
�����ĥ�����漰����������
�ι���1, 2���Ϻ�־1������3��������2��������2
(1. ���ϴ�ѧ ���繤��ѧԺ�������ܸ�����������ص�ʵ���ң����� ��ɳ��410083��
2. ���Ϲ�ҵ��ѧ ��е����ѧԺ������ ���ޣ�412007��
3. ��������ְҵ����ѧԺ ��Դ����ϵ������ ��̶��411104)
ժ Ҫ��
ɰ��ĥ���������ֳ����������������ܵ�Ӱ�죬����CATIA���ο����������ֲ�ݼ�ĥ�ݵķ������̣���������ֲ�ݼ�����ĥ�����мӹ����棬�õ�����ݺ�ĥ�ݵ�����ֳ��棬����ĥ�ݺ�����ֳ���Ӵ��������з��档ͬʱ���ӹ���һ������������֣������������ܽ���ʵ����ԡ�ͨ�����������������־��ϸ�ɰ��ĥ��������ֱȾ���ݵõ����������������Ҫ��Խ����ˣ�ĥ����ij�����������������Ӱ����Ժ��ԡ�
�ؼ��ʣ�
����ּӹ�����������ĥ��������Ӵ������������
��ͼ����ţ�TH132.4 ���ױ�־�룺A ���±�ţ�1672-7207(2014)07-2193-08
Face-gear grinding simulation and tooth surface error analysis
HE Guoqi1, 2, YAN Hongzhi1, HE Ying3, SHU Taoliang2, REN Xingli2
(1. State Key Laboratory of High-Performance Complex Manufacturing,
School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China;
2. School of Mechanical Engineering, Hunan University of Technology, Zhuzhou 412007, China;
3. Department of Resources Engineering, Hunan Vocational Institute of Technology, Xiangtan 411104, China)
Abstract: In order to study the influence of ground face-gear tooth surface error on meshing performance, the simulation procedure of face-gear��s shaping and grinding was designed using the further development of CATIA. And a machining simulation on face-gear shaping and tooth surface grinding with the use of CATIA was conducted. A tooth surface can be obtained through shaping and grinding, and then simulations were conducted on the tooth contact and error of ground face-gear. A face-gear was manufactured with certain parameters, and then an experiment test on its meshing performance was conducted. Through analyzing transmission errors, it is found that the meshing performance of the ground face-gear is superior to that manufactured by gear shaper. Therefore, the impacts of tooth surface errors due to grinding on meshing performance can be ignored.
Key words: machining simulation of face-gears; tooth surface grinding; tooth contact; transmission error
������ڷ���-������������Ķ����ԣ�ʹ�佫������������ֶ���Ϊ��װֱ��������ϵͳ������Ҫ�ĺ������[1-2]��������ѧ�߶���������гݼ�ĥ�ݼӹ��ȷ����������ص��о�����[3-7]��20�������ڣ�Miller��[2, 4]����������ù��ݵķ������ӹ�����֣��÷�����Ȼ��֤������ֹ����ij�������Ϊ�����ߣ��������ܱ�֤�������ϸ������ȷ�ԣ��ӹ��õ�������ֳ���������ƫ��ϴ�Litivin��[3, 5-9]������ݼ�ĥ�ݵķ��������������[10-12]������ֽ����о������ҳɹ����Ƴ��ҹ���һֱ̨������ֲ�ݻ���������ǿ��[13-16]Ҳ�ڽ�������ּӹ�������о�����������ֳ��淽�̸��ӣ�ֱ��������ֳ��淽�����Ƶ��ϸ�ɰ�ֳ��淽������ʵ�֡�ĥ��ǰ������ֳ������ɼӹ�����ֵ�Բ�����ֲ�ݵ�(���¼��Ϊ��ݵ�)��չ�ɷ����ɣ��������ĥ���ӹ��������ܾ��������չ���˶�2�����ص�Ӱ�죬��ˣ�ͨ������ĥ����õ����������ͨ�����ԭ���õ�����������۳�������һ����ƫ���ô�����ϸ�ɰ��ĥ���������ֳ�������ж����������������ж���Ӱ�죿��ĿǰΪֹ����û����ر�������������ͨ��������ֵIJ�ݺ�ĥ�ݼӹ��ķ����о�������ĥ���������ֳ�����нӴ����������ͬʱ�Ծ���ݺ�ĥ�ݵ�����ֽ�������ʵ�飬�������ĥ�������������������ܵ�Ӱ����з�����
1 ����ּӹ����ۻ���
1.1 ����ֲ�����ۻ���
����ֲ�ݼӹ�ʾ��ͼ��ͼ1��ʾ����������������ݵ����нǦ�=90��ʱ���õ�����ּӹ�����ϵʾ��ͼ��ͼ2��ʾ��ͼ�У�z f0(zf)��zs0(zs)�ֱ�Ϊ��������ݵ��ߵ���ת�ᣬ�����ߵĽ���Ϊ����ԭ�㣻����ϵSf0:Of0xf0yf0zf0������ϵSf:Ofxfyfzf�ֱ�Ϊ����ֵĹ̶�����ϵ��ת������ϵ������ϵSs0:Os0xs0ys0zs0������ϵSs:OsxsyszsΪ��ݵ��ߵĹ̶���ת��ϵ����f���s�ֱ�Ϊ�˶�������ֺͲ�ݵ�ת���ĽǶȡ�
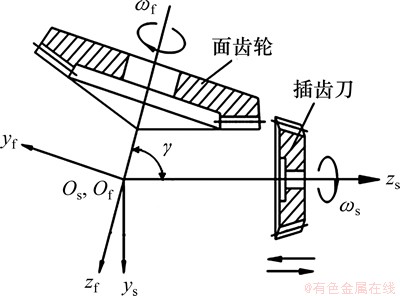
ͼ1 ����ֲ�ݼӹ�ʾ��ͼ
Fig. 1 Schematic diagram for face-gear shaping
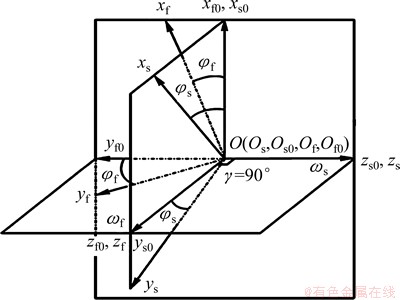
ͼ2 ��ݼӹ����������ϵʾ��ͼ
Fig. 2 Schematic diagram of coordinate system for face-gear shaping
ͨ������ת�������տɵõ�����ֵij��淽������[3-7]��
 (1)
(1)
ʽ�У�rbsΪ��ݵ���Բ�뾶��mΪ��ݵ�ģ���� Ϊ��ݵ���������һ��ĽǶȲ�����
Ϊ��ݵ���������һ��ĽǶȲ�����
1.2 ����ֳ���ĥ�����ۻ���
ͼ3��ʾΪ����֡��ϸ�ɰ�ּ�ý���������ʾ��ͼ��
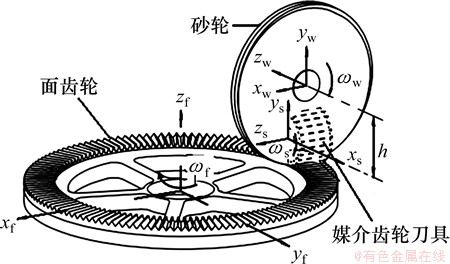
ͼ3 ����֡��ϸ�ɰ�ּ�ý���������ʾ��ͼ
Fig. 3 Schematic diagram of meshing of face-gear, worm grinding wheel and media gear
ͼ4��ʾΪ�ϸ�ɰ�֡���ݵ���������˶�ʱ������ϵ���Լӹ���������õĵ���S��ɰ��W����4������ϵ�������ڳ�ʼ�̶�λ��ʱ��2���̶�����ϵSs0:Os0xs0ys0zs0��Sw0:O w0xw0yw0zw0�����ߴ���ʱ��2���˶�����ϵSs:Osxsyszs��Sw:Owxwywzw��
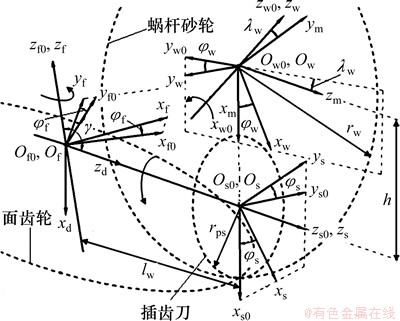
ͼ4 ��������ϸ�ɰ�֡���ݵ����ߵ���������ϵ
Fig. 4 Coordinate system of meshing of face-gear, worm grinding wheel and shaping cutter
�ϸ�ɰ���뵶������Ϸ���Ϊ��
 (2)
(2)
���߳��淽��Ϊ��

 (3)
(3)
�ɵ�Բ�����ֵ��߳��浥λ������Ϊ��
 (4)
(4)
ʽ�У�rmΪ��ݵ��߷ֶ�Բ�뾶�� ��umΪ��ݵ��߽����߳��������
��umΪ��ݵ��߽����߳��������
���ʽ(2)��(3)��(4)���ϸ�ɰ�ֵĵ��̽�[4]��
 (5)
(5)
ʽ�У�hΪ���ϸ��������ݵ������ߵ���̾��룻nmΪ��ݵ��߳�����
2 ����ּӹ����η���
2.1 ����ֲ�ݼӹ����η���
��CATIA���ο�����������ֵIJ�ݼӹ�����ʱ������һ��������ӹ��������õ�ĥ�ݼӹ�����ֵij�ʼ����ģ�͡�ʵ�ʼӹ������У����߷ֶ�����������������ﵽ����������ȣ�Ϊ�˷��㣬������һ���Խ����������������ȡ�
����ֲ�ݷ�������ͼ��ͼ5��ʾ�����Ƚ�����ݵ�������ģ�ͣ�������CATIA��ֱ�ӽ�ģ��Ҳ����ͨ�������ⲿ���ݵõ�����ʵ��ģ�ͣ��Ե���������������ת1���Ƕ�k��40/20��Ȼ����뼸���壬���������ë��������CATIA����ʽ������ƣ��������ë��ģ��������һ�����������ᣬ���������ë��������ת1���Ƕ�k��Ȼ���ë��������͵���������в��������㣬ȥ���������塣���е�2����������ʱ���½�1���������壬������������������ת1���Ƕ�2��k��40/20������һ�������гݵõ���ë��ģ����ת1���Ƕ�k��Ȼ���ٽ��в��������㣬���˷������ڽ��е�i����������ʱ������i���½��ĵ���������������תһ���Ƕ�i��k��40/20������i-1�β����гݵõ��������ë��ģ����������ת1���Ƕ�k��ÿ�ζ��������ë��ģ���Ƴ��½��������壬��������ʵ�������г��˶���ȥ�������ë�����뵶���غϵIJ��ϡ�
ͼ5 ����ֲ�ݷ�������ͼ
Fig. 5 Simulation procedure schema of face-gear shaping
ѭ���гݿ�����CATIA�ĺ�������ѭ��������ʵ�֣���������CATIA�еĺ�¼�ƣ��ڵ�1���������������ֹ���¼�ƣ�Ȼ��Եõ��ĺ���б༭������ת�Ƕ�k��Ϊ��ɢ����������for......nextѭ�������ʵ��ѭ���гݣ���ݷ���ʾ��ͼ��ͼ6��ʾ��
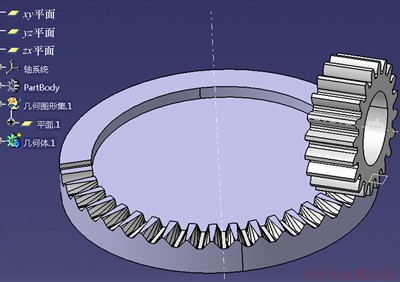
ͼ6 ����ֲ�ݷ���ʾ��ͼ
Fig. 6 Schematic diagram of simulation of face-gear shaping
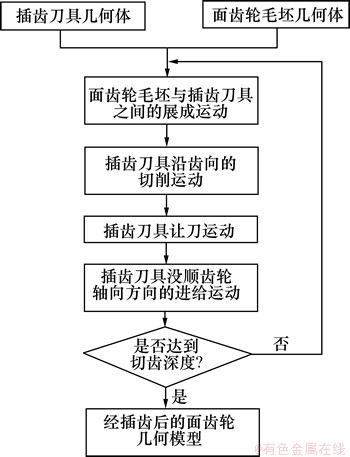
2.2 �����ĥ�ݼӹ����η���
ĥ�ݼӹ�����Ҳ�������˲�����������˶��гݣ�ɰ��������ֹ�����չ���˶���ͬʱ���������ɰ�ֻ���2������Ľ�����һ�������������ֵľ�������һ�����������ֵ�������Ϊ�˷��㣬�ɽ�����һ���Խ���������������������ȣ������ڱ༭�гݳ���ʱ��ֻ��Ҫ��ɢ2��������һ���ǽǶȱ���d����һ���Ǿ����������i��ĥ�ݼӹ�����������ͼ7��ʾ��
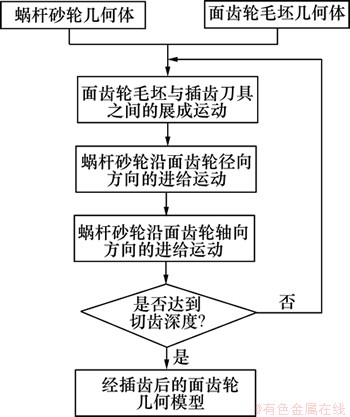
ͼ7 �����ĥ�ݷ�������ͼ
Fig. 7 Simulation procedure schema of face-gear grinding
����ֹ������ϸ�ɰ�ּ���������ɣ���������ϸ�ɰ����ĥ�ݼӹ�֮ǰ����һ����λ�ù�ϵ����˿��Ƚ���ݵõ�����������ϸ�ɰ�ְ�һ����λ�ù�ϵ����װ�䣬�õ���������ϸ�ɰ�ֵ�����ģ����ͼ8��ʾ����װ�����������ΪCATIA�ܶ�ȡ�����ݸ�ʽ(��IGS��ʽ)����CATIA�����д�����ֱ��½������壬Ȼ��������е�����ֺ�ɰ��ʵ����Ϊ�гݵ�ë���͵��ߡ�
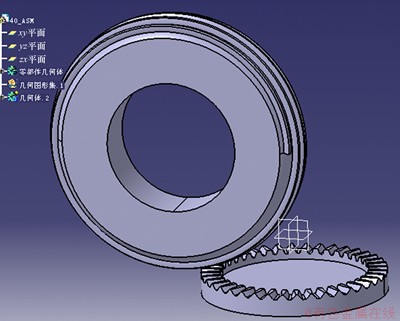
ͼ8 �ϸ�ɰ�������������װ��ģ��
Fig. 8 Assembly model of worm grinding wheel and face-gear meshing
ĥ�ݲ����гݵ�ʵ�֣�ĥ�ݲ����г�����һ�����ڽ����г�ʱ������2��Ƕ��for......next�����ƽ����ͽǶȱ�������һ�ν��������£�����һ��ת����ȫѭ�����������ʵ��ѭ���гݡ�ÿ�β���ȥ������������½������壬Ȼ��������еĵ���ʵ�塣��������ϸ�ɰ�ֵ���ת�Ƕȳ�һ���ı���
 ��������ֹ�����ת�Ƕ�Ϊd���ϸ�ɰ�ֵ���ת�Ƕ�Ϊ
��������ֹ�����ת�Ƕ�Ϊd���ϸ�ɰ�ֵ���ת�Ƕ�Ϊ ��
��
3 �����ĥ������Ӵ���������
3.1 ����ּӹ�����Ӵ�����
��ӹ�����ֵIJ�ݵ���ģ��m=5 mm������Ϊns=20��ѹ���� ���ϸ�ͷ��Nw=1�����������̽�
���ϸ�ͷ��Nw=1�����������̽� ������ֳ���Ϊ40��������������ݵ����߽���
������ֳ���Ϊ40��������������ݵ����߽��� ��
��
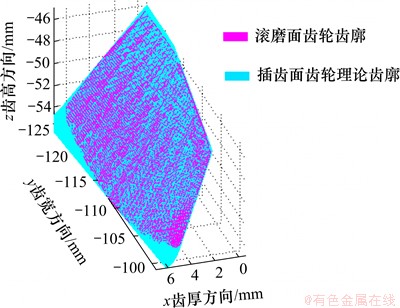
ĥ��ʱ�ϸ�������ֳ���ĽӴ��켣������ͼ9��ʾ��ͼ9�С�����ֳ��桱Ϊͨ����ݵ��������õ����棬���Ӵ��㡱Ϊ�ϸ�ɰ��ĥ����������������ĽӴ��㡣
��ͼ9���Կ�������������ϸ�ɰ�ֵ����ϵ㶼λ��ͨ����ݵ��������õ�����ֳ����ϣ�˵��ͨ�����ϸ�ɰ��Ϊ��������ĥ�ݼӹ����õ�����ֳ������ݼӹ����õ�����ֳ�����һ�µġ�
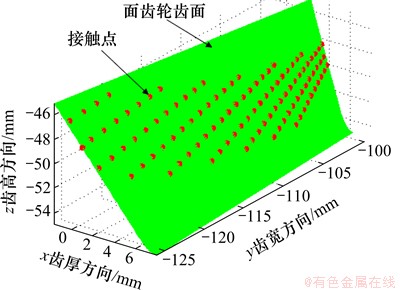
ͼ9 �ϸ�ɰ��ĥ������ֳ���ĽӴ��켣
Fig. 9 Contact trace of face-gear ground by worm grinding wheel
3.2 ����ֳ���ĥ��������
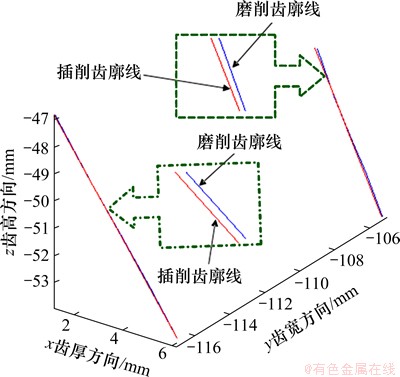
��ĥ������ֳ�����ǰ����ݲ��ԭ���õ�������ֳ������бȽϣ��õ��Ľ����ͼ10��ʾ����ͼ10���Կ���������ĥ���ӹ��õ�������ֹ�������dz��ӽ��ڲ�����۳�����ĥ������ֳ���λ�ڲ�����۳���һ�࣬������û���ཻ���Ҽ��dz�С����ˣ�������ͼ10�����ߵIJ������Ӿ�Ч�����������б�
ͼ10 ĥ�����������ֳ���Ƚ�
Fig. 10 Comparison of face-gear tooth surface grinding and shaping
Ϊ�˸�ȷ�ؽ����������бȽϣ��õ�ĥ������ֳ���������������ֳ���֮���ƫ�����ȡ�������ݵ���бȽϣ����ݳ�����㷽������ȡ��ͬ�ľ������(�ݿ�����)�µij���ϵ�е���бȽϣ����Եõ�2�ַ����³������ݵ��ƫ�
����ѡȡ�سݿ������2����ͬyֵ�ϵ�ϵ�е㣬ÿһ��ϵ��ѡȡ5���㡣�õ��ĵ����£�
��һϵ��(y=-105)��
�ڲ�������ֳ����ϵĵ㣺A1(5.979 8��-105��-53.974 0)��B1(5.290 9��-105��-52.604 5)��C1(4.658 2��-105��-51.342 9)��D1(4.033 5��-105��-50.091 5)��E1(3.270 5��-105��-48.552 2)��
��ĥ������ֳ����ϵĵ㣺A1��(5.998 4��-105��-53.974 5)��B1��(5.383 7��-105��-52.603 4)��C1��(4.704 8��-105��-51.342 6)��D1��(4.052 7��-105��-50.116 3)��E1��(3.349 6��-105��-48.551 6)��
�ڶ�ϵ��(y=-117)
�ڲ�������ֳ����ϵĵ㣺A2(6.184 4��-117��-53.651 3)��B2(5.058 7��-117��-52.130 1)��C2(3.845 0��-117��-50.483 3)��D2(2.746 8��-117��-48.987 4)��E2(1.176 2��-117��-46.838 4)��
��ĥ������ֳ����ϵĵ㣺A2��(6.193 2��-117��-53.650 8)��B2��(5.094 6��-117��-52.130 9)��C2��(3.875 3��-117��-50.484 1)��D2��(2.751 3��-117��-48.988 1)��E2��(1.180 2��-117��-46.837 9)��
�ӳ�����ϵ�е���бȽϿ�����ĥ������ֳ����������۳���ƫ���С����ϵ�е���ɵĿռ�������MATLAB7.0�н��п��ӻ��õ��Ľ����ͼ11��ʾ��
ͼ11 ĥ�����������ֳ��������
Fig. 11 Errors of face-gear tooth profile grinding and shaping
4 ����ִ������ʵ�����
4.1 ʵ����
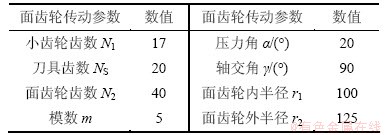
Ϊ����֤�������۷���������Ԫ�������ȷ�ԣ���������������ܽ���ʵ����ԡ�Ϊ�ˣ��ӹ������1��ʾ����������֣��ӹ��õ��������ͼ12��ʾ��ͼ13��ʾΪ����ݺ������־ֲ�ͼ��ͼ14��ʾΪ���ϸ�ɰ��ĥ���������־ֲ�ͼ��
��1 ʵ��������ֲ���
Table 1 Face-gear parameters in experiments
��С���ּ�����ְ�װ����������ϼ����ϣ���������Y�ᣬʹ�����ֺʹӶ�������λ��ͬһˮƽ�棬�н�������Ȼ����ݼ���İ�װ���������X���Z�ᣬ����ּ�ⰲװ��ͼ15��ʾ��

ͼ12 �ӹ��õ������
Fig. 12 A machined face-gear

ͼ13 ����ݵõ��������
Fig. 13 Face-gear machined by shaping

ͼ14 ��ĥ�ݵõ��������
Fig. 14 Face-gear machined by grinding
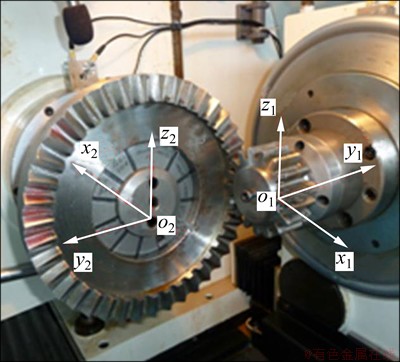
ͼ15 С���ֺ�����ְ�װͼ
Fig. 15 Installation of pinion and face-gear
4.2 ����������
С���ֳ���Ϊ17������ֳ���Ϊ40���ڲ����غ�����µ���ת�٣����ٶ��ȶ���ʼ�ɼ����ݡ��ֱ�Ծ���ݺ�ĥ�ݵ�����ֽ�������ʵ�飬���Խ�������ֱ�Ӵ����ݲɼ�����϶������Խ����ͨ���Բ�ݺ�ĥ�ݵ�����ֽ�������ʵ������õ�С���ֺ�����ֽ��ٶȵIJ���ֵ���2��ʾ��
��2 ��������Ͻ��ٶȲ��Խ��
Table 2 Test results of face-gear meshing angular velocity rad/s
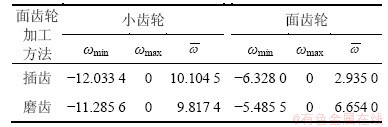
����ϵͳ���ݲ�õĽ��ٶ��Զ����㴫��������ݺ������ִ�������ʱ��ͼ��Ƶ��ͼ���ֱ���ͼ16(a)��(b)��ʾ�����ݲ�õ����ݣ������������ֵ����Сֵ�ֱ�Ϊ0.164 4��-1.954 6����ƽ��ֵΪ 0.064 7���������Ļ�ƵΪ1.487 4��1��г����2��г����3��г���ֱ�Ϊ0.033 9��0.008 9��0.004 7��
������ĥ�ݺ������֣�����ֳ�����Ϊ40����ʱС���ֺ�����ֽ��ٶȵIJ���ֵ���2��ʾ�����ݲ�õ����ݣ���ʱ�����������ֵ����Сֵ�ֱ�Ϊ0.152 6��-1.133 5����ƽ��ֵΪ0.043 5���������Ļ�ƵΪ1.525 2��1��г����2��г����3��г���ֱ�Ϊ0.042 1��0.015 9��0.006 1��ͼ16(c)��(d)��ʾ�ֱ�Ϊ��ĥ�ݺ������ִ�������ʱ��ͼ��Ƶ��ͼ��ͨ������ɵã�����ݺ�ĥ�ݵ�����ִ������ƽ��ֵ�ֱ�Ϊ0.065 5��0.042 6���ɴ˿ɼ�������ĥ�ݺ������ֱȾ�����ݺ������ִ�������������͡���ˣ�ͨ���ϸ�ɰ��ĥ�����������ɵij����������������ܵ�Ӱ����Ժ��ԡ�
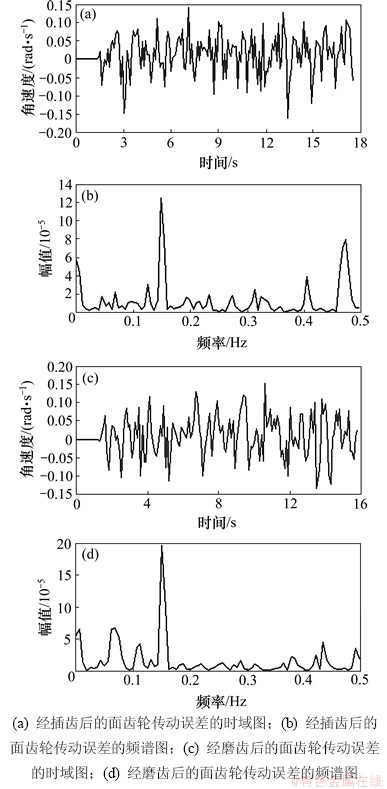
ͼ16 �������ʱ��ͼ��Ƶ��ͼ
Fig. 16 Transmission error waves in time domain and frequency domain
5 ����
(1) ͨ��������ֵIJ�ݡ�ĥ�ݽ��мӹ����漰�ϸ�ɰ��������ֵĽӴ�����������ĥ���������ֳ��������з�����ͬʱ�ò�ݺ�ĥ�ݵķ����ӹ�����Ӧ����������֣��ֱ�Ծ���ݺ�ĥ�ݵ�����ֽ�������ʵ�飬����ĥ��������������������ܵ�Ӱ����з�����
(2) ����ĥ�ݺ������ֱȾ�����ݺ������ִ�������û�����ӣ������������͡��ɴ�˵����ͨ���ϸ�ɰ��ĥ������������ɵij����������������ܵ�Ӱ����Ժ��Բ��ơ�
�ο����ף�
[1] ������, �ߵ�ƽ. �����������б�����кͳݶ�������Ʒ������о�[J]. �й���е����, 1999, 10(11): 1274-1276.
ZHU Rupeng, GAO Deping. Study on the method of avoiding dedendum undercutting and addendum pointing in face gear design[J]. China Mechanical Engineering, 1999, 10(11): 1274-1276.
[2] Miller E, Sturmfels B. Combinatorial commutative algebra[M]. Heidelberg: Springer Verlag, 2005: 112-124.
[3] Litvin F L, Wang J C, Bossler R B Jr, et a1. Application of face-gear drives in helicopter transmissions[J]. ASME Journal of Mechanical Design, 1994, 116(3): 672-676.
[4] Guing M, de Vaujany J P, Jacquin C Y. Quasi-static analysis of a face gear under torque[J]. Compute Methods Appl Mech Engrg, 2005, 194: 4301-4318.
[5] Litvin F L, Fuentes A, Zanzi C, et al. Design, generation, and stress analysis of two versions of geometry of face-gear drives[J]. Mechanism and Machine Theory, 2002, 37: 1179-1211.
[6] Litvin F L, Gonzalez-Percz I, Fuentes A, et al. Design, generation and stress analysis of face-gear drive with helical pinion[J]. Compute Methods Appl Mech Engrg, 2005, 194: 3870-3901.
[7] Litvin F L, Zhang Y, Wang J C, et a1. Design and geometry of face-gear drives[J]. ASME Journal of Mechanical Design, 1992, 114(4): 642-647.
[8] Litvin F L, Fuentes A, Zanzi C, et al. Face-gear drive with spur involute pinion: Geometry, generation by a worm, stress analysis[J]. Computer Methods in Applied Mechanics and Engineering, 2002, 191(25/26): 2785-2813.
[9] Taburdagitan M, Akkok E. Determination of surface temperature rise with thermoelastic analysis of spur gears[J]. Wear, 2006, 261: 656-665.
[10] ��������, ������. ����ֲ�ݼӹ����̰���������۳���ĸ���[J]. �����ѧѧ��(��Ȼ��ѧ��), 2007, 30(7): 55-58.
LI Zhengminqing, ZHU Rupeng. Process method of face-gear drive with spur involute pinion with the shaping machine[J]. Journal of Chongqing University (Natural Science Edition), 2007, 30(7): 55-58.
[11] ������, ������, �ߵ�ƽ. ��������ִ����гݿ���Ƶ��о�[J]. ��е��ѧ�뼼��, 1999, 18(4): 566-569.
ZHU Rupeng, PAN Shengcai, GAO Deping. Study of the design of tooth width of right shaft angle face gear drive[J]. Mechanical Science and Technology, 1999, 18(4): 566-569.
[12] ���Ʋ�, ���ڵ�, ����, ��. б������ּ��δ����������[J]. ���ն���ѧ��, 2008, 23(11): 2145-2152.
SHEN Yunbo, FANG Zongde, ZHAO Ning, et al. Design of geometry transmission errors of helical face gear drive[J]. Journal of Aerospace Power, 2008, 23(11): 2147-2152.
