
���±�ţ�1004-0609(2010)S1-s0789-03
Ti-6Al-4V�Ͻ���������������¶ȱ仯
�� ��պ��֣�����ʽ���� ��
(������ҵ�ɷ�����˾������ 721014)
ժ Ҫ���о�Ti-6Al-4V�ѺϽ��ڸ��¸���״̬���������Ա��ι����и����α������������ٶ��������¶ȱ仯�Ĺ�ϵ���Լ����ƺ������֯��̬�������������Ti-6Al-4V�ѺϽ��߰��ĵ����ƹ����У���ͬ�����ƽΣ��������������α������������ٶȵĸı䣬���ϵı����¶������н��������������α����¶��ܵı仯�����ǽ��͵ģ����仯���ƱȽϻ�������Ԥ������ʼ�����������ٶȵ���ߣ����ϱ����¶��������������������¶����ϼ��ȿ���ʱ�������¶ȿ������������ڣ�������֯ΪϸС����״��+��������֯���ᡢ���������֯������GB/T 13810��2007��¼A�������ѺϽ������֯��������ͼ���� A2������
�ؼ��ʣ�
��ͼ����ţ�TG146.2�� ���ױ�־�룺A
Temperature shift of Ti-6Al-4V alloy bars in continuous rolling
WANG Tian, TAO Hai-lin, HU Zong-shi, FAN Ke
(Baoji Titanium Industry Co., Ltd., Baoji 721014, China)
Abstract: The relationship among deformation, speed, temperature shift, and the microstructure of Ti-6Al-4V alloy bars after continual rolling were discussed. The results show that during the rolling process, temperature of alloy bars changes continually at different process stages with the change of deformation and speed. The changing tendency is not obvious but slow, generally speaking, the temperature goes down gradually. After preliminary precision rolling, the temperature goes up because of the increasing rolling speed. Bars are heated above the phase transition temperature, and the finishing temperature shall be controlled at ��+�� phase region. Then the microstructure of the ��+�� phase of rolled bars is fine and equiaxed. The microstructure at both transverse and longitudinal direction is the same, and can meet with Grade A2 of Chinese standard GB/T 13810��2007.
Key words: titanium alloy; rolled; temperature shift; microstructure
���Ź���������ҽ����е��������Ʒ���Ѳ�Ӧ������Ľ�һ����չ���ѺϽ�����õ����㷺��Ӧ�ã�����������߰������ڲ���֯�����������ͳ��ȶ���һ����Ҫ��[1]��Ŀǰ�߶��г�����Ҫ��Ti-6Al-4V�ѺϽ��߰��ĵ���������֯�ӽ��ں���ģ��ﵽA2�����ϱ����������õĺ���ʽ�����������Ѵ�Ҫ��Ϊ�˱��������ڸ�������ʽ�����������Ͻ�����Ti-6Al-4V�ѺϽ��߰����������飬̽�����յĿ����ԣ�Ϊ��һ�¹��յĹ���Ӧ���ṩ���ۻ�����
1 ʵ��
������������ԭ�������ɱ�����ҵ�ɷ�����˾������Ti-6Al-4V�ѺϽ�����������Ϊ990~1 000 �棬�仯ѧ�ɷ�(����������%)���£�Al 6.15��V 3.95��Fe 0.03��O 0.14��N 0.01��H 0.002��C��0.01��Y��0.005������ΪTi�����������쳧�ڦ����������죬�ͺ���Ϊd100 mm��1 000 mm��Բ���������豸Ϊ����ʽ�������飬������Ϊ��ʽ��������������������Ԥ����Ϊƽ�������12�����������顣���Ͼ���Ȼ������¯���Ⱥ�ͨ��12�����������ƣ��ӹ��ɳߴ�Ϊd12 mm���߲ģ������ƹ��������������ڸ������������ڴ��ĸ��²�������������������ƹ����е��¶ȱ仯��������Գ�Ʒ�߲Ľ��н�����֯��⡣
2 ��������
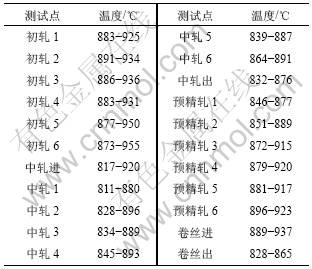
��������вⶨ�����ڸ����������ڵ��¶ȣ���ԭʼ����������ȡƽ��ֵ��������1���С��¶ȱ仯����ͼ��ͼ1��ʾ��
��1 ���ı����¶�
Table 1 Surface temperature of materials
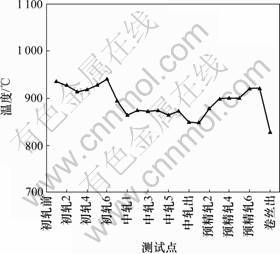
ͼ1 ���Ƹ��������¶ȱ仯����
Fig.1 Temperature change of materials in different stages
����������ݣ��������������¶ȱ仯�����أ�һ�����ڱ��ι����У���������ɢ�Ȱ��������ɢ�ȺͶ������Ĵ������ȣ�����Ӵ���������ȴˮ����Щ����ʧ�����������¶Ƚ��͡���һ���棬�ڼӹ�����������ʩ�ӵĹ�С�������ھ�����䣬��ת��Ϊ���ܣ�ʹ�����¶����ߡ���������¶��������������㣬���������������������ġ�
�������Ա���ʱ����λ������ι�Ϊ![]() �������Ա��ι���ת��Ч��Ϊ�ǣ���������ת��ԭ���У�
�������Ա��ι���ת��Ч��Ϊ�ǣ���������ת��ԭ���У�
![]() (1)
(1)
���� ��
��
��![]() ��1ʱ��ת��Ч�ʦ�=1�����൱�ھ��ȼӹ����̣���
��1ʱ��ת��Ч�ʦ�=1�����൱�ھ��ȼӹ����̣���![]() ��10-3����=0��ù��̽��ƿɿ������¹��̣���10-3��
��10-3����=0��ù��̽��ƿɿ������¹��̣���10-3��![]() ��1ʱ��ת��Ч��
��1ʱ��ת��Ч��![]() �����ƹ����ڴ˷�Χ�ڣ��ɼ����������ͱ������ʹ�ϵ����[2]��
�����ƹ����ڴ˷�Χ�ڣ��ɼ����������ͱ������ʹ�ϵ����[2]��
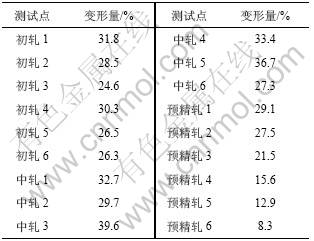
��ͬ���ƽ��������α���������2�����α���������ͼ2��
�����ȹ�ת����ѧģ�ͺ����Ƶĵ��α������ۺϷ��������Ĵӳ�¯��������һ������ǿ�ҵĶ���ɢ�ȶ�ʹ�¶�Ѹ���½�������ǰ���������¶ȶ����½����ƣ�����ԱȽϻ����������������ƹ����У�����ÿ���α������ļ�С���������������ֲ������ϵ���ɢʧ���������������Ƶ��Σ�ÿ���εı��������������ӣ��Ӷ��¶��ֳ��������ơ��ӳ���6������֮��
��2 ��ͬ���ƽ��������α�����
Table 2 Deformation of materials in different stages
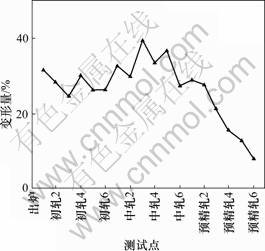
ͼ2 ���Ƹ������ı������仯����
Fig.2 Deformation change of materials in different stages
�м���ͷβ�Ĺ�������������������ɼ��ȽӴ���ʱ��ϳ��������˴���������ʧ����������˴˴��¶��½��Ͽ졣����1ʱ�¶Ȼ������½������ź����������ٶȵ���ߡ����α�����������������������������ɢʧ�����ϴ���ƽ��״̬��ͼ1�д�����1������6�Σ��¶���������һ��ˮƽ�ߡ����ͼ1��2��ʽ(1)�ɿ��������������ٶȵ���ߺ͵��α����������������¶�Ҳ���������ġ�������Ԥ���������������α��Σ������ƽ���Ȼ������������ȴˮ�Ӵ����ұ�����������С���������¶�Ӧ���������ͣ���ʵ���ϲ�û�������¶ȵ��½�������������Ԥ�����������ı����ٶȴ��������ʹ��������������������ϵ�����ʧ���ʸý��¶ȱ仯���߷������������ơ�
�����˻����ݡ���������֯��ͼ3��ʾ���ɼ��������������ݡ��������ϸС��![]() ������֯���ݡ�������֯����Ϻ���ʽ�������Լ�С������GB/T 13810��2007��¼A�������ѺϽ������֯��������ͼ���� A2������
������֯���ݡ�������֯����Ϻ���ʽ�������Լ�С������GB/T 13810��2007��¼A�������ѺϽ������֯��������ͼ���� A2������
3 ����
1) Ti-6Al-4V�ѺϽ�����ڲ�ͬ�����ƽΣ��������Ƶ��α������������ٶȵĸı䣬�����ı�����
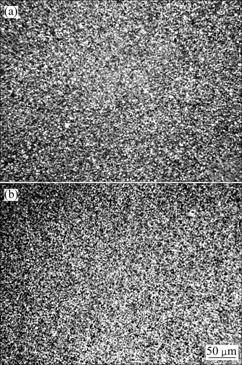
ͼ3 Ti-6Al-4V�ѺϽ����������˻�̬������֯
Fig.3 Microstructures of materials after rolled and annealed: (a) Along vertical direction; (b) Along landscape direction
�������н����������������ܵ������ǽ��͵ģ����仯������ԱȽϻ�������Ԥ������ʼ�����������ٶȵ���ߺ͵����α��������������ϱ����¶���������
2) ������Ʊ������ͱ����ٶȣ����Ա�֤������Ԥ����ȫ�����ڦ�+����������ɡ�
REFERENCES
[1] ����ɫ���������ȴ�������д��. ��ɫ���������ȴ���[M]. ����: ������ҵ������, 1981.
Editors of Nonferrous Metals and Treatment. Nonferrous metals and treatment[M]. Beijing: National Defense Industry Publishing House, 1981.
[2] ������. TC11�ѺϽ���Ķ���������������ֵģ���о�[D]. ����: �廪��ѧ��е����ϵ, 1993.
WANG Shao-lin. Research of quality control and numerical value imitation for TC11 alloy[D]. Beijing: Department of Mechanical Engineering, Tsinghua University, 1993.
(�༭ ����ƽ)
ͨ�����ߣ��� ��绰��13571747501��E-mail: wt2002jock@163.com
