
���±�ţ�1004-0609(2011)09-2139-07
Sip/Al���ϲ��ϼ���ǥ����������֯��̬
����Ⱥ1, 2, �� ��1, �� ��1
(1. ��������ҵ��ѧ �Ƚ����������ӹ����ص�ʵ���ң������� 150001��
2. ��������ҵ��ѧ ���������ȼӹ������ص�ʵ���ң������� 150001)
ժ Ҫ��
���ü�����˿ǥ����������1.5 mm��65%(�������)Sip/4032Al���ϲ��϶Խӽ�ͷ�����ӣ��о���ͬ���ղ����µ�ǥ����ʪ��չ��Ϊ�ͺ���������ԣ��Լ������й��������̬�仯���ɡ������������ͷ��V���¿ڷdz������ں���ı�����Σ����ֱ��Ϊ20 mm������ʸ���1 500 Wʱ������������ƣ��뼤���ۺ���ȣ�����ǥ���������ʺ������Ӹ߱ȷ�Sip/4032Al���ϲ��ϡ������������SiԪ�ص��ܽ⡢��ɢ��ΪӰ��ܴ���ˣ���ͬ������£������й�Ԫ�ؿ���״�����״����״�����衢����״������ȶ�����̬���֡���������������ȴ�ٶȽ��������γ��˹�������֯���������ڲ�Ϊ���ȷֲ��Ķ̰�״�����衣
�ؼ��ʣ�
Sip/Al���ϲ���������ǥ������ᾧ��Ϊ��
��ͼ����ţ�TG115.28���� ���ױ�־�룺A
Characteristics and microstructure of laser brazing Sip/Al composites
LI Li-qun1, 2, TAO Wang1, WANG Bin1
(1. State Key Laboratory of Advanced Welding and Joining,
Harbin Institute of Technology, Harbin 150001, China;
2. National Key Laboratory for Precision Hot Processing of Metals,
Harbin Institute of Technology, Harbin 150001, China)
Abstract: Laser brazing method was used to join 1.5 mm thick 65% (volum fraction) Sip/4032Al composite butt joints. The wetting and spreading behavior of brazing filler metal, characteristics of weld shaping, and morphologies of eutectic silicon with different process parameters were investigated. The results show that the V-groove is favorable to the weld back shaping, the weld shaping is easy to be controlled when the spot diameter is up to 20 mm and the laser power is higher than 1 500 W. Compared with laser fusion welding, the laser brazing method is more suitable for joining high fraction Sip/4032Al composite. Weld heat input has great influence on Si dissolution and diffusion, so various silicon morphologies are found in the weld under different laser powers, including strip, polygonal��petal primary silicon and lath-shaped eutectic silicon. The eutectic cells are formed at the centre of weld because of the lower cool rate.
Key words: Sip/Al composite; laser brazing; silicon crystallization behavior
���ź��պ����õ�����������ʡ������������ܷ���ķ�չ���Ի�Ƭ�ĵײ��ϡ���ܡ�����ͷ�װ�ǰ�Ȳ��ϵ�����Ҳ����˸���Ҫ���봫ͳ��SiC/Al��Al2O3/Al���ϲ�����ȣ�������Si/Al���ϲ��Ͼ��е�����ϵ�������ȵ��ʺ͵��ܶȵ��������ƣ���Ϊ�����ǰ���ӷ�װ�����Ʊ�������о��� ��[1-4]���������������������ʵ�ִ�����������Sip/Al���ϲ��ϵĿɿ����ӡ�
Ŀǰ��Ӧ�ýϹ��SiC/Al��Al2O3/Al���ϲ������Ӽ��������ۺ���ǥ���������ӵȷ����ѵõ�������϶���о���������仯����Ŀ����Լ��ۺ������е�����δ�ۺϵ�ȱ��һֱ�Ǵ����������ϲ��ϵĺ����ѵ����ע�ص�[5-8]������Al-Si��Ԫ�Ͻ���ͼ�dz�������֮�䲻����ұ��Ӧ���������½��γɦ�(Al)����࣬��Ҫ���Թ�����ʽ�����ں����У���ˣ�Sip/Al���ϲ��ϵĺ����ص�������ͬ��û�н����仯����Ŀ������⡣�ں��ӹ����б�֤�����й�Ԫ�طֲ��ľ������빲��������̬��������һ���Ϻ����������ƵĹؼ������⣬ҲҪ�˷����ס�δ�ۺϵȹ���ȱ�ݡ�
�����߶ȼ��еļ��⺸�����ڹ��տ��Ʒ����ж������ƣ�һֱ�Ǹ��ϲ������ӵ���ѡ����������Sip/Al���ϲ��ϣ������ۺ������������ں������γɴ������ף������еĹ�Ԫ�ؽᾧ�����γɴִ�İ���״�����裬�Ժ�������Ӱ�����ء�Ϊ�ˣ�������������Լ�����˿ǥ��������ΪSip/Al���ϲ��ϵ����ӷ�����ѡ��Al-12Si������˿��Ϊ���ǥ�ϣ��о���ͬ����������Sip/4032Al���ϲ��ϵĺ���������ԣ��Լ�����������Ժ����й�Ԫ�ص���ɢ��Ϊ������̬��Ӱ����ɡ�
1 ʵ��
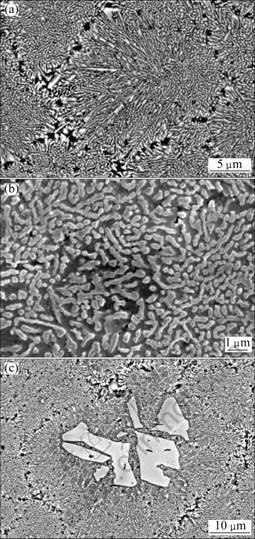
ʵ����Sip/4032Al���ϲ����ɹ�������ҵ��ѧ���������ϲ����о����ṩ�����ü�ѹ���췽���Ʊ����ɣ�����Ϊ4032���Ͻ𣬹������ǿ���������Ϊ65%���ϣ���������֯��ͼ1(a)��ʾ����ͼ1(a)���Կ�������ǿ�������С�����ȣ����ߴ��100 ��m����С�IJ���10 ��m����Ĺ������������״���������������ѡ��4047�ƺŵ�Al-12Si�����Ͻ�˿��Ϊ���ǥ�ϣ��ۻ���Χ575~590 �档��˿Ϊҩо��˿���м�ҩоΪNocolok��ĩ״ǥ����ֱ��1.2 mm����˿����֯�ṹ��ͼ1(b)��ʾ����ҪΪ֦���ṹ�Ħ�(Al)�������ࡣ4032��������4047����˿�Ļ�ѧ�ɷ��ڱ�1���г���
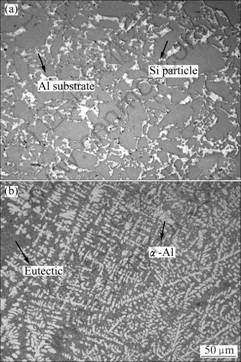
ͼ1 ĸ����������������֯
Fig.1 Microstructures of base material and filler material: (a) Sip/4032Al composite; (b) Al-12Si filler metal
��1 4032��������4047����˿�Ļ�ѧ�ɷ�
Table 1 Chemical compositions of 4032 Al substrate and 4047 Al filler wire (mass fraction, %)
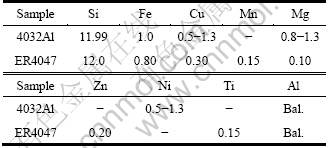
����ǥ��ʵ��ԭ��ͼ��ͼ2��ʾ��ʵ����õ¹�Rofin��ɢ��ȴCO2������Ϊ��Դ������������Ϊ 3 000 W, �Լ����Ϊ1.5 mm, �Խ���ʽ�����ǵ�������Σ������ӹ���60���V���¿ڡ���亸˿�Ӽ�����ǰ���Զ����룬����ں�����Ϊ��֤ĸ���¶ȣ����ǥ����ʪ��չ���ܣ�����ɢ����߽��м��ȣ����ֱ��Ϊ20 mm����Ҫ���ղ������������P�������ٶ�vh����˿�ٶ�vs��
ͼ2 ����ǥ��ԭ��ͼ
Fig.2 Schematic diagram of laser brazing
2 ���������
���ü�����˿ǥ����������Sip/4032Al�������ϲ��ϣ��Ƚ�����ó������õ����桢���溸����Σ���SiC/Al���ϲ�����ȣ����մ��ڿ��ܶ࣬���ӹ���Ҳ�ȶ���
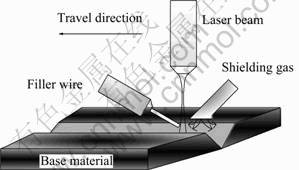
�봫ͳ¯��ǥ����ͬ������ǥ����һ���ֲ����ȹ��̣�Һ̬ǥ�ϵĸ���ͣ��ʱ��̣ܶ�ǥ�������Զ���˿��ʽ���롣��ˣ��������������Ҫȡ���ں�˿�ۻ����ȶ��ԺͶ�ʱ����Һ̬ǥ����ĸ���ϵ���չ�ԡ�ͨ���ǹ�̬ĸ�ĵ��¶�Խ�ߣ�Һ̬ǥ�ϵ�������Խ�ã���ĸ�ĵ���ʪ��չ����Խǿ����ĸ�Ĺ��Ȼ��ۻ���������������ס�ҧ�ߵȹ���ȱ�ݡ���ˣ����ӹ����е������������Ϊ��Ҫ������ʡ������ٶȡ���˿�ٶ��Ǿ���������εĹؼ����������о�������ʵ�������Χ�ڽ�����ʵ�飺�����Ϊ800~3 000 W, �����ٶ�Ϊ0.2~1.5 m/min, ��˿�ٶ�Ϊ0.5~2.0 m/min����2�и����˼�����ͺ��Ӳ����µĺ�������������̬���Խ��жԱȷ�����ͬ�����Ժ�����ε�Ӱ�졣
�Ӽ���ʵ�Ӱ�쿴���������С��1 000 Wʱ���¶Ƚϵͣ�Һ̬��ĸ�ı�����ʵ�ֺܺõ���ʪ��չ��������治������ʵ����������ֻ�е�����ʸ���1 500 Wʱ��Һ̬ǥ�ϲ����нϺõ������ԣ�������ñ�����͡�������ʴﵽ3 000 Wʱ������ǥ���ȴ�ͣ�ĸ���¶�Ҳ�ܸߣ�Һ̬ǥ�ϵ������Ժܺã����ӹ��̺������ܵ�����������(����������˿λ�õ�)��Ӱ�죬�γ�ҧ������ȱ�ݡ�
��2 ��ͬ���Ӳ����µĺ����������������̬
Table 2 Seam appearances and cross sections with different process parameters
�����ٶ��뼤��ʹ�ͬ�������۳ص��������С���������������ٶȽϵ�ʱ���۳صĸ���ͣ��ʱ����Ը���һЩ�������Ϊ2 000 Wʱ���ӹ��̱Ƚ��ȶ�����ˣ�ѡ���ڴ˼�����±ȽϺ����ٶ���0.2~1.0 m/min֮��仯ʱ�ĺ������״������˿�ٶ��溸���ٶȱ仯����Ӧ�����������������ʵ�������Χ�ڣ������ٶ���0.5~1.0 m/min֮����ɻ�ó��νϺõĺ��죬��������¿ڳߴ�ȷ��������˿�ٶȡ�
��˿�ٶȶԺ�����ε�Ӱ��Ƚϼ���Ҫ������������⣬��˿�ٶȹ��죬����ɹ������ߣ������������䲻�㡣
����ʵ����������CO2����������1.5 mm���Sip/4032Al���ϲ��ϣ��Խӿ�V���¿ڷdz������ڱ�����Σ����ֱ��Ϊ20 mmʱ������αȽ������ơ����մ��ڴ��¿ɲο����£������1 200~2 800 W�������ٶ�0.3~1.5 m/min����˿�ٶ��뺸���ٶȵı���1.5~3.0֮����ɣ����ݺ������������������������������ʶԺ������������Ӱ��ϴ��ʲ�����ʱ���ײ�δ���������dz����ֵ���Ҫȱ�ݣ���ͼ3��ʾ��
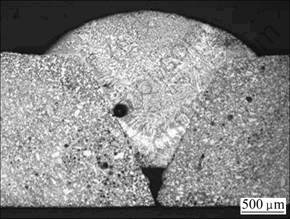
ͼ3 �ײ�δ��������ȱ��
Fig.3 Unfilled and porosity defects of seam
����ͼ4��ʾ��Al-Si��Ԫ��ͼ���Կ������������Ҫ���Թ�����ʽ�����ں����У���ˣ��۳��е���Ҫ��Ϊ���������(Al)�����塣������ڦ�(Al)�������У����ң�����Һ̬���е��ܽ����Һ̬���¶ȵ����߶�������1 000 ��ʱ������Һ̬���е�����ܽ�Ƚӽ�58%��
��ˣ�����Sip/4032Al���ϲ��ϣ�������֯��Ҫ�Dz�ͬ��̬�Ĺ����衣�����������С��ĸ���й�Ԫ�����е��ܽ�����ɢ��Ϊ��ֱ��Ӱ�죻�ܳ��й躬������ȴ�ٶȵIJ�ͬ����˹���������̬�����Բ��졣
ͼ5��ʾΪ��ͬ�����������º�������Ԫ�ص���ɢ���벻ͬλ�ù�Ԫ�صĺ�������ͼ5���Կ�������2 000��3 000 W����������£����춼����һ�����Ե���ɢ�㣬�Ҽ����Ϊ3 000 Wʱ�Ĺ�Ԫ����ɢ����ȱ�Ϊ2 000 Wʱ�Ŀ�1�����ϡ�
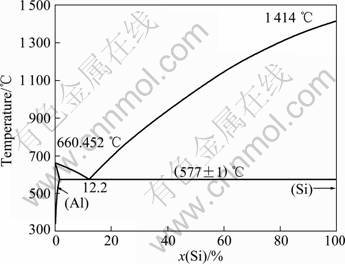
ͼ4 Al-Si��Ԫ�Ͻ���ͼ
Fig.4 Al-Si binary phase digram
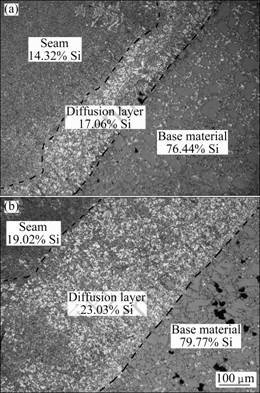
ͼ5 ��ͬ������µĺ��������ɢ��
Fig.5 Diffusion layer with different laser powers (vh=1.0 m/min, vs=1.6 m/min): (a) P=2 000 W; (b) P=3 000 W
EDS�ķ��������������ĸ�ĵ����������躬�����١�ͬ����ȣ��ڼ���ʽϴ�ʱ(3 000 W)����ɢ��Ĺ躬��Ҳ������������Ϊ2 000 Wʱ����ɢ��躬��Ϊ17%���ң�����3 000 Wʱ��������ɢ��Ĺ躬����Ϊ23%��
���ӹ����У�����ĸ���еĹ�����Һ̬ǥ���е��ܽ���ɢ��Һ̬ǥ���еĹ躬�������������ɷ֣��ں�����ȴ�����У����ᾧ���������ݹ�Ԫ���ܽ�����۳���ȴ�ٶȵIJ�ͬ���������γɵĹ�������̬Ҳ�Ƕ������ġ����ڼ���ǥ������Һ̬ǥ�ϵ���ȴ�ٶȽϿ죬���۳ظ���λ����ȴ�ٶ�Ҳ����ͬ����ˣ������к��ѻ�÷dz�����һ�µ���֯״̬�����Ծֲ���ȴ�ٶȽϿ�������������������ڲ�ͬ�������������£�������Ҫ��λ�Ľᾧ����̬���ֳ�ͼ6��ʾ�ļ��֡�
1) ��������֯����֦��������(Al)��ͼ6(a)��ʾ�����������Сʱ(P=1 000 W)��������֯Ϊ���͵���֦��������(Al)������֯�����뺸˿ֱ���ۻ��γɵ���֯����һ��(��ͼ1(b))��˵����������ͣ�ĸ���еĹ輸��û�з�����ɢ���������Ǻ�˿�����Ĺ跢���ۻ���ᾧ��
2) ��״��������ͼ6(b)��ʾ��������������(P= 1 200 W)ʱ��Һ̬ǥ����ĸ���¶Ⱦ��������ߣ�ĸ���е�Si��ʼ���۳�����ɢ���ܽ⣬�۳سɷִﵽ�������ɷ֡���������ȴ�����У��γ��˰�״��������������ɢ�ֲ��ں����У��ҿ�����Χ��Χ����ԭ���γɵ���Ȧ������Al-Si�������Ͻ���ԣ���Ϊ��Сƽ���࣬����ΪСƽ���࣬�ڿ������̹����У��������κ˺��ڹ���Ľ�����������ͬʱ����Χ���ų���ԭ�ӣ������踽��Һ��ijɷֽ�����Һ���ߵĽ��Ͷ����ϱ仯��һ����ɷִﵽ��(Al)Һ������Ӧ�ɷֵ�ʱ�ͻᷢ����(Al)���κ����������γɦ�(Al)��Ȧ����Щ��������Ȧ����ʽ��Χס������������˹�����ij�������Ȧ�ijɳ��ܵ������������ٶ��Լ�Һ��ﵽ���չ����¶ȵ�ʱ���Ӱ��[9]����(Al)��Ȧ���γ� ��������Ȧ-Һ����洦��Һ��ɷ����(Al)Һ���ߵı仯���ı䣬ֱ������ȴﵽ������֯������Ҫ�� Ϊֹ��
3) ���״���״��������ͼ6(c )��ʾ�������������2 000 Wʱ������Ĺ��ܽ������ȥ����ȴʱҲ�ͽᾧ������ij����衣��Щ��������ͼ6(b)��ʾ����ȣ�����ò�ϸ��Ӷ������п�״�����״�Ͱ�״����С��һ���ֲ����ȡ��������Χ��Ȼ������Ȧ��Χ�ţ�ֻ�Ǹ���ϡ��һЩ�����˹������״��ĸ�IJ�ͬ�����ܶ�������������������ĸ�ģ�������Ϊ�������µ���ǿ�࣬��������ϣ���õ������뺸����֯��������ֲ�ͬ��̬������(��ͼ6(b)��(c))����Ҫԭ���ǹ躬���뺸���¶ȵIJ�ͬ��������ϵ�ʱ����ĸ�Ľ��뵽�۳صĹ�Ԫ����Խ��٣���ԭ���ž۽�Ϊ���У�����ȴ�����У���Щԭ���ž۳�Ϊ���ģ�Ѹ�ٳ��ɿ�״������������֮����ɢ���۳��еĹ�Ԫ�����ӣ�ԭ���ž���ԱȽϷ�ɢ����Щԭ���Żᱻ����ܽ⣬��ȴʱ�������κ˳����ڸ߹����Ͻ��������֯�У������������Ҫ�����»�����̬����״�����衢�����״�����衢�������ͳ����衣���γɲ�ͬ��̬���������Ҫԭ�������̹����ܵ�������ȶȡ���ȴ�ٶ��Լ��躬����Ӱ��[10-13]�������г��ֵĶ��״һ������״���߰�����״���������Լ������棬�ǰ���������豻������Ƕ�������и�����ֳ��Ķ�ά��ò��
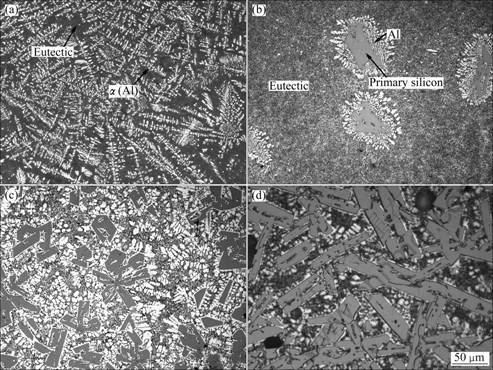
ͼ6 ��ͬ�������µĹ�������̬
Fig.6 Morphologies of eutectic silicon under different heat input (vh= 0.5 m/min): (a) Eutectic silicon and dendrite ��(Al), P=1 000 W; (b) Strip primary silicon, P=1 200 W; (c) Polygonal and petal primary silicon, P=2 000 W; (d) Lath-shaped eutectic silicon, P=3 000 W
4) ����״��������ͼ6(d)��ʾ��������ʸߴ�3 000 Wʱ��ĸ�Ļᷢ�������ۻ��������н����˴����Ĺ裬������̳ɳ�Ϊ�ִ�İ���״�����裬���Һ����л���ֵ����ף��Ժ�������Ӱ��ϴ��ں��ӹ�����Ҫע������������ĸ���ۻ�״̬��
�Ժ���������������ʴ֮�����˴�С��һ�Ĺ����ţ���ͼ7( a)��ʾ����������Ϊ���ȷֲ��Ķ̰�״�����裬��ͼ7(b)����ͼ7(a)���Կ������ڶ�����Ĺ�̰���Դ��һ����ͬ�ĺ��ģ�������������������������ǹ����ŵ������࣬����λ��ȡ���������κˣ��кܴ������ԣ���Ϊ���������κ˵��ʵ�Ƚ϶࣬����������ͬʱ������ֱ����Ӵ�����������ֹͣ���������������ཻ��������ͬʱ�����ų��Ͻ�Ԫ�أ��Ͻ�Ԫ���ھ��Ž��洦�ۼ����ں������Ĵ���������ȴ�ٶȽ��������ʹ���ȵ����ñ���� ��[14]�����г�ֵ�ʱ�����������ɢ��ʹ�̡�Һ����ǰ�ص�Ũ�Ⱦ��ȷֲ����Ӷ������˽�����ȶ��ԣ���ˣ����Ż��������ȵ���ȴ���������Զ̰�״��̬ ������
�����ŵĴ��ڴ����˹������Գ���״����״������ģʽ���ֿ����Ƶ�������ǿ�����������̬���ϵ�����[15-16]����ˣ��������Ĵ����ֵĶ̰�״�����ŶԺ�������Ҳ���а����ġ�
�����ŵ�������û���ܵ��������Ӱ�죬��ͼ 7(c)��ʾ������������ڹ������ڲ���������Ϊ���������Ƚᾧ���������ſ�ʼ������ʱ��������Ѿ����ڣ�����������Ĺ�������������ڳ������κ˳����������������Ϊ�κ��ʵ����ڹ������ڲ����������Ų��������ڳ������κ�ʱ��������ǹ�����������ʱ��������Ϊ������Ӧ�ñ��ų������ŵģ��������ڳ����������Ƚϴ������ŵ��������ڹ������ڲ������ԣ���Щ�������ڲ����ڳ����Ĺ���������ֹ����ŵijߴ������ܴ�
ͼ7 �����ŵ�SEM��
Fig.7 SEM images of eutectic cell: (a) Morphology of eutectic cell; (b) Short rod-like silicon inside eutectic cell; (c) Eutectic cell with primary silicon
3 ����
1) ���ü�����˿ǥ����������Sip/4032Al���ϲ���(Si�����������65%����)�����������������������õĺ��죬���մ��ڽϿ������ӹ����ȶ����Խӽ�ͷ��V���¿ڿ���Ч��֤����ı�����Ρ��������������룬���Եõ���ɢ�ֲ��ij�������Ϊ�µ���ǿ������ں����С�
2) ����ǥ�������У�ĸ���еĹ�Ԫ��һֱ��������ɢ���ܽ⡣��ȴ�����������ԵĹ�Ԫ����ɢ�㣬�������������ɢ�������躬��������Ӱ�졣
3) �����еĹ���Ҫ�Թ�����ʽ���ڡ�����ǥ������ǥ�ϵ�Һ̬��̬ͣ��ʱ��̣ܶ��۳���ȴ���γɵĹ��������̬��������dz����У���ͬ�������������£����������״����״������״�ȶ�����̬���֡��ں������ģ������˹�������֯���������ڲ�Ϊ���ȷֲ��Ķ̰�״�����衣
REFERENCES
[1] CHEN Y Y, CHUNG D D L. Silicon-aluminium network composites fabricated by liquid metal infiltration [J]. Journal of Materials Science, 1994, 29: 6069-6075.
[2] ���, ������ﶫ������ ǿ��������. �����͵��ӷ�װ��Sip/Al���ϲ��������о�[J]. ���Ͽ�ѧ�빤��, 2006, 14(3): 244-250.
WU Gao-hui, XIU Zi-yang, SUN Dong-li, ZHANG Qiang, SONG Mei-hui. Study on properties of the environmental-friendly Sip/Al composites for electronic packaging applications [J]. Materials Science and Technology, 2006, 14(3): 244-250.
[3] LIM S C, GUPTA M, LENG Y F, LACERNIA E J. Wear of spray-deposited hypereutectic aluminum-silicon alloy [J]. Material Processing Technology, 1997, 63: 865-870.
[4] ���ܽ�. ���ϲ��ϼ�������ͷɻ�[J]. ����ѧ��, 2008, 29(13): 605-610.
CHEN Shao-jie. Composite technology and large aircraft [J]. Acta Aeronautica et Astronautica Sinica, 2008, 29(13): 605-610.
[5] URENA A, GOMEZ de SALAZAR J M, ESCALERA M D. Influence of metal-ceramic interfaces on the behavior of metal matrix composites and their joints[J]. Key Engineering Materials, 1997, 127/131: 687-694.
[6] �����, �ŵ¿�, ţ��̩, ������. ���⺸���������ϲ����ѵ�ԭλ��ǿ����[J]. Ӧ�ü���, 2002, 2(3): 320-322.
CHEN Yan-bin, ZHANG De-ku, NIU Ji-tai, JI Guo-juan. In-situ reinforcing effect of Ti on aluminum matrix composite during laser beam welding [J]. Applied Laser, 2002, 2(3): 320-322.
[7] CESCHINIA L, BOROMEI I, MINAK G, MORRI A, TARTERINI F. Effect of friction stir welding on microstructure, tensile and fatigue properties of the Al2O3p/Al6061 composite [J]. Composites Science and Technology, 2007, 67: 605-615.
[8] ZHANG X P, YE L, MAI Y W, QUAN G F, WEI W. Investigation on diffusion bonding characteristics of SiC particulate reinforced aluminum metal matrix composites (Al/SiCp-MMC) [J]. Composites: Part A, 1999, 30: 1415-1421.
[9] PEI Y T, de HOSSON TH M. Functionally graded materials produced by laser cladding [J]. Acta Mater, 2000, 48: 2617-2624.
[10] ������. Al-20%Si�г�������̬���Ƽ����о�[D]. �Ͼ�: �Ͼ�������ѧ, 2007: 21-31.
GE Liang-qi. Study on the technologies of morphologies modification of primary silicon in Al-20%Si alloys [D]. Nanjing: Nanjing University of Science and Technology, 2007: 21-31.
[11] DAHLBORG U, BESSER M, CALVO-DAHLBORG M, CUELLO G, DEWHURST C D, KRAMER M J, MORRIS J R, SORDELET D J. Structure of molten Al-Si alloys [J]. Non-Crystalline Solids, 2007, 353: 3005-3010.
[12] �Ž�ɽ, ������, ������. ���ϱ��ʶԹ������߹����Ͻ���֯�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2002, 12(S1): 107-109.
ZHANG Jin-shan, XU Chun-xiang, HAN Fu-yin. Effect of composite modifier on structures and properties of hypereutectic Al-Si alloy [J]. The Chinese Journal of Nonferrous Metals, 2002, 12(S1): 107-109.
[13] HUANG Wan-ru, LIAO Heng-cheng, WU Shen-qing, SUN Guo-xiong. Effect of temperature gradient and solidification rate on eutectic growth of Al-Si alloy during unidirectional solidification [J]. Foundry, 2010, 59(3): 239-246.
[14] �쳤��. ���ʶԹ���������Ͻ��г������Ӱ�켫�����û���[D]. ����: ���ִ�ѧ, 2007: 27-50.
XU Chang-lin. Effect of modification on primary silicon in hypereutectic Al-Si alloys and modified mechanism [D]. Changchun: Jilin University, 2007: 27-50.
[15] �� ��, �����, ��־��, �� ��. ������ȴ�������ȴ�ٶȶ�Al-Si�������Ͻ�������֯��Ӱ��[J]. ��ɫ����, 2002, 54(3): 19-21.
ZHANG Rong, SHEN Shu-juan, ZHAO Zhi-long, LIU Lin. Effect of melt overheating treatment and cooling rate on microstructure of Al-Si hypereutectic alloys [J]. Nonferrous Metals, 2002, 54(3): 19-21.
[16] ����ƽ, �κ��, ���Ʒ�, �� ��, �����. Sr��Al-15.5Si�Ͻ��Ŵ�С��Ӱ��[J]. �������켰��ɫ�Ͻ�, 2005(4): 193-195.
WU Zhen-ping, LIAO Heng-cheng, JIANG Yun-feng, CHEN Jie, SUN Guo-xiong. Effect of Sr on the eutectic cells size of Al-15.5Si alloy [J]. Special Casting and Nonferrous Alloys, 2005(4): 193-195.
(�༭ ��ѧ��)
�ո����ڣ�2010-09-13�������ڣ�2011-03-18
ͨ�����ߣ�����Ⱥ�������ڣ���ʿ���绰��0451-86415506��E-mail: liliqun@hit.edu.cn