[13] ����ǿ, κ����, ��Ч��, ��. ��������ֵ�������ݼӹ�����[J]. ��е����, 2010, 34(2): 58-61.
JI Cunqiang, WEI Bingyang, DENG Xiaozhong, et al. Design and gear shaping experiment on orthogonal face gear[J]. Journal of Mechanical Transmission, 2010, 34(2): 58-61.
[14] �߽���. ����ֹ�ĥ������������������о�[D]. �Ͼ�: �Ͼ����պ����ѧ����ѧԺ, 2011: 20-30.
GAO Jingzhong. Research on structure design and dressing method of hobbing or grinding worm for manufacturing face gear[D]. Nanjing: Nanjing University of Aeronautics and Astronautics. College of Mechanical and Electrical Engineering, 2011: 20-30.
[15] ��Ч��, �찮��, �ž�, ��. �ݾ�����ƫ���˫������ִ�������Ӱ��[J]. ���ն���ѧ��, 2013, 28(3): 595-602.
DENG��Xiaozhong, XU��Aijun, ZHANG��Jing, et al. Effect of meshed pitch deviation on transmission error in hypoid gears[J]. Journal of Aerospace Power, 2013, 28(3): 597-602.
[16] ������, ��Ч��, �ս���, ��. ���߳����ֳ������η��漰�߽״���������[J]. ��е���, 2013, 30(5): 32-37.
NIE Shaowu, DENG Xiaozhong, SU Jianxin, et al. Flank modification simulation and high-order transmission error design for epicycloid bevel gears[J]. Journal of Machine Design, 2013, 30(5): 32-37.
(�༭ ����ƽ)
�ո����ڣ�2013-07-29�������ڣ�2013-10-16
������Ŀ�������ص������չ�ƻ�(��973���ƻ�)��Ŀ(2011CB706800)��������Ȼ��ѧ����������Ŀ(51375159)���������ߵ�ѧУ��ʿѧ�Ƶ�ר����л���������Ŀ(20120162110004)������ʡ�ߵ�ѧУ��ѧ�о���Ŀ(12A038��13C379)
ͨ�����ߣ��Ϻ�־(1964-)���У����ϰ����ˣ����ڣ���ʿ����ʦ���������ֻ����������뼼���о����绰��0731-88876612��E-mail: yhzcsu@163.com
ժҪ��Ϊ���о����ϸ�ɰ��ĥ���������ֳ����������������ܵ�Ӱ�죬����CATIA���ο����������ֲ�ݼ�ĥ�ݵķ������̣���������ֲ�ݼ�����ĥ�����мӹ����棬�õ�����ݺ�ĥ�ݵ�����ֳ��棬����ĥ�ݺ�����ֳ���Ӵ��������з��档ͬʱ���ӹ���һ������������֣������������ܽ���ʵ����ԡ�ͨ�����������������־��ϸ�ɰ��ĥ��������ֱȾ���ݵõ����������������Ҫ��Խ����ˣ�ĥ����ij�����������������Ӱ����Ժ��ԡ�
[1] ������, �ߵ�ƽ. �����������б�����кͳݶ�������Ʒ������о�[J]. �й���е����, 1999, 10(11): 1274-1276.
[10] ��������, ������. ����ֲ�ݼӹ����̰���������۳���ĸ���[J]. �����ѧѧ��(��Ȼ��ѧ��), 2007, 30(7): 55-58.
[11] ������, ������, �ߵ�ƽ. ��������ִ����гݿ���Ƶ��о�[J]. ��е��ѧ�뼼��, 1999, 18(4): 566-569.
[12] ���Ʋ�, ���ڵ�, ����, ��. б������ּ��δ����������[J]. ���ն���ѧ��, 2008, 23(11): 2145-2152.
[13] ����ǿ, κ����, ��Ч��, ��. ��������ֵ�������ݼӹ�����[J]. ��е����, 2010, 34(2): 58-61.
[14] �߽���. ����ֹ�ĥ������������������о�[D]. �Ͼ�: �Ͼ����պ����ѧ����ѧԺ, 2011: 20-30.
[15] ��Ч��, �찮��, �ž�, ��. �ݾ�����ƫ���˫������ִ�������Ӱ��[J]. ���ն���ѧ��, 2013, 28(3): 595-602.
[16] ������, ��Ч��, �ս���, ��. ���߳����ֳ������η��漰�߽״���������[J]. ��е���, 2013, 30(5): 32-37.
