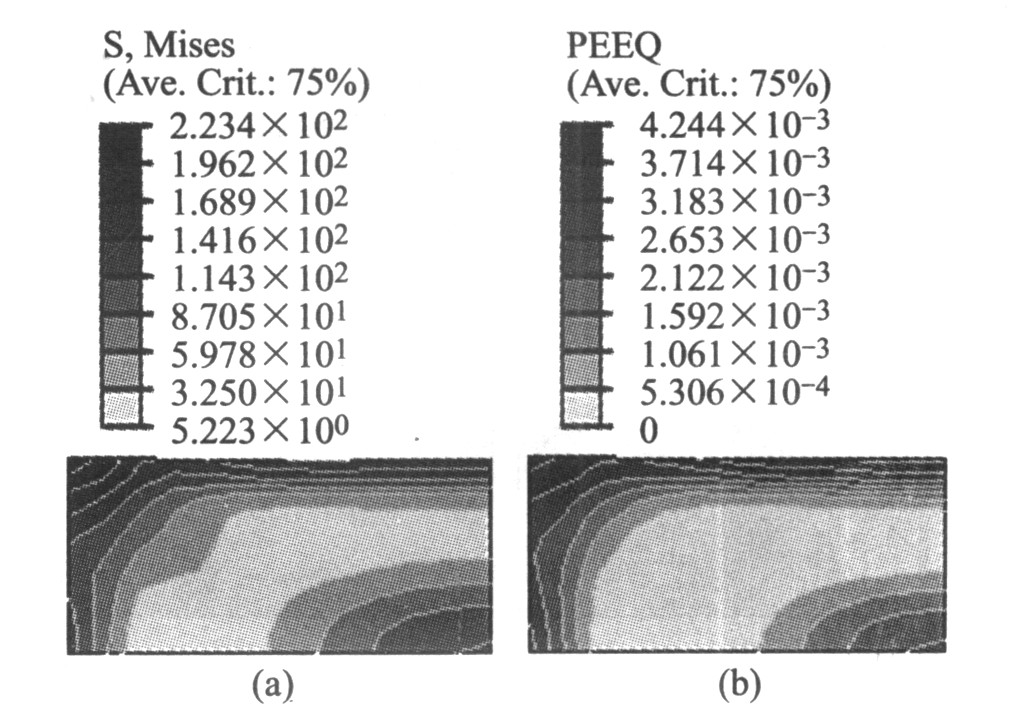
ͼ11 ����ǰ
Fig.11 Before stretching (a)��Stress; (b)��Equivalent plastic strain
ͼ12 ����1%
Fig.12 Pre-stretched by 1% (a)��Stress; (b)��Equivalent plastic strain
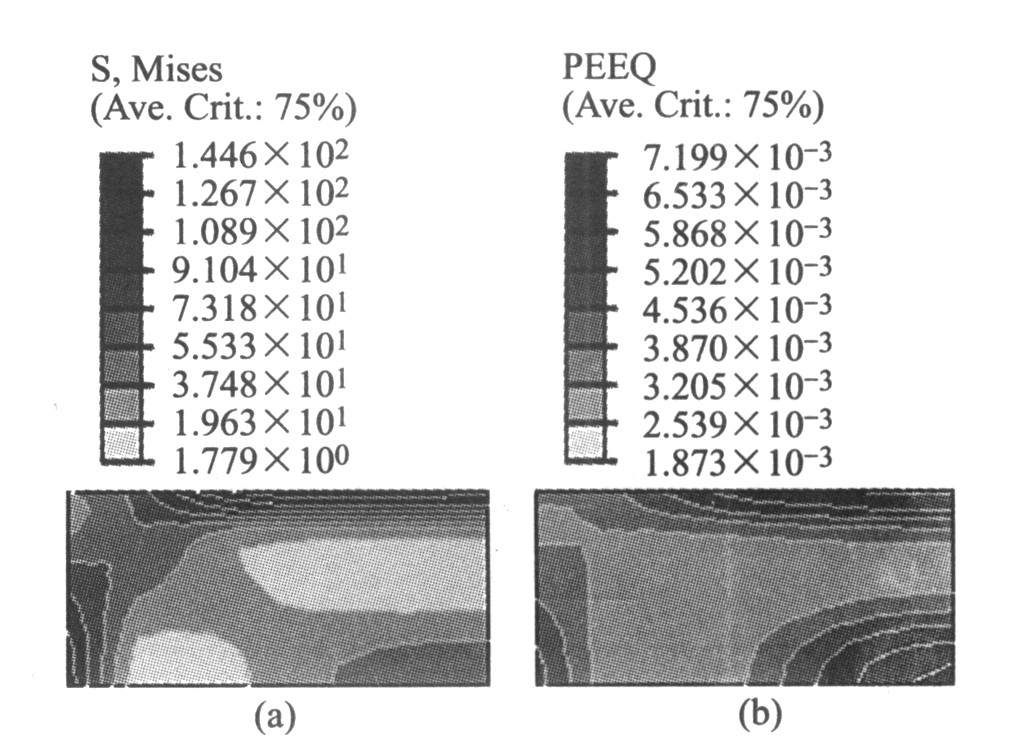
ͼ13 ����2%
Fig.13 Pre-stretched by 2% (a)��Stress; (b)��Equivalent plastic strain
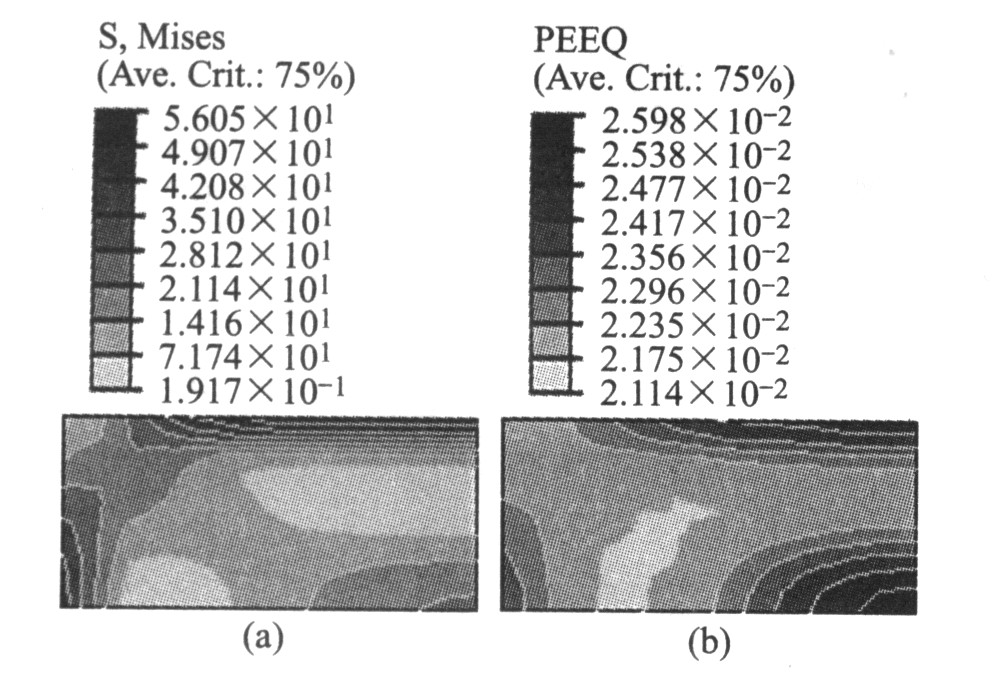
ͼ14 ����3%
Fig.14 Pre-stretched by 3% (a)��Stress; (b)��Equivalent plastic strain
ͼ15��ʾΪ��ȷ������Ӧ����1����������еı仯���̡� ��Ȼ����������������Ӧ������ֵ�ڲ��ϼ�С, ������������1%��2%ʱӦ���仯���,������2%��������3%ʱ�IJ���Ӧ���仯��С�� ���������������, Ӧ�������������IJ�����, ���仯����С��
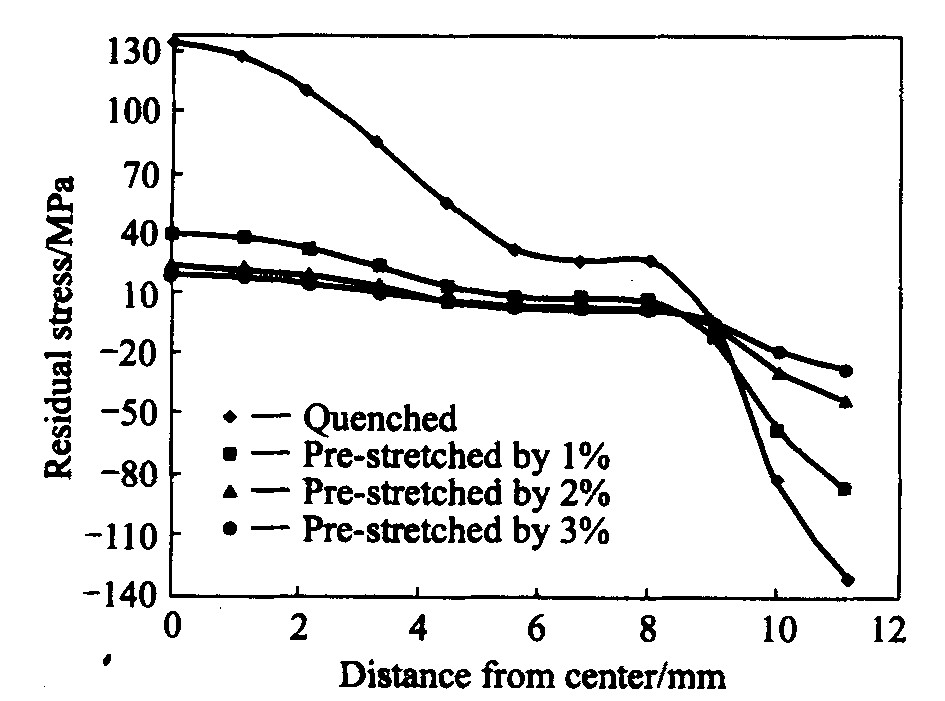
ͼ15 ����Դ�����Ͻ����Ӧ����Ӱ��
Fig.15 Effect of pre-stretching on quenched stress
3.2 ����Թ������ε�Ӱ��
��������Ԫģ��Ժ��д�����Ӧ����ë���������в���ȥ��, ���ù�����L�߱��������ͼ16��ʾ�� �Ƚ�ͼ16��ͼ10�����Կ���: ë�������, �����ı������Ʋ���, �������ı���������С�� ������3%��ë���ӹ����õĹ�������������������ǰ��С94.5%, ���������е�������������ϵ�
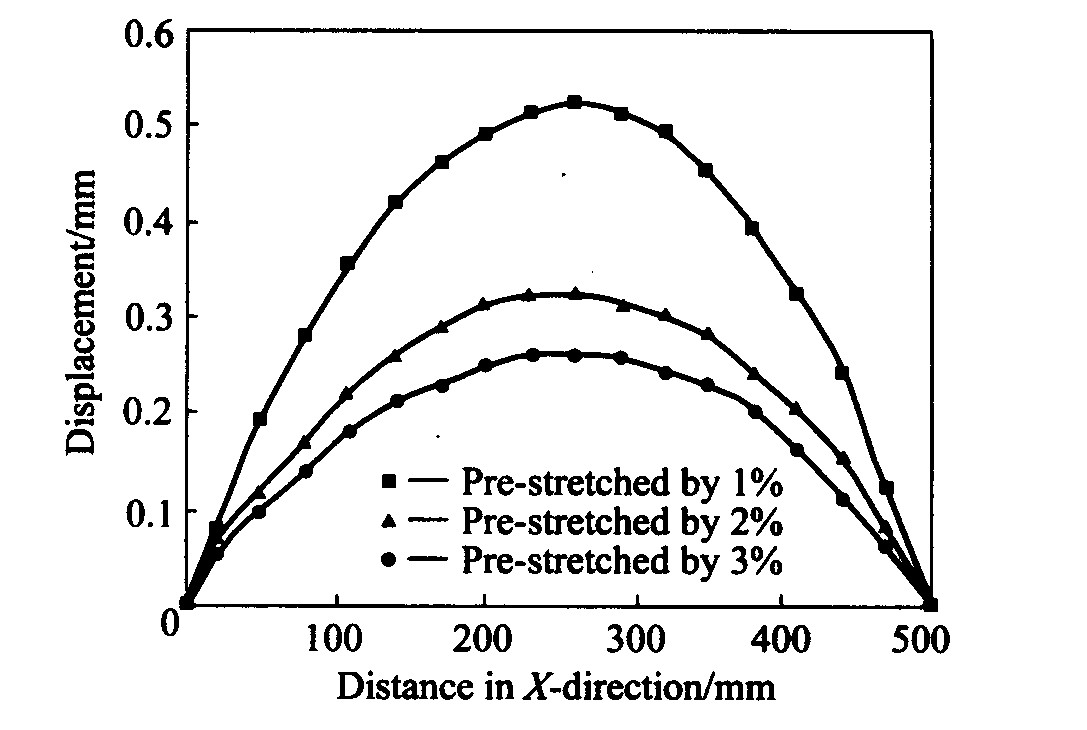
ͼ16 �������Լӹ����ε�Ӱ��
Fig.16 Effect of pre-stretching on deformation
���չ�ҵ���õ����Ͻ����������չ涨: �������2%�����ñ���, ������С��1.5%, Ҳ���ܴ���3%�� ����ͼ12�� 13�� 14��ʾ�ĵ�Ч����Ӧ��ͼ��ͼ16��ʾ�ı������߿�֪, ��������3%ʱ, ë��������Լ2%���ñ���, ����Ӧ��������ԼΪ86%, ������㺽�����Ͻ��������������Ҫ������ñ��η�Χ, �Ӷ������֤�����Ͻ�������Ԫ���ģ�⼰����ģ�����Ŀɿ��ԡ�
4 ����
1) �Ӳ���Ӧ���ֲ��ͼӹ����ε�������֤�����Կ��Կ���, ����7075���Ͻ�, ������ϵĴ��ģ���ܹ��Ƚ�ȷ�ط�Ӧ����ʵ�IJ���Ӧ���ֲ������
2) ����Ԫģ���ܹ���ӳԤ�����7075���Ͻ���ë���IJ���Ӧ��������Ч���� Ԥ������2%��3%�Բ���Ӧ���������ͱ��εĿ���Ӱ������, ����7075���Ͻ�ë����Ԥ������������3%, ����ȫ���Ϻ������Ͻ��������յĹ涨��
���Ͻ�������Ԫ���ģ�⼰����ģ�����ǿɿ���, ���ӹ����̵�����Ԫģ���д���һ������, ���ۺϿ���ϳ������ ϳ���Ⱥ�װ�е�����, ë���еIJ���Ӧ���Լӹ����ε�Ӱ�켰����Բ���Ӧ����������������ʵ�ط�ӳʵ�������
�����
